Результат интеллектуальной деятельности: СПОСОБ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а точнее к технологическим операциям стабилизации (тренировки) упругих чувствительных элементов приборов давления методом релаксации остаточных напряжений путем воздействия колебательных движений ультразвуковой частоты.
Известен способ стабилизации геометрических параметров деталей, включающий в себя закрепление детали на опоре и установку источника ультразвуковых колебаний с возможностью контакта с деталью (патент FR №1333445 А 27.11.63). Однако недостатками данного способа являются низкое качество обработки и ограниченные технологические возможности, так как релаксация осуществляется неравномерно вдоль поперечного сечения и отсутствует возможность обработки деталей большой протяженности.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ стабилизации геометрических параметров деталей, включающий закрепление детали на опоре и установку источника ультразвуковых колебаний с возможностью деформации детали (патент RU №2140842). Источник ультразвуковых колебаний устанавливают на определенном расстоянии от опоры, а деталь подвергают обработке многократно после смены ее положения относительно источника ультразвуковых колебаний.
Недостатком данного способа является обеспечение низкого качества старения, так как в процессе вибростарения не регламентируется деформация детали, что может привести либо к возникновению новых погрешностей геометрических параметров детали в результате остаточных пластических деформаций, либо к сохранению существующих погрешностей. Кроме того, данный способ имеет ограниченные технологические возможности, так как он не позволяет осуществлять обработку деталей типа круглых пластин.
Задача настоящего изобретения заключается в обеспечении возможности исключения искажения геометрических параметров деталей под воздействием нагрузки и повышении качества обработки.
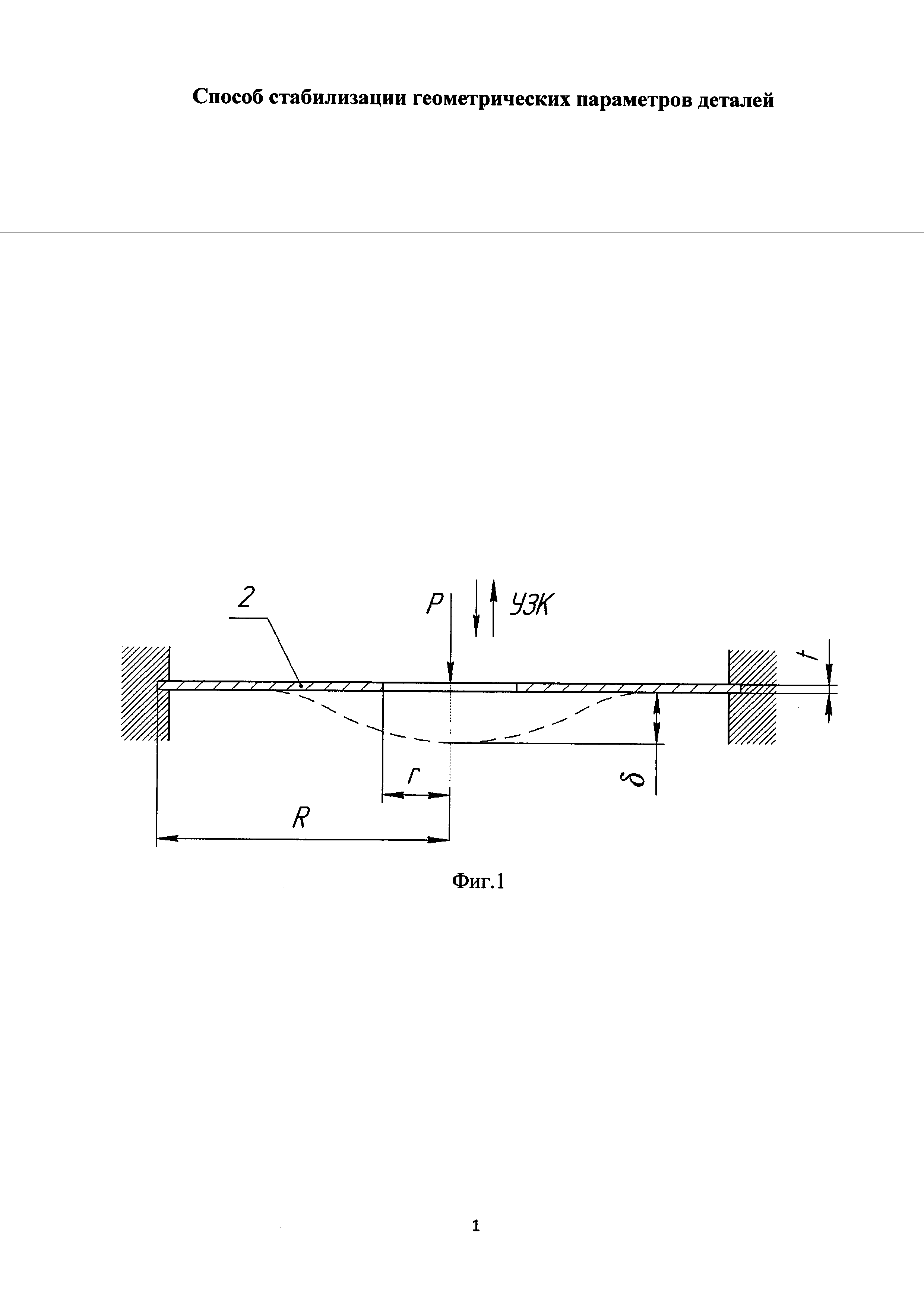
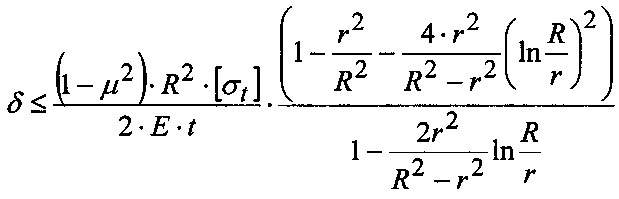
Поставленная задача достигается тем, что в известном способе стабилизации геометрических параметров деталей, включающей закрепление детали на опоре и установку источника ультразвуковых колебаний с возможностью деформации детали, деталь в виде круглой пластины закрепляют по ее краю, источник ультразвуковых колебаний подводят к центру пластины, а пластину деформируют на величину, равную:
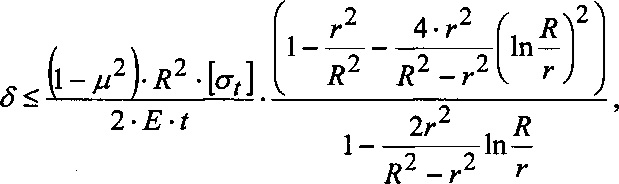
где R и r - соответственно наружный и внутренний радиусы пластины, мм; t - толщина пластины, мм; Е - модуль упругости материала пластины, МПА; μ - коэффициент Пуассона материала пластины; [σt] - предел текучести материала пластины, МПа.
Так как деформацию детали ограничивают возникновением в пластине напряжений, не превышающих предел текучести, то это предотвращает искажение геометрической формы детали в процессе обработки. Данным способом возможна обработка пластины любой формы, в том числе круглой, что расширяет технологические возможности способа.
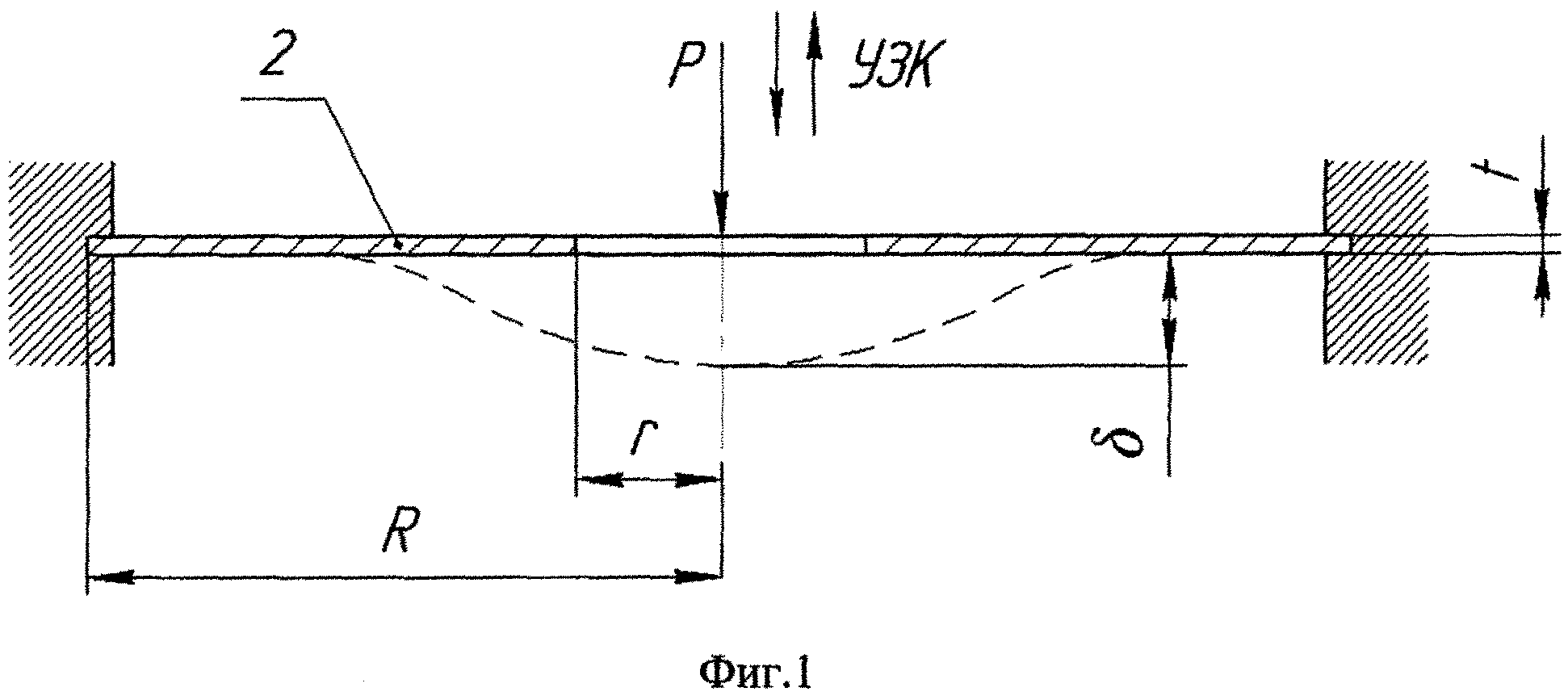
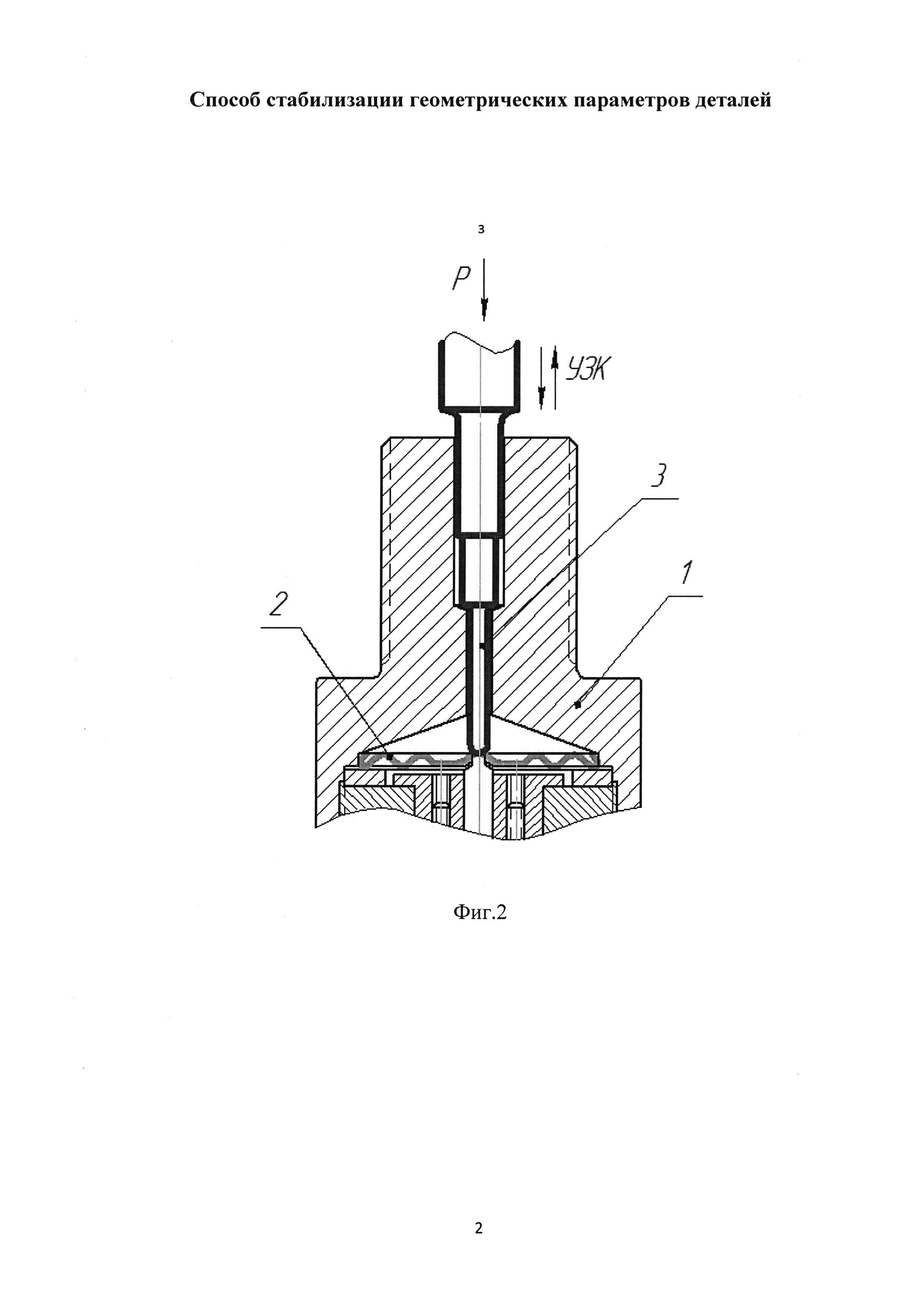
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена общая схема способа стабилизации (тренировки) геометрических параметров упругих чувствительных элементов (мембран - круглых пластин), на фиг. 2 изображена схема способа стабилизации (тренировки) геометрических параметров упругих чувствительных элементов (мембран - круглых пластин) непосредственно в приборе давления, а именно в датчике давления типа МД - ТП.
Обрабатываемую деталь 2 (фиг. 2), например, представляющую собой упругий чувствительный элемент (мембрана - круглая пластина), устанавливают в датчике давления 1 типа МД - ТП, который закреплен на станине ультразвуковой установки. Инструмент 3 (игольчатый наконечник) устанавливают перпендикулярно к обрабатываемой поверхности детали (мембраны - круглой пластины) 2. На обрабатываемую поверхность воздействуют инструментом 3, которому сообщают колебательные движения ультразвуковой частоты в пределах 18-22 кГц по нормали к обрабатываемой поверхности и статическое усилие Р. С помощью статического усилия P деталь деформируют на величину δ. Статическое усилие P на поверхность детали передается от шпинделя ультразвуковой установки и контролируется весовым модулем-индикатором МИ ВДА/12Я.
где R и r - соответственно наружный и внутренний радиусы пластины, мм; t - толщина пластины, мм; Е - модуль упругости материала пластины, МПа; μ - коэффициент Пуассона материала пластины; [σt] - предел текучести материала пластины, МПа.
Величину деформации δ контролируют с помощью индикатора часового типа ИЧ - 10.
При такой деформации в детали 2 возникают напряжения изгиба, не превышающие предела текучести материала, что исключает потерю пластиной исходной геометрической формы.
Время обработки детали варьируется в пределах от 90 до 120 с. Если эффективность вибростарения оказалась недостаточной, то обработку повторяют.
Пример практической реализации способа стабилизации геометрических параметров деталей реализован на экспериментальной ультразвуковой установке на базе блока генератора мод. МЭФ-15, на который устанавливали малогабаритный датчик давления типа МД - ТП. На поверхность круглой пластины 2, жестко закрепленной по краю в корпусе 1 датчика, воздействуют инструментом 3, которому сообщают колебательные движения ультразвуковой частоты по нормали к обрабатываемой поверхности и статическое усилие Р. Максимальную силу прижима инструмента к детали выбирают из условия возникновения исключительно упругой деформации детали (мембраны). На основании анализа работ схожей тематики, а также анализируя требования, которые предъявляются к параметрам процесса, и готовой детали в целом, учитывая особенности конкретного способа стабилизации геометрических параметров деталей, и на основании предварительных опытов выбрано оптимальное время обработки детали в пределах варьирования от 90 до 120 секунд. Инструмент, игольчатый наконечник, изготавливается из материала Сталь 14X17H2 ГОСТ 5632 - 72, данный материал позволяет получить максимальную проводимость ультразвуковых колебаний.
где R=13 мм; t - 0,2 мм; E=2,18⋅105 МПа; μ =0,28; [σt]=400 МПа.
Расчет с учетом данных параметров показал, что предельная деформация круглой пластины 2 составит δ=0,558 мм, в пределах данной деформации в детали 2 возникают напряжения изгиба, не превышающие предела текучести материала, что исключает потерю исходной геометрической формы при снятии нагрузки Р.
Экспериментально авторами выявлено, что при такой обработке происходит минимальный нагрев поверхностного слоя заготовки. Обеспечиваются напряжения изгиба, не превышающие предела текучести материала, что исключает потерю исходной геометрической формы. Появление прижогов и микротрещин на обработанной поверхности зафиксировано не было.
Технико-экономическая эффективность предлагаемого способа стабилизации геометрических параметров деталей обуславливается обеспечением высокой производительности обработки, при высоком качестве обработки данный способ гарантирует отсутствие остаточных деформаций детали, повреждение ее наружной поверхности и максимальное использование энергии ультразвуковых колебаний для обеспечения стабилизации геометрических параметров, а также снижением себестоимости изготовления детали.
Способ получения коррозионностойкого электрохимического покрытия цинк-никель-кобальт
Способ электрохимического удаления покрытия
Винтовой бур для образования скважин в мерзлых грунтах
Винтовой бур для мерзлых грунтов
Способ применения жидкостно-газового инжектора для компримирования и подачи газов с установки гидроочистки в топливную сеть нефтеперерабатывающего завода
Способ очистки поверхности изделия от окалины
Экспериментальная установка для оценки тепловой эффективности газоиспользующего оборудования
Грунтовый анкер
Композиционный магнитосорбент для удаления нефти, нефтепродуктов и масел с поверхности воды
Рекуператор теплоты и влаги вентиляционного воздуха
Способ электрохимического удаления покрытия
Способ полирования поверхности поликристаллического алмазного покрытия деталей
Способ очистки поверхности изделия от окалины

