Результат интеллектуальной деятельности: ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Группа изобретений относится к обработке металлов давлением с использованием интенсивной пластической деформации и может быть использована при получении нанокристаллических материалов с увеличенным уровнем механических свойств.
Известен штамп для равноканального углового прессования (патент РФ №2252094; МПК В21С 25/00, B21J 13/02, B21J 5/00; опубл. 20.05.2005), содержащий бандаж, в который запрессована коническая вставка из нескольких деталей, при этом стенки входного канала образованы частями взаимно перпендикулярных плоскостей этих деталей, замкнутых друг с другом, первая из стенок выходного канала образована частью взаимно перпендикулярной поверхности детали вставки, у которой другая часть этой поверхности является стенкой входного канала, нижнюю опору и пресс-штемпель.
Известный штамп для равноканального углового прессования (патент РФ №2352419; МПК В21С 25/00; B21J 13/02, В82В 3/00; опубл. 20.04.2009) содержит бандаж, в котором размещена вставка из нескольких деталей, образовавших входной канал, выходной канал, нижнюю опору, которая плоской поверхностью замкнута с торцом основании всех деталей вставки, пресс-штемпель.
Общим недостатком обоих штампов является сложность конструкции. Наиболее сложными при изготовлении являются детали конической вставки узла деформации, у которых общая коническая поверхность должна быть с большой точностью подогнана к конической поверхности бандажа. Конструкция обоих штампов обеспечила возможность многократного восстановления стенок входного и выходного каналов после их изнашивания. В результате каждый раз после восстановления стенок каналов требуется повторять наиболее сложную технологическую операцию - подгонять коническую поверхность вставки.
Задачей, решаемой группой изобретений, является упрощение конструкции штампа и улучшение его эксплуатационных характеристик.
Технический результат, достигаемый при использовании настоящей группы изобретений, заключается в получении штампа, обеспечивающего достижение новой поставленной задачи, путем исключения в его конструкции конических поверхностей, которые необходимо при изготовлении или ремонте каждый раз с большой точностью подгонять друг к другу. В результате, несмотря на увеличение количества деталей, несложных в изготовлении, конструкция штампа стала проще и дешевле при изготовлении и ремонте. Для изготовления штампа не требуется использования высокоточного оборудования и специалистов высокой квалификации. При этом штамп сохранил все положительные преимущества присущие известным штампам.
Указанный выше технический результат в первом варианте достигается тем, что штамп для равноканального углового прессования содержит бандаж и размещенные в нем вставку, состоящую из нескольких деталей, нижнюю опору, которая первой частью плоской поверхности замкнута с торцом оснований всех деталей вставки, образовавших входной и выходной каналы, пресс-штемпель, дополнительно снабжен, по меньшей мере, одной парой клиньев. Плоскости клиньев, образующие скосы, сопряжены между собой, а противоположные их плоскости параллельны. Вставка состоит из двух деталей. В первой детали две взаимно перпендикулярные плоскости образовали паз V-образной формы, а во второй детали четыре взаимно перпендикулярные плоскости - выступ и паз W-образной формы. Части двух плоскостей паза первой детали и две плоскости выступа второй детали замкнуты между собой. Стенки входного канала образованы другими частями двух плоскостей паза первой детали и двумя плоскостями паза второй детали. При этом параллельные плоскости обоих клиньев замкнуты, у первого - с плоскостью одной из деталей вставки, у второго - с частью внутренней поверхности бандажа напрямую или через сегментную опору, выполненную в форме ограниченной плоскостью и отсекаемой ею частью цилиндрической поверхности. Плоскость выполнена параллельной по отношению к оси симметрии ее цилиндрической поверхности. Вторая часть поверхности нижней опоры замкнута с торцом основания первого клина, а торец второго клина - замкнут с частью плоской поверхности бурта отверстия в бандаже.
Предложенная совокупность новых признаков обеспечила упрощение конструкции штампа и улучшение его эксплуатационных характеристик. Кроме этого, предложенная совокупность признаков обеспечила возможность реализации различных вариантов конструкции штампа.
Внутренняя поверхность бандажа может быть выполнена цилиндрической формы. Первая деталь вставки, выполненная в форме ограниченной двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности, замкнута этой поверхностью с первой частью внутренней поверхности бандажа. Сегментная опора частью цилиндрической поверхности замкнута со второй частью внутренней поверхности бандажа. Ее плоскость замкнута с плоскостью второго клина. Параллельная плоскость первого клина замкнута с пятой плоскостью второй детали вставки, параллельной оси симметрии отверстия в бандаже.
Штамп может быть снабжен второй парой клиньев, выполненной аналогично с первой парой клиньев. Внутренняя поверхность бандажа образована четырьмя пересекающимися взаимно перпендикулярными плоскостями. Замкнутые между собой две детали вставки ограничены другими четырьмя взаимно перпендикулярными плоскостями. Смежные две плоскости вставки замкнуты с двумя плоскостями внутренней поверхности бандажа. Другие две смежные плоскости первой детали вставки замкнуты каждая с одной из параллельных плоскостей первых клиньев первой и второй пар. Параллельные плоскости вторых клиньев этих пар замкнуты с двумя другими плоскостями внутренней поверхности бандажа.
Штамп может быть снабжен второй и третьей парами клиньев, выполненными аналогично с первой парой клиньев. Внутренняя поверхность бандажа выполнена цилиндрической формы. Замкнутые между собой детали вставки ограничены третьей и четвертой плоскостями первой детали, пятой плоскостью второй детали и отсекаемыми ими частями поверхностей цилиндрической или плоской форм. При этом три плоскости, параллельные оси симметрии отверстия в бандаже, пересекаются. Сегментные опоры частями цилиндрических поверхностей замкнуты с частями внутренней поверхности бандажа. Их плоскости замкнуты с параллельными плоскостями вторых клиньев каждой пары. Параллельные плоскости первых клиньев каждой пары замкнуты с пересекающимися плоскостями вставки.
Штамп может быть снабжен тремя сегментными опорами. Внутренняя поверхность бандажа выполнена цилиндрической формы. Части цилиндрических поверхностей сегментных опор замкнуты с частями внутренней поверхности бандажа. Замкнутые между собой детали вставки ограничены третьей и четвертой плоскостями первой детали, пятой плоскостью второй детали и отсекаемыми ими частями поверхностей цилиндрической или плоской форм. При этом три плоскости, параллельные оси симметрии отверстия в бандаже, пересекаются. Третья и четвертая плоскости первой детали вставки замкнуты соответственно с плоскостями первой и второй сегментных опор. Пятая плоскость второй детали замкнута с параллельной плоскостью первого клина. Параллельная плоскость второго клина замкнута с плоскостью третьей сегментной опоры.
Указанный выше технический результат во втором варианте достигается тем, что штамп для равноканального углового прессования содержит бандаж и размещенные в нем вставку с нижней опорой, которая плоской поверхностью замкнута с торцом оснований всех деталей, из которых состоит вставка, образовавших входной и выходной каналы, пресс-штемпель, дополнительно снабжен двумя парами клиньев. В каждой паре плоскости клиньев, образующие скосы, сопряжены между собой, а противоположные их плоскости параллельны. Вставка состоит из четырех деталей, выполненных в форме параллелепипедов. Одна из плоскостей каждой детали замкнута с частью плоскости другой детали. Стенки входного канала образованы незамкнутыми частями плоскостей этих деталей. Пары клиньев размещены между двумя смежными наружными плоскостями вставки и двумя частями внутренней поверхности бандажа. При этом параллельные плоскости обоих клиньев каждой пары замкнуты, у первых клиньев - со смежными плоскостями вставки, у вторых клиньев - напрямую или через сегментную опору, выполненную в форме ограниченной плоскостью и отсекаемой ими частью цилиндрической поверхности. Плоскость выполнена параллельной по отношению к оси симметрии ее цилиндрической поверхности. Вторая и третья части нижней поверхности опоры замкнуты с торцами основании первых клиньев в каждой паре, а торцы вторых клиньев в каждой паре замкнуты с частями плоской поверхности бурта отверстия в бандаже.
Предложенная совокупность новых признаков обеспечила упрощение конструкции штампа и улучшение его эксплуатационных характеристик. Кроме этого, предложенная совокупность признаков обеспечила возможность реализации различных вариантов конструкции штампа.
Внутренняя поверхность бандажа может быть образована четырьмя пересекающимися взаимно перпендикулярными плоскостями. Две смежные плоскости вставки замкнуты с двумя плоскостями внутренней поверхности бандажа. Другие две смежные плоскости вставки замкнуты с одной из параллельных плоскостей первых клиньев первой и второй пар. Параллельные плоскости вторых клиньев этих пар замкнуты с двумя другими плоскостями внутренней поверхности бандажа.
Штамп может быть снабжен четырьмя сегментными опорами. Внутренняя поверхность бандажа выполнена цилиндрической формы. Цилиндрические поверхности сегментных опор замкнуты с внутренней поверхностью бандажа. Две плоскости сегментных опор замкнуты с двумя смежными наружными плоскостями вставки, а плоскости двух других сегментных опор - с параллельными плоскостями первых клиньев обеих пар.
Снабжение штампа одной или двумя, или тремя парами сопряженных клиньев, у которых плоскости клиньев, образующие скосы, сопряжены между собой, а противоположные их плоскости параллельны, обеспечило возможность отказаться от выполнения в бандаже конического отверстия, а у вставки - наружной конической поверхности. Отпала необходимость их изготовления и восстановления при ремонте. В результате штамп стал конструктивно проще (варианты 1 и 2).
В первом варианте выполнение вставки, состоящей из двух деталей, у которых в первой детали две взаимно перпендикулярные плоскости образовали паз V-образной формы, а во второй детали четыре взаимно перпендикулярные плоскости - выступ и паз W-образной формы, части двух плоскостей паза первой детали и две плоскости выступа второй детали замкнуты между собой, стенки входного канала образованы другими частями двух плоскостей паза первой детали и двумя плоскостями паза второй детали, обеспечило упрощение изготовления штампа, повышение жесткости конструкции, путем уменьшения плоскостей разъема вставки в два раза.
Во втором варианте выполнение вставки, состоящей из четырех деталей, выполненных в форме параллелепипедов, у которых одна из плоскостей каждой детали замкнута с частью плоскости другой детали, стенки входного канала образованы незамкнутыми частями плоскостей этих деталей, обеспечило упрощение изготовления штампа.
Выполнение параллельных плоскостей обоих клиньев замкнутыми, у первого - с плоскостью одной из деталей вставки, у второго - с частью внутренней поверхности бандажа напрямую или через сегментную опору, выполненную в форме ограниченной плоскостью и отсекаемой ими частью цилиндрической поверхности, второй части поверхности нижней опоры замкнутой с торцом основания первого клина, а торца второго клина - замкнутым с частью плоской поверхности бурта отверстия в бандаже, обеспечило жесткость штампа.
Выполнение плоскости сегментной опоры параллельной по отношению к оси симметрии ее цилиндрической поверхности обеспечило параллельное положение стенкам входного канала относительно оси симметрии внутренней поверхности бандажа (варианты 1 и 2).
Выполнение частей цилиндрических поверхностей сегментных опор замкнутыми с частями внутренней поверхности бандажа, а плоскостями - со вторыми клиньями каждой пары, первых клиньев каждой пары замкнутыми с пересекающимися плоскостями вставки, обеспечило возможность выполнения внутренней поверхности бандажа цилиндрической формы.
Выполнение внутренней поверхности бандажа цилиндрической формы упростило конструкцию, обеспечив простоту его изготовления.
Выполнение первой детали вставки, выполненной в форме ограниченной двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности, замкнутой этой поверхностью с первой частью внутренней поверхности бандажа, сегментной опоры частью цилиндрической поверхности замкнутой со второй частью внутренней поверхности бандажа, ее плоскости замкнутой со вторым клином, плоскости первого клина замкнутой с пятой плоскостью второй детали вставки, параллельной оси симметрии отверстия в бандаже, обеспечило жесткость конструкции.
Выполнение внутренней поверхности бандажа, образованной четырьмя пересекающимися взаимно перпендикулярными плоскостями, обеспечило возможность изготовить сборным из плоских деталей. В результате достигнута экономия материала и снижены затраты на изготовление штампа.
Выполнение замкнутых между собой деталей вставки, ограниченными другими четырьмя взаимно перпендикулярными плоскостями, две общие смежные плоскости обеих деталей вставки - замкнутыми с двумя плоскостями внутренней поверхности бандажа, другие две смежные плоскости первой детали вставки замкнутыми с одной из параллельных плоскостей первых клиньев первой и второй пар, параллельные плоскости вторых клиньев этих пар замкнутыми с двумя другими плоскостями внутренней поверхности бандажа, обеспечило жесткость конструкции. Замыкание параллельных плоскостей вторых клиньев с плоскостями внутренней поверхности напрямую без использования сегментных опор, обеспечило упрощение конструкции.
Снабжение тремя сегментными опорами, выполнение замкнутых между собой деталей вставки ограниченными третьей и четвертой плоскостями первой детали, пятой плоскостью второй детали и отсекаемыми ими частями поверхностей цилиндрической или плоской форм, при этом три плоскости, параллельные оси симметрии отверстия в бандаже, пересекаются, сегментные опоры частями цилиндрических поверхностей замкнуты с частями внутренней поверхности бандажа, их плоскости замкнуты с параллельными плоскостями вторых клиньев каждой пары, параллельные плоскости первых клиньев каждой пары замкнуты с пересекающимися плоскостями вставки, обеспечило жесткость конструкции.
Выполнение замкнутых между собой деталей вставки ограниченными третьей и четвертой плоскостями первой детали, пятой плоскостью второй детали и отсекаемыми ими частями поверхностей цилиндрической или плоской форм, при этом три плоскости, параллельные оси симметрии отверстия в бандаже, пересекаются, третья и четвертая плоскости первой детали вставки - замкнутыми соответственно с плоскостями первой и второй сегментных опор, пятая плоскость второй детали - замкнутой с параллельной плоскостью первого клина, параллельная плоскость второго клина - замкнутой с плоскостью третьей сегментной опоры, обеспечило жесткость конструкции.
Выполнение двух смежных плоскостей вставки замкнутыми с двумя плоскостями внутренней поверхности бандажа, других двух смежных плоскостей вставки замкнутыми с одной из параллельных плоскостей первых клиньев первой и второй пар, плоскостей вторых клиньев этих пар замкнутыми с двумя другими плоскостями внутренней поверхности бандажа, обеспечило жесткость конструкции.
Выполнение двух плоскостей сегментных опор замкнутыми с двумя смежными наружными плоскостями вставки, а другие две плоскости сегментных опор - с параллельными плоскостями первых клиньев обеих пар, обеспечило жесткость конструкции.
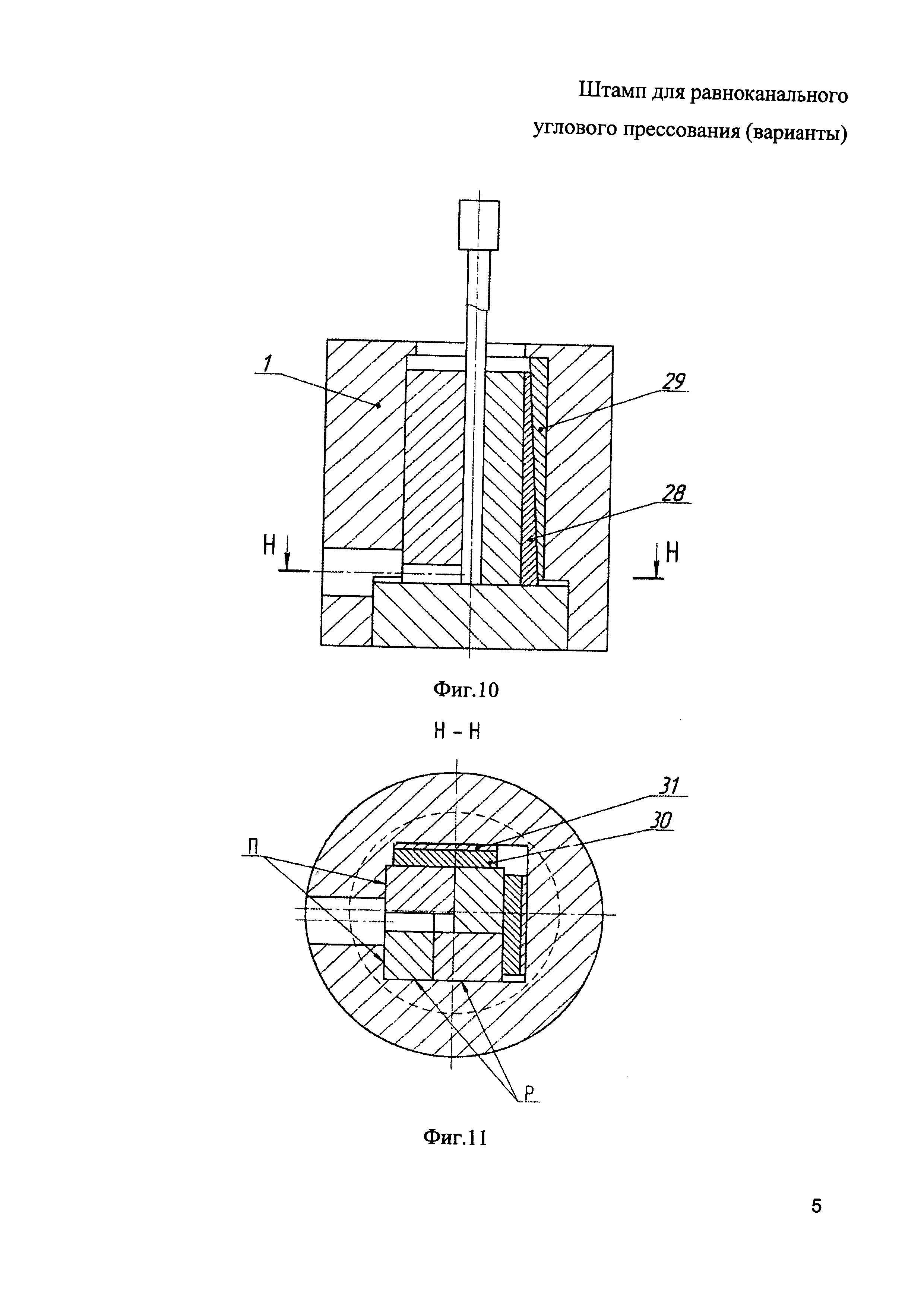
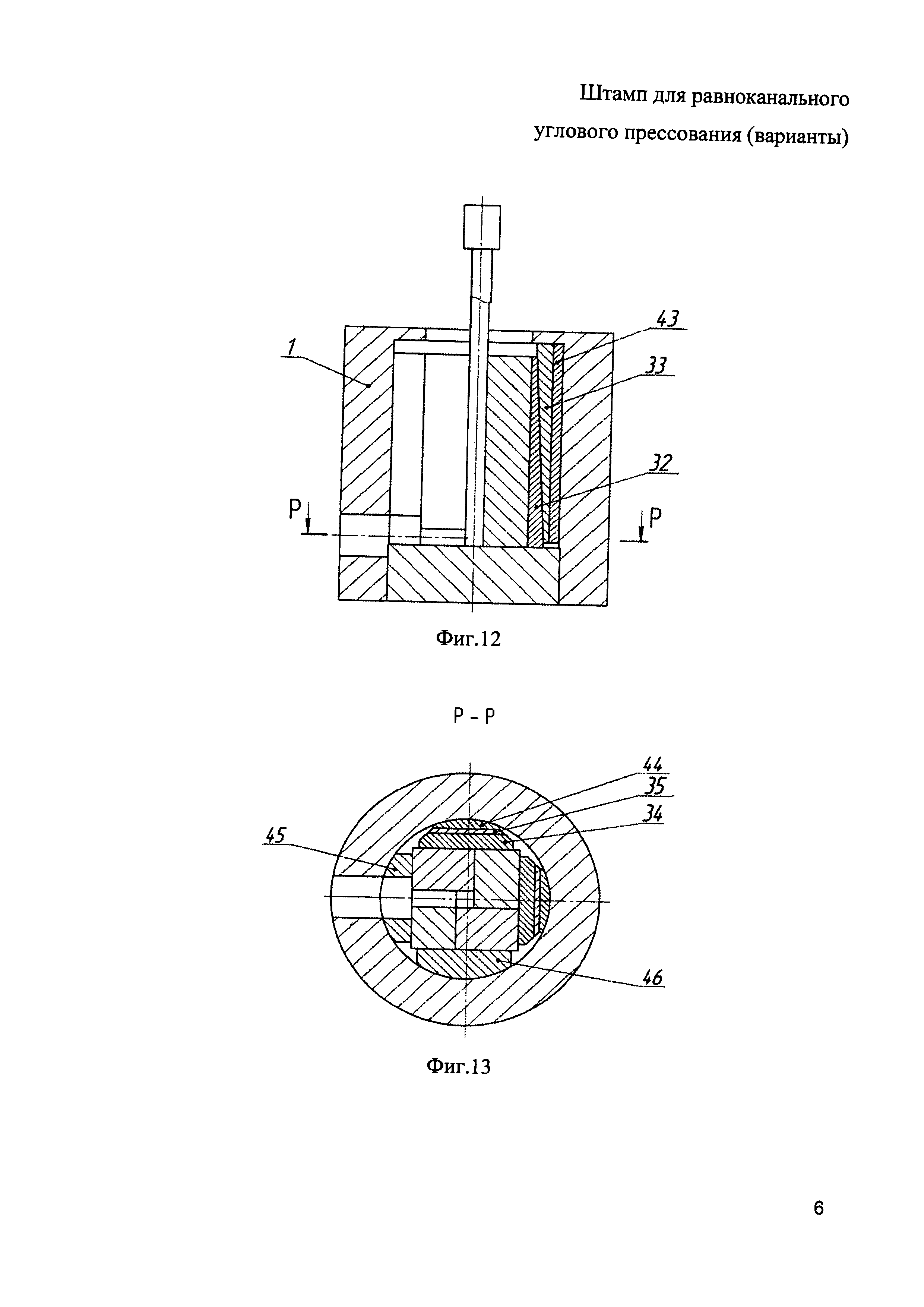
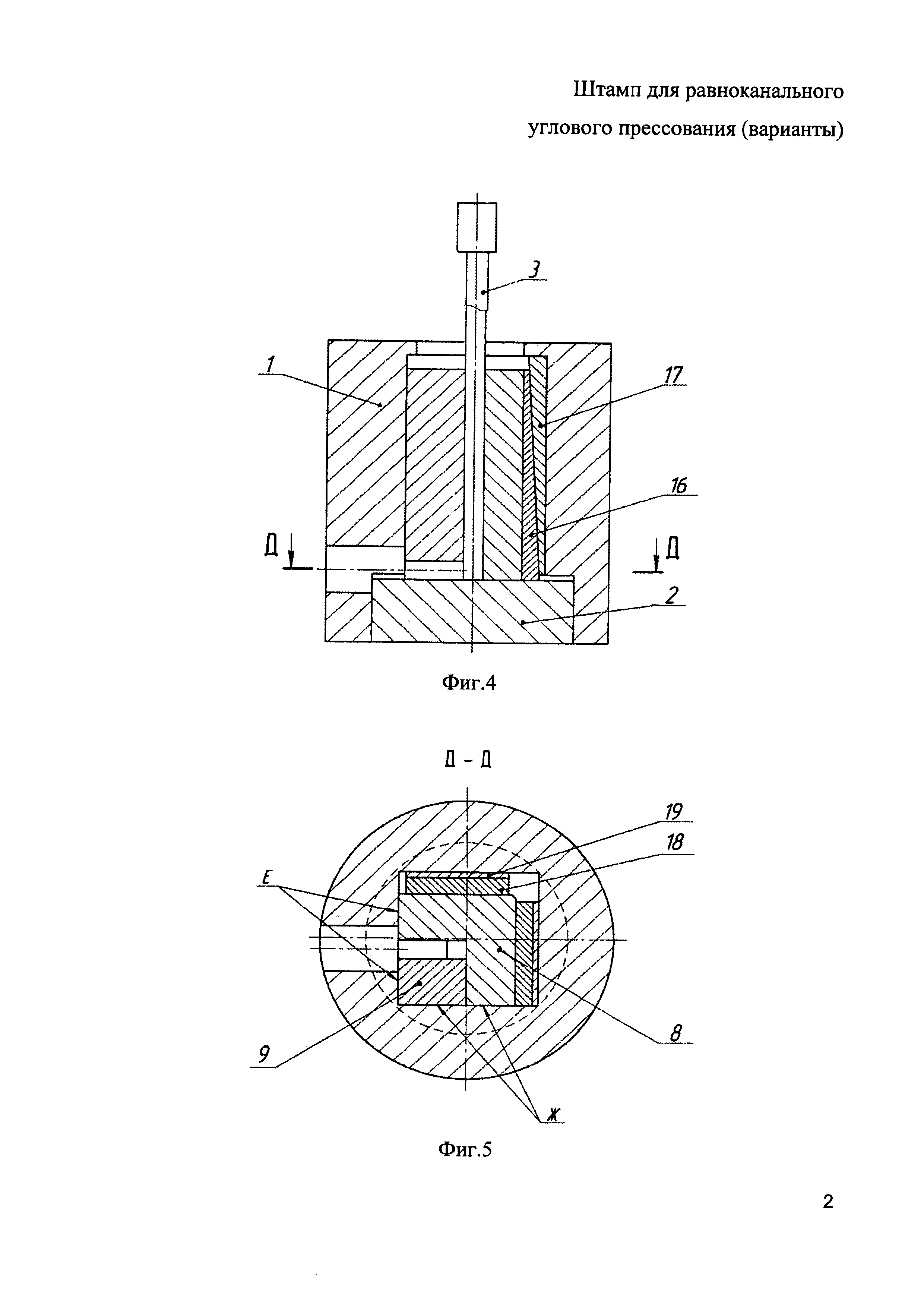
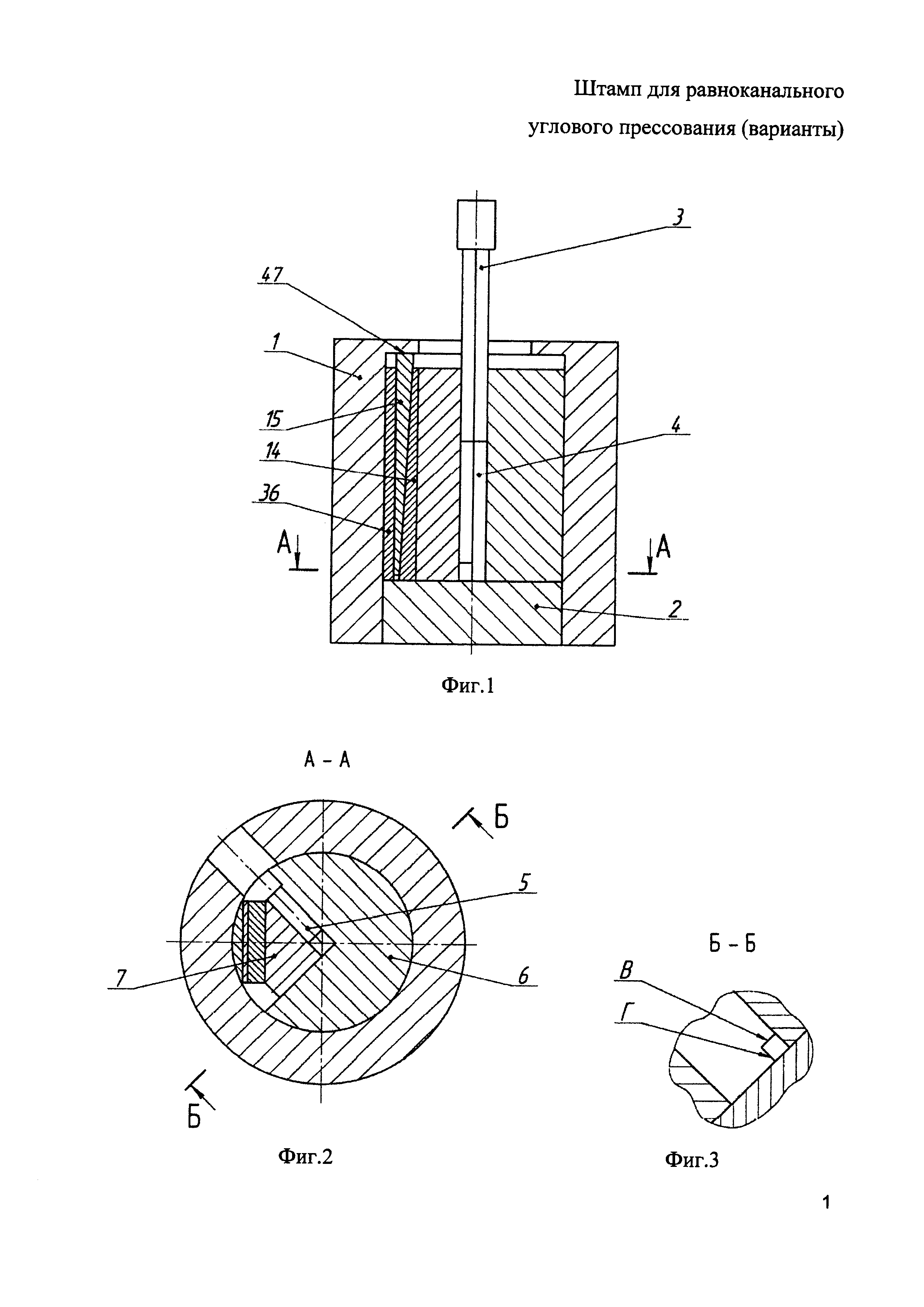
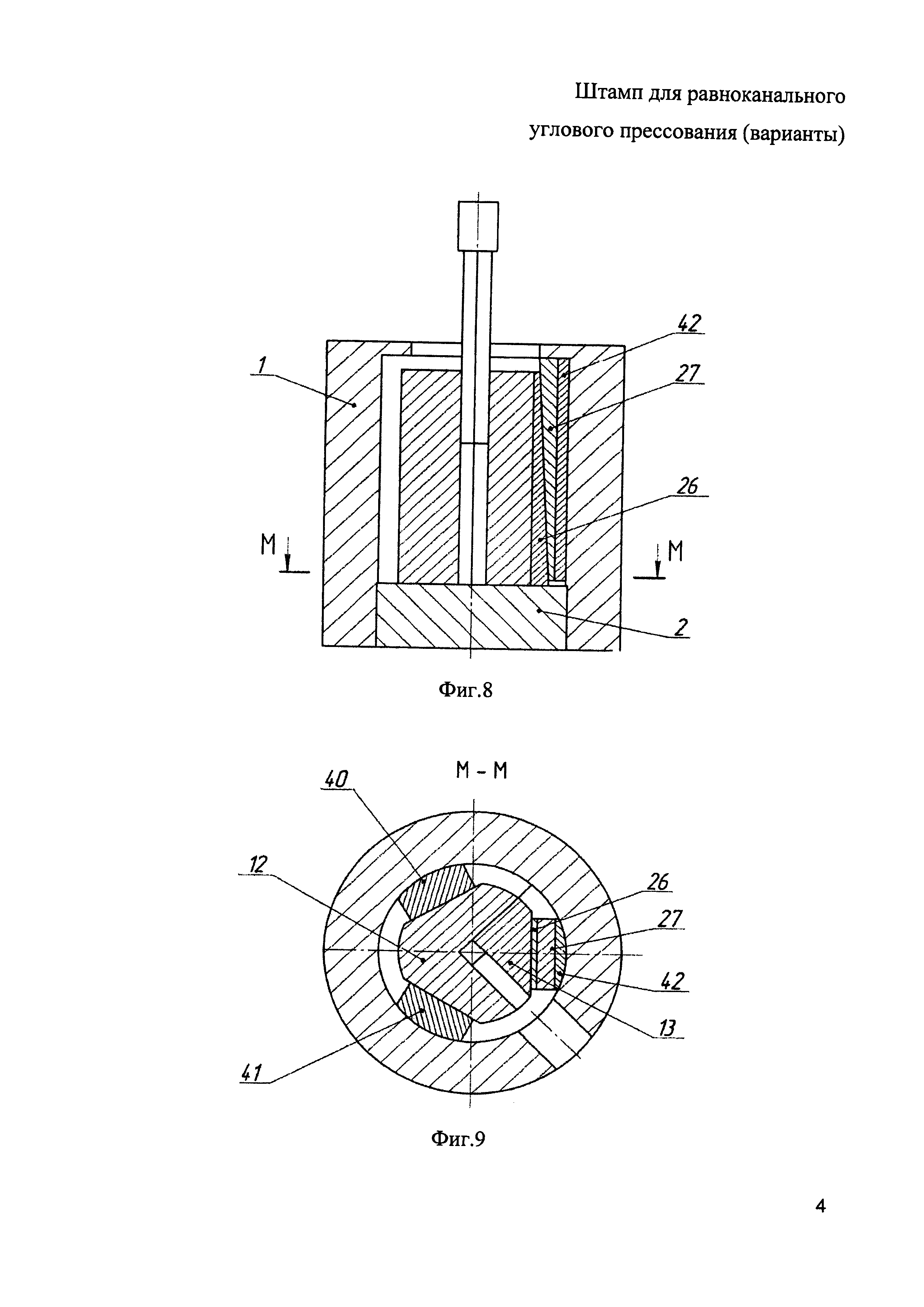
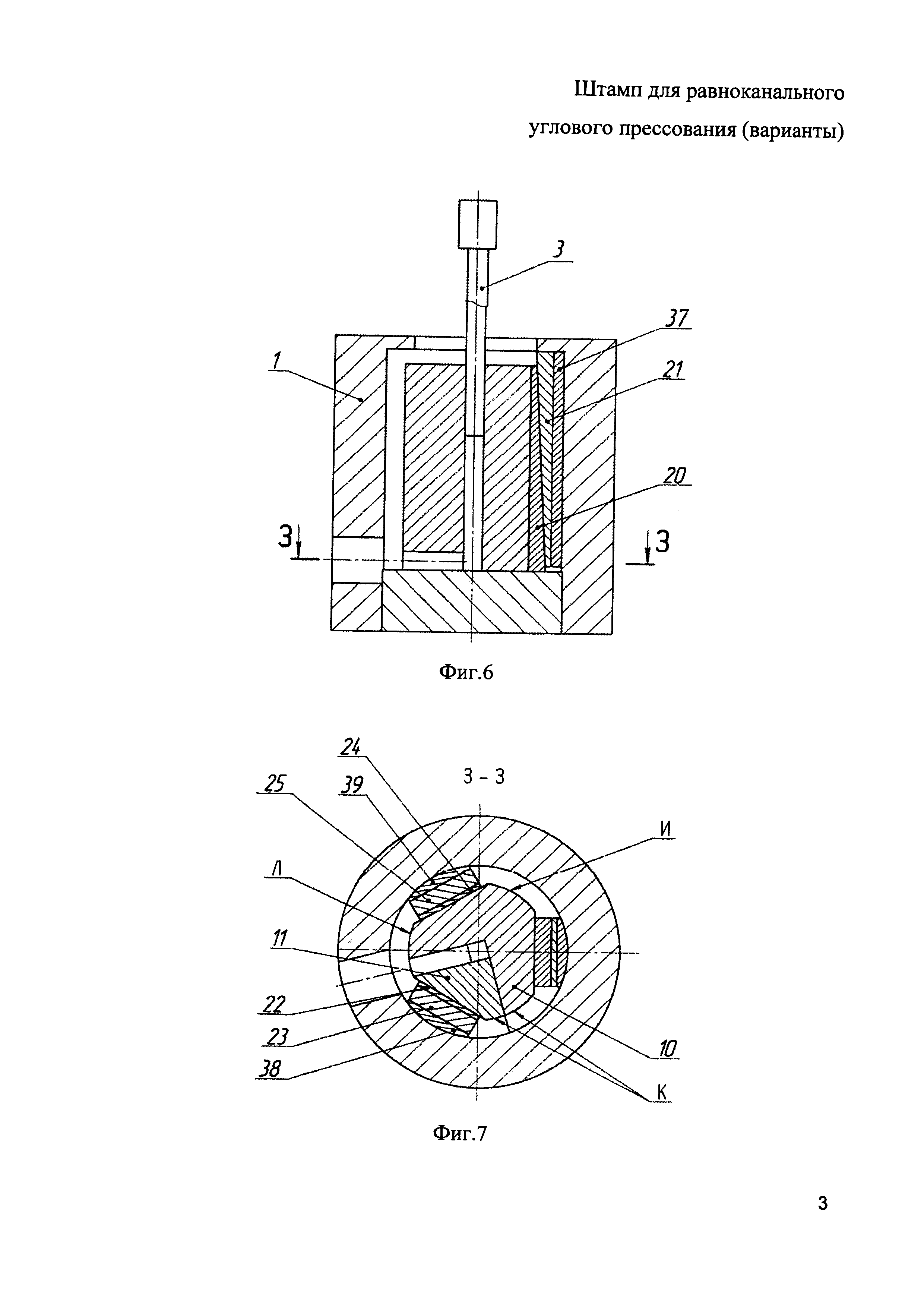
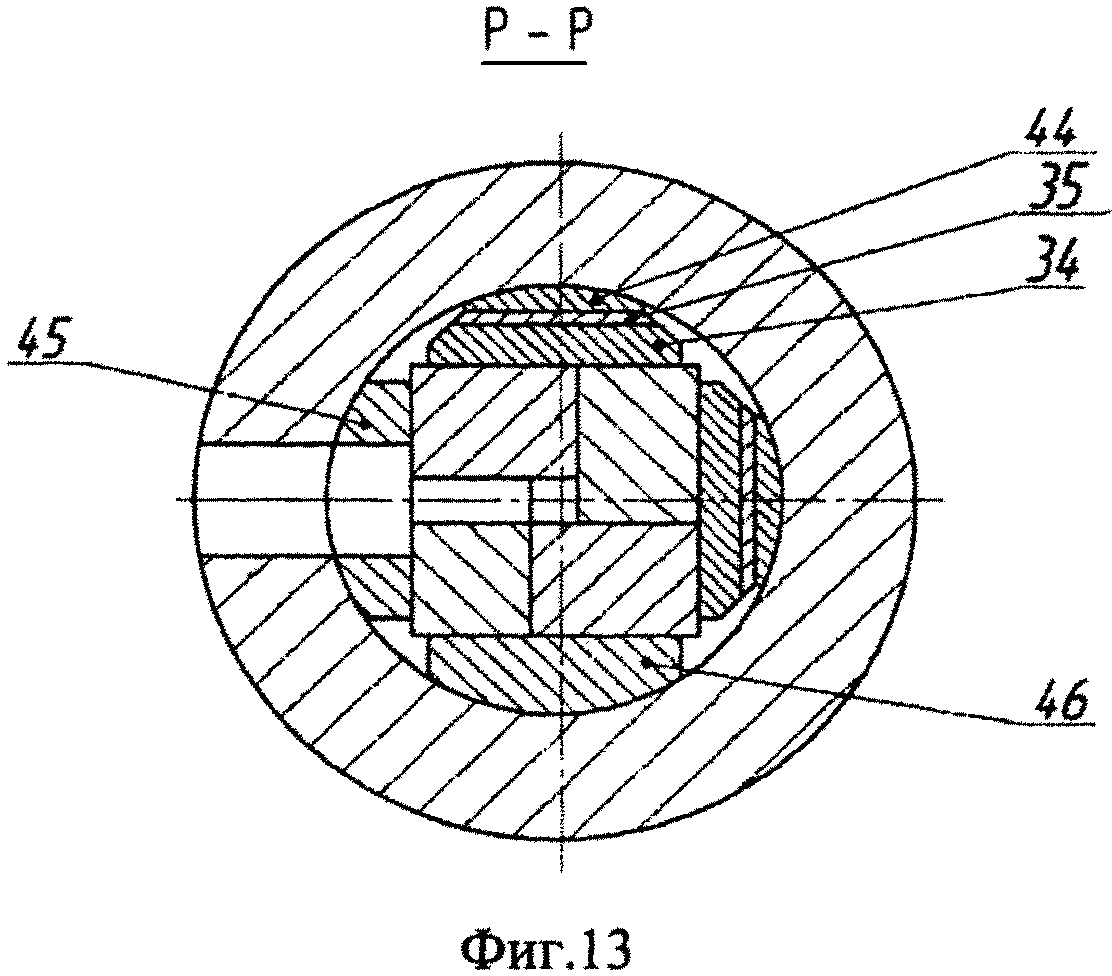
На фиг. 1 изображен штамп для равноканального углового прессования (вариант 1); на фиг. 2 - то же, сечение Α-A; на фиг. 3 - то же, сечение Б-Б; на фиг. 4 изображен штамп для равноканального углового прессования (вариант 1); на фиг. 5 - то же, сечение Д-Д; на фиг. 6 изображен штамп для равноканального углового прессования (вариант 1); на фиг. 7 - то же, сечение 3-3; на фиг. 8 изображен штамп для равноканального углового прессования (вариант 1); на фиг. 9 - то же, сечение М-М; на фиг. 10 изображен штамп для равноканального углового прессования (вариант 2); на фиг. 11 - то же, сечение Н-Н; на фиг. 12 изображен штамп для равноканального углового прессования (вариант 2); на фиг. 13 - то же, сечение Р-Р; где 1 - бандаж; 2 - нижняя опора; 3 - пресс-штемпель; 4 - входной канал; 5 - выходной канал; 6 и 7, 8 и 9, 10 и 11, 12 и 13-детали вставок; 14 и 15, 16 и 17, 18 и 19, 20 и 21, 22 и 23, 24 и 25, 26 и 27, 28 и 29, 30 и 31, 32 и 33, 34 и 35 - пары клиньев; 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46 - сегментные опоры; 47 - бурт; В и Г - перпендикулярные поверхности; Ε и Ж - общие смежные плоскости замкнутых деталей 8 и 9 вставки; И, К, Л - поверхности цилиндрической или плоской формы; О и Π - смежные плоскости.
Штамп для равноканального углового прессования (фиг. 1, вариант 1) содержит бандаж 1, размещенные в нем вставку, нижнюю опору 2 и пресс штемпель 3. Нижняя опора 2 первой частью плоской поверхности замкнута с торцом оснований всех деталей вставки. При этом вставка и опора 2 образовали входной 4 и выходной 5 каналы (фиг. 2).
Вставка состоит из двух деталей 6 и 7. Первая деталь 6 вставки, выполненная в форме ограниченной двумя взаимно перпендикулярными пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности, замкнута этой поверхностью с первой частью внутренней поверхности бандажа 1. Две ее плоскости образовали паз V-образной формы. Во второй детали 7 четыре взаимно перпендикулярные плоскости образовали выступ и паз W-образной формы. Части двух плоскостей паза первой детали 6 и две плоскости выступа второй детали 7 замкнуты между собой.
Стенки входного канала 4 образованы другими частями плоскостей паза первой детали 6 и двумя плоскостями паза второй детали 7.
Первая стенка выходного канала 5 (фиг. 3) образована частью взаимно перпендикулярной поверхности детали 6 вставки, у которой другая часть этой поверхности является стенкой входного канала 4. Вторая стенка выходного канала 5, перпендикулярно расположенная относительно первой стенки выходного канала 5, образована частью поверхности опоры 2. Третья и четвертая стенки выходного канала 5 образованы двумя взаимно перпендикулярными поверхностями В и Г, при отсечении ими части куска от детали 7 вставки.
Внутренняя поверхность бандажа 1 выполнена цилиндрической формы.
Штамп дополнительно снабжен одной парой клиньев 14 и 15. Параллельные плоскости обоих клиньев 14 и 15 замкнуты, у первого - с плоскостью второй детали 7 вставки, у второго - с первой частью внутренней поверхности бандажа 1.
Сегментная опора 36 выполнена в форме ограниченной плоскостью и отсекаемой ею частью цилиндрической поверхности. В сегментной опоре 36 плоскость выполнена параллельной по отношению к оси симметрии ее цилиндрической поверхности. Сегментная опора 36 частью цилиндрической поверхности замкнута со второй частью внутренней поверхности бандажа 1, ее плоскость замкнута с параллельной плоскостью второго клина 15, первый клин 14 замкнут с пятой плоскостью второй детали 7 вставки, параллельной оси симметрии отверстия в бандаже 1. Вторая часть поверхности нижней опоры 2 замкнута с торцом основания первого клина 14, а торец второго клина 15 - замкнут с частью плоской поверхности бурта 47 отверстия в бандаже 1.
Штамп для равноканального углового прессования (фиг. 4, фиг. 5, вариант 1) содержит две пары клиньев 16, 17 и 18, 19, выполненные аналогично паре клиньев 14 и 15 (фиг. 1).
Внутренняя поверхность бандажа 1 образована четырьмя пересекающимися взаимно перпендикулярными плоскостями.
Замкнутые между собой детали 8 и 9 вставки ограничены другими четырьмя взаимно перпендикулярными плоскостями. Две общие смежные плоскости Ε и Ж замкнутых деталей 8 и 9 вставки замкнуты с двумя плоскостями внутренней поверхности бандажа 1. Другие две смежные плоскости детали 8 вставки замкнуты с одной из параллельных плоскостей первых клиньев 16 и 18 первой и второй пар соответственно, плоскости вторых клиньев 17 и 19 этих пар замкнуты с двумя другими плоскостями внутренней поверхности бандажа 1.
В остальном штамп выполнен аналогично со штампом, изображенным на фиг. 1.
Штамп для равноканального углового прессования (фиг. 6, фиг. 7, вариант 1) содержит три пары клиньев 20, 21; 22, 23, и 24, 25, три сегментные опоры 37, 38 и 39. Пары клиньев выполнены аналогично с парой клиньев 14 и 15 (фиг. 1).
Внутренняя поверхность бандажа 1 выполнена цилиндрической формы. Замкнутые между собой детали 10 и 11 вставки ограничены третьей и четвертой плоскостями первой детали 10, пятой плоскостью второй детали 11 и отсекаемыми ими частями поверхностей И, К, Л цилиндрической или плоской форм. При этом три плоскости, параллельные оси симметрии отверстия в бандаже 1, пересекаются. Сегментные опоры 37, 38 и 39 частями цилиндрических поверхностей замкнуты с частями внутренней поверхности бандажа 1. Три их плоскости замкнуты со вторыми клиньями 21, 23 и 25 каждой пары. Параллельные плоскости первых клиньев 20, 22 и 24 каждой пары замкнуты с пересекающимися плоскостями обеих деталей вставки.
В остальном штамп выполнен аналогично со штампом, изображенным на фиг. 1.
Штамп для равноканального углового прессования (фиг. 8, фиг. 9, вариант 1) содержит три сегментных опоры 40, 41 и 42.
Внутренняя поверхность бандажа 1 выполнена цилиндрической формы.
Части цилиндрических поверхностей сегментных опор 40, 41 и 42 замкнуты с частями внутренней поверхностью бандажа 1, замкнутые между собой детали 12 и 13 вставки ограничены третьей и четвертой плоскостями первой детали 12, пятой плоскостью второй детали 13 и отсекаемыми ими частями поверхностей цилиндрической или плоской форм. При этом три плоскости обеих деталей 12 и 13 вставки, параллельные оси симметрии отверстия в бандаже 1, пересекаются. Третья и четвертая плоскости первой детали 12 вставки замкнуты соответственно с плоскостями первой и второй сегментных опор 40 и 41. Пятая плоскость второй детали 13 замкнута с параллельной плоскостью первого клина 26. Плоскость второго клина 27 замкнута с плоскостью третьей сегментной опоры 42.
В остальном штамп выполнен аналогично со штампом, изображенным на фиг. 1.
В штампе для равноканального углового прессования (фиг. 10, фиг. 11, вариант 2) внутренняя поверхность бандажа 1 образована четырьмя пересекающимися взаимно перпендикулярными плоскостями.
Две смежные плоскости О и Π вставки замкнуты с двумя плоскостями внутренней поверхности бандажа 1. Другие две смежные плоскости вставки замкнуты с одной из параллельных плоскостей первых клиньев первой 28 и второй 30 пар, плоскости вторых клиньев 29 и 31 этих пар замкнуты с двумя другими плоскостями внутренней поверхности бандажа 1.
В остальном штамп выполнен аналогично со штампом по варианту 1 (фиг. 1).
Штамп для равноканального углового прессования (фиг. 12, фиг. 13, вариант 2) снабжен четырьмя сегментными опорами 43, 44, 45 и 46.
Внутренняя поверхность бандажа 1 выполнена цилиндрической формы.
Штамп снабжен двумя парами клиньев 32, 33 и 34, 35.
Цилиндрические поверхности сегментных опор 43, 44, 45 и 46 замкнуты с внутренней поверхностью бандажа 1. Две плоскости сегментных опор 45 и 46 замкнуты с двумя смежными наружными плоскостями вставки, а плоскости двух других сегментных опор 43 и 44 - с параллельными плоскостями первых клиньев обеих пар.
В остальном штамп выполнен аналогично со штампом по варианту 1 (фиг. 1).
Штамп (вариант 1) работает следующим образом.
В исходном положении металлическую заготовку размещают во входном канале 4 и проталкивают посредством пресс-штемпеля 3 в направлении выходного канала 5. При прохождении в канал 5 заготовка подвергается пластической деформации, сохраняя свои первоначальные геометрические размеры в поперечном сечении. Для достижения заданной степени деформации, которая определяет необходимые физико-механические свойства изделия, их анизотропию и текстуру, указанный процесс повторяется многократно.
Остальные варианты штемпелей работают аналогично.
Использование данной группы изобретений позволило получить штамп, обеспечивающий достижение новой поставленной задачи, путем исключения в его конструкции конических поверхностей, которые необходимо при изготовлении или ремонте каждый раз с большой точностью подгонять друг к другу. В результате, несмотря на увеличение количества деталей, несложных в изготовлении, конструкция штампа стала проще и дешевле при изготовлении и ремонте. Для изготовления штампа не требуется использования высокоточного оборудования и специалистов высокой квалификации. При этом штамп сохранил все положительные преимущества присущие известным штампам.
Излучатель твердотельного лазера без жидкостного охлаждения с термостабилизацией диодной накачки
Лазерное средство инициирования
Термочувствительный датчик
Универсальный излучатель твердотельного лазера
Способ настройки зеркал резонатора
Способ извлечения микроконцентраций урана из водных растворов
Способ приведения в действие инициатора газодинамического импульсного устройства
Способ создания сквозных микроканалов с диаметрами микронных и субмикронных размеров в кристалле кремния с помощью лазерных импульсов
Способ определения наличия подрыва заряда взрывчатого вещества, содержащегося в объекте испытания, и задержки его подрыва от момента контакта объекта испытания с преградой и устройство для его осуществления
Способ регистрации радиографических изображений, сформированных с помощью ионизирующего излучения
Излучатель твердотельного лазера без жидкостного охлаждения с термостабилизацией диодной накачки
Лазерное средство инициирования
Термочувствительный датчик
Универсальный излучатель твердотельного лазера
Способ настройки зеркал резонатора
Способ извлечения микроконцентраций урана из водных растворов
Способ приведения в действие инициатора газодинамического импульсного устройства
Способ создания сквозных микроканалов с диаметрами микронных и субмикронных размеров в кристалле кремния с помощью лазерных импульсов
Способ определения наличия подрыва заряда взрывчатого вещества, содержащегося в объекте испытания, и задержки его подрыва от момента контакта объекта испытания с преградой и устройство для его осуществления
Способ регистрации радиографических изображений, сформированных с помощью ионизирующего излучения

