СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКИ КОМБИНИРОВАННЫХ ПАНЕЛЕЙ
Вид РИД
Изобретение
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к области изготовления и применения изделий для строительства и касается способа производства и установки комбинированных изоляционных панелей.
ТЕХНИЧЕСКИЕ ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известен способ [1] изготовления твердой полиуретановой комбинированной изоляционной панели с комбинированным покрытием и способ осуществления этого покрытия.
Изобретение представляет собой процесс, в котором лист полимерного цементного материала и толстую комбинированную пластину изготавливают заранее.
Процесс начинается, когда полиизоцианурат и предварительно перемешанный полиэфирполиол вспенивают (в устройстве для полиуретановой пены) в материал для твердого листа полиуретановой пены.
В то же самое время материал для цементного полимерного листа и толстую комбинированную пластину соответственно приклеивают к обеим поверхностям листового материала твердой полиуретановой пены, чтобы получить комбинированную изоляционную твердую панель из полиуретановой пены с комбинированным прикрытием для пластины.
После подготовки межповерхностный агент распыляют первоначально на стену, затем на поверхность листового материала, включающего полимерный цементный листовой материал, фиксируют к стене адгезивным строительным раствором и выполняют соединение между двумя листами водостойким клеем.
Наконец, межповерхностный агент распыляют по толстой комбинированной панели, изготовленной из листового материала, и затем осуществляют сооружение декоративной поверхности.
Недостаток этого решения состоит в том, что оно не обеспечивает размеры панелей в соответствии с размерами поверхности, которая будет выровнена, что делает изделия неэкономными.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Цель изобретения состоит в том, чтобы преодолеть эти недостатки и создать легко приспосабливаемый и простой способ изготовления на месте установки панелей.
Эта цель достигается способом производства и установки комбинированных панелей, в котором лист получают отделочным покрытием, а смесь изоцианата и полиола с присадочными материалами вспенивают в лист твердой полиуретановой пены.
В то же самое время лист из отделочного покрытия приклеивают к листу твердой полиуретановой пены.
Этот способ основан на определении множества оптимальных размеров ширины и длины. Точно так же отрезают стекловолоконную ткань.
Панель изготавливают в формовочном картридже, который собирают из двух Г-образных элементов, устанавливаемых в прямоугольную раму, чтобы сформировать картридж данной длины и ширины.
Два Г-образных элемента собирают друг напротив друга, а их сваренные углы противоположны, и их присоединяют друг к другу и к ортогональной раме посредством стопорных штифтов.
Перемещение одного из двух Г-образных компонентов относительно другого обеспечивает изменение размера панели по длине и ширине.
Два Г-образных элемента с одной стороны и прямоугольная рама с другой стороны отделены друг от друга плоскостью между ними. Это позволяет во время формирования получить панель с плоскостью и зубцом на двух соседних сторонах.
Затем к одной из сторон формовочного картриджа прикрепляют разрезанную стекловолоконную ткань.
Формовочный картридж таким образом размещают в прессе.
Нагревательные плиты пресса покрывают прокладкой.
Формовочный картридж размещают между двумя пластинами пресса, и его закрывают путем сжатия нагревательных пластин и формовочного картриджа между ними.
Затем полиуретановую пену или полиизоцианурат заливают через отверстие в картридже.
После заполнения формы осуществляют склеивание стекловолоконной ткани с полиуретановой пеной или полиизоциануратом.
После отверждения полиуретановой пены или полиизоцианурата пресс открывают и завершенную и готовую к установке комбинированную панель вынимают.
Комбинированную панель монтируют к стене, при этом на заднюю часть панели накладывают полоски из адгезива однокомпонентной полиуретановой пены.
Стену покрывают таким же образом адгезивом из однокомпонентной полиуретановой пены.
Затем его накладывают в четырех точках фиксатора панели - системы двухкомпонентной полиуретановой пены.
Панель прижимают к стене, и она приклеивается.
На конец панели вдоль стороны, которая ориентирована в направлении смежной панели, которая должна быть установлена, наносят адгезив.
Сборку панели к стене осуществляют после того, как на обратную сторону панели шприцем под высоким или низким давлением наносят систему клея из полосок полиуретановой пены. Затем панель прижимают к стене для приклеивания.
Затем однокомпонентный адгезив полиуретановой пены наносят на край панели для следующей, которая должна быть установлена, а после этого накладывают обои, используя полимерный адгезив.
Наконец, обои окрашивают.
Комбинированная панель получена после того, как на одну сторону собранного формовочного картриджа нанесено полимерное декоративное покрытие.
Формовочный картридж размещается в прессе таким образом.
Затем завершенная панель монтируется к стене, и в этом случае другой слой окончательной отделки не применяется.
Создание панелей осуществляется и на фабрике, и на месте установки на стене.
Таким образом изготовленные панели разработаны для наружного и внутреннего настенного монтажа.
После изготовления панелей выполняют прикрепление разрезанной стекловолоконной ткани или декоративного полимерного покрытия так, чтобы после формирования за пределами панели с двух соседних сторон оставалось не более чем 4 см ткани, что позволяет закрыть зазор между панелями при их установке.
Преимущества изобретения состоят в отсутствии процессов увлажнения для изготовления и установки, в ходе осуществления которых отсутствует высыхание или парообразование.
Способ уменьшает время осуществления.
Процессы и материалы мало подвержены или неподвержены влиянию условий окружающей среды.
Во время установки фасад не надо перфорировать, что не нарушает его целостность и прочность конструкции.
Изоляционная система имеет чрезвычайно легкий вес, таким образом конструкция здания нагружается незначительно.
Обеспечиваются термо-, водонепроницаемость и звукоизоляция, а также высокая огнестойкость стены.
Способ является простым при выполнении и недорогим при осуществлении.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
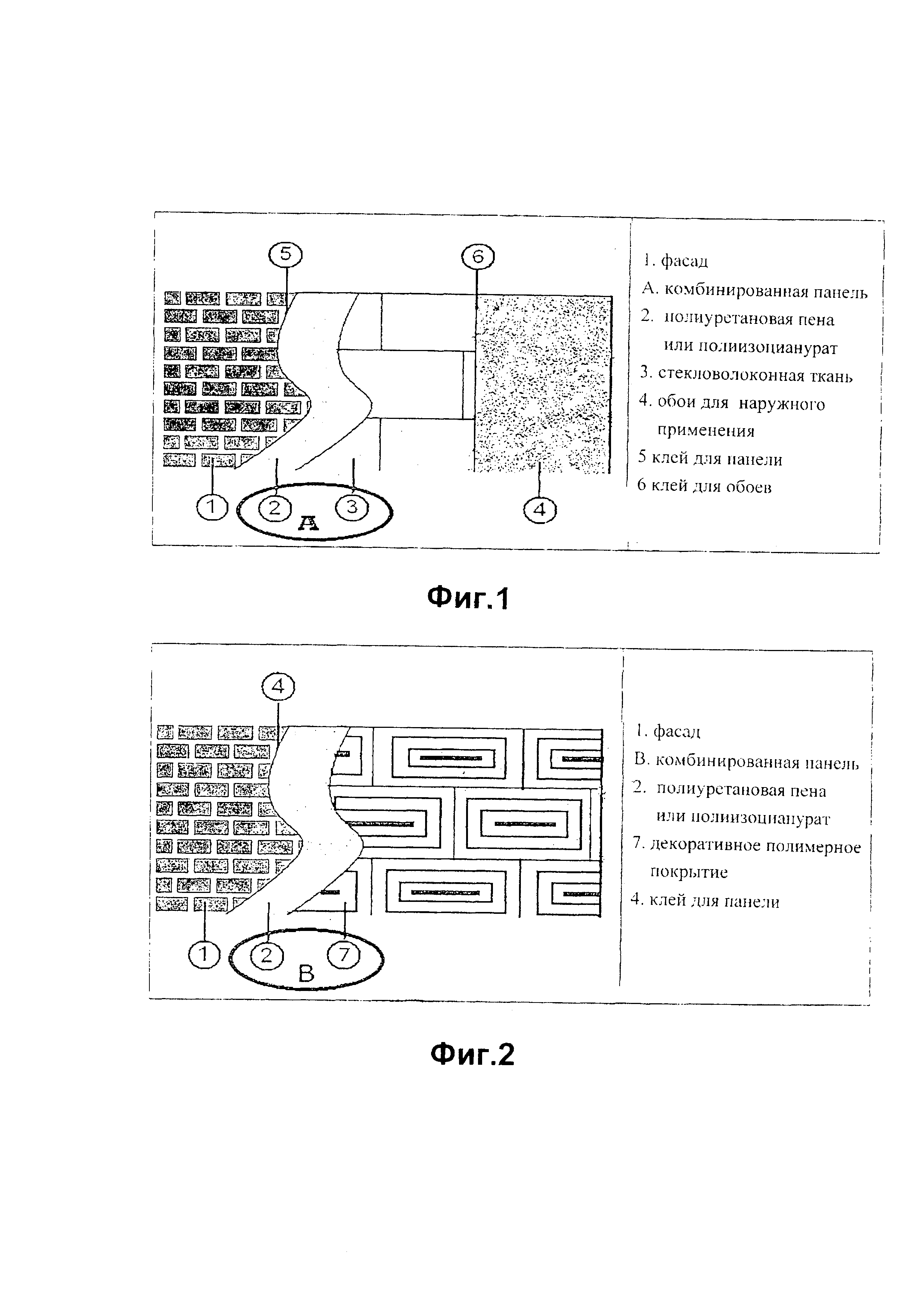
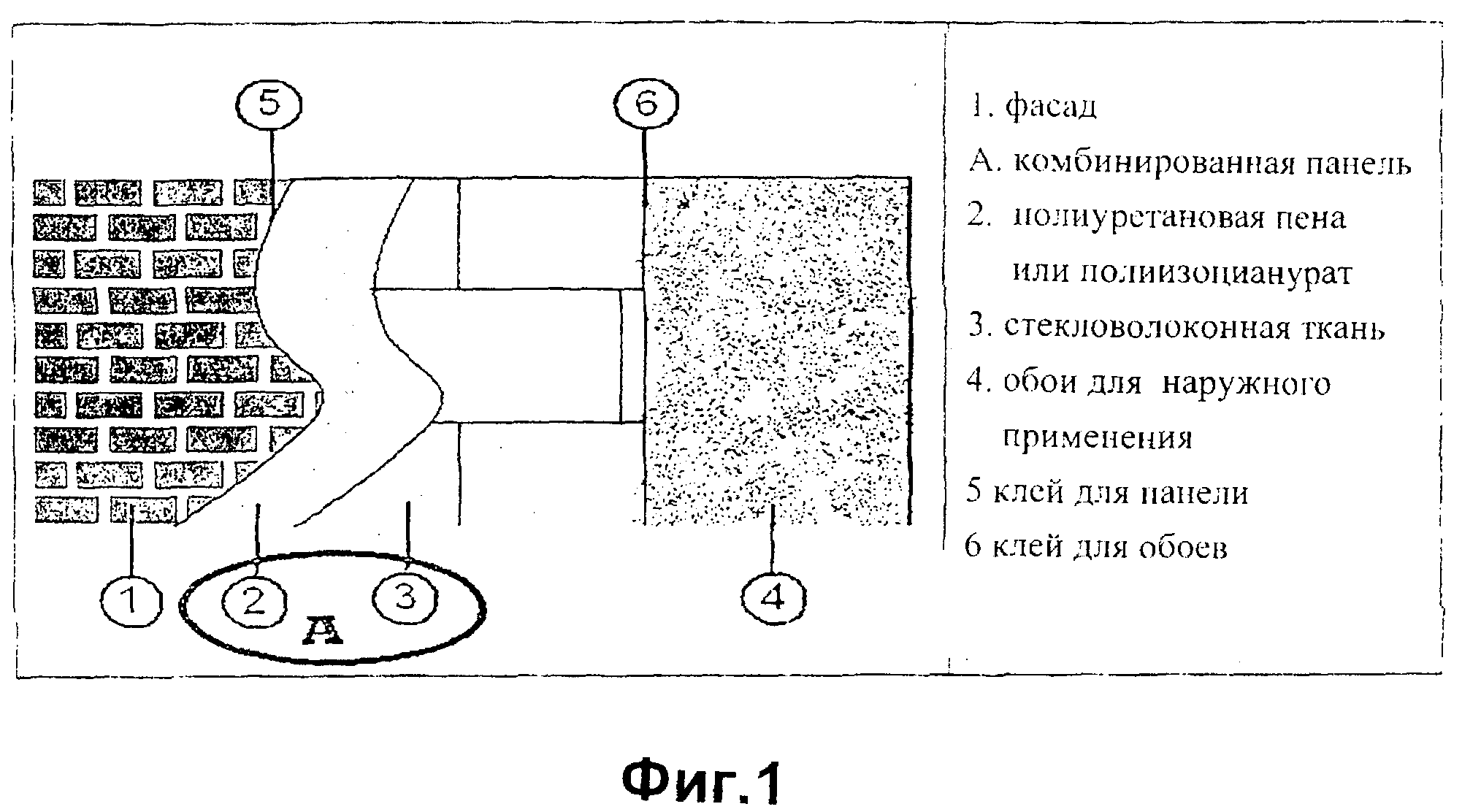
Фигура 1 показывает схему сборки комбинированной панели из полиуретановой пены или полиизоцианурата со стекловолоконной тканью на одной стороне и обоями в качестве отделочного покрытия.
Фигура 2 показывает схему сборки комбинированной панели с полиуретановой пеной или полиизоциануратом и декоративным полимерным покрытием.
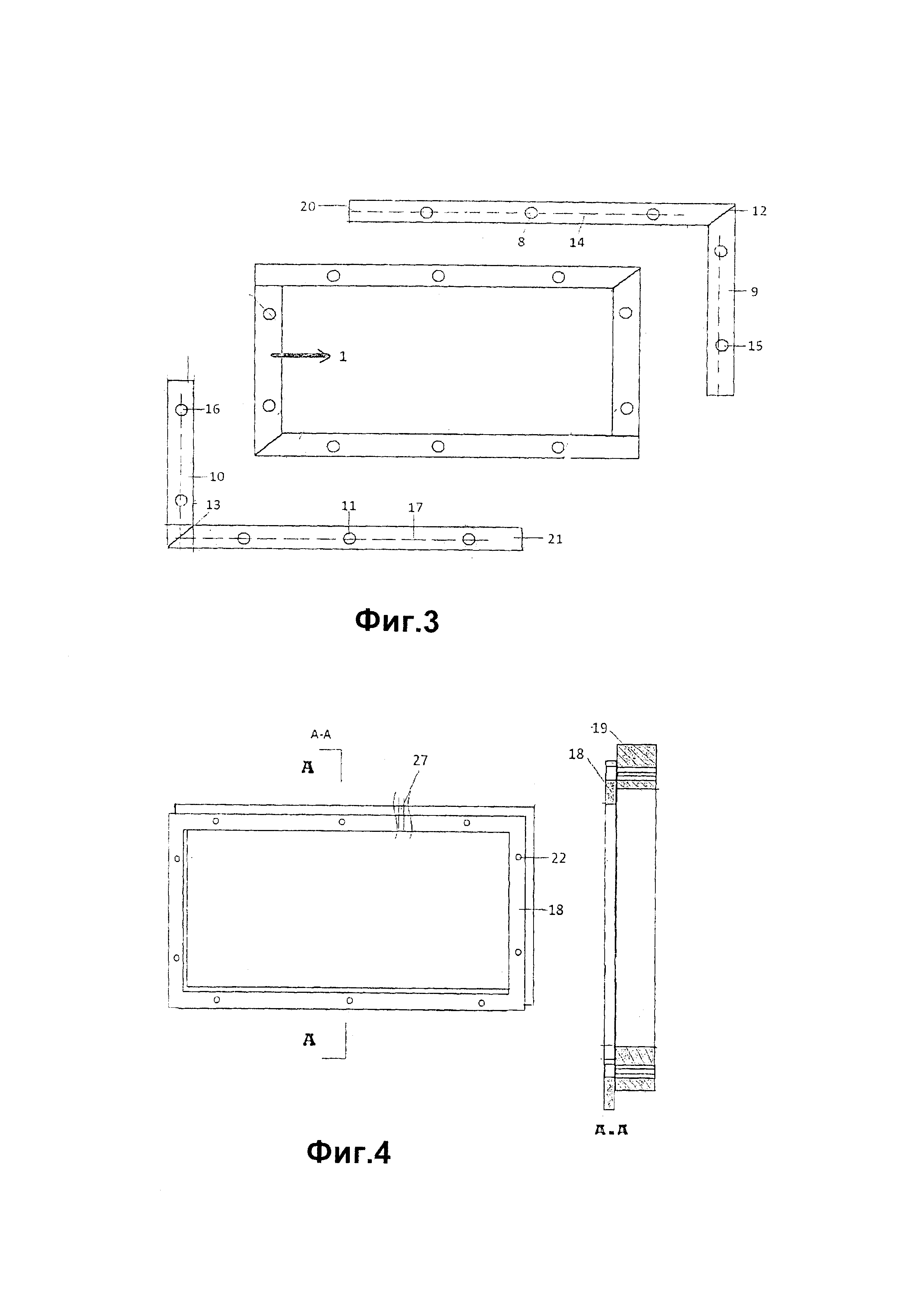
Фигура 3 и Фигура 4 показывают расположение формовочного картриджа.
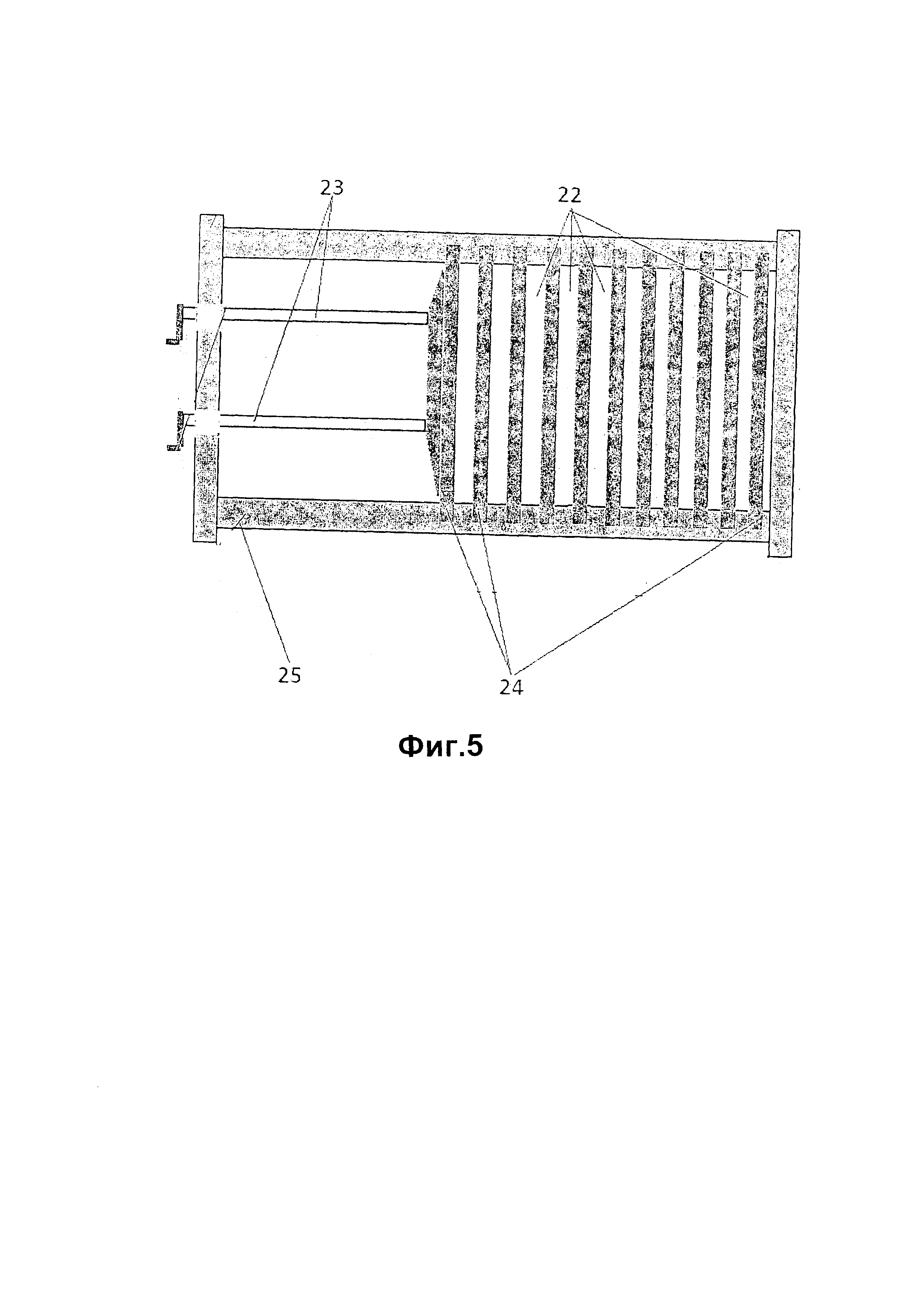
Фигура 5 показывает расположение единственного пресса.
ПРИМЕРЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Вариант конструкции для реализации изобретения, без ограничения его, показан на Фигурах 1, 3, 4 и 5.
Способ может быть осуществлен на фабрике и на месте установки панели 26 на стене 1.
Сборка панели 26 в зданиях осуществляется как снаружи, так и внутри.
Во-первых, на основании множества оптимальных размеров для минимизации отходов определяют ширину и длину панели 26.
Затем разрезают стекловолоконную ткань 3 и собирают формовочный картридж 22.
Формовочный картридж 22 собирают, когда элементы 20 и 21 устанавливают в рамку 18 таким образом, чтобы сформировать картридж данной длины и ширины.
Эти два элемента 20 и 21 собирают напротив друг друга, при этом сваренные края - противоположны, и их присоединяют друг к другу и к рамке 18 посредством стопорных штифтов 19.
Перемещение части рамки в направлении стрелки обеспечивает изменение окончательного размера панели.
Штифты 19 размещают равномерно вдоль рамки 18, что позволяет фиксировать эти три составляющих элемента друг к другу до желаемого размера.
Элементы 20 и 21 с одной стороны и рамка 18 с другой стороны отделены друг от друга по плоскости, которая обеспечивает во время формообразования панели ее получение с плоскостями 29 соответственно 31 и зубцами 28 соответственно 30 на двух смежных сторонах.
После сборки формовочного картриджа 22 на первой стороне прикрепляют разрезанную стекловолоконную ткань 3, которую размещают так, чтобы после придания формы она выходила не более чем на 4 см в две соседние стороны, что позволяет закрыть разрыв между панелями во время сборки.
Таким образом полученный картридж 22 размещают в прессе 25.
Пластины 24 пресса 25 покрывают прокладкой.
Формовочный картридж 22 размещают между пластинами 24 пресса 25.
Пресс 25 закрывают при перемещении зажимов 23. Через отверстие 27 изоляционный материал - полиуретановую пену 2 заливают в каждый из картриджей 22.
После заполнения формы получают соединение стекловолоконной ткани 3 и теплоизоляционного материала - полиуретановой пены 2.
После отверждения изоляционного материала - полиуретановой пены 2 пресс 25 открывают, и обработанную комбинированную панель 26 удаляют.
Далее следует установка комбинированной панели 26 на стену 1.
Однокомпонентный адгезив полиуретановой пены 4 наносят полосками на обратную сторону панели 26 и стену 1 (внутри или снаружи строения).
Затем в четырех точках панели 26 наносят фиксатор - двухкомпонентную систему полиуретановой пены.
Защелка обеспечивает мгновенное прикрепление панели к стене 1, а однокомпонентный клей обеспечивает продолжительность прикрепления.
Затем панель 26 прижимают и приклеивают.
На края панели 26, вдоль стороны, которая ориентируется в направлении смежной панели, которая должна быть установлена, наносят однокомпонентный адгезив полиуретановой пены 4.
Процесс повторяют со смежной панелью.
Другой вариант монтажа композитной панели 26 осуществляется следующим образом. На обратную сторону панели 26 с помощью шприца под высоким или низким давлением полосками наносят систему полиуретановой пены - закрепитель.
Далее следует фиксирование панели 26 для склеивания.
Защелка обеспечивает мгновенное соединение панели 26 со стеной 1.
Затем однокомпонентный адгезив 4 полиуретановой пены наносят на края панели для следующей, которая должна быть установлена.
Процесс повторяют со смежной панелью.
Затем с помощью полимерного адгезива 6 прилепляют обои 5.
Наконец, обои окрашивают.
В другом варианте, показанном на Фигуре 2, после сборки формовочного картриджа 22 к одной из его сторон прикрепляют полимерное декоративное покрытие 7.
Таким образом полученный картридж 22 размещают в прессе 25.
Затем композитную панель 26 устанавливают на стене 1.
При такой альтернативе еще один отделочный слой не требуется.
Другой вариант конструкции для реализации изобретения состоит в том, что в качестве теплоизоляционного материала таким же образом, как описано выше, используется полиизоцианурат.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для изготовления композитных панелей необходимо следующее технологическое оборудование: разливочная машина для полиуретановой пены - высокого или низкого давления; блок для повседневной подготовки двух компонентов полиуретановой системы; кристаллизатор; перекачивающие насосы; мешалка, формовочный картридж; воздушный компрессор; безвоздушный распылительный механизм для прокладки; стол для резки обоев; режущие шпатели; специальный ключ для открывания транспортной упаковки.
Необходимое сырье для производства композитных панелей: система полиуретановой пены или полиизоциануратная система; прокладка формы; декоративная полимерная панель; стекловолоконная ткань; моющее средство; баллоны с азотом под давлением.
Во-первых, разливочную машину наполняют материалом, после того как распечатана транспортная упаковка этих двух компонентов.
Затем компоненты A и B готовят для использования и их перемещают посредством перекачивающих насосов в блок для постоянной подготовки компонентов механизма.
Наконец, пустые транспортные упаковки освобождают и используемое оборудование промывают или консервируют.
Затем следует включение разливочной машины и проверка: наличия напряжения питания, давления воздуха, закрытия контейнеров блока постоянной подготовки, смазочного масла для гидравлических систем, количества узла A и узла B, моющего средства, уровня воды в теплообменнике; регулировка блока постоянной подготовки материалов; включение холодильника; включение механизма для разливки.
Затем идет разрезание стекловолоконных тканей.
Их режут на столе для резки на данную длину и ширину.
Каждый обработанный лист и холст просматривают на предмет заусенцев или неаккуратного разрезания. Технологические отходы отбраковывают.
Загрузка формовочных картриджей.
Рамку картриджа собирают и покрывают с использованием прокладки.
Стекловолоконную ткань или декоративное полимерное покрытие накладывают на одну сторону картриджа.
В случае с декоративным полимерным покрытием размещают разделитель.
Основу картриджа покрывают с помощью прокладки, и картридж с основой закрывают.
Затем пресс нагружают включением, и он - подвергается воздействию теплоты.
Все рабочие поверхности пресса покрывают прокладкой и затем в пресс загружают формующие картриджи. Наконец, пресс закрывают.
Затем происходит заливка полиуретановой пены или полиизоцианурата посредством первой проверки готовности заливочного механизма.
Выбирают программу для заливки.
Осуществляют заливку полиуретановой пены или полиизоцианурата.
После окончания заливки смешивающую насадку очищают.
Обработанную панель освобождают после того, как давление отведено из пресса.
Формовочные картриджи демонтируют, и обработанную панель удаляют.
Формовочные картриджи и пресс очищают от трубок.
После этого процедуру повторяют после того, как следующие формовочные картриджи загружены.
После завершения все узлы и элементы, которые контактировали с компонентом A, очищают.
Смешивающую насадку очищают и укладывают на хранение.
Давление в системе сбрасывают, а напряжение питания выключают.
Технологическое оборудование, необходимое для установки композитных панелей, следующее: нож; силиконовые чаши 100 мл; смесители; система дозирования; система выравнивания и установки по отвесу; платформа для возведения лесов; шприц для пены; механизм для безвоздушного распыления клея; стол для разрезания обоев; механизм для безвоздушного распыления для фасадной краски.
Необходимое сырье для установки композитных панелей: система полиуретановая пена - фиксатор; однокомпонентный адгезив полиуретановой пены; полиуретановый или эпоксидный клей; обои для внешнего использования и моющее средство.
Подготовка к установке композитных панелей на фасадах строения включает: установку платформы для возведения лесов вокруг строения или сборку платформы; проведение измерений фасада и разработку плана работы.
Установку композитных панелей начинают с углов.
Очистка фасада. Поверхность и трещины в ней очищают от пыли, грязи, распыленных материалов, жирных пятен и пропитки.
После очистки загрязненные области промывают и сушат.
Перед мытьем водой жирные пятна обрабатывают 2%-ным раствором соляной кислоты. Восстановительную пропитку удаляют полностью.
Области с очищенной пропиткой промывают и сушат до содержания влаги не выше 8%.
В обоих случаях после нанесения клея полиуретановой пены с использованием шприца полосками на обратную сторону панели и на стену окружающая температура и температура основания должны составлять от +5°C до +40°C. Основание, особенно для металлических поверхностей, должно быть сухим и очищенным от масла, поскольку целостность и допустимая нагрузка основания (особенно для применения на стенах) изменяются.
Этапы установки.
Бутылку клея встряхивают в течение приблизительно 30 секунд, переворачивают вверх дном и ввинчивают в шприц для полиуретановой пены.
Флакон во время использования удерживают в вертикальном положении.
Композитные панели должны быть установлены в течение максимум 10 минут после того, как нанесен адгезив.
Период отверждения адгезива зависит от температуры и влажности.
Поэтому перед началом технологического процесса влажность измеряют.
В сухих погодных условиях время отверждения адгезива может быть снижено путем распыления воды на полосы полиуретанового клея.
Прежде чем разместить смежную панель, перед установкой сторону, которая должна быть закрыта, покрывают полиуретановым адгезивом.
Для нанесения системы полиуретановая пена - закрепитель четырех точек панели разработан фиксатор для расширения и полимеризации за конкретное время.
Расширение обеспечивает то, что неровные поверхности, каковыми обычно является большинство стен, будут плотно соединены.
Полимеризация за конкретное время позволяет закончить установку (прижим) панели в течение приблизительно 3-5 секунд.
Это делает процесс управляемым.
Этапы установки системы полиуретан - защелка следующие.
Контейнер с полиолом встряхивают для завершения гомогенизации содержимого.
Отмеряют 20 мл двух компонентов.
Отмеренное количество наливают в силиконовую чашку.
Размешивают энергично, чтобы получить однородную по цвету структуру по крайней мере в течение одной минуты.
В течение 30 секунд после перемешивания в четырех точках панели размещают закрепитель.
Панель прижимают к стене на две минуты +/-10 секунд.
При нанесении системы полиуретановой пены - закрепитель шприцем под высоким или низким давлением полосками на обратную сторону панели и стену используется двухкомпонентный механизм с высоким или низким давлением - распределитель.
Эти два компонента загружают в механизм.
Используют шприц со смесительными камерами и статический миксер. Шприц продвигают напротив стены и тянут выключатель.
Несколько полосок на месте, где должна быть установлена панель, выполняют таким образом.
После приблизительно полутора минут панель прижимают к стене.
Нанесение внешних обоев осуществляют после того, как рулон предварительно разрезан на столе для разрезания на определенную длину.
Полимерный клей наносят на каждую готовую зону. Затем полимерный клей наносят на фасад, оборудованный композитными панелями.
Наконец, ленту обоев размещают на подготовленном участке фасада.
Окраска фасада включает: подготовку краски; заделывание окон и мест, которые не нужно окрашивать; окраску; очистку и удаление закрывающего материала с окон и мест, которые не нужно было окрашивать.
После того как работы завершены, демонтируют настил или платформу, рабочее место очищают и убирают строительный мусор.
Литература
1. CN 101249741 (А) - 27.08.2008.