Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ МЕТАЛЛООБРАБАТЫВАЮЩЕГО СТАНКА С ЧПУ
Вид РИД
Изобретение
Предлагаемое изобретение относится к станкостроению и может быть использовано для измерения жесткости в процессе проверки технического состояния станка с ЧПУ. Это необходимо для обеспечения эффективной эксплуатации и совершенствования конструкции оборудования, применяемого в машиностроительном производстве.
Известен способ по патенту №2058875 «Способ определения жесткости узла станка, включающий измерение величины упругого перемещения узла станка под действием приложенного силового воздействия и определение жесткости по соотношению величины силового воздействия и измеренного перемещения, отличающийся тем, что, с целью повышения точности определения жесткости, силовое воздействие к узлу станка прикладывают в радиальном по отношению к детали направлении при плавном увеличении усилия от нулевого до максимального значения и при плавном уменьшении до нулевого значения, после чего к узлу станка прикладывают дополнительное силовое воздействие перпендикулярно направлению перемещения узла станка при плавном увеличении радиального усилия от нулевого до максимального значения и при плавном уменьшении до нулевого значения, а жесткость определяют с использованием измеренных значений перемещений узла станка под действием соответствующих величин силовых воздействий и соответствующих значений силы трения».
В данном способе предусмотрено определение жесткости станка с учетом оказываемых силовых воздействий и сил трения при последовательном нагружении узла станка в радиальном направлении по отношению к детали и в перпендикулярном направлению перемещения узла станка. При этом измерение жесткости узла станка осуществляется в условиях, не соответствующих реальной обработке детали, что отражается на точности измерения.
Известно многоосевое шарнирное устройство по патенту US 20130111981 А1 (основной прототип), предназначенное для осуществления метода определения статической жесткости, содержащее заготовку для восприятия усилия, компонент передачи нагрузки со стальным шаром и с крышкой, изогнутую плиту, датчик силы и соединительные элементы со шпинделем станка. При этом компонент нагрузки передает моделируемую нагрузку в соответствующую точку поверхности заготовки за счет точно задаваемых перемещений осей станка, жесткость под действием моделируемой нагрузки в заданной точке может быть получена из значений смещений, зафиксированных датчиками перемещений, и значения моделируемой нагрузки, зафиксированной датчиком силы.
Данное устройство (способ) контроля жесткости предусматривает имитацию нагрузки детали, соответствующую реальному процессу обработки. Недостатком являются ограниченные возможности контроля жесткости, обусловленные необходимостью в проверяемом станке 6 координатных осей, три из которых являются поворотными и используются для установки необходимого положения компонента передачи нагрузки относительно детали, что является препятствием для измерения жесткости станков, не имеющих поворотных координатных осей. Также к недостаткам относится необходимость применения сложного датчика силы, реагирующего на одновременные перемещения шарнирного устройства вдоль координатных осей. Применение сложного устройства передачи нагрузки и датчика силы снижает точность измерения жесткости станка с ЧПУ, а в указанных случаях делает измерение жесткости невозможным.
Задачей изобретения является разработка точного способа измерения жесткости станка на основе использования его приводов и системы ЧПУ для нагружения и измерения относительного перемещения исполнительных органов с использованием универсального, простого и жесткого устройства.
Поставленная задача достигается тем, что на станке с помощью шаровой оправки и шара, связанного с исполнительными органами, осуществляющими координатные перемещения, через датчики силы в точке контакта шаровой оправки и шара имитируется создание результирующей силы резания. Предварительно два или большее количество исполнительных органов станка с ЧПУ устанавливаются с касанием относительно друг друга через шаровую оправку, шар, датчики силы и упоры, после чего исполнительным органам станка по программе сообщаются перемещения на определенные величины в необходимых направлениях. Перемещения исполнительных органов, соответствующие разнице перемещений, заданных по программе, и деформаций, установленных между исполнительными органами промежуточных элементов, включая датчики, обуславливают величину и направление результирующей силы. Жесткость станка определяется как отношение результирующей силы к деформации несущей системы в направлении ее действия.
Для определения жесткости станка с ЧПУ с использованием нескольких координат учитываются связи координатных сил (Fx, Fy, Fz,) с результирующей силой Fr (фиг. 1).
Результирующая сила определяется по формуле

при этом Fx=Fr⋅cosβ⋅cosα, Fy=Fr⋅cosβ⋅sinα, Fz=Fr⋅sinβ, углы, определяющие расположение результирующей силы

Жесткость несущей системы станка в направлении координатных осей X, Y, Z

где асх, acy, acz - деформация несущей системы станка по координатам. Жесткость в направлении результирующей силы

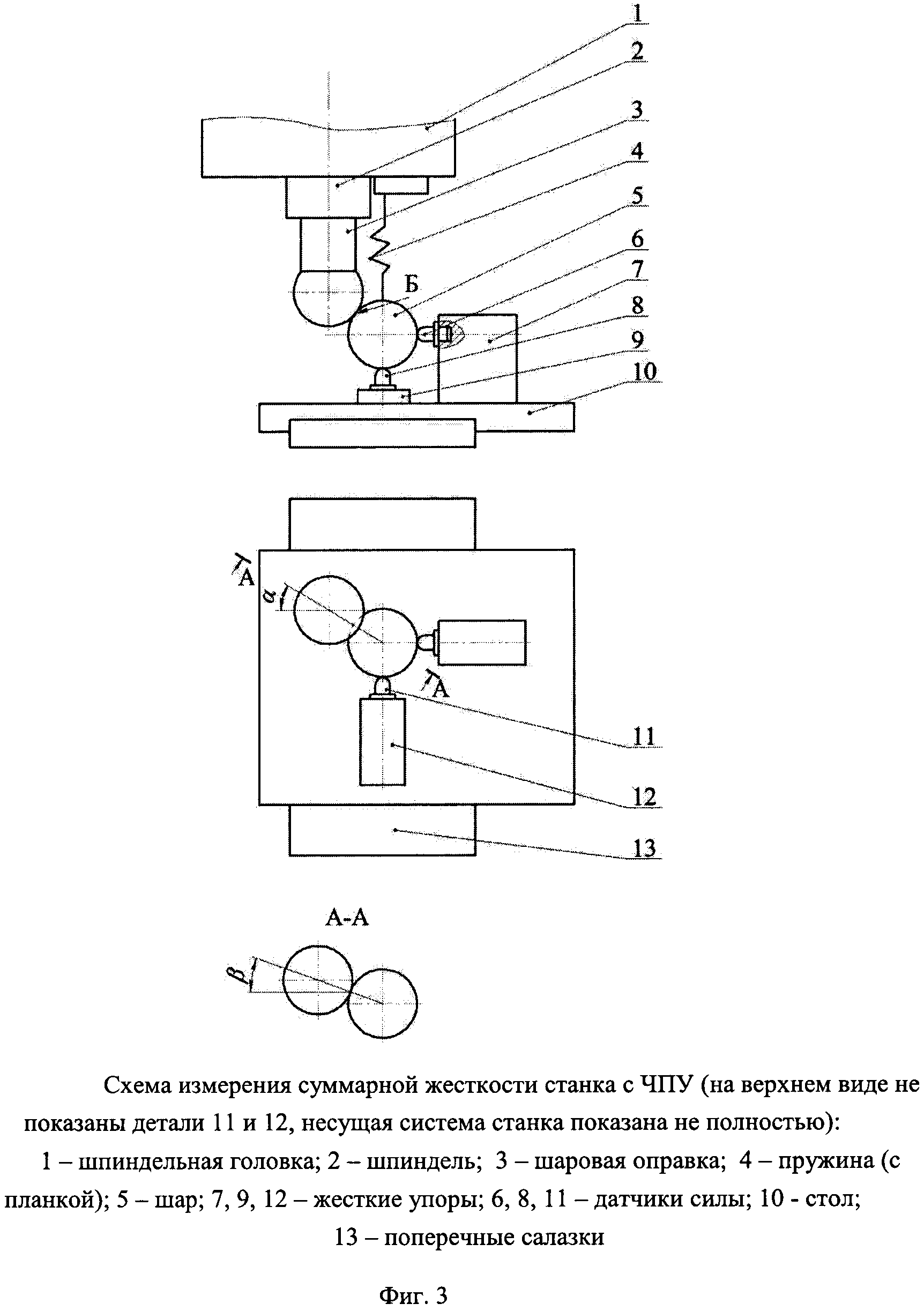
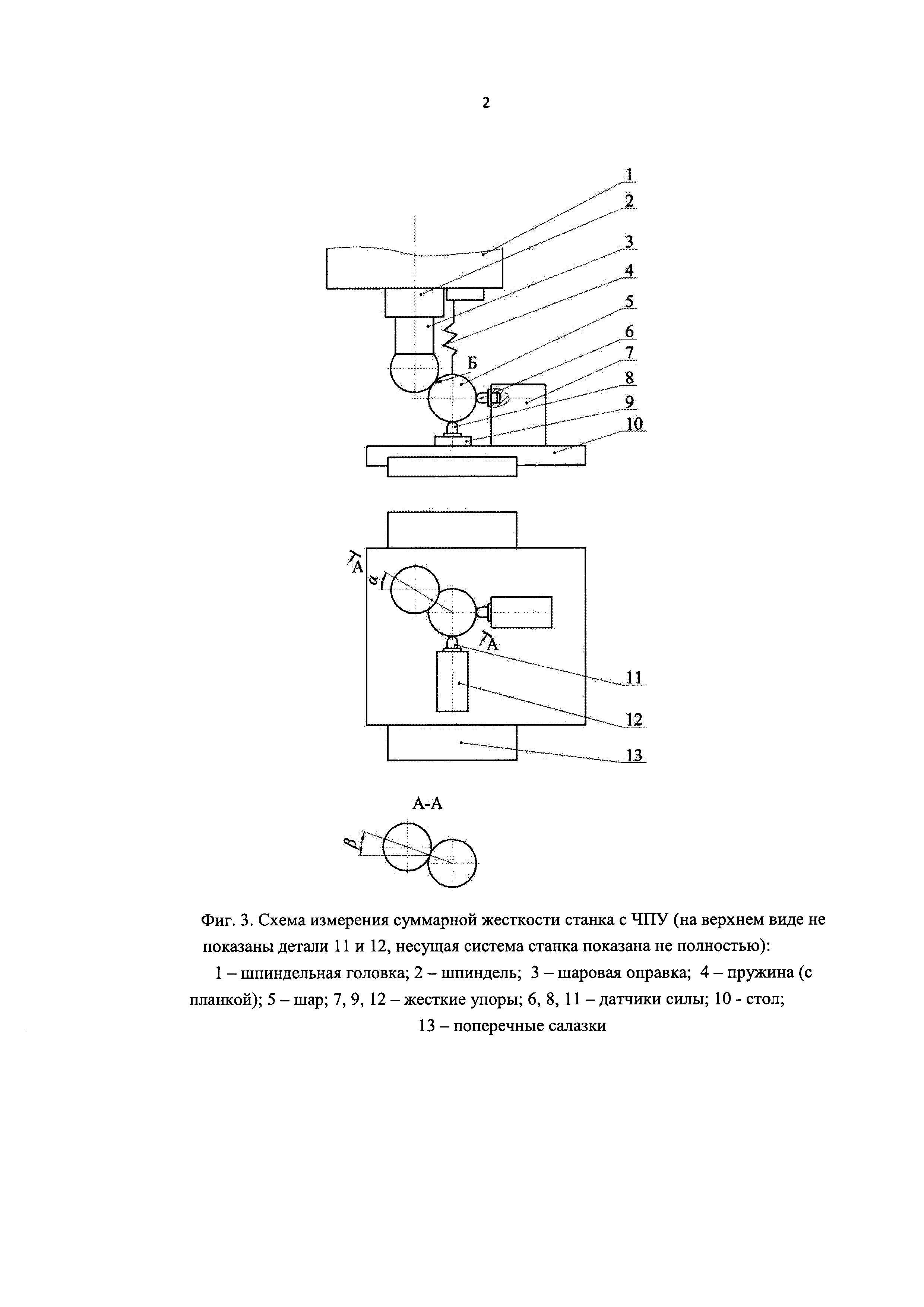
Для уточнения величины и направления результирующей силы и жесткости станка в определенном направлении с учетом действия сил трения в приводах подач имитируется взаимодействие частей станка (фиг. 2, 3), аналогичное процессу обработки, в виде замкнутой силовой связи между подвижными исполнительными органами, например, в случае трехкоординатной обработки (фиг. 3), - шпиндельной головкой 1, столом 10, поперечными салазками 13 и остальной несущей системой станка через промежуточные детали - шаровую оправку 3, общий шар 5, жесткие упоры 7, 9, 12 и датчики силы 6, 8, 11, таким образом, чтобы направление результирующей силы в точке касания Б совпадало с расчетным направлением этой силы при обработке детали.
После этого по программе осуществляются согласованные перемещения исполнительных органов, соответствующие деформациям несущей системы, включая промежуточные детали, - при расчетных значениях координатных сил. С помощью датчиков определяются значения фактических координатных сил, по формулам (1), (2), (3), (4) уточняются результирующая сила и ее направление, значения жесткости станка в направлении координат и действия результирующей силы.
Данный способ позволяет определить жесткость станка в различных точках рабочего пространства и в направлениях, соответствующих направлениям силы резания с учетом сил трения в приводах станка. Применение предлагаемого способа устраняет необходимость использования сложных нагружающих приспособлений и измерительных устройств перемещений, что повышает точность измерения жесткости станка и снижает трудоемкость ее определения.
Последовательность осуществления способа при определении жесткости станка с ЧПУ.
В случае измерения жесткости станка применительно к обработке сложной поверхности детали предварительно должно осуществляться измерение жесткости в направлении каждой координатной оси.
Последовательность в случае использования координаты X поступательного перемещения:
- закрепление упора 5 (фиг. 2) на столе 6;
- установка датчика 4 на упоре 5;
- закрепление шаровой оправки 3 в шпинделе 2;
- установка подвижных частей станка: шпиндельной головки 1 в вертикальном направлении; стола 6 в продольном и поперечных салазок 7 в поперечном направлениях для обеспечения необходимых координат расположения точки касания А;
- перемещение стола в продольном направлении до касания между собой оправки 3, датчика силы 4 и упора 5;
- перемещение стола в продольном направлении по программе на расстояние cxi (i - вариант испытания, отличающийся величиной перемещения);
- регистрация силы Fxi с помощью датчика 4;
- измерение деформации a1xi оправки 3, закрепленной в шпинделе, при ее нагружении в продольном направлении силой Fxi;
- определение деформации датчика a2xi в продольном направлении с помощью его характеристики по величине силы Fxi;
- определение деформации несущей системы в продольном направлении acxi=cxi-a1xi-a2xi;
- определение жесткости несущей системы в продольном направлении (по координатной оси X) jxi=Fxi/acxi.
Аналогично определяется жесткость в направлении других координат.
Последовательность в случае использования 3-х координат поступательных перемещений:
- определение для варианта обработки конкретной детали координат расположения вектора действия силы резания - координат точки касания Б, расчетных значений координатных составляющих сил Fxi, Fyi, Fzi и направления вектора силы резания Fri (αi, βi);
- закрепление упоров 7, 9, 12 на столе 10 и датчиков 6, 8, 11 на этих упорах (фиг. 3);
- установка шара 5 на пружинной подвеске;
- установка подвижных частей станка: шпиндельной головки 1; стола 10 и поперечных салазок 13 для обеспечения необходимых координат точки касания Б, соответствующих расчетному расположению результирующей силы;
- перемещение исполнительных органов по программе на расстояния cxi, cyi, czi соответственно расчетным значениям сил Fxi, Fyi, Fzi;
- регистрация с помощью датчиков значений фактических сил F'xi, F'yi, F'zi;
- определение величины и направления фактической результирующей силы резания F'ri, α'i, β'i аналогично определению Fr, αi, β (1), (2);
- определение фактических значений жесткости в направлении действия координатных сил и результирующей силы j'xi, j'yi, j'zi, j'ri, аналогично определению jx, jy, jz, jcr, (3), (4).
Способ определения жесткости металлорежущего станка с ЧПУ, включающий взаимную установку подвижных частей станка относительно оправки, закрепленной в его шпинделе, с их контактом через по меньшей мере один датчик силы и жесткий упор в точке с координатами, соответствующими действию силы резания, создание нагрузки между подвижными частями и шпинделем станка путем их согласованного программного перемещения на заданные величины в сторону взаимного сближения с контролем их относительного перемещения и определение жесткости станка с использованием деформации станка, определяемой в виде разницы между программным перемещением частей станка и деформациями упомянутых оправки, датчика силы и упора, отличающийся тем, что используют датчики силы, установленные по трем взаимно перпендикулярным координатным осям на столе станка, и шар, размещенный с возможностью одновременного контакта с шаровой оправкой шпинделя и с упомянутыми датчиками силы, при этом измеряют силы, действующие на шар по упомянутым координатным осям, а фактические значения жесткости в направлении упомянутых осей определяют на основании отношений измеренных сил к соответствующим деформациям станка, причем жесткость в направлении результирующей силы определяют на основании полученных значений жесткости в направлении упомянутых координатных осей.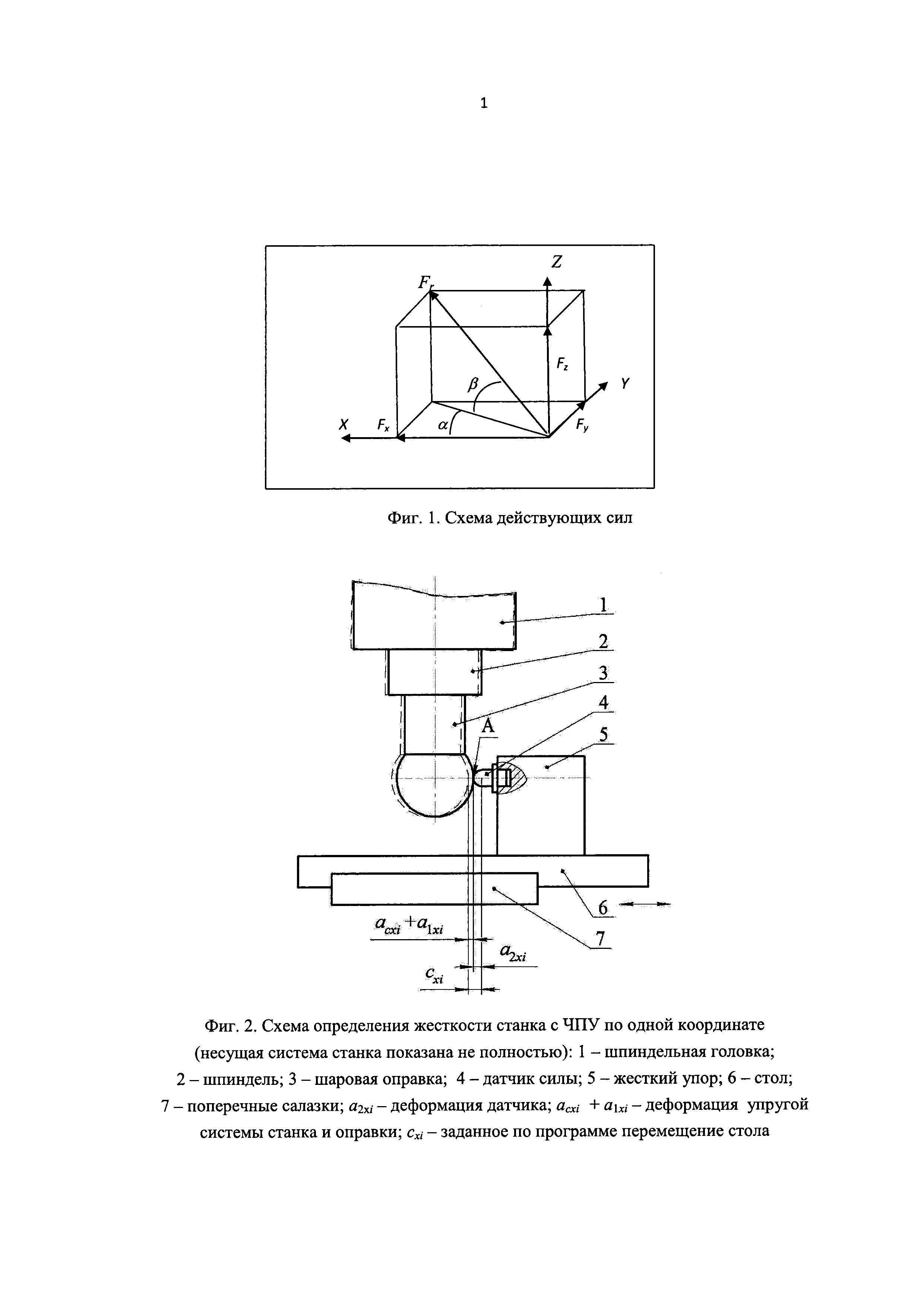
Способ настройки многоцелевого станка для пятикоординатной обработки
Способ оперативной диагностики модулей металлообрабатывающих станков
Способ настройки многоцелевого станка для пятикоординатной обработки
Способ оперативной диагностики модулей металлообрабатывающих станков

