Результат интеллектуальной деятельности: Устройство для охлаждения электрода-колпачка контактной точечной сварки (КТС)
Вид РИД
Изобретение
Устройство для охлаждения электрода-колпачка контактной точечной сварки (КТС).
Изобретение относится к сварочному производству и пригодно в держателях с электродами, применяемыми для сварки между собой листовых заготовок, деталей и т.д.
Известно устройство для охлаждения электрода КТС, имеющего полый и конический снаружи хвостовик, размещенный в передней в передней внутренней конической полости держателя, где с зазором установлена трубка, соединенная задним концом с малой полостью колпака, куда открыто его поперечное окно под хладагент, а второе окно - в большую полость, выполненную с его переднего торца, в которой с зазором размещена задней частью трубка; при этом сам колпак присоединен к задней части держателя или может отсутствовать, и задняя часть трубки соединена с задней частью полости держателя, а передняя часть трубки размещена с зазорами в полости хвостовика (см. патент RU 2420378 С2 от 10.06.2011).
Его недостатки: значительная длина электрода из-за хвостовика и неэффективность внутреннего охлаждения вследствие малого диаметра полости, ограниченного размерами хвостовика.
Известно устройство для охлаждения электрода-колпачка КТС, содержащее держатель с осевой полостью, этот электрод с цилиндрическо-конической полостью, размещенной поверхностью последней на конической поверхности передней части держателя с образованием соединенных между собой осевого зазор между дном полости электрода и передним торцом держателя и кольцевого зазора между боковой поверхностью его передней части и цилиндрической поверхностью полости электрода, открытого через поперечные окна держателя в боковой зазор между поверхностью его полости и расположенной в ней трубкой под хладагент с этим загерметизированным зазором и открытым торцом ее в вышеуказанный осевой зазор (см. заявку 2014121175/02).
Его недостатки: сложность герметизации имеющегося бокового зазора; удлиненная коническая поверхность передней части держателя из-за ее поперечных окон и образования ею кольцевого зазора с поверхностью полости электрода; недостаточная прочность этой части держателя, контактирующей с конической поверхностью полости электрода, чем нарушается герметичность их соединения и ненадежность его. Задачей предлагаемого решения является устранение этих недостатков.
Технический результат: повышение прочности передней части держателя; надежность и стойкость соединения последнего с электродом с уменьшением длины и массы держателя; отказ от уплотнительного элемента в передней части устройства с гарантией герметичности соединения трубка-держатель в его передней части.
Поставленная задача решается тем, что в устройстве для охлаждения электрода-колпачка контактной точечной сварки (КТС), содержащем держатель с осевой полостью и передней конической наружной поверхностью, электрод-колпачок с коническо-цилиндрической полостью, размещенной конической поверхностью ее на последней держателя с образованием между ними осевого зазора и кольцевого, соединенного поперечными окнами последнего с его полостью, в которой размещена под хладагент трубка с боковым зазором, загерметизированным у ее переднего торца, новым в предлагаемом является то, что осевой и кольцевой зазоры образованы торцевой и боковой поверхностями втулки, упертой задним торцом в торец держателя и соединенной своим хвостовиком с поверхностью его передней дополнительной полостью, причем поперечные окна втулки открыты в ее полость, переходящую в полость хвостовика, а передний торец трубки, размещенной с боковыми зазорами в этих полостях, соединен неразъемно с передним торцом втулки. Заменой передней части держателя с поперечными окнами и внутренней канавкой под уплотнительный элемент втулкой с поперечными окнами и присоединенным к ней полым хвостовиком, соединенным с поверхностью его полости, укорачивается держатель и его коническая поверхность с одновременной герметизацией зазора между ним и трубкой у его переднего торца; соединением переднего торца трубки с передним торцом втулки, упертой в передний торец держателя, герметизируется выше указанный зазор.
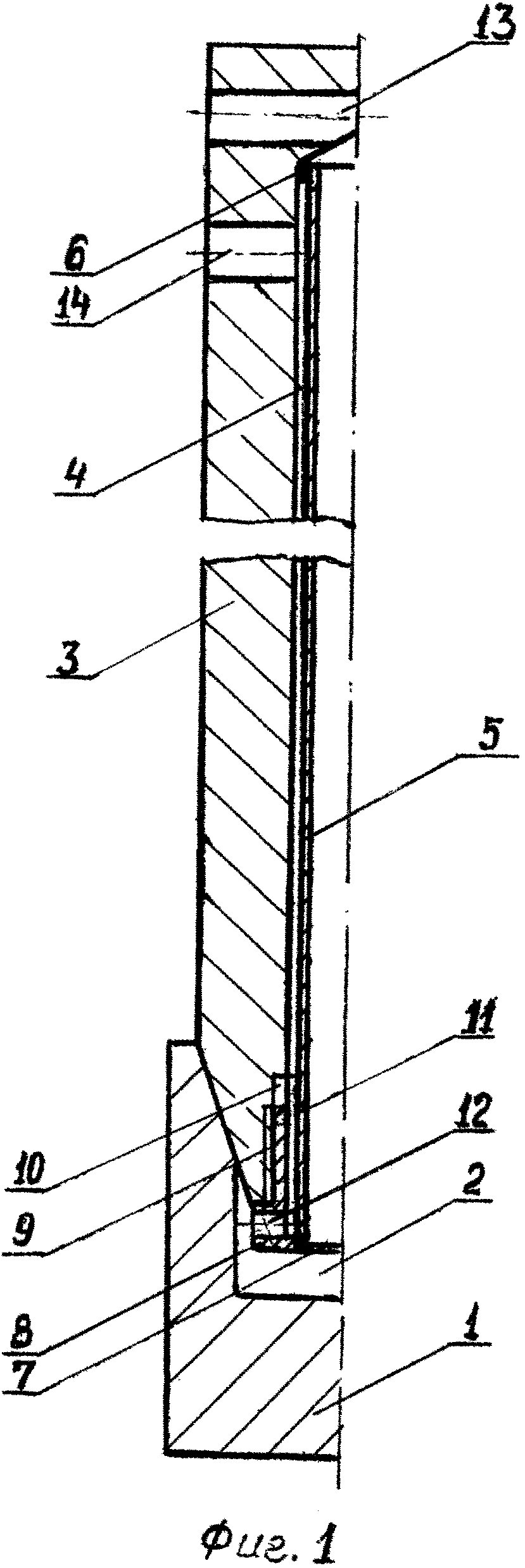
Размещением втулки с зазорами в полости электрода создаются их соответствующими поверхностями осевой и кольцевой зазоры, соединенные между собой, для охлаждения дна и боковой поверхности полости электрода. Упрочнением хвостовиком втулки, соединенным с поверхностью полости держателя, уменьшается радиальная деформация стенок его конической поверхности от усилия сварки со стороны электрода и гарантируется герметичность и надежность их соединения между собой. Сравнительный анализ предлагаемого с известными в настоящее время решениями свидетельствует, что оно ново, имеет существенные отличия, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ. Решение поясняется чертежом, где на фиг.1 представлено его продольное сечение.
Устройство содержит электрод 1 с задней коническо-цилиндрической полостью 2. Ее коническая поверхность расположена на конической поверхности передней части держателя 3 с осевой полостью 4, в которой с боковым зазором размещена трубка 5, загерметизированная уплотнительным элементом 6 на ее конце, упертым в дно его полости 4.
Передняя часть трубки 5 концом соединена неразъемно с передним торцом 7 втулки 8, упертой задним торцом в передний торец держателя 3 и отстоящей торцом 8 с осевым зазором от дна полости 2 электрода 1 и с кольцевым зазором от ее боковой поверхности.
Полый хвостовик 9 втулки соединен, например, резьбой с поверхностью полости 10, образованной с переднего торца держателя 3. Между поверхностями полости хвостовика 9 и втулки образован свой боковой зазор 11, открытый в боковой зазор полости 4 и трубки 5 и в поперечные окна 12 втулки 8.
В задней части держателя 3 выполнены поперечные окна 13 и 14 под хладагент, открытые соответственно в полость трубки 5 и в боковые зазоры между поверхностями полостей держателя 3, хвостовика 9, втулки 8 и трубки 5.
Электрод 1 охлаждается так: хладагент через окно 14 поступает в боковой зазор между поверхностями полости 4 держателя 3 и трубкой 5 и устремляется к его передней части по боковому зазору между трубкой и поверхностями полостей хвостовика 9 и втулки 8 к поперечным окнам 12 последней.
Из них хладагент поступает в кольцевой зазор между боковыми поверхностями полости 2 электрода 1 и втулки 8, омывая цилиндрический участок полости с охлаждением через его стенки наружную боковую поверхность электрода 1 и прилегающие к нему зоны.
Затем хладагент устремляется в осевой зазор между дном полости 2 и передним торцом втулки 8, охлаждая это дно и через его стенки передний торец электрода 1, нагреваемого теплом сварки, устремляющимся в осевом и радиальном направлениях к его заднему торцу.
Нагретый также и теплом дна полости 2 хладагент через передний торец трубки 5 устремляется в ее полость, из которой через поперечное окно 13 за пределы держателя 3.
Хладагент может циркулировать и по противоположной, но менее эффективной схеме.
Эффект охлаждения электрода 1 зависит от расхода и скорости циркуляции хладагента и с увеличением этих параметров он возрастает, увеличивая стойкость его.
Дно полости 2 должно охлаждаться максимально и обеспечивается величиной осевого зазора между ним и передним торцом втулки 8. Герметичность зоны отвода хладагента обеспечивается уплотнительным элементом 6, соединенным с концом трубки 5 и контактирующим с поверхностью полости 4 в ее задней части, чем повышается надежность держателя, а в передней части его она достигается соприкасающимися торцами его и втулки и резьбовым соединением стального хвостовика с поверхностью полости 10, чем повышается надежность всего устройства в целом.
Последним соединением также упрочняется передняя коническая часть держателя 3, чем уменьшаются радиальные деформации этой части его и, следовательно, обеспечивается герметичность конического соединения держатель-электрод.
Уменьшением длинны конической части держателя, размещенной в цилиндрической части полости электрода, укорачивается его длина и масса исходной заготовки, чем улучшаются показатели такого устройства. Таким образом, предлагаемым решением повышаются надежность и срок службы держателя и электрода-колпачка без уплотнительного элемента для герметизации бокового зазора у переднего торца трубки и держателя.
Устройство для контактной точечной сварки, содержащее держатель с конической боковой поверхностью в передней его части, имеющий в задней его части поперечные окна и выполненный с осевой полостью, в которой установлена с боковым зазором относительно его стенки трубка для подвода хладагента, и закрепленный на держателе электрод-колпачок с полостью, отличающееся тем, что полость электрода-колпачка выполнена с цилиндрической поверхностью и конической поверхностью, при этом коническая поверхность колпачка расположена на конической поверхности держателя, а устройство снабжено втулкой, установленной в полости, образованной в передней части держателя, которая имеет торцевую часть и хвостовик, соединенный с держателем резьбовым соединением, причем в торцевой части втулки выполнены поперечные окна, открытые в кольцевую полость, образованную боковой поверхностью втулки и цилиндрической поверхностью полости электрода-колпачка, переходящую в его осевую полость, при этом передний торец трубки для подвода хладагента неразъемно соединен с торцевой частью втулки, а боковой зазор упомянутой трубки загерметизирован у ее заднего торца.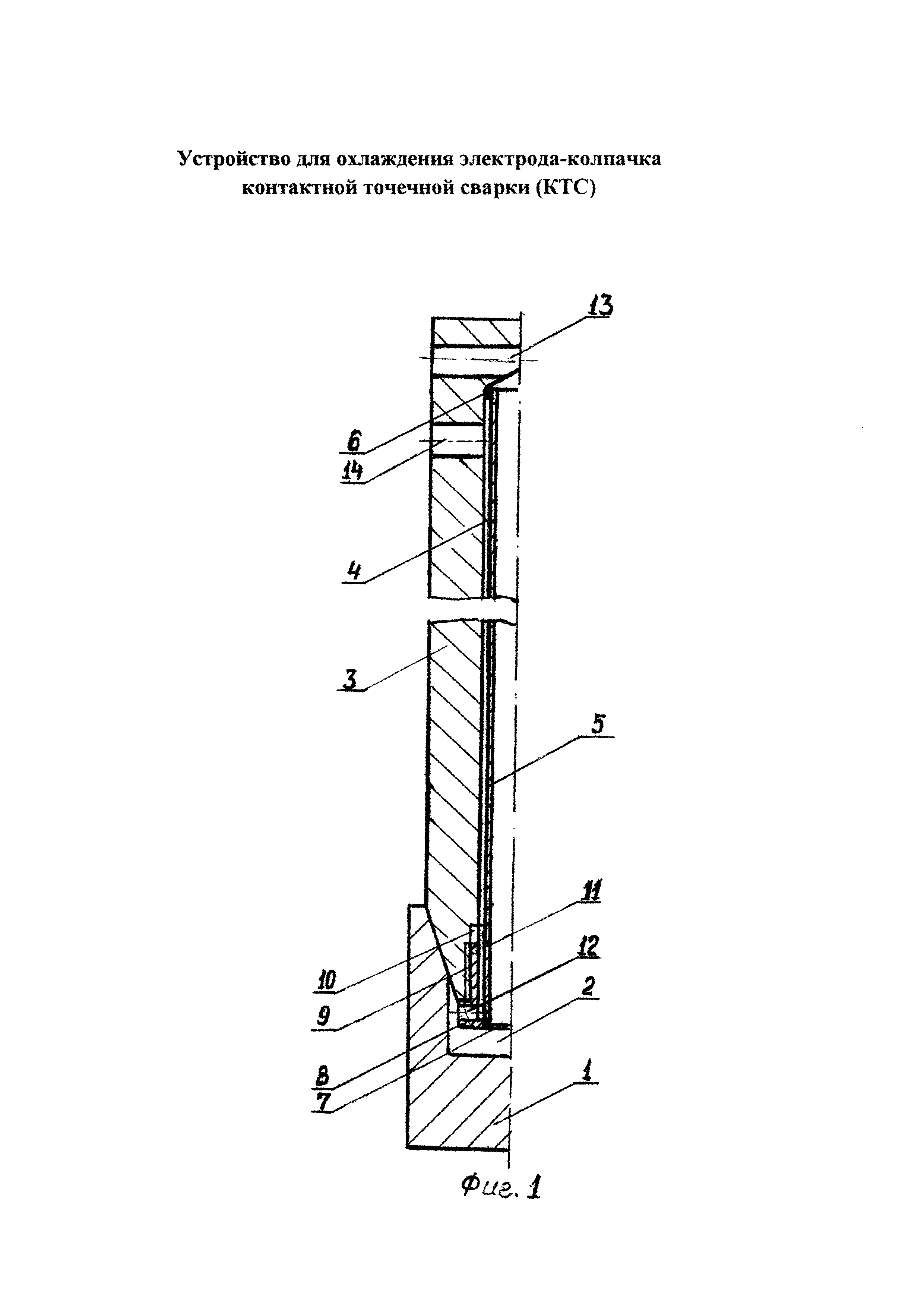
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)
Способ охлаждения электрода сварочных клещей контактной точечной сварки (ктс) и устройство его реализации

