СПОСОБ ЗАПОЛНЕНИЯ РАЗРЫВА В ПОКРЫТИИ ТРУБОПРОВОДА С НАНЕСЕННЫМ ПОКРЫТИЕМ, ПРЕДПОЧТИТЕЛЬНО ТЕРМОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к способу заполнения разрыва в покрытии трубопровода с нанесенным покрытием, в частности термоизоляционным покрытием.
Такие способы известны в области прокладки стальных морских нефтяных и газовых трубопроводов.
Наружная поверхность стальной стенки таких трубопроводов во многих случаях покрыта термоизоляционным покрытием, например полипропиленовым покрытием, которое изолирует среду, транспортируемую в трубопроводе от внешних тепловых воздействий. Например, изоляцией транспортируемой среды от внешних тепловых воздействий можно избежать изменения по длине трубопровода вязкости транспортируемой среды в результате изменения по длине трубопровода температуры воды, окружающей трубопровод. Изменение вязкости транспортируемой среды по длине трубопровода оказывает негативное влияние на пропускную способность трубопровода, и поэтому его следует избегать.
Такие морские трубопроводы в основном формируются сваркой встык концов труб, покрытых термоизоляционным покрытием, друг к другу на трубоукладочном судне с последующим заглублением сформированного таким образом трубопровода в сторону дна. Чтобы обеспечить возможность сварки встык труб друг с другом, стальные стенки каждой трубы, находящиеся на каждом конце трубы, должны быть непокрытыми на некоторой части длины трубы. Эта часть длины трубы без покрытия обозначается как непокрытая часть трубы. После того как концы двух труб размещены друг против друга, соответствующие концы сваривают кольцевой сваркой. Непокрытые части трубы, которые свариваются, образуют разрыв в термоизоляционном покрытии формируемого трубопровода. Для того чтобы создать трубопровод, который имеет теплоизоляцию по его длине, разрыв затем заполняют термоизоляционным материалом, в частности термопластичным полимерным материалом в жидком состоянии.
Целью настоящего изобретения является улучшение известных способов заполнения разрыва в покрытии трубопровода с нанесенным покрытием, в частности термоизоляционным покрытием.
Способ согласно изобретению включает следующие стадии:
- размещения в разрыве смеси твердых элементов и термопластичного полимерного материала в жидком состоянии; и
- выдерживания термопластичного полимерного материала в жидком состоянии для твердения.
Способ согласно изобретению позволяет обеспечить за очень короткий период времени засыпку, заполнение разрыва, внешняя поверхность которого способна выдержать механические нагрузки без повреждения наружной поверхности.
При заполнении разрыва термопластичным полимерным материалом в жидком состоянии, твердение материала занимает время до того, как полученное заполнение будет выдерживать механические нагрузки. Для достижения достаточной теплоизоляции термоизоляционное покрытие является относительно толстым по сравнению, например, с антикоррозионным покрытием. Следовательно, при заполнении разрыва термопластичным материалом в жидком состоянии относительно большой объем материала должен затвердеть до того как засыпка может выдержать механические нагрузки без повреждения, что приводит к относительно длительному времени до того, как заполнение будет выдерживать механические нагрузки без повреждения.
Особенно при создании трубопровода на трубоукладочном судне, в котором трубопровод должен пройти натяжной механизм - который натягивает трубопровод во время его опускания на дно - вальцовый ящик - который направляет трубопровод на морское дно - которые оба приходят в контакт с внешней поверхностью покрытия, окружающего трубопровод, важно иметь заполнение, которое выдерживает механические нагрузки без повреждения, с тем, чтобы иметь возможность завершить трубопровод в кратчайший срок.
За счет введения в соответствии с изобретением в разрыв смеси твердых элементов и термопластичного полимерного материала в жидком состоянии требуется меньший объем термопластичного полимерного материала в жидком состоянии для заполнения того же объема разрыва по сравнению с заполнением всего объема разрыва термопластичным полимерным материалом в жидком состоянии. В результате время твердения термопластичного полимерного материала меньше и получаемое заполнение способно выдерживать механические нагрузки через более короткий период времени. Кроме того, когда термопластичный материал в жидком состоянии приводят в контакт с твердыми элементами, тепло передается от термопластичного материала в жидком состоянии к относительно холодным твердым элементам, так что твердение термопластичного материала в жидком состоянии активируется, таким образом дополнительно сокращается период твердения термопластичного материала в жидком состоянии. Кроме того, в смеси твердых элементов и термопластичного полимерного материала в жидком состоянии, твердые элементы, которые находятся в контакте друг с другом, обеспечивают распределение сил в смеси, даже когда термопластичный полимерный материал в жидком состоянии еще не полностью затвердел. Это дополнительно способствует сокращению времени, в течение которого получаемое заполнение способно выдерживать механические нагрузки. Последнее, в частности, применяется, когда твердые элементы находятся в контакте друг с другом по всей смеси.
Помимо теплоизоляционных покрытий существуют и другие покрытия, которые должны быть относительно толстым по сравнению с антикоррозионными покрытиями, чтобы иметь возможность обеспечить достаточный эффект, например покрытия для увеличения или уменьшения плавучести трубопровода. Способ согласно изобретению также пригоден для заполнения разрыва в таких покрытиях. Однако способ согласно изобретению особенно полезен для заполнения разрыва в термоизоляционном покрытии, поскольку благодаря относительно низкой теплопроводности материала, которым заполняют разрыв, период твердения термопластичного полимерного материала, который зависит от скорости теплопередачи, является относительно длительным. Кроме того, способ согласно изобретению особенно подходит для нефте- и газопроводов, работающих при внутренних рабочих температурах выше 100 градусов по Цельсию, так как термопластичный полимерный материал может особенно хорошо выдерживать такие температуры без разложения или разрушения.
В контексте настоящего изобретения термин "в жидком состоянии" по отношению к термопластичному полимерному материалу следует понимать как в жидком состоянии или в состоянии размягчения. Состояние размягчения является состоянием, в котором термопластичный полимерный материал является мягким или деформируемым. В контексте настоящего изобретения, когда термопластичный полимерный материал в жидком состоянии твердеет, то следует понимать, что термопластичный полимерный материал обратимо затвердевает (также обозначается, как термопластичный полимерный материал находится в твердом состоянии). Обратимый физический переход из жидкого состояния к твердому, или затвердевание термопластичного полимерного материала, позволяет осуществлять способ согласно настоящему изобретению заполнением таким образом разрыва в покрытии трубопровода покрытием, которое не содержит сшитого полимерного материала или отвержденного полимерного материала. Соответственно, после осуществления способа согласно настоящему изобретению жидкий термопластичный полимерный материал, который затвердевает, представляет собой термопластичный полимерный материал, который не является сшитым, то есть не является 3D полимером. Термопластичный полимерный материал представляет собой линейный полимер или 2D полимер. Под линейным следует понимать замещенный или незамещенный. Заместители могут быть любой функциональной органической группой, например спиртовая, галогены или углеводородный остаток, такой как алкилы или арилы. В соответствии с настоящим изобретением термопластичный полимерный материал представляет собой полимерный материал, который становится пластичным или деформируемым или размягчается выше определенной температуры и возвращается в твердое состояние при охлаждении (обратимый). После осуществления способа настоящего изобретения свойства термопластичного полимерного материала соответственно сохраняются: изменение межмолекулярных взаимодействий не происходит в настоящем изобретении (изменение межмолекулярных взаимодействий, происходит, именно когда полимер претерпевает сшивку или отверждение, приводящие к смоле).
В контексте настоящего изобретения под полимерным материалом следует понимать материал, который выполнен из полимера, включающего повтор мономеров. Они могут быть одинаковыми мономерами, дающими полимерный материал, который представляет собой гомополимерный материал, или мономеры могут быть различными, дающими сополимерный материал. Гомополимерный материал и сополимерный материал в контексте настоящего изобретения являются термопластичными полимерными материалами.
В контексте настоящего изобретения, термопластичный полимерный материал приводят в жидкое состояние перед размещением в разрыве покрытия трубопровода. Жидкое состояние достигается нагревом термопластичного полимерного материала так, чтобы термопластичный полимерный материал не разлагался или разрушался.
В предпочтительном варианте осуществления способа в соответствии с изобретением твердые элементы включают полимерный материал. Когда горячий термопластичный материал в жидком состоянии приводят в контакт с твердыми элементами, включающими полимерный материал, тепло передается от термопластичного материала в жидком состоянии к относительно холодным твердым элементам, в результате чего полимерный материал, содержащийся в твердых элементах размягчается или плавится. Размягченный или расплавленный полимерный материал, содержащийся в твердых элементах, увеличивает количество тепла, передаваемого между термопластичным материалом в жидком состоянии и твердыми элементами, и распределение тепла по объему смеси твердых элементов и термопластичного материал в жидком состоянии, в результате чего еще более укорачивается период затвердевания термопластичного материала в жидком состоянии. Кроме того, из-за размягчения или плавления полимерного материала, содержащегося в твердых элементах, твердые элементы могут привариваться друг к другу, что способствует структурной прочности смеси твердых элементов и термопластичного материала в жидком состоянии. Это делает возможным раньше подвергать заполнение механическим нагрузкам. Вместе с сокращением времени, необходимого для твердения термопластичного материала в жидком состоянии, последнее приводит к значительному сокращению периода времени между заполнением разрыва и достижение заполнения прочности, достаточной для выдерживания механических нагрузок без повреждения.
В предпочтительном варианте осуществления способа согласно изобретению указанный полимерный материал твердых элементов включает термопластичный полимерный материал. Соответственно, полимерный материал твердых элементов может состоять из термопластичного полимерного материала (и необязательных добавок), или они могут включать термопластичный полимерный материал и другой полимерный материал, который не является термопластичным (так же, как добавки). Плавление или размягчение термопластичного материала из твердых элементов, в частности, способствует передаче тепла от термопластичного полимерного материала в жидком состоянии твердым элементам. В предпочтительном случае, в котором поверхность твердых элементов включает термопластичный полимерный материал, термопластичный полимерный материал твердых элементов начнет расплавляться на поверхности, что способствует связыванию между твердыми элементами, а также связыванию между твердыми элементами и термопластичным полимерным материалом в жидком состоянии. Это связывание, в частности, приводит к формированию переплетения полимерных молекул твердых элементов на их (частично) расплавленной поверхности с полимерными молекулами термопластичного полимерного материала в жидком состоянии или с полимерными молекулами других твердых элементов на их (частично) расплавленной поверхности. Такая сеть переплетенных молекул при охлаждении становится связанным целостным объектом.
В особенно предпочтительном варианте осуществления твердые элементы состоят из термопластичного полимерного материала. Это дает возможность полностью использовать усиление передачи тепла между термопластичным материалом в жидком состоянии и твердыми элементами и распределение тепла по объему смеси твердых элементов и термопластичного материала в жидком состоянии плавлением термопластичного полимерного материала, содержащегося в твердых элементах. Альтернативно твердые элементы имеют оболочку из термопластичного материала вокруг сердечника из другого материала или изготовлены из смеси термопластичного полимерного материала и другого материала. Оболочка может быть выполнена из термопластичного полимерного материала (гомополимеров или сополимеров) в соответствии с определением в настоящем изобретении. Оболочка также может быть пеной из термопластичного полимерного материала. Другой материал может быть, например, материалом, увеличивающим или уменьшающим плавучесть получаемого заполнения. В дополнительном альтернативном варианте осуществления полимерный материал твердых элементов является термореактивным полимерным материалом, например полиуретановой смолой, полиэфирной смолой, эпоксидной смолой, полиимидной смолой, полициануратной смолой или даже стеклом. В контексте настоящего изобретения термореактивный полимерный материал представляет собой смолу, уже сшитую или которая сшивается передачей тепла термопластичного полимерного материала в жидком состоянии. В контексте настоящего изобретения термореактивный материал соответственно подвергается процессу сшивки. Так как термореактивный полимерный материал не плавится при нагревании, нанесение термореактивных полимерных материалов на твердые элементы усиливает структурную прочность смеси твердых элементов и термопластичного полимерного материала в жидком состоянии во время их затвердевания. Конечно, температура термопластичного полимерного материала в жидком состоянии в таком случае должна быть такой, чтобы термореактивные полимерные материалы не разлагались или разрушались.
В соответствии с предпочтительной преимущественной дополнительной разработкой способа согласно изобретению с твердыми элементами, содержащими или даже состоящими из термопластичного материала, термопластичный материал твердых элементов такой же, что и указанный термопластичный материал в жидком состоянии. Это обеспечивает особенно хорошую связь между термопластичным материалом твердых элементов и термопластичным материалом в жидком состоянии, приведенным в контакт с твердыми элементами. Комбинация твердых элементов, состоящих из термопластичного материала, приводит к особенно однородной структуре получаемого заполнения, что имеет особое значение, когда покрытие, включающее заполнение, является термоизоляционным покрытием. Альтернативно термопластичный полимерный материал твердых элементов отличается от термопластичного полимерного материала в жидком состоянии. Например, преимущественным может быть сочетание твердых элементов, выполненных из термопластичного полимерного материала с особенно хорошими изолирующими свойствами, с термопластичным полимерным материалом в жидком состоянии, изготовленным из материала с особенно хорошими адгезионными свойствами.
В предпочтительном варианте осуществления способа согласно изобретению стадия введения в разрыв смеси твердых элементов и термопластичного материала в жидком состоянии включает:
- окружение разрыва с помощью формы;
- введение в форму твердых элементов; и
- введение в форму термопластичного полимерного материала в жидком состоянии после введения в форму твердых элементов. Это дает возможность удобного размещения в разрыве смеси твердых элементов и термопластичного материала в жидком состоянии и контроля распределения твердых элементов по заполняемому объему. После достаточного затвердения жидкого материала в жидком состоянии форму удаляют.
В соответствии с предпочтительным развитием способа согласно изобретению, в котором термопластичный материал в жидком состоянии вводится в форму после введения в форму твердых элементов, способ дополнительно включает стадию предварительного связывания твердых элементов нагреванием твердых элементов перед введением термопластичного материала в жидком состоянии в форму, например, с помощью горячего воздуха или пламени. Это дает возможность улучшить прочность соединения между твердыми элементами. Предпочтительно твердые элементы нагревают после введения твердых элементов в форму. Кроме того, предварительное связывание дополнительно улучшается компактированием твердых элементов в форме во время или после их нагрева. Обычно могут быть использованы вибрация твердых элементов или горячий воздух для улучшения стадии компактирования.
В другом предпочтительном варианте осуществления способа согласно изобретению, в котором термопластичный материал в жидком состоянии вводится в форму после введения в форму твердых элементов, твердые элементы предназначены для формирования массы твердых элементов после введения в форму, где имеются взаимосвязанные полости между твердыми элементами в массе, которые должны быть заполнены термопластичным материалом в жидком состоянии после того, как термопластичный материал вводится в форму. Это позволяет улучшить и контролировать смешивание твердых элементов и термопластичного материала в жидком состоянии, когда термопластичный материал в жидком состоянии вводится в форму.
В предпочтительном альтернативном варианте осуществления способа в соответствии с изобретением, в котором термопластичный материал в жидком состоянии вводится в форму после введения в форму твердых элементов, стадия размещения в разрыве смеси твердых элементов и термопластичного материала в жидком состоянии включает:
- окружение разрыва с помощью формы;
- введение в форму твердых элементов; и
- введение в форму термопластичного материала в жидком состоянии одновременно с введением в форму твердых элементов.
Это обеспечивает альтернативный способ улучшения и контроля смешивания твердых элементов и термопластичного материала в жидком состоянии.
В соответствии с предпочтительной дальнейшей разработкой твердые элементы добавляются к термопластичному материалу в жидком состоянии перед введением в форму. Это обеспечивает лучший контроль смешивания твердых элементов и термопластичного материала в жидком состоянии.
Согласно способу в соответствии с изобретением, в котором термопластичный материал в жидком состоянии вводится в форму, после или одновременно с введением в форму твердых элементов, смесь твердых элементов различных размеров и/или формы вводится в форму. Это обеспечивает контроль объема взаимосвязанных полостей между твердыми элементами, которые должны быть заполнены термопластичным материалом в жидком состоянии.
В предпочтительном альтернативном варианте осуществления способа в соответствии с изобретением, в котором термопластичный полимерный материал в жидком состоянии вводится в форму после или одновременно с введением в форму твердых элементов, способ включает стадии:
- размещения твердых элементов в разрыве;
- окружения разрыва с помощью формы после размещения твердых элементов в разрыве; и
- введения в форму термопластичного материала в жидком состоянии.
Это обеспечивает альтернативный способ улучшения и контроля смешивания твердых элементов и термопластичного материала в жидком состоянии и дополнительно обеспечивает определенный контроль распределения твердых частиц по объему разрыва.
В соответствии с предпочтительным вариантом осуществления твердые элементы предварительно соединены в подготовительной форме так, что существуют взаимосвязанные полости между соединенными твердыми элементами по всей подготовительной форме, которая выполнена с возможностью заполнения термопластичным материалом в жидком состоянии, когда термопластичный материал вводят в форму. Это позволяет улучшить и контролировать смешивание твердых элементов и термопластичного материала в жидком состоянии. Подготовительная форма, например, имеет форму части заполняемого объема, например половины формы оболочки. Кроме того, твердые элементы имеют форму части заполняемого объема.
В соответствии с другим предпочтительным вариантом осуществления способа в соответствии с изобретением твердые элементы включают усилитель адгезии. Это позволяет улучшить прочность связи соединения между твердыми элементами и/или адгезию между материалом твердых элементов и термопластичным материалом в жидком состоянии, в зависимости от типа используемого усилителя. Предпочтительно на поверхности твердых элементов имеется усилитель адгезии. Кроме того, усилитель адгезии предпочтительно является термоактивируемым усилителем адгезии. Усилитель может быть другим полимерным материалом или состоять из экзотермических химических веществ, т.е. химических веществ, которые генерируют тепло после их активации. В альтернативном варианте осуществления для улучшения адгезии поверхность твердых элементов обрабатывают, например, плазмой или коронным разрядом. Кроме того, альтернативно можно механически обрабатывать поверхность твердых элементов для улучшения адгезии.
В соответствии с другим предпочтительным вариантом осуществления способа согласно изобретению смесь твердых элементов и термопластичного материала в жидком состоянии содержит 30-98% об., например 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 98% об.; предпочтительно 70-95% об., например 70, 74, 78, 82, 86, 90, 94, 95% об., более предпочтительно 80-92% об., например 80, 82, 84, 86, 88, 90, 92% об. твердых элементов.
В соответствии с другим предпочтительным вариантом осуществления способа в соответствии с изобретением твердые элементы имеют форму шариков, стержней или блоков.
Способ согласно изобретению значительно сокращает время твердения термопластичного материала в жидком состоянии в случае покрытий больших толщин, например покрытий, имеющих толщину более 5 мм, в частности более 10 мм, например 10, 20, 40, 60, 80, 100, 120, 140, 150, 200, 250 мм.
Согласно другому предпочтительному варианту осуществления способа в соответствии с изобретением каждый твердый элемент имеет размер вдоль любой линии, пересекающей твердые элементы, в диапазоне 10 и 100 мм, например 10, 20, 30, 40, 60, 70, 80, 90, 100 мм. Такие размеры особенно полезны для заполнения разрыва покрытия толщиной более 10 мм.
В другом предпочтительном варианте осуществления способа в соответствии с изобретением термопластичный материал в жидком состоянии вводится в форму литьем под давлением. Это обеспечивает эффективный способ введения термопластичного материала в жидком состоянии в форму. В предпочтительном варианте литье под давлением обеспечивается посредством цилиндра со шнеком, предпочтительно посредством резервуара, соединенного с цилиндром и с формой. Литье под давлением является особенно предпочтительным процессом в контексте настоящего изобретения, так как материал, используемый в способе согласно настоящему изобретению, представляет собой термопластичный полимерный материал (то есть находящийся в жидком состоянии и затем твердеющий). Другой полимерный материал, такой как термореактивная полимерная смола (например, полиуретановые смолы), не подходит для осуществления способа согласно настоящему изобретению, также не подходит для литья под давлением.
В предпочтительном варианте осуществления способа согласно изобретению, в котором твердые элементы добавляют к термопластичному материалу в жидком состоянии перед введением в форму и в котором термопластичный материал в жидком состоянии вводится в форму литьем под давлением с помощью цилиндра со шнеком или резервуара, соединенного с цилиндром, твердые элементы добавляют в термопластичный полимерный материал в жидком состоянии между цилиндром и формой. Это позволяет добавлять твердые элементы в термопластичный материал в жидком состоянии непосредственно перед введением твердых элементов и термопластичного материала в жидком состоянии в форму так, чтобы избежать того, что твердые элементы полностью расплавятся перед введением в форму.
В соответствии с предпочтительным способом в соответствии с изобретением термопластичный материал твердых элементов и/или термопластичный материал в жидком виде выбраны из группы, состоящей из гомополимеров полипропилена (ПП), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ), поливинилгалогенида (например, поливинилфторид (ПВФ), поливинилдифторид (ПВДФ), поливинилхлорид (ПВХ), поливинилдихлорид (ПВДХ), политетрафторэтилен (ПТФЭ)), поливинилацетата (ПВА), полиакрилонитрил-бутадиен-стирола (АБС). Термопластичные полимерные материалы могут быть выбраны из группы, состоящей из сополимеров полипропилена (ПП), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ), поливинилгалогенида (например, поливинилфторид (ПВФ), поливинилдифторид (ПВДФ), поливинилхлорид (ПВХ), поливинилдихлорид (ПВДХ)), поливинилацетата (ПВА), поливинилхлорида (ПВХ), поливинилдихлорида (ПВДХ), политетрафторэтилена (ПТФЭ), поливинилацетата (ПВА), полиакрилонитрил-стирол-бутадиена (АБС), с любым термопластичным полимерным материалом, таким как полипропилен (ПП), полиэтилен (ПЭ), полиэтилентерефталат (ПЭТ), поливинилгалогениды (например, поливинилфторид (ПВФ), поливинилдифторид (ПВДФ), поливинилхлорид (ПВХ), поливинилдихлорид (ПВДХ), полихлортрифторэтилен (ПХТФЭ), политетрафторэтилен (ПТФЭ)), поливинилацетат (ПВА), полиакрилонитрил-бутадиен-стирол (АБС), полистирол (ПС).
Термопластичный полимерный материал предпочтительно представляет собой гомополимеры или сополимер полипропилена или полиэтилена. Использование полипропилена или полиэтилена обеспечивает относительно низкие материальные затраты в сочетании с относительно хорошей теплоизоляцией.
Согласно предпочтительному способу в соответствии с изобретением твердые элементы охлаждают до инжекции термопластичного полимерного материала в жидком состоянии в форму, предпочтительно перед введением в форму. Эффект этого в том, что термопластичный материал в жидком состоянии может затвердеть в течение более короткого времени. Этот процесс преимущественно объединяется с процессом предварительного связывания твердых элементов нагревом, в котором твердые элементы предпочтительно охлаждаются до предварительного связывания твердых элементов. В последнем случае предпочтительно поверхность охлажденных твердых элементов нагревают так, чтобы она расплавлялась, в то время как сердечник твердых элементов оставался относительно холодным, что приводит к хорошей связи между твердыми элементами и затем особенно хорошему охлаждению термопластичного материала в жидком состоянии.
Настоящее изобретение дополнительно относится к способу покрытия монтажного соединения, включающему стадии
- приготовления двух труб с покрытием, предпочтительно термоизоляционным покрытием, причем, по меньшей мере, на одном конце каждой трубы отсутствует покрытие вдоль некоторой части длины трубы;
- размещения концов труб друг против друга;
- создания кольцевого сварного шва для соединения указанных концов для формирования трубопровода с покрытием и с разрывом в указанном покрытии, окружающем кольцевой шов; и
- заполнения разрыва с использованием стадий способа в соответствии с изобретением, как описано выше.
Поскольку трубы соединяются в полевых условиях, то есть на месте, где прокладывается трубопровод, процесс покрытия соединений, то есть кольцевых сварных швов, называется покрытием монтажного соединения.
В предпочтительном варианте осуществления покрытие указанных двух труб включает термопластичный полимерный материал. Это делает возможным достижение того, что покрытие трубопровода, которое приходит в контакт с термопластичным материалом в жидком состоянии, расплавляется или размягчается так, что соединение между покрытиями труб и получаемое заполнение улучшаются. В другом предпочтительном варианте осуществления термопластичный полимерный материал в жидком состоянии, который помещают в разрыв, такой же термопластичный полимерный материал, что и термопластичный полимерный материал покрытия. Под "такой же термопластичный полимерный материал" следует понимать гомополимер или сополимер одного и того же термопластичного полимерного материала. Этот вариант осуществления обеспечивает особенно хорошее соединение и делает возможным достижение того, что покрытие конечного трубопровода является более равномерным по его длине. Последний результат достигается, в частности, в случае, если покрытие трубы состоит из термопластичного полимерного материала и термопластичный полимерный материал в жидком состоянии и термопластичный полимерный материал твердых элементов являются таким же термопластичным полимерным материалом, что и термопластичный полимерный материал покрытия трубы. Опять же, под "такой же термопластичный полимерный материал" следует понимать гомополимер или сополимер одного и того же термопластичного полимерного материала.
Настоящее изобретение дополнительно относится к трубопроводу, покрытому способом в соответствии с изобретением, как описано выше.
Настоящее изобретение дополнительно относится к трубопроводу с нанесенным на нее покрытием, предпочтительно термоизоляционным покрытием, включающим разрыв в указанном покрытии, заполненным смесью твердых элементов, предпочтительно включающим полимерный материал, более предпочтительно термопластичный полимерный материал, и термопластичный полимерный материал в жидком состоянии.
Настоящее изобретение дополнительно относится к комплекту деталей для осуществления способа в соответствии с изобретением, как описано в заявке выше, в котором термопластичный материал в жидком состоянии вводится в форму, окружающую разрыв, указанный комплект включает:
- форму, выполненную с возможностью окружить разрыв в покрытии трубопровода с нанесенным на нее покрытием;
- твердые элементы, предназначенные для введения в форму, предпочтительно включающие полимерный материал, более предпочтительно термопластичный полимерный материал;
- устройство, выполненное с возможностью расплавления термопластичного материала до жидкого состояния и введения указанного термопластичного полимерного материала в жидком состоянии в форму; и
- термопластичный полимерный материал, предназначенный для расплавления до жидкого состояния и введения в жидком состоянии в форму с помощью указанного устройства.
Настоящее изобретение дополнительно поясняется в последующем описании со ссылкой на прилагаемые схематические чертежи.
На фиг. 1-6 показан способ заполнения разрыва в покрытии трубопровода, покрытого термоизоляционным покрытием, в соответствии с изобретением, виды в перспективе или в поперечном сечении сбоку.
На фиг. 7 - альтернативный вариант осуществления способа согласно изобретению, показанного на фиг. 1-6.
На чертежах способ заполнения разрыва в покрытии трубопровода с нанесенным на нем термоизоляционным покрытием согласно изобретению показан как часть способа совместного покрытия монтажного соединения.
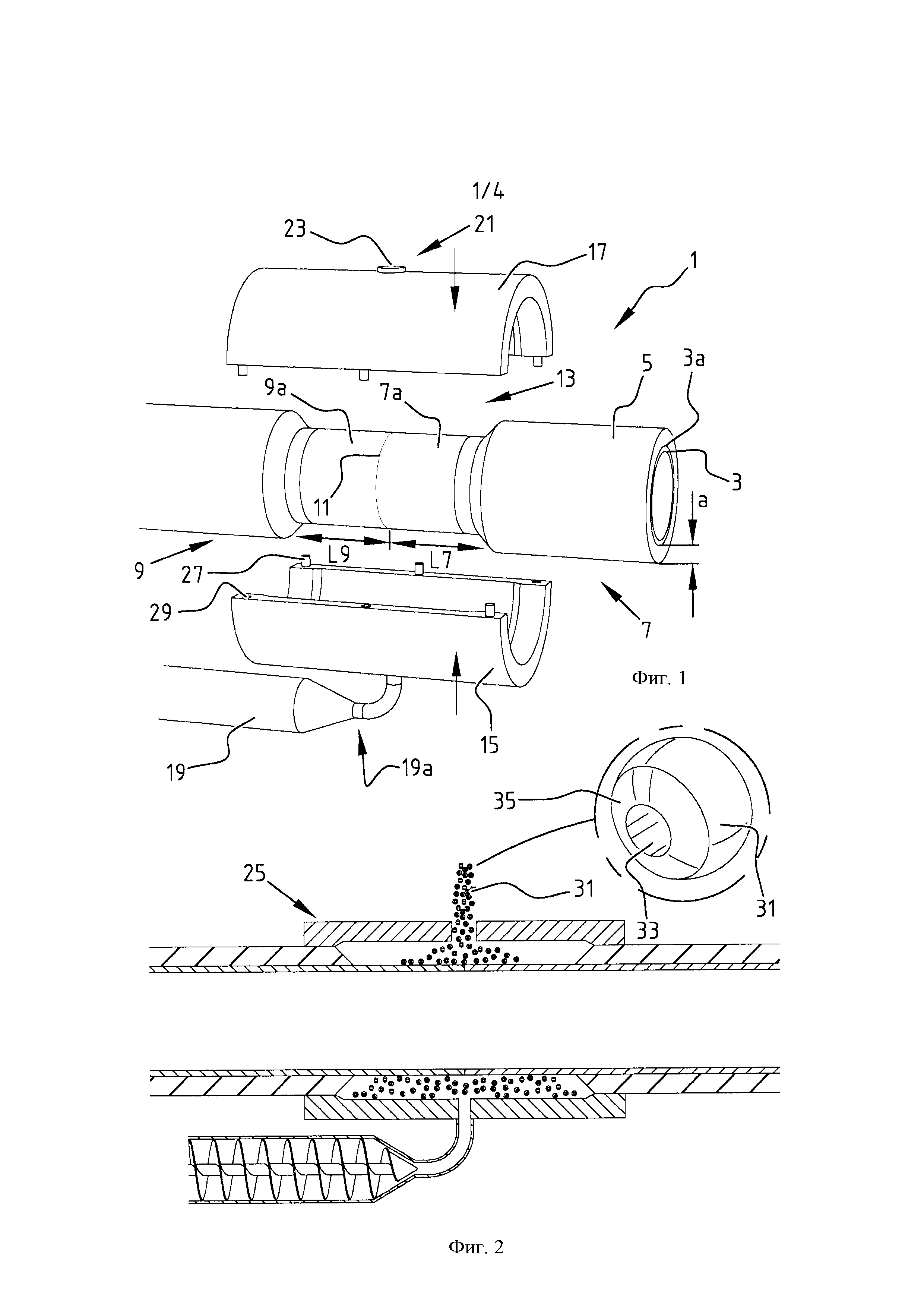
На фиг. 1 показан ферромагнитный трубопровод 1, имеющий стальную стенку 3. Наружная поверхность 3a стальной стенки трубопровода покрыта термоизоляционным покрытием 5, изготовленным из полипропилена. Трубопровод 1 формируют стыковой сваркой торца 7а первой трубы 7 с торцом 9а второй трубы 9 с помощью кольцевого сварного шва 11. На соответствующих концах 7а, 9а каждой трубы 7, 9 отсутствует покрытие вдоль определенной части L7, L9 трубы 7, 9, так что получаются так называемые непокрытые концы труб. Непокрытые концы 7а, 9а образуют разрыв 13 в термоизоляционном покрытии 5. Толщина покрытия, как показано на фиг. 1, составляет около 150 мм.
На фиг. 1 дополнительно показаны две полуоболочки 15 и 17. Одна оболочка 15 соединена с концом 19а цилиндра 19 литьевого устройства. Другая оболочка 17 снабжена отверстием 21, в котором расположена пробка 23. В соответствии с изобретением смесь твердых элементов и термопластичного материала в жидком состоянии подают в разрыв 13 в несколько стадий.
В соответствии с первым вариантом осуществления способа согласно изобретению на первой стадии полуоболочки 15 и 17 устанавливают над разрывом 13 в направлении стрелки А, так что оболочки 15, 17 образуют форму 25, окружающую разрыв 13. Полуоболочки 15, 17 снабжены установочными штифтами 27 и посадочными отверстиями 29 для облегчения выравнивания полуоболочек относительно друг друга.
Затем, как показано на фиг. 2, твердые элементы 31 вводят в форму 25 через отверстие 21. Как показано на укрупненном виде одного из твердых элементов 31, твердый элемент имеет форму шара со сквозным отверстием 33 и плоские части 35 на его противоположных сторонах. Однако в альтернативном предпочтительном осуществлении твердые элементы не имеют сквозного отверстия 33. Твердые элементы 31 включают или состоят из полимерного материала, такого как термопластичный материал, в частности полипропилен.
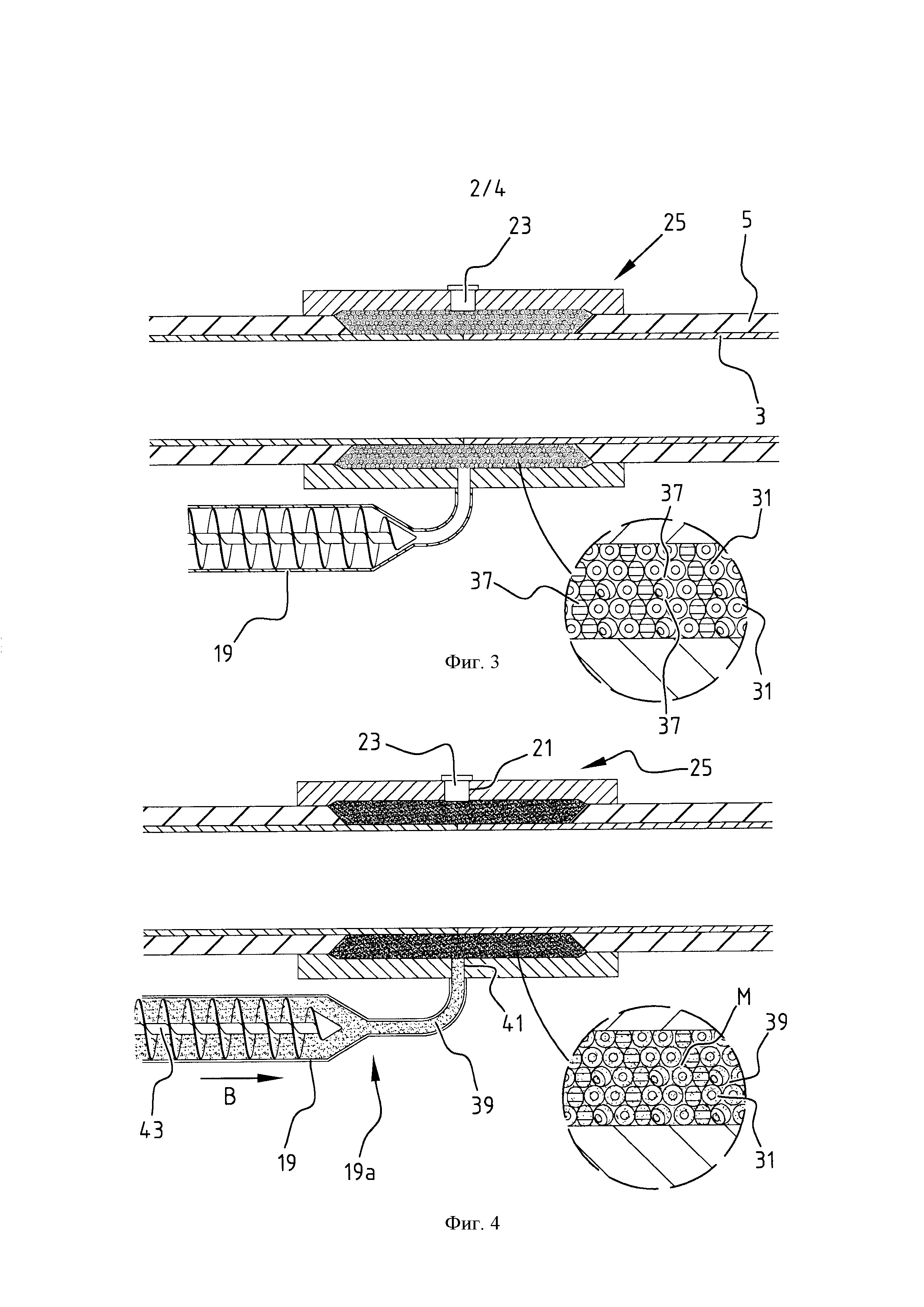
Как показано на фиг. 3, за счет формы и размера твердых элементов 31, твердые элементы 31 образуют массу твердых элементов, введенных в форму 25, в которой имеются взаимосвязанные полости 37 между твердыми элементами массы. На фиг. 3 показано, что объем взаимосвязанных полостей 37 составляет около 20% заполняемого объема так, что уже 80% заполняемого объема являются твердым материалом. Однако уже заполненный объем может составлять до 92% заполняемого объема. Твердые элементы 31 находятся в контакте друг с другом, так что силы могут быть распределены по твердым элементам 31. В частности, силы, действующие на твердые элементы 31, расположенные дальше от стенки трубопровода, направленные в сторону стенки, могут быть распределены по стенке с помощью твердых элементов, расположенных между ними.
Перед выполнением следующей стадии введения в форму 25 термопластичного материала в жидком состоянии необязательно выполняют стадию предварительного связывания твердых элементов 31 нагревом твердых элементов 31, например с помощью горячего воздуха или пламени, так, чтобы поверхности твердых элементов 31 начинали плавиться и свариваться друг с другом. Кроме того, необязательно выполняют стадию уплотнения твердых элементов 31 в форме, например, путем вибрации твердых элементов 31.
Затем пробку 23 помещают в отверстии 21 и выполняют стадию введения в форму 25 термопластичного материала, в частности полипропилена в жидком состоянии. Как показано на фиг. 4, термопластичный материал 39 в жидком состоянии вводят в форму 25 путем введения термопластичного материала 39, который расплавляют до жидкого состояния в литьевом устройстве, которое включает цилиндр 19, - через отверстие 41 впрыска в форму 25, которое подключено к концу 19а цилиндра 19 путем перемещения шнека 43, расположенного в цилиндре 19 в направлении стрелки В. Термопластичный материал в жидком состоянии затем продавливают через взаимосвязанные пустоты 35 между твердыми элементами 31, пока объем взаимосвязанных пустот 35 между твердыми элементами 31 не заполнится термопластичным материалом 39 в жидком состоянии. Альтернативно так называемый резервуар расположен между цилиндром 19 и формой 25, резервуар наполняется цилиндром, включающим шнек, термопластичным полимерным материалом в жидком состоянии, и резервуар включает поршень для инжекции материала в жидком состоянии в форму. Вместо одной точки инжекции могут быть использованы несколько точек инжекции, например, так что время инжекции может быть дополнительно уменьшено. Пробка 23 снабжена вентиляционными отверстиями так, чтобы воздух, который вытесняется из смежных пустот 35, выдавливался из формы 25. Однако вентиляционные отверстия также могут быть предусмотрены на других местах.
Когда относительно горячий термопластичный материал 39 в жидком состоянии, например имеющий температуру 200-250 градусов Цельсия, приводят в контакт с относительно холодными твердыми элементами 31, термопластичный материал 39 в жидком состоянии начинает охлаждаться и, следовательно, затвердевает, а поверхность твердых элементов 31 нагревается и, следовательно, размягчается или расплавляется. Это приводит к смеси М, как показано на укрупненном виде фиг. 4, размягченных или частично расплавленных твердых элементов 31 и частично затвердевшего термопластичного материала 39.
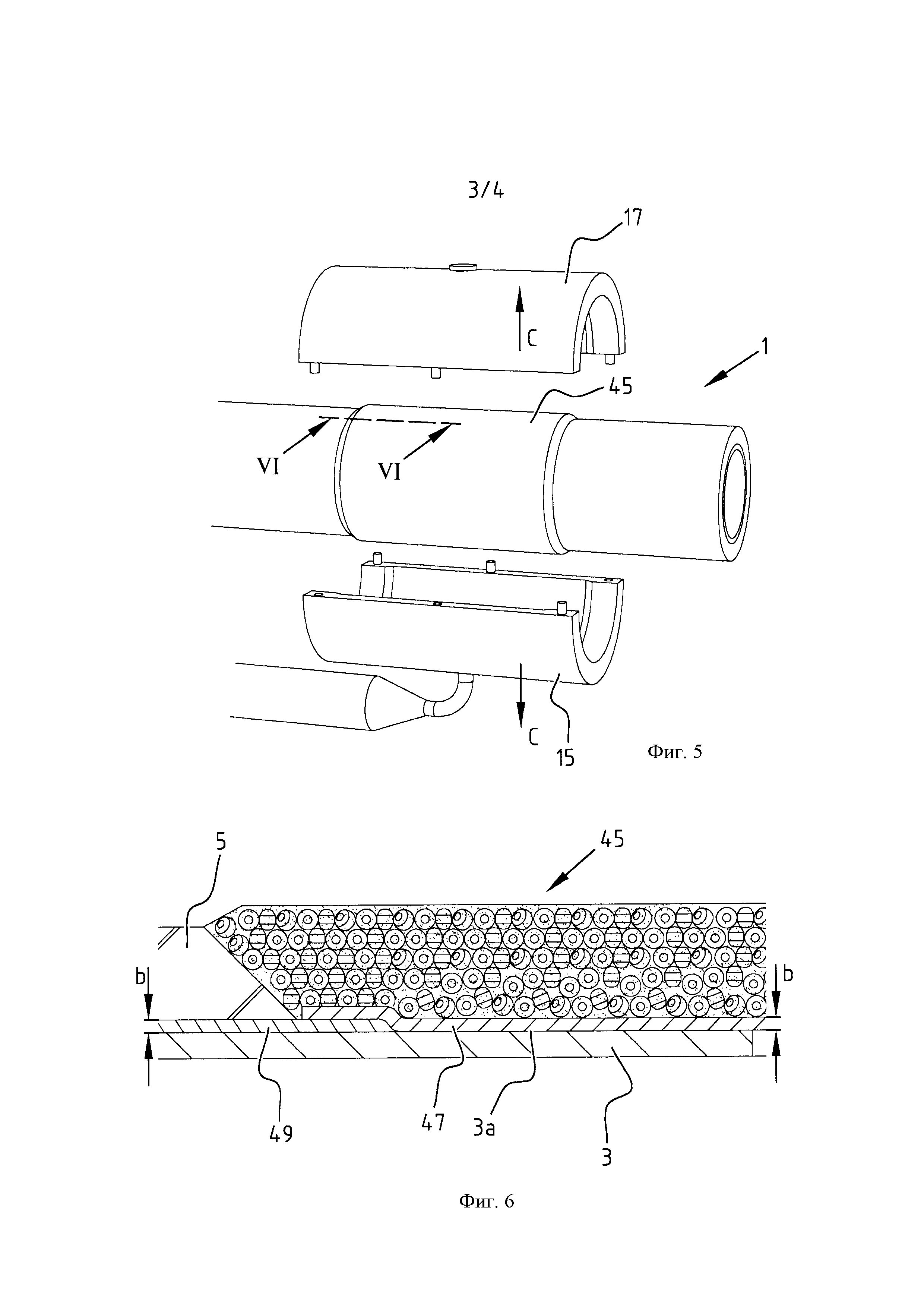
Дав термопластичному материалу в форме 25 затвердеть в определенной степени, форму 23 удаляют, как показано на фиг. 5, перемещением полуоболочек 15, 17 в направлении стрелки С от полученного заполнения 45.
Как показано на фиг. 6, после полного затвердения термопластичного материала заполнения 45 частично расплавленные твердые элементы 31 еще могут быть обнаружены в материале заполнения 45.
Также на фиг. 6 показано, что антикоррозийное покрытие 47, 49 или покрытие, улучшающее адгезию между наружной поверхностью 3а стальной стенки 3 и термоизоляционным покрытием 5, предусмотрены между внешней поверхностью 3а стальной стенки 3 и термоизоляционным покрытием 5 до нанесения покрытия на внешнюю поверхность 3а стального стенки 3 и перед размещением смеси твердых элементов 31 и 39 термопластичного материала в жидком состоянии в разрыве 13. Толщина покрытия 47, 49 составляет около 500 мкм.
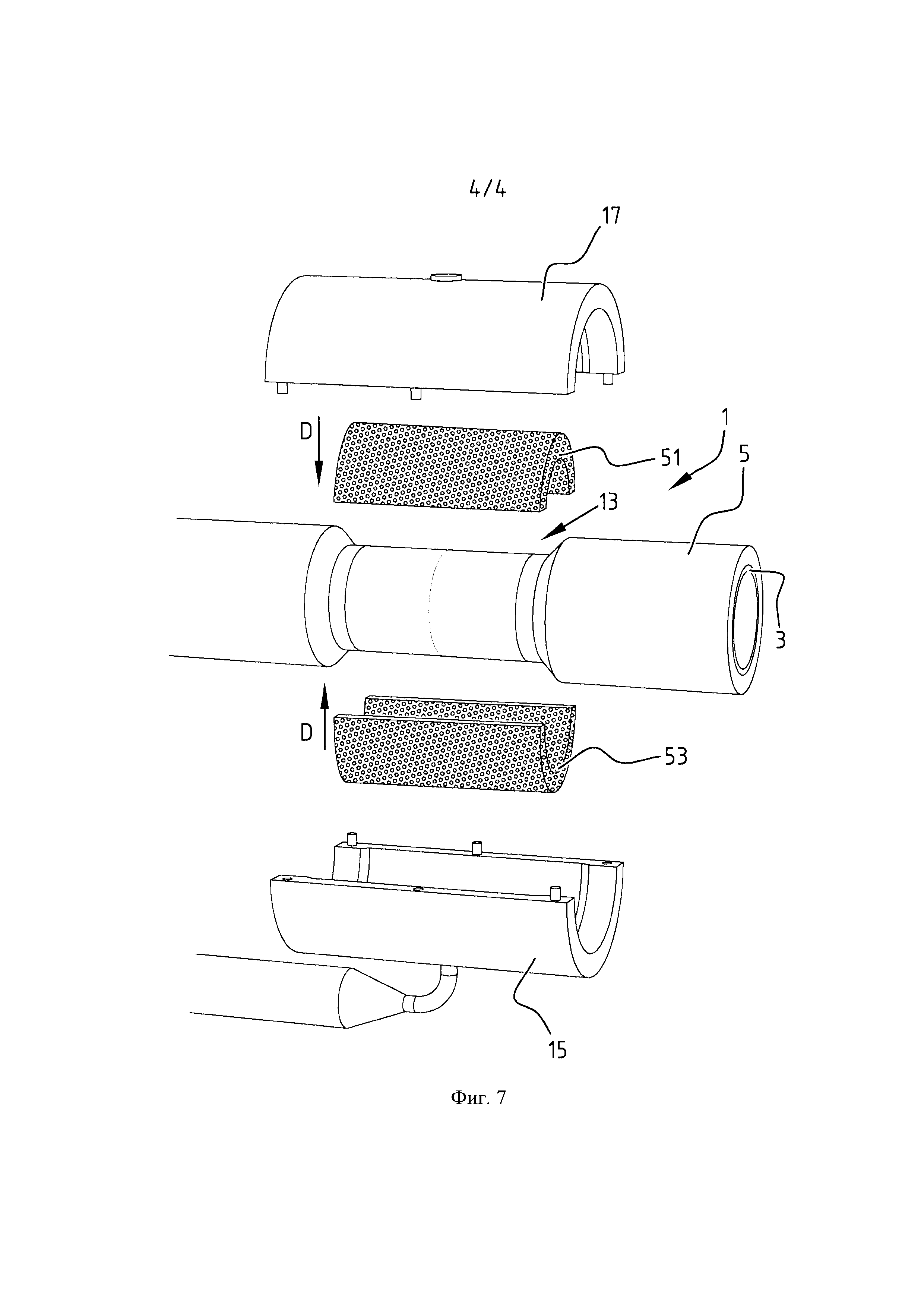
На фиг. 7 показано дополнительное альтернативное осуществление способа в соответствии с изобретением, представленным на фиг. 1-6. Вместо окружения разрыва с помощью формы 25 перед введением в форму 25 твердых элементов 31 твердые элементы помещают в разрыв предварительно соединенными в двух подготовительных формах 51, 53 в направлении стрелки D до окружения разрыва с помощью формы 25. После окружения разрыва с помощью формы 25 путем расположения полуоболочек 15, 17 вокруг разрыва 13 термопластичный материал 39 в жидком состоянии вводят в форму 25. В подготовительных формах 51, 53 твердые элементы предварительно соединены так, что имеются взаимосвязанные пустоты между соединенными твердыми элементами по всей подготовительной форме, которая выполнена с возможностью заполнения термопластичным материалом в жидком состоянии после введения термопластичного материала 39 в форму 25. Альтернативно подготовительные формы 51, 53 могут быть по всему объему твердой подготовительной формы, и, таким образом, каждая из них представляет один твердый элемент. В последнем случае смесь двух твердых элементов помещается в разрыв.
Хотя на фиг. 7 показаны две подготовительные формы, каждая в форме полуоболочки, большее число подготовительных форм может быть использовано для предварительного заполнения этого разрыва.
Помимо показанных осуществлений способа в соответствии с изобретением можно также ввести термопластичный материал 39 в жидком состоянии и твердые элементы 31 в форму одновременно. В этом случае твердые элементы добавляют, например, в термопластичном материале в жидком состоянии между концом 19а цилиндра 19 и отверстием инжекции 41. В случае наличия резервуара между цилиндром 19 и отверстием инжекции 41 твердые элементы добавляют в термопластичный полимерный материал в жидком состоянии в резервуаре непосредственно перед инжекцией термопластичного полимерного материала в жидком состоянии в форму, так что твердые элементы не плавятся или только частично расплавляются перед введением в форму.
Кроме того, в качестве альтернативы также можно разместить смесь твердых элементов и термопластичного материала в жидком состоянии в разрыв до или даже без окружения разрыва с помощью формы. Однако это возможно только тогда, когда смесь достаточно связанная.
Форма в соответствии с использованием в способе согласно изобретению в предпочтительном способе дополнительно снабжена средствами охлаждения для принудительного охлаждения формы, обеспечивая улучшение удаления тепла из материала внутри формы.
Кроме того, форма в соответствии с использованием в способе согласно изобретению в предпочтительном способе дополнительно снабжена средствами создания вакуума для улучшения удаления воздуха из внутренней части формы. Это помогает термопластичному материалу в жидком состоянии проникнуть в смежные пустоты между твердыми элементами.
Перед инжекцией термопластичного полимерного материала в форму можно охлаждать или нагревать твердые элементы. Кроме того, можно сначала нагреть поверхность твердых элементов для усиления соединения твердых элементов друг с другом и затем охладить твердые элементы, чтобы улучшить теплопередачу между термопластичным материалом в жидком состоянии и твердыми элементами. Альтернативно сначала охлаждают твердые элементы и затем нагревают их поверхность.
Также преимущественно нагревают фаски покрытия 5 трубопровода 1 для повышения адгезии между покрытием 5 и материалом, заполняющим разрыв 13.
Хотя на чертежах показано, что заполняется кольцевой разрыв, также разрывы другой формы могут преимущественно быть заполнены с помощью способа в соответствии с изобретением.
Устройство и способ для нанесения покрытия на участок поверхностного зазора в покрытии трубопровода
Устройство и способ для нанесения покрытия на участок поверхностного зазора в покрытии трубопровода

