Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке на металлорежущих станках поверхностным пластическим деформированием наружных цилиндрических поверхностей деталей машин.
Известно устройство для чистовой и упрочняющей обработки наружных поверхностей вращения (Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С. 385-386), представляющее собой ролик с цилиндрическим или торообразным пояском, который устанавливается параллельно обкатываемой поверхности детали.
Признаком аналога, совпадающим с существенными признаками заявляемого устройства, является ось вращения ролика в приспособлениях, которая закреплена с помощью двух подшипников. При этом ось ролика находится в одной плоскости с осью детали и центром пятна контакта ролика с деталью.
Недостатками известного устройства являются сложная конструкция, большая вероятность появления пластической волны в продольном направлении при обкатывании, способствующей образованию трещин и отслаиванию поверхностного обрабатываемого слоя, следовательно, невысокое качество обработанной поверхности детали.
За прототип принято устройство для поверхностного упрочнения деталей (RU №2028915, МПК В24В 39/04, опубликовано 20.02.1995), в котором поверхностное пластическое деформирование вращающейся детали осуществляют диском трения путем обеспечения стабильности режимов циркуляционного трения.
Признаками прототипа, совпадающими с существенными признаками заявляемого устройства, являются наличие привода вращения диска и ременной передачи, которые закреплены на собственной раме.
Недостатком прототипа является низкая производительность процесса обкатывания, невысокое качество поверхностного упрочненного слоя.
Отличием от прототипа является то, что в качестве деформирующего элемента применен четырехступенчатый ролик, с помощью которого обкатывание выполняется с максимальной подачей и позволяет получить высокое качество обработанной поверхности детали.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого изобретения условию патентоспособности «новизна».
Задача заявляемого изобретения заключается в повышении эксплуатационной надежности обработанной деталей за счет модификации их поверхностного слоя.
Технический результат заключается в повышении качества обрабатываемой поверхности путем уменьшения пластической волны в направлении подачи.
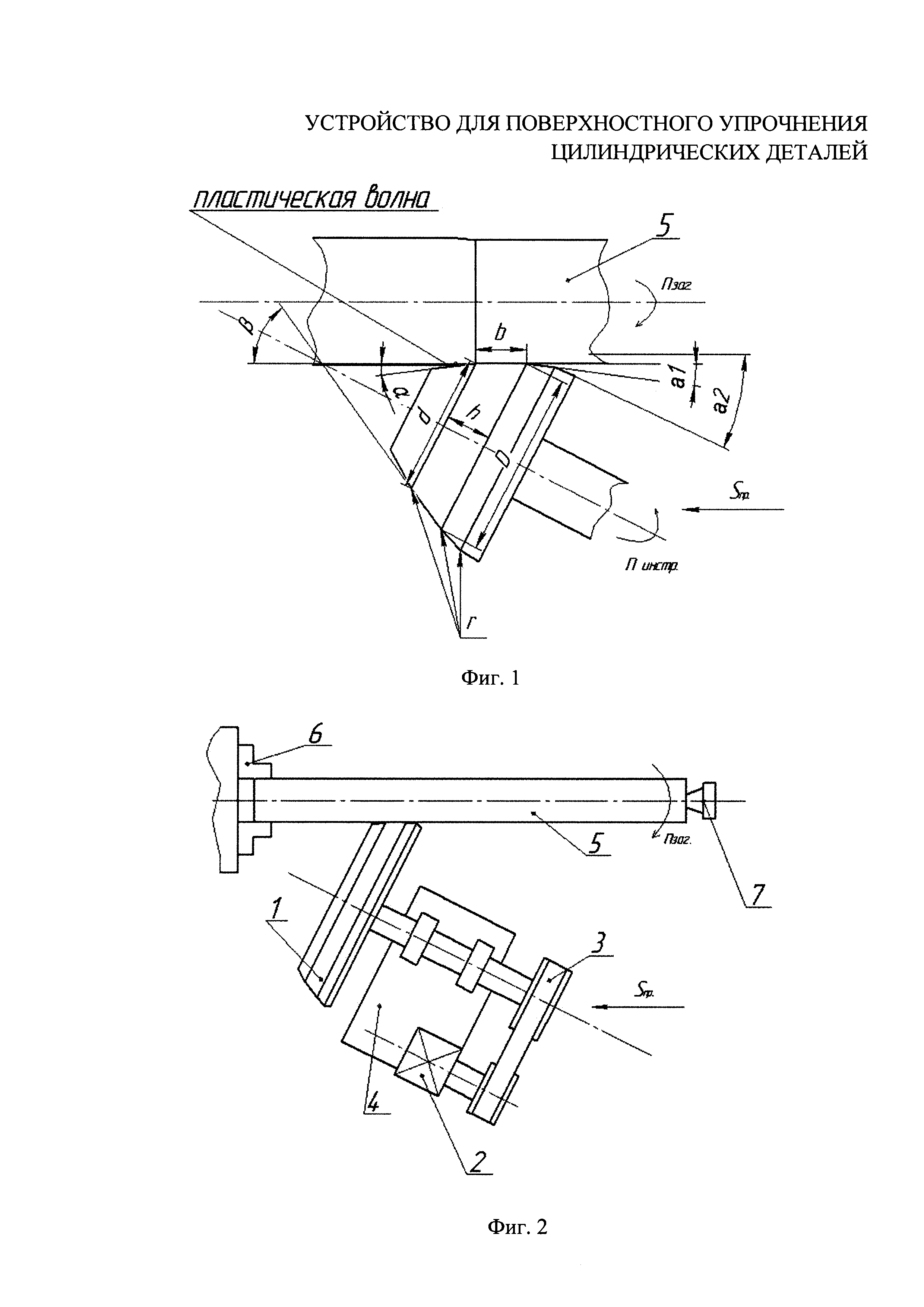
Указанный технический результат достигается тем, что устройство для поверхностного упрочнения цилиндрических деталей, содержащее электродвигатель, клиноременную передачу и деформирующий ролик, установленные на суппорте токарно-винторезного станка, устройство смонтировано на собственной раме с возможностью поворота вокруг оси, перпендикулярной плоскости суппорта и под углом  к оси вращения заготовки, согласно изобретению, ролик состоит из четырех зон: входная зона с углом конусности α=6-8°, калибрующая зона шириной b=(0,1-0,2)D с углом конусности
к оси вращения заготовки, согласно изобретению, ролик состоит из четырех зон: входная зона с углом конусности α=6-8°, калибрующая зона шириной b=(0,1-0,2)D с углом конусности  , разгрузочная зона с обратным углом конусности α1=1-3° и выходная зона с углом α2=30-40°.
, разгрузочная зона с обратным углом конусности α1=1-3° и выходная зона с углом α2=30-40°.
Деформирующий инструмент выполнен в форме усеченного конуса с возможностью поворота вокруг вертикальной оси и представляет собой ролик четырехступенчатой поверхности, который состоит из:
1. Входная зона - передний сглаживающий конус с углом конусности α=6-8°.
2. Калибрующая зона - основный упрочняющий конус шириной b=(0,1-0,2)D с углом конусности  , служит для стабилизации механических свойств и напряженного состояния поверхностного слоя.
, служит для стабилизации механических свойств и напряженного состояния поверхностного слоя.
3. Разгрузочная зона с обратным углом конусности α1=1-3°, служит для сглаживания остаточной пластической волны.
4. Выходная зона с углом α2=30-40°, служит для предохранения инструмента от механических повреждений.
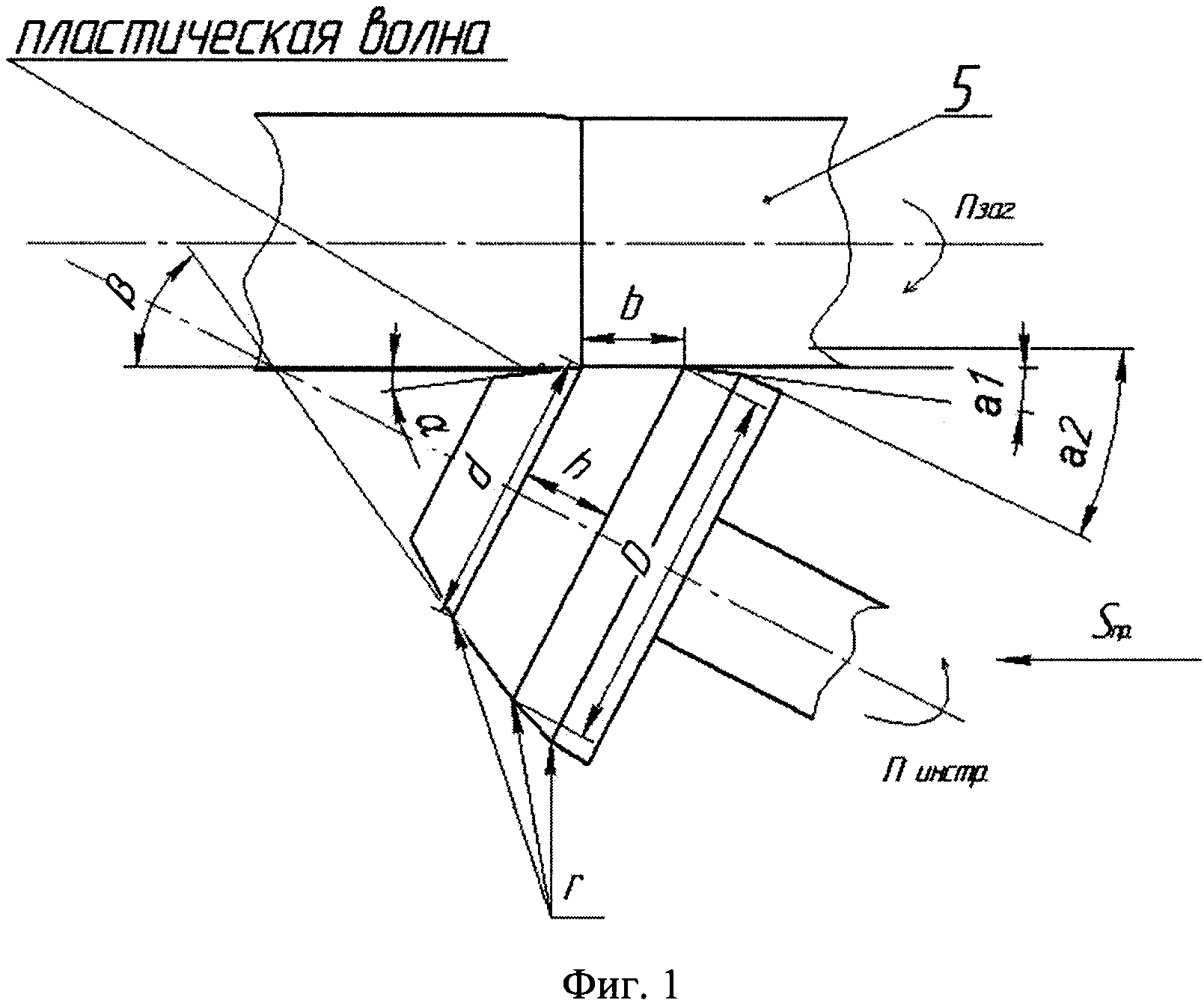
Четыре вышеуказанные зоны соответственно располагаются последовательно в направлении продольной подачи (фиг. 1). При этом h, d и D - высота и диаметры основания калибрующе-упрочняющего конуса. Все кромки ролика шлифованы с радиусом r=1-2 мм. Твердость рабочей поверхности роликов из сталей HRC 62…65. Параметр шероховатости поверхности рабочего профиля Ra=0,16 мкм.
Выполнение ролика в таком виде позволяет увеличить пятно контакта инструмента, погасить пластические волны перед и после инструмента, обеспечивать более высокое качество упрочненного слоя, что не следует явным образом из известного уровня техники и доказывает соответствие заявляемого изобретения условию патентоспособности «изобретательский уровень».
Сущность конструкции предлагаемого инструмента поясняется чертежами.
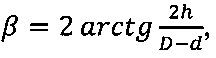
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 показана конструкция ролика для обкатывания цилиндрических поверхностей; на фиг. 2 - схема устройства для поверхностного упрочнения деталей.
Устройство для поверхностного упрочнения цилиндрических деталей содержит ролик 1, вращение которому передается от электродвигателя 2 мощностью N=1-3 кВт и номинальным числом оборотов n=3000 об/мин через клиноременную передачу 3 с передаточным числом по частоте вращения 1/3-1/4 (повышающая передача). Устройство смонтировано на собственной раме 4, закрепленной на поперечном суппорте токарного станка вместо салазок с возможностью поворота его на любой угол в зависимости от размеров калибрующей зоны (d, D и h), заготовку 5, установленную на токарно-винторезном станке, закрепленную в трехкулачковом патроне 6, подпертом вращающимся центром задней бабки 7.
Устройство работает следующим образом. Заготовку 5 устанавливают на токарно-винторезном станке, закрепляют ее в трехкулачковом патроне 6, подпирают вращающимся центром задней бабки 7. Заготовке придают вращательное движение с частотой n об/мин. С помощью продольного и поперечного суппортов подводят деформирующий инструмент к заготовке до их касания. Отводят продольный суппорт в сторону задней бабки за габарит детали. Поперечным суппортом подают основную деформирующую поверхность ролика в сторону заготовки на глубину натяга (0,1-0,2 мм). Включают главный привод станка, привод вращения ролика, подачу продольного суппорта и осуществляют обработку детали на заданном участке, после чего отключают продольную подачу, отводят поперечный суппорт от детали до прекращения соприкосновения и выключают приводы.
Достоинствами предлагаемого деформирующего ролика для обкатывания тел вращения являются:
- возможность вести обкатывание на максимальных подачах по сравнению с известными деформирующими элементами, следовательно производительность увеличивается;
- уменьшение погрешности предшествующей обработки;
- увеличение пятна контакта, за счет чего достигается более высокое качество обработки
- уменьшение параметров шероховатости - сглаживание поверхности.
Разворот осей вращения заготовки и ролика и использование ролика в форме четырехступенчатого усеченного конуса позволят устранить возможность самопроизвольного заглубления диска в деталь и возникновения пластической волны перед инструментом и процессов резания. Обработанная поверхность будет иметь минимальную шероховатость, что позволит избежать последующей механической обработки.
Предлагаемое устройство для поверхностного пластического упрочнения заготовок тел вращения отличается простотой в реализации, не сложено по конструкции и надежно в эксплуатации. Получаемый на поверхности заготовки структурный слой обладает повышенной твердостью и, соответственно, износостойкостью и сопротивлением усталостному разрушению.
Устройство для поверхностного упрочнения цилиндрических деталей, содержащее электродвигатель, клиноременную передачу и деформирующий ролик, которые установлены на суппорте токарно-винторезного станка и смонтированы на собственной раме с возможностью поворота вокруг оси, перпендикулярной плоскости упомянутого суппорта, при этом устройство для поверхностного упрочнения цилиндрических деталей выполнено с возможностью установки под углом к оси вращения заготовки, отличающееся тем, что деформирующий ролик состоит из четырех зон, включающих входную зону с углом конусности α=6-8°, конусную калибрующую зону шириной b=(0,1-0,2)D с углом конусности где h – высота конусной калибрующей зоны, d и D – диаметры оснований конусной калибрующей зоны, разгрузочную зону с обратным углом конусности α=1-3° и выходную зону с углом α=30-40°.

Устройство для поверхностного пластического деформирования
Способ формирования плотного межуплотнительного пространства затворного узла запорной трубопроводной арматуры
Способ определения значений высших гармонических составляющих в электрических сигналах
Способ повышения изгибной жесткости стержневых изделий
Лопастной двигатель внутреннего сгорания
Способ испытания приборов высокого давления топливной системы дизеля на работающем двигателе и устройство для его осуществления
Способ переработки фторкремнийсодержащих отходов производства алюминия
Способ формообразования эластичной средой листовых деталей с элементами типа "подсечка"
Устройство для поверхностного пластического деформирования
Способ формирования плотного межуплотнительного пространства затворного узла запорной трубопроводной арматуры
Способ определения значений высших гармонических составляющих в электрических сигналах
Способ повышения изгибной жесткости стержневых изделий
Способ поверхностного пластического деформирования
Способ поверхностного пластического деформирования
Ролик обкатной
Способ правки маложестких цилиндрических деталей
Способ правки цилиндрических деталей
Способ изготовления винтовых пластин из быстрорежущей стали и устройство для его осуществления

