Результат интеллектуальной деятельности: СВЕРЛО С ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к сверлу согласно ограничительной части пункта 1 формулы изобретения, в частности, метчику или микросверлу, а также к способу нанесения покрытия согласно ограничительной части пункта 11 формулы изобретения для создания покрытия на конструкционных деталях и режущих инструментах, в частности, для создания покрытия на сверлах.
Метчики в большинстве случаев имеют заборную часть и примыкающий к нему направляющий участок. Различают метчики с прямыми и спиральными стружечными канавками, причем последние, помимо прочего, различаются между собой углом подъема винтовой линии.
Подобного рода метчики зачастую снабжаются покрытием из нитрида титана (TiN) или покрытием из карбонитрида титана (TiCN) с помощью метода осаждения из паровой фазы (PVD). В случае подобных метчиков, в частности, покрытых с помощью классического магнетронного распыления, часто после нанесения покрытия требуется опять прошлифовывать до блеска передние режущие грани. Одна из причин этого может состоять в том, что в результате нанесения покрытия изменяются в худшую сторону антифрикционные свойства и характеристики трения, вследствие чего могут возникать мелкие стружки, которые вызывают помехи при нарезании внутренней резьбы.
В противоположность этому метчики, покрытие на которые нанесено с помощью термического вакуумного испарения TiN или TiCN, не нуждаются в дополнительном прошлифовывании. Правда, с помощью термического испарения только с очень большим трудом можно покрыть количество изделий, необходимое для экономической целесообразности нанесения покрытия.
Применение электродугового испарения (дугового испарения) для нанесения покрытия на метчики также не приводит к желательным результатам, вероятно, потому, что внедряющиеся в слои при этом способе нанесения покрытия так называемые брызги ведут к неприемлемой шероховатости поверхности. Поэтому здесь также было бы необходимым занимающее много времени и дорогостоящее шлифование после нанесения покрытия.
Поэтому в основу изобретения положена задача создания покрытого сверла, в частности, метчика, которые после нанесения покрытия могут использоваться по существу без трудоемкого чистового шлифования.
При этом следует четко отличать чистовое шлифование от относительно простой и благоприятной стадии щеточной очистки после нанесения покрытия, в которой, например, должны быть удалены образовавшиеся при нанесении покрытия заусенцы.
Соответственно изобретению задача решена с помощью способа согласно пункту 1 формулы изобретения. Согласно этому, на метчик с помощью HIPIMS-способа наносится слой твердого материала. При этом HIPIMS означает магнетронное распыление импульсами высокой мощности, и представляет собой способ распыления, в котором разряды с высокой плотностью тока обусловливают повышенную степень ионизации распыляемого материала. Согласно изобретению, в особенности предпочтительны такие слои, которые, по меньшей мере частично, были нанесены с использованием способа, раскрытого в патентном документе DE102011018363. В этом способе достигается очень высокая степень ионизации распыляемого материала. Соответствующие ионы благодаря приложенному к подложкам отрицательному напряжению смещения ускоряются по направлению к ним и создают очень высокую плотность. Поскольку в способе, описанном в патентном документе DE102011018363, при источнике напряжения, действующем в Master-Slave-конфигурации («главный-подчиненный»), это обеспечивает очень стабильный режим процесса нанесения покрытия, возникающие в результате слои получаются соответственно плотными, имеющими очень хорошее сцепление, однородными и с незначительной шероховатостью поверхности.
Особенно хорошие результаты достигаются, когда в качестве HIPIMS-слоя были осаждены слои из нитридов, и/или карбидов, и/или оксидов по меньшей мере одного, предпочтительно двух металлов из группы, состоящей из хрома, титана, алюминия и вольфрама. При этом даже можно было отказаться от адгезионного слоя, размещаемого между корпусом сверла и HIPIMS-слоем. Скорее всего, это является следствием того, что ионы сталкиваются с корпусом сверла с высокой скоростью. При этом осаждение нитрида, карбида или оксида может быть выполнено поочередно или одновременно. В частности, увеличение сроков службы сверл, покрытых HIPIMS-слоем из AlCrN является внушительным.
Согласно дополнительному варианту осуществления настоящего изобретения, на HIPIMS-слое может быть предусмотрен еще один слой из аморфного углерода или DLC (алмазоподобного углерода), который, в частности, может быть выполнен содержащим металл. Слой из аморфного углерода или DLC (далее называемый углеродсодержащим слоем) благодаря своим хорошим антифрикционным свойствам обеспечивает преимущество в снижении трения на поверхностях, которые не соответствуют режущим кромкам, что ведет к уменьшению износа и тем самым к дополнительному увеличению сроков службы метчиков. Благодаря незначительной поверхностной шероховатости HIPIMS-слоя вышележащий углеродсодержащий слой также имеет поверхность с малой шероховатостью, в частности, когда особое значение придается тому, что толщина покрытия из углеродсодержащего слоя не превышает 5 мкм. Вся система слоев в целом предпочтительно имеет толщину от 0,1 мкм до 10 мкм.
Раскрыт способ нанесения покрытия на сверло, предпочтительно на метчик, с корпусом сверла, на который с помощью HIPIMS-технологии нанесен HIPIMS-слой, предпочтительно непосредственно на корпус сверла.
Покрытие наносится с общей толщиной предпочтительно от 0,1 мкм до 10 мкм.
В качестве HIPIMS-слоя предпочтительно осаждается по меньшей мере один слой по меньшей мере из одного нитрида, и/или карбида, и/или оксида по меньшей мере одного, однако предпочтительно двух металлов из группы, состоящей из хрома, титана, алюминия и вольфрама.
Способ предпочтительно включает по меньшей мере одну стадию нанесения покрытия, в которой на HIPIMS-слой наносится DLC-слой, предпочтительно металлсодержащий DLC-слой.
Металлический элемент, который используется для металлсодержащего DLC-слоя в качестве покрытия, предпочтительно совпадает с металлическим элементом в HIPIMS-слое. Содержание металла в DLC-слое постепенно сокращается к поверхности.
Вышеупомянутое классическое магнетронное распыление, как также в рамках настоящего описания, часто называется традиционным процессом распыления или традиционным распылением, причем все эти термины имеют одинаковое значение. Из английского наименования также следует сокращение MS (магнетронное распыление), которое также имеет такое же значение, как классическое магнетронное распыление, и используется в настоящем описании.
Подобным образом, вышеупомянутые «внедряющиеся в слои так называемые брызги», которые образуются при применении процессов электродугового испарения (процессов дугового испарения), как и в рамках настоящего описания, часто называются капельками или макрочастицами, которые являются весьма характерными для полученных дуговым напылением слоев.
В отношении термического вакуумного испарения в рамках настоящего описания подразумеваются процессы стимулируемого плазмой вакуумного испарения, в которых испарение покровного материала происходит с применением источника плазмы для подведения тепловой энергии в условиях вакуумирования. Для этого, например, в качестве источника плазмы может быть использована низковольтная дуга. Испаряемый покровный материал может быть размещен в тигле, который, например, может быть подключен как анод. Эти покрытия благодаря их низкой шероховатости и, как правило, хорошему качеству слоя хорошо зарекомендовали себя в плане покрытия метчиков. Правда, технологические параметры не всегда регулируются простым путем.
Выбор материала покрытия для улучшения технических характеристик метчиков не всегда является само собой разумеющимся. В дополнение, значительную роль также играет тип процесса нанесения покрытия, поскольку процесс нанесения покрытия непосредственно определяет структуру осаждаемого слоя и тем самым его свойства.
Метчики с TiCN-покрытием имеют, например, очень высокую твердость поверхности и в общем оказываются более износостойкими по сравнению с метчиками с покрытием из других материалов. Сообразно этому, особенно предотвращается образование заусенцев на кромках.
Напротив, при использовании TiN-покрытия сравнимая твердость поверхности не достигается, но TiN-покрытия, как правило, представляет собой хороший вариант для защиты сверл, с помощью которого, по сравнению с непокрытыми сверлами, могут быть достигнуты более длительные сроки службы и могут применяться более высокие скорости.
При сверлении неметаллических базовых материалов, для которых сверла с покрытиями на основе Ti оказываются непригодными, во многих случаях могут быть подходящими CrN-покрытия, осажденные методом PVD.
Покрытые инструменты для нарезания резьбы обеспечивают более длительные сроки службы и позволяют явственно повысить характеристики резания. Благодаря покрытию из твердого материала повышается износостойкость метчика. Предотвращается проявление прихватывания вследствие «холодной сварки» и образования наростов на режущей кромке. Благодаря резкому уменьшению трения и лучшим антифрикционным характеристикам снабженных покрытием инструментов снижаются усилия резания, уменьшается износ режущих поверхностей, и значительно улучшается качество поверхностей.
В отношении конкретных инструментов для нарезания резьбы, пример метчиков оказался показательным во многих опытах, что изготовленные с помощью стимулируемого плазмой вакуумного испарения слои (впредь называемые напыленными из пара слоями), как правило, ведут к более продолжительным срокам службы по сравнению с покрытиями, полученными с помощью классического магнетронного распыления или посредством электродугового испарения. В рамках настоящего изобретения на метчики были нанесены покрытия из полученных дуговым испарением слоев, имеющих различные составы и структуры слоев, и были испытаны их характеристики резания. Согласно результатам, почти все испытанные полученные дуговым испарением слои, по сравнению с хорошо зарекомендовавшими себя напыленными из пара слоями на основе TiN и TiCN, всегда уступали им при этом применении. Даже после проведения соответствующих дополнительных обработок для снижения поверхностной шероховатости полученных дуговым испарением слоев. Однако метчики с полученными дуговым испарением слоями на основе нитрида алюминия-хрома (после дополнительной обработки) показали едва ли не такие же хорошие технические характеристики, как метчики с напыленными из пара слоями на основе TiN и TiCN.
Тем не менее, для достижения эквивалентных свойств, прежде всего в отношении плотности и твердости, как у образованных дуговым испарением слоев на основе AlCrN, но с лучшим качеством поверхности во избежание трудоемких дополнительных обработок, и чтобы соответственно этому также стремиться к обеспечению достоинств технологии стимулируемого плазмой вакуумного испарения, согласно настоящему изобретению для нанесения покрытий на метчики была использована HIPIMS-технология.
Согласно настоящему изобретению, может быть достигнута сравнимая или даже еще более высокая производительность резания по сравнению с инструментом со слоями, изготовленными с помощью стимулируемого плазмой вакуумного испарения, когда на сверло, например, на метчик, нанесено покрытие по меньшей мере из одного HIPIMS-слоя, который предпочтительно нанесен непосредственно на корпус сверла.
В частности, когда HIPIMS-слой включает нитрид и/или карбид, то предпочтительно, чтобы HIPIMS-слой содержал по меньшей мере один слой нитрида и/или слой карбида.
В частности, (Al,Cr)N-HIPIMS-слои с концентрацией алюминия относительно хрома в атомных процентах от около 70 до 30 оказались очень хорошо пригодными для достижения сравнимых результатов или даже лучших результатов (по меньшей мере для метчиков из определенных материалов заготовок) относительно до сих пор хорошо зарекомендовавших себя напыленных из пара (Ti,C)N-слоев. В дополнение, благодаря незначительной шероховатости HIPIMS-слоев по сравнению с образованным дуговым испарением слоями можно, как уже упоминалось выше, отказаться от необходимых в противном случае дорогостоящих дополнительных обработок, или же применять гораздо более благоприятные и менее трудоемкие дополнительные обработки.
Вышеупомянутые варианты слоев согласно настоящему изобретению, которые содержат DLC-слой или, предпочтительно, металлсодержащий DLC-слой, который нанесен на HIPIMS-слой, могут быть изготовлены с использованием вышеуказанной Master-Slave-конфигурации.
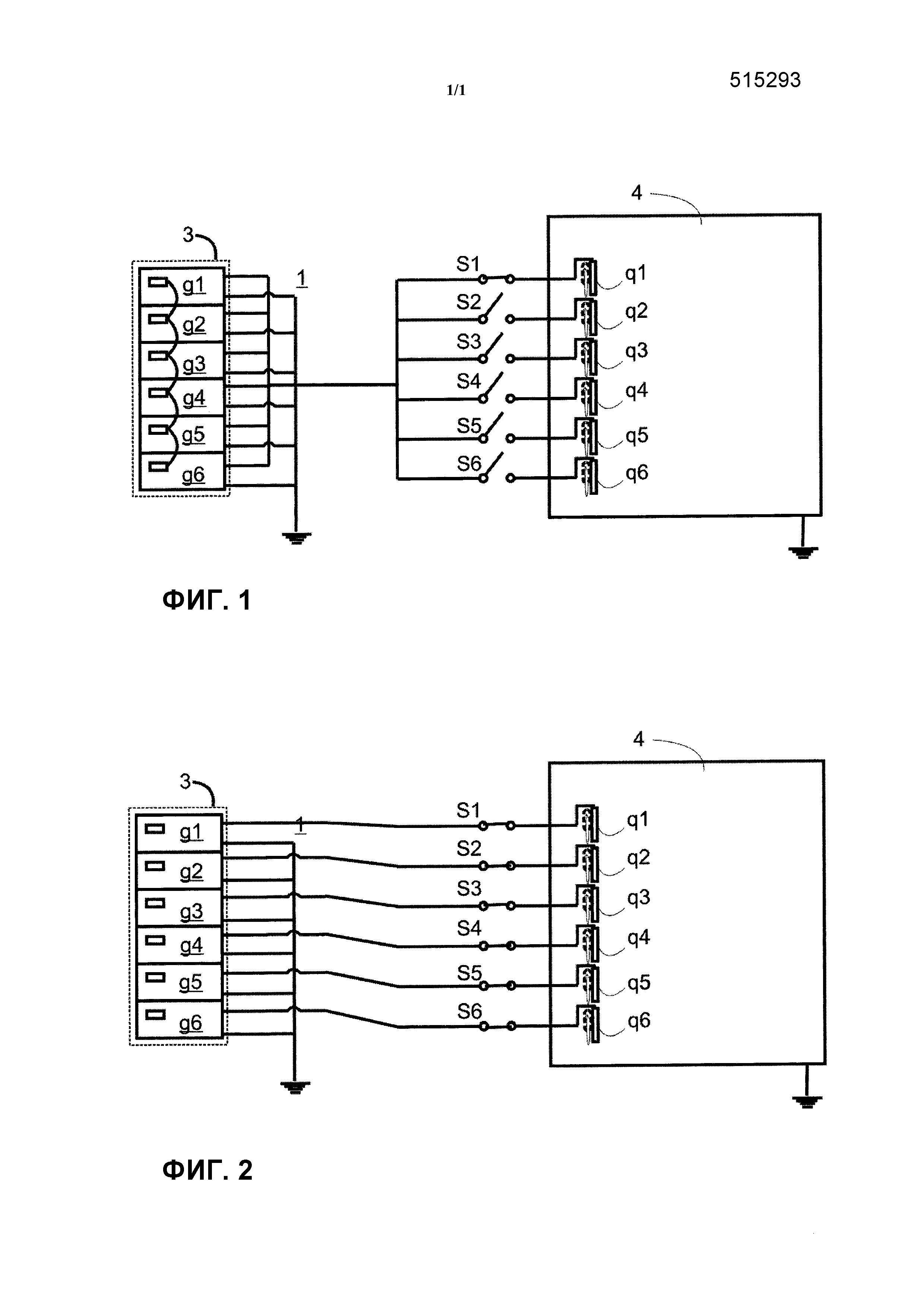
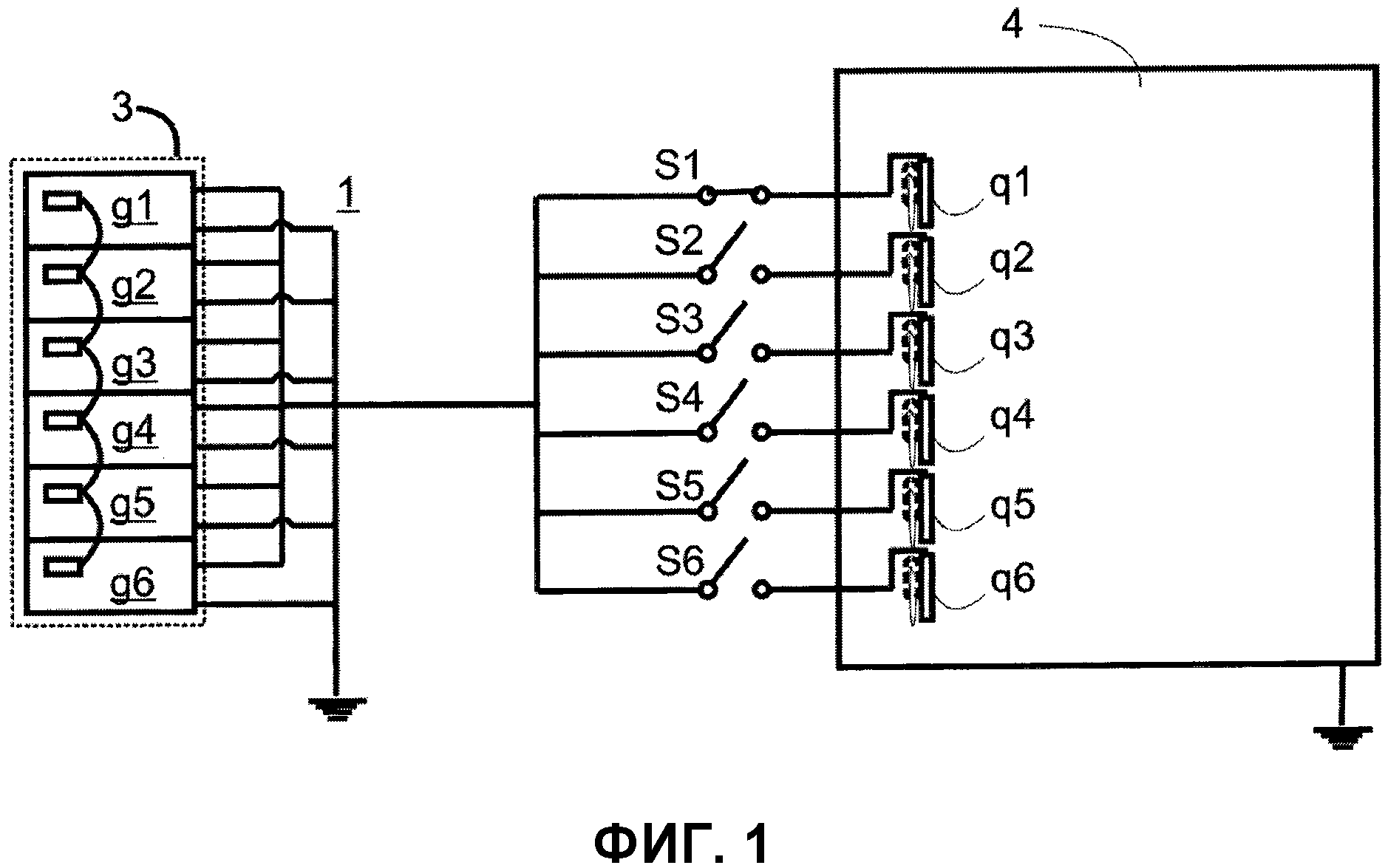
Master-Slave-конфигурация может быть лучше разъяснена посредством Фигур 1 и 2.
Фигура 1 показывает конфигурацию электрически изолированных мишеней q1, q2, q3, q4, q5 и q6, которые в каждом случае имеют подвижную магнитную систему, причем блок энергоснабжения состоит из многочисленных генераторов g1, g2, g3, g4, g5 и g6, которые соединены в Master-Slave-конфигурации.
Фигура 2 показывает конфигурацию электрически изолированных мишеней q1, q2, q3, q4, q5 и q6, которые в каждом случае имеют подвижную магнитную систему, причем блок энергоснабжения состоит из многочисленных генераторов g1, g2, g3, g4, g5 и g6, которые не соединены в Master-Slave-конфигурации.
Чтобы лучше понять преимущество Master-Slave-конфигурации для изготовления слоев этого типа, впоследствии, например, способ нанесения на метчики покрытия, состоящего из 5 слоев, будет описан следующим образом:
1) (Al,Cr)N, 2) CrN, 3) CrCN, 4) Cr-DLC и 5) DLC. Причем:
1) представляет собой функциональный слой из (Al,Cr)N, нанесенный с помощью HIPIMS-способа,
2) и 3) представляют собой промежуточный слой из CrN и промежуточный слой из CrCN, созданные либо с помощью HIPIMS-способа, либо с помощью традиционного напыления (впредь также обозначаемого как MS от английского наименования «магнетронное распыление»), или же частично с помощью HIPIMS-способа и частично MS-способа,
4) представляет собой антифрикционный DLC-слой, легированный хромом (Cr), нанесенный с помощью комбинации MS- и PACVD-способа (PACVD от английского наименования: плазмохимическое газофазное осаждение), или же с помощью комбинации HIPIMS- и PACVD-способа, или частично с помощью HIPIMS/PACVD-способа, и частично с помощью MS/PACVD-способа, и
5) представляет собой слой покрытия для ускорения приработки из DLC, осажденный с помощью PACVD-способа.
Четыре Al-мишени и две Cr-мишени размещены в камере для нанесения покрытий (вакуумной камере) электрически изолированными друг от друга, и во время процесса нанесения покрытия на них подается мощность от блока энергоснабжения, который имеет Master-Slave-конфигурацию. Но также могла бы быть использована Al/Cr-мишень с определенным составом, чтобы достигнуть желательного состава слоя. Такие слои могут быть изготовлены, например, пирометаллургическим путем или методом порошковой металлургии.
Под Master-Slave-конфигурацией следует понимать параллельное подключение выходов двух или более генераторов, причем регулируемая мощность выбирается на одном генераторе (главном), и другие генераторы так связаны системой электронного управления, что они следуют главному в его регулировках. Предпочтительно в Master-Slave-конфигурации между собой соединено столько генераторов, сколько имеется отдельных электрически изолированных мишеней (см. Фиг.1 и 2).
Сначала проводится очистка метчиков и/или, в зависимости от потребности, покрываемых поверхностей. Затем метчики размещаются в соответствующем держателе подложек для нанесения покрытия в вакуумной камере. После того, как в вакуумной камере создается вакуум, метчики подвергаются обработке в процессе нагревания и травления. Затем для осаждения HIPIMS-(Al,Cr)N-слоя камера для нанесения покрытия продувается газовой смесью из аргона и азота. Соответствующие величины расхода потока газа выбираются таким образом, чтобы отрегулировать желательное отношение концентраций аргона к азоту, а также желательное общее давление. Для достижения более высокой степени ионизации, как это характерно для HIPIMS-способа, обеспечиваемая совместным подключением повышенная мощность подается на отдельную мишень, но только до тех пор, пока допускает охлаждение каждой мишени (во избежание расплавления или выжигания мишени). Мишени по очереди подключаются и отключаются. Блок энергоснабжения в Master-Slave-конфигурации соответственно этому никогда не должен одновременно подавать полную мощность на все частичные мишени (см. Фиг.1). Этим путем для осаждения HIPIMS-способом могут быть использованы экономически целесообразные генераторы. Как только достигается желательная толщина слоя (Al,Cr)N-покрытия, осаждается промежуточный CrN-слой. Для этого Master-Slave-конфигурация отключается, и тем самым каждая мишень получает в распоряжение собственный генератор (см. Фиг.2). Тем самым достигается то, что можно просто и быстро переключаться с режима высокоионизированного распыления (HIPIMS) на режим традиционного распыления и обратно, когда это желательно (с помощью переключателей S1, S2, S3, S4, S5 и S6, как, например, показано в Фиг.1 и 2). Для осаждения промежуточного CrN-слоя с помощью традиционного распыления тогда подключаются только две Cr-мишени. В этом случае мощность может непрерывно подаваться на каждую Cr-мишень от каждого соответствующего генератора до достижения желательной толщины промежуточного CrN-слоя. Концентрацию азота в процессе, а также общее давление можно произвольно регулировать до и/или во время осаждения CrN-слоя, чтобы достигать желательных свойств слоя. Для осаждения CrCN в камеру для нанесения покрытий может быть подведен углеродсодержащий реакционный газ, наряду с корректированием величин расхода потока других технологических и реакционных газов. Здесь также концентрация технологических и реакционных газов, а также мощность на Cr-мишени могут быть любым образом скорректированы до и/или во время осаждения CrCN-слоя, чтобы достигать желательных свойств слоя. Концентрация азота и производительность распыления на Cr-мишени предпочтительно снижаются до того, как будут достигнуты надлежащие технологические условия для осаждения Cr-DLC-слоя, и на подложку для проведения PACVD-способа подводится соответствующее напряжение смещения. После того, как Cr-DLC-слой также достигает желательной толщины, осаждается DLC-слой. Для осаждения DLC-слоя покрытия для ускорения приработки, перед этим Cr-мишень либо внезапно, либо постепенно отключается до состояния, когда Cr уже больше не поступает в слой, и когда необходимо, корректируются концентрация технологических и реакционных газов, а также давление в камере и напряжение смещения на подложке, чтобы обеспечить желательные свойства слоя.
При осаждении каждого слоя предпочтительно подводится соответствующее напряжение смещения, которое также во время осаждения каждого слоя может быть произвольным образом скорректировано.
Покрытия и способы нанесения покрытий согласно настоящему изобретению могут обеспечивать преимущество, в частности, для повышения производительности резания микросверлами, так как слои с высокой твердостью, но в то же время с хорошими антифрикционными свойствами и, прежде всего, с очень незначительной шероховатостью пользуются спросом преимущественно для покрытия микросверл, чтобы избежать сколов на режущих кромках. Кроме того, в случае микросверл проведение дополнительных обработок для снижения шероховатости слоя вследствие очень маленьких размеров является особенно трудоемким, дорогостоящим и деликатным, поэтому еще преимуществом согласно настоящему изобретению была бы возможность применения покрытия, которое может обеспечивать сравнимую производительность резания, как образованный дуговым испарением слой, но с незначительной шероховатостью MS-слоя. Кроме того, HIPIMS-слои согласно настоящему изобретению, по сравнению с образованными дуговым испарением слоями, гораздо более пригодны для нанесения покрытий на микросверла, поскольку скорость осаждения этих HIPIMS-слоев может быть отрегулирована настолько малой, что могут быть достигнуты очень тонкие слои с как угодно малой толщиной и более высокой точностью (например, толщины слоев в нанометровом диапазоне), которые являются весьма предпочтительными для очень малых размеров микросверл.
Дополнительным особенным преимуществом применения Master-Slave-HIPIMS-технологии является возможность произвольным образом и простым путем регулировать продолжительность импульсов и мощность импульсов во время процесса нанесения покрытия, что обеспечивает возможность осаждения HIPIMS-слоев с особенно повышенным качеством и, в зависимости от применения, любым образом регулируемыми свойствами слоя, соответственно с регулируемой структурой слоя и/или морфологией слоя.
Искровое испарение углерода
Способ обеспечения последовательных импульсов мощности
Высокопроизводительный источник для процесса распыления
Нанослойное покрытие для высококачественных инструментов
Антибактериальное медицинское изделие и способ его изготовления
Инструмент для горячей формовки или штамповки металлических листов с покрытием из cr-si-n
Установка и способ для вакуумной обработки изделий
Способ удаления слоев для твердых углеродных слоев
Декоративная деталь автомобиля
Источник плазмы
Искровое испарение углерода
Способ обеспечения последовательных импульсов мощности
Высокопроизводительный источник для процесса распыления
Нанослойное покрытие для высококачественных инструментов
Антибактериальное медицинское изделие и способ его изготовления
Инструмент для горячей формовки или штамповки металлических листов с покрытием из cr-si-n
Установка и способ для вакуумной обработки изделий
Способ удаления слоев для твердых углеродных слоев
Декоративная деталь автомобиля
Источник плазмы

