Результат интеллектуальной деятельности: СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к строительной промышленности и может быть использовано при производстве бетонных и железобетонных изделий, а именно в процессе тепловой обработки отформованных бетонных и железобетонных изделий в камере обработки.
Известно, что отформованные бетонные и железобетонные изделия подвергаются тепловой обработке (ТО) с целью ускорения процесса застывания. При этом важно обеспечить заданные качественные характеристики бетона, в частности, его механическую прочность [см. Марьямов Н.Б. Тепловая обработка изделий на заводах сборного железобетона, Москва, 1970].
Из уровня техники известны различные способы проведения ТО.
Так, например, «Способ управления условиями тепловлажностной обработки бетонных и железобетонных изделий» по патенту РФ №2111191 заключается в следующем. Избыточным давлением камеры и количеством влагосодержания изделий управляют путем управления нагревом атмосферы камеры автономными источниками тепла и количеством воды в атмосфере камеры. Заданное качество ее распыла формируют включением и выключением подачи воды на распыливающие устройства. Также управляют величиной электрического потенциала, приложенного к металлическим частям платформ либо опалубок, от управляемого источника стабилизированного напряжения.
Недостатком этого способа является то, что характеристики бетонных изделий, в частности механические характеристики, не прогнозируются и не используются для управления процессом ТО.
Известен также способ управления процессом термообработки железобетонных изделий по патенту RU 2030994 (группа изобретений). Сущность этого изобретения заключается в том, что вычисляют среднее арифметическое значение прочности последних n изделий, вышедших из камеры, где n составляет 30-35% от общего числа изделий в камере, определяют его отклонение от задания. Затем рассчитывают по отклонению величину коррекции задания температуры паровоздушной среды в каждой зоне. Режим термообработки изменяют путем изменения температуры и влажности паровоздушной среды в каждой зоне камеры с учетом скорректированных заданий температур.
К недостаткам данного способа можно отнести следующее.
В процессе управления возникают большие транспортные запаздывания в контуре управления, связанные с тем, что оценка качества изделий проводится после того, как изделия вышли из процесса тепловой обработки, т.е. для уже готовых изделий, когда исправить качество не представляется возможным.
Наиболее близким аналогом заявляемого изобретения является способ тепловой обработки железобетонных изделий (ЖБИ) продуктами сгорания природного газа [СНиП 3.09.01-85], в соответствии с которым производят следующие технологические операции:
- предварительно выдерживают ЖБИ в формах в течение 2-3 часов при температуре 20-30°C;
- постепенно, со скоростью не выше заданной, поднимают температуру до температуры изотермической выдержки;
- проводят изотермическую выдержку при температуре 80-110°C в течение 6-12 часов;
- постепенно остужают изделия до температуры окружающей среды.
Фактически данный способ предполагает три стадии технологического режима с одинаковыми задачами стабилизации режимных параметров:
1) подъем температуры с постоянной скоростью;
2) изотермическая выдержка, при которой температура остается постоянной;
3) уменьшение температуры посредством естественного остывания.
Такой алгоритм технологического процесса не позволяет оптимизировать энергозатраты из-за того, что он не подразумевает изменения заданных значений режимных параметров, в т.ч. температуры, на каждой из этих стадий.
Таким образом, недостатком этого способа является жесткость алгоритма технологии упрочнения, которая приводит к невозможности оптимизации энергозатрат и, как следствие, к их повышенному уровню.
Целью изобретения является создание способа тепловой обработки бетонных и железобетонных изделий, обеспечивающего решение одной из двух оптимизационных задач:
- повышение качества бетонных и железобетонных изделий при сохранении энергозатрат, соответствующих существующей технологии;
- обеспечение заданных качественных характеристик бетонных и железобетонных изделий, в частности, механической прочности, при снижении энергозатрат на их производство.
Поставленная цель достигается тем, что в способе тепловой обработки железобетонных изделий, включающем предварительное выдерживание при температуре окружающей среды, подъем температуры до заданного значения, изотермический прогрев при этой температуре и охлаждение (остывание), на этапе изотермического прогрева значение температуры прогрева периодически изменяют по амплитуде и по длительности при условии поддержания заданного среднего изотермического значения. При этом амплитуду, период и заданное значение температуры определяют из предварительно проведенного физического эксперимента для производимого типа железобетонных изделий. Период колебаний Т и амплитуду колебаний А изменяют в зависимости от изотермической температуры tзад по формулам: А=а-b*tзад, Т=с+d*tзад, где коэффициенты а, b, с, d и температуру tзад определяют для конкретного вида изделия и технологического режима по результатам физического эксперимента. Изменяют температуру посредством изменения подачи тепла от автономного источника, например, газового воздухонагревателя.
Техническая целесообразность предлагаемого метода заключается в отсутствии необходимости изменения технологии тепловой обработки для достижения положительного эффекта, а экономическая - в существенной экономии энергозатрат при отсутствии дополнительных капитальных вложений для реализации способа.
Технический результат предлагаемого изобретения:
- сокращение энергозатрат, необходимых для обеспечения заданного качества бетонных и железобетонных изделий;
- возможность повышения качества изделий без существенных изменений аппаратного состава и технологии тепловой обработки.
Заявленный технический результат обеспечивается следующим образом.
Сокращение энергозатрат для обеспечения требуемого значения прочности бетона достигается за счет того, что изотермическую стадию процесса тепловой обработки проводят при более низкой, чем предусмотрено в способе-прототипе (СНиП 3.09.01-85 - 80-110°C), средней температуре (60-80°C), за счет того, что значение температуры периодически изменяют по амплитуде и по длительности относительно среднего значения; это значение может достигать максимального значения 110°C.
Повышение качества изделий обеспечивается тем, что при условии поддержания заданного по СНиП 3.09.01-85 среднего изотермического значения температуры прогрева и ее периодического изменения по амплитуде и по длительности относительно среднего значения в соответствии с предложенным способом, прочность изделия получается выше, чем при отсутствии периодических изменений температуры.
Заявляемый способ имеет следующие особенности.
Периодическое изменение температуры относительно среднего постоянного значения на изотермической стадии тепловой обработки действует на изделия как инструмент «закаливания», обеспечивая более высокую прочность ЖБИ для определенной температуры изотермической стадии по сравнению со способом-прототипом.
Таким образом, периодическое управляемое изменение температуры на стадии изотермической выдержки (при условии сохранения заданного среднего значения) по предлагаемому способу позволяет повысить прочность ЖБИ или для обеспечения требуемой прочности проводить процесс при меньшем среднем значении температуры изотермической стадии.
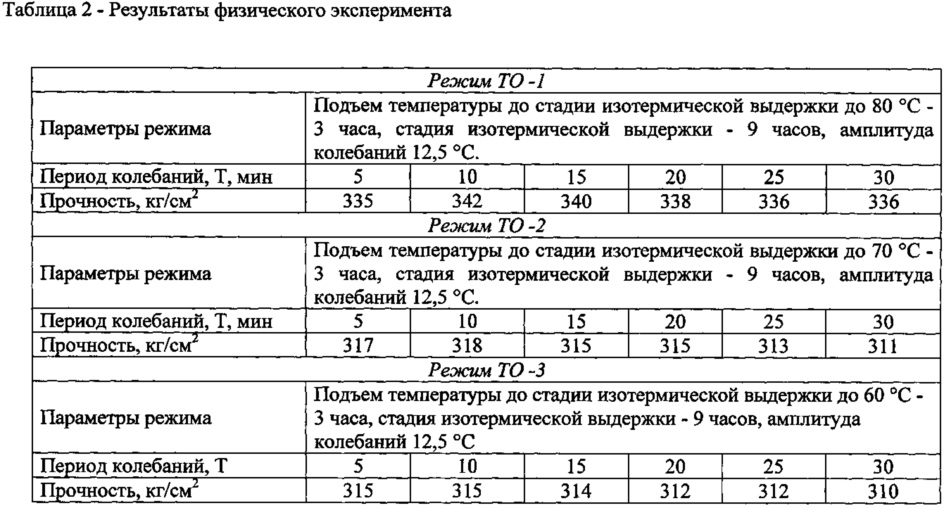
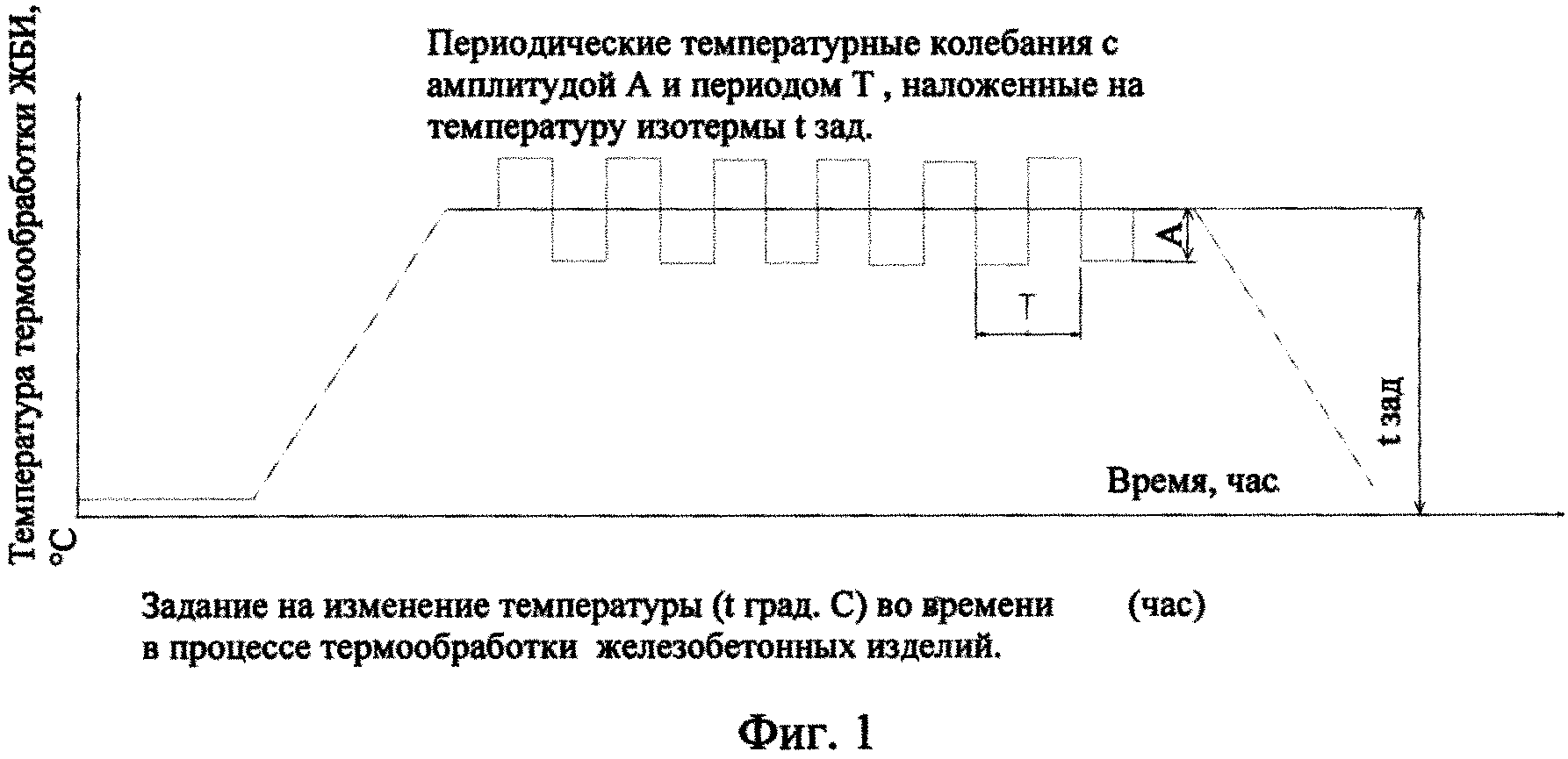
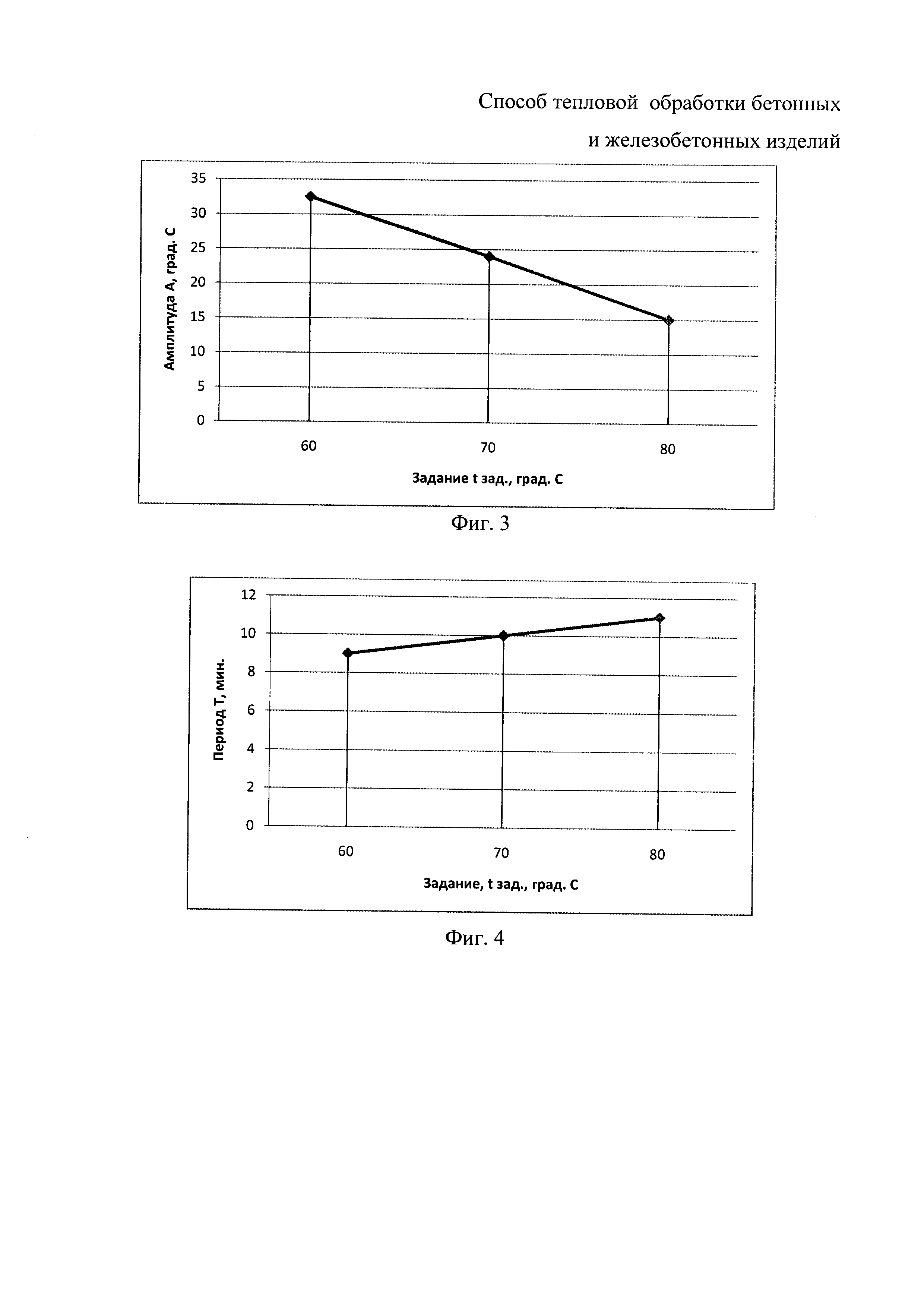
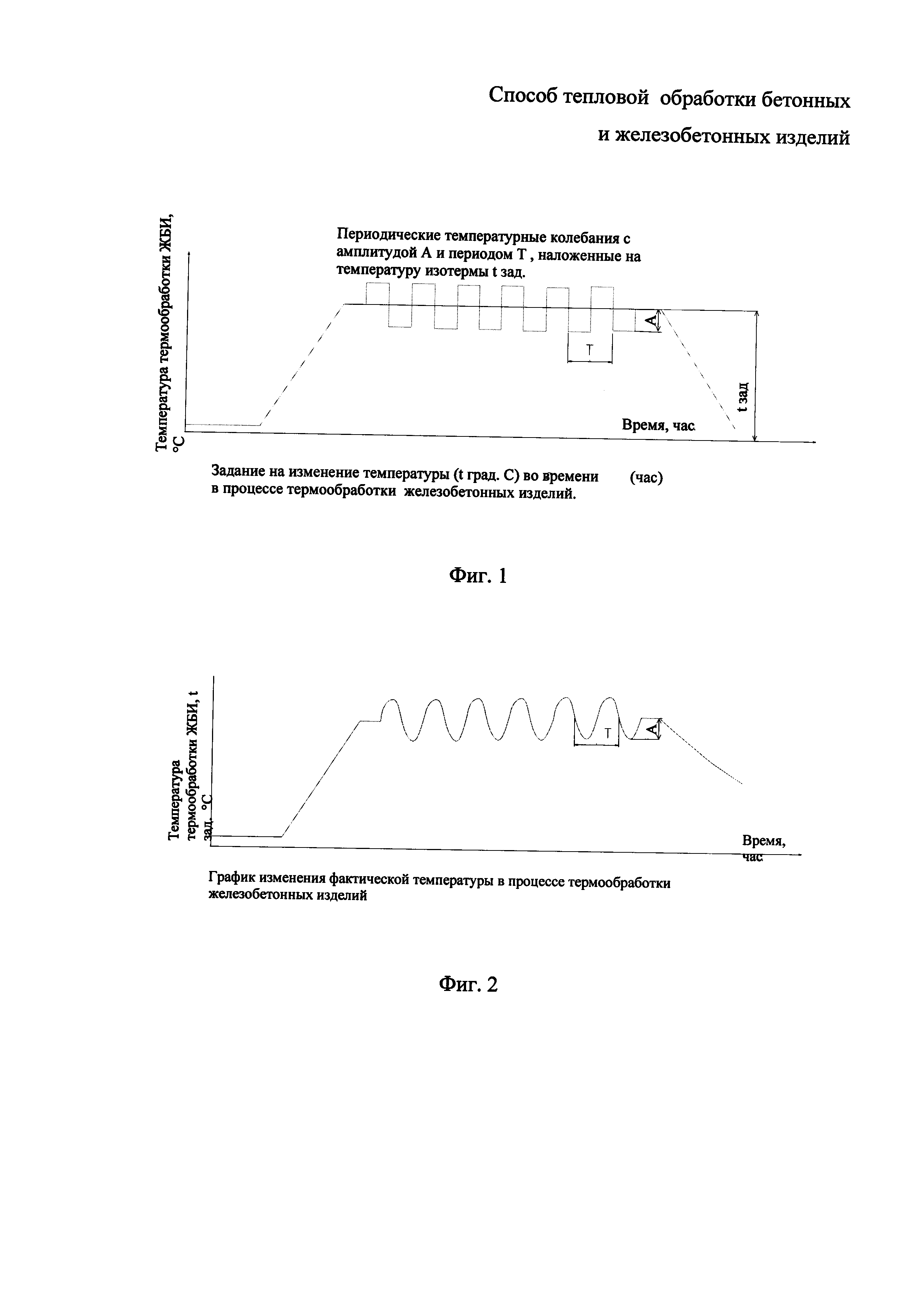
На фиг. 1 показан график задания периодических колебаний на стадии изотермической выдержки, на фиг. 2 - реакция фактической температуры в пропарочной камере, на фиг. 3 показана зависимость амплитуды колебаний А от изотермической температуры tзад для максимальной прочности изделий (период колебаний - 10 мин), на фиг. 4 показана зависимость периода колебаний Т от tзад, при которых обеспечивается максимальная прочность изделий (амплитуда колебаний А=12,5°C).
Сущность данного изобретения поясняется следующими графиками на фиг. 1, 2.
Периодические колебания формируют программным генератором прямоугольных колебаний с настраиваемыми параметрами амплитуды А и периода Т. Эти настройки определяются, исходя из максимальной температуры, задаваемой СНиП (110°C), и минимальной температуры, определяемой температурой окружающего воздуха. При периоде колебаний больше нескольких минут фактическая и заданная амплитуды колебаний практически одинаковые. Например, при температуре окружающего воздуха 25°C и среднем значении изотермической температуры 60°C максимальная амплитуда составит не более 25-30°C. Период колебаний Т составляет от 5 до 30 мин в зависимости от вида изделия.
Способ осуществляют следующим образом.
Вначале в промышленных условиях на стационарных пропарочных камерах проводят тепловую обработку изделий по технологии, прописанной в СНиП3.09.01-85, при температурах изотермической выдержки соответственно 80, 70 и 60°C (это наиболее характерные средние температуры, применяемые при производстве ЖБИ). После каждого опыта определяют прочность изделий.
В последующих опытах на стадии изотермической выдержки на изотерму, соответствующую средней температуре, накладывают периодически изменяющиеся колебания температуры с шагом 5°C, при постоянном значении периода колебаний, равном 10 мин. Амплитуду изменяют до максимальных значений температуры изделий, не превышающих 105-110°C.
После изучения влияния на процесс твердения свай амплитуды проводят опыты по влиянию на процесс периода колебаний с шагом изменения 5 мин. После каждого опыта определяют прочность изделий.
Рассмотрим осуществление способа на примере изготовления железобетонных свай.
Вначале проводят физический эксперимент с целью получения параметров модели, связывающей прочность свай с амплитудой и длительностью периода изменения температуры относительно среднего значения на изотермической стадии прогрева.
Для этого железобетонное изделие, подлежащее тепловой обработке, помещают в пропарочную камеру и подвергают температурному воздействию путем ее постепенного в течение 3 часов подъема до 80 (70, 60)°C, выдерживают в течение 9 часов при этой температуре и затем охлаждают в режиме «термос» с заданной скоростью охлаждения в течение 4 часов. После этого определяют прочность изделий.
Результаты эксперимента приведены в таблицах 1 и 2. После каждого опыта определяют прочность изделий.
На основе данных таблиц 1 и 2 рассчитаны коэффициенты формул для вычисления амплитуды А и периода колебаний t:
А=а-b*tзад=97,5-1,06*tзад; а=97,5; b=1,06;
Т=с-d*tзад=3+0,1*tзад; с=3; d=0,1.
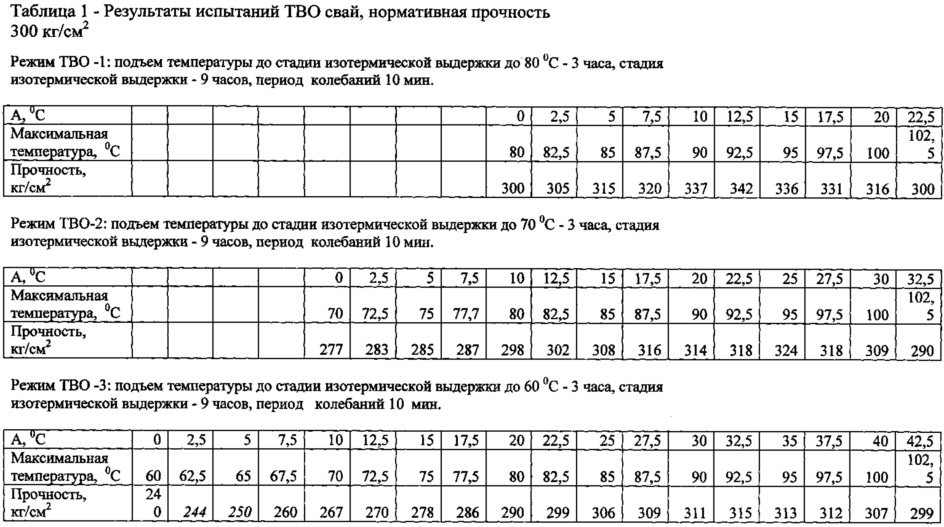
Из данных, приведенных в таблицах 1, 2, видно, что характер изменения прочности готовых железобетонных изделий носит экстремальный характер.
Как видно, тепловая обработка при средних температурах изотермы 60-80°C и колебаниях температуры возле среднего значения дает те же значения прочности, что и обработка при температурах изотермы 80-110°C без колебаний температуры.
Прослеживается очевидный результат упрочнения изделий от наложения периодических колебаний температуры на среднюю изотерму процесса прогрева железобетонных изделий.
Таким образом, в отличие от прототипа, способ реализует следующие улучшенные характеристики в двух вариантах задач управления:
- когда среднее значение температуры изотермической стадии, необходимое для достижения заданной прочности, примерно на 5-10°C ниже соответствующей прототипу; за счет этого энергозатраты снижаются в среднем на 10-14%;
- когда при сохранении существующего уровня затрат прочность ЖБИ возрастает на 4-14%. Как видно из таблицы, прочность на режиме ТО-1 при отсутствии колебаний составляет 300 ед., а при повышении амплитуды до 12,5°C возрастает до 342 ед. и далее плавно подает. То же проявляется и в других режимах.
Экономический эффект от внедрения данного метода определяется снижением расхода теплоносителя. Так, при использовании природного газа в технологии термообработки железобетонных изделий продуктами сгорания природного газа снижение расхода составило примерно 1 м3 газа на 1 м3 железобетонных изделий.
Система регулирования уплотнения центробежных компрессоров
Фталатный пластификатор поливинилхлорида
Проливной динамический стенд
Пластификатор поливинилхлорида
Турель бурового судна
Способ определения натяга в одновинтовом насосе
Оценка смачиваемости поверхности порового пространства горных пород на основе диффузионно-адсорбционной активности
Установка для испытания штанговых насосов
Способ получения 2-[(аллилокси)метил]-6-метил-1,4-диоксана
Узел сбора конденсата системы очистки технологического газа компрессорной станции
Антисептик нефтяной на основе универсина для пропитки древесины
Устройство для обеспечения проектного положения подземного трубопровода при прокладке в условиях многолетнемёрзлых грунтов
Гербицидное средство
Способ разработки залежи высоковязкой нефти
Глубинный штанговый насос

