Результат интеллектуальной деятельности: МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, а именно к нарезанию резьбы в отверстиях метчиками.
Известен метчик (авторское свидетельство СССР №182482, опубл. 25.05.1966), у которого зубья заборного участка затылованы по архимедовой спирали и имеют комбинированную форму главной задней поверхности, а зубья ведущего участка затылованы на всех задних поверхностях по архимедовой спирали. Комбинированная форма главной задней поверхности зубьев заборного участка позволяет избежать поломки метчика при его вывинчивании из нарезанного отверстия из-за защемления корней донных стружек.
Недостаток данной конструкции заключается в том, что радиусы скругления режущих кромок метчика, которые являются одним из наиболее важных элементов конструкции, влияющих на стойкость метчика и качество обрабатываемой поверхности, не учитываются, и соответственно, принимаются равными на всем протяжении рабочей зоны инструмента, причем рабочие участки последней имеют различные функциональные предназначения в общем ходе технологического процесса резьбонарезания однопроходным метчиком. Это ведет к снижению стойкости метчика, к невыполнению рабочими участками своих непосредственных функций и, как следствие, к искажению поверхности нарезаемой резьбы.
Известен метчик для нарезания точных резьб (авторское свидетельство СССР №288519, опубл. 03.12.1970 г.), который выполнен с чередующимися режущими и ведущими перьями, причем первые выполнены без отличий от стандартных конструкций, а вторые таким образом, что форма зубьев в их продольном сечении имеет вид бочкообразности. С целью исключения резания ведущими зубьями, последние на заборной части выполнены с меньшим наружным диаметром, чем режущие.
Недостатком является то, что режущие и бочкообразные зубья данного метчика входят в профиль обрабатываемой резьбы поочередно, в результате чего нагрузка, приходящаяся на один зуб, значительно возрастает. Это ведет к снижению стойкости инструмента, качества и точности нарезаемой резьбы.
Известен метчик для нарезания точных резьб (авторское свидетельство СССР №814615, опубл. 23.03.1981 г.), в котором все зубья, начиная с витка, расположенного за витком, диаметр которого равен диаметру обрабатываемого отверстия, выполнены с бочкообразной формой.
Недостаток данной конструкции метчика заключается в том, что в результате резкого перехода от режущих зубьев заборного конуса к бочкообразным зубьям калибрующей части, которые, в сущности, еще предназначены для резания, происходит неравномерное распределение нагрузки между витками, что ведет к снижению стойкости метчика и к искажению поверхностного слоя нарезаемой резьбы.
Известен метчик для нарезания точных резьб (авторское свидетельство СССР №912420, опубл. 15.03.1982 г.), у которого ведущие участки на всех зубьях заборного конуса выполнены удлиненными и расположенными наклонно, начиная от передней грани вдоль боковой поверхности зубьев.
Недостатком является то, что учтены не все функциональные особенности рабочих частей метчика, в связи с чем микрогеометрические параметры на различных участках (радиусы скругления режущих кромок) имеют одинаковые значения, что в результате сказывается на качестве и точности нарезаемой резьбы, а также на стойкости инструмента.
Известен метчик для нарезания точных резьб (авторское свидетельство СССР №139906, опубл. 01.01.1961 г.), принятый за прототип, содержащий заборный участок, калибрующий участок, ведущий участок, зубья которого выполнены в виде бочкообразной формы. Бочкообразная форма зубьев ведущего рабочего участка метчика исключает подрезание уже готовой резьбовой поверхности изделия кромками этих зубьев. При этом обеспечивается высокое качество нарезаемой резьбы, которую можно нарезать одинарным метчиком за один рабочий ход.
Недостаток данной конструкции заключается в том, что рабочие участки метчика выполнены без учета радиусов скругления ρ режущих кромок, в связи с чем равнозначно сформированные микрогеометрические параметры рабочих участков метчика не позволяют последним полноценно осуществлять предназначенные им функции, что сказывается на точности нарезаемой резьбы и стойкости метчика.
Техническим результатом является повышение стойкости метчика и повышение качества и точности нарезаемой резьбы.
Технический результат достигается тем, что радиусы скругления ρ режущих кромок заборного участка выполняют в пределах от 25 до 30 мкм, радиусы скругления ρ режущих кромок калибрующего участка в пределах от 15 до 20 мкм, а радиусы скругления ρ передних и задних кромок ведущего участка в пределах от 30 до 40 мкм.
Метчик для нарезания точных резьб поясняется следующими фигурами:
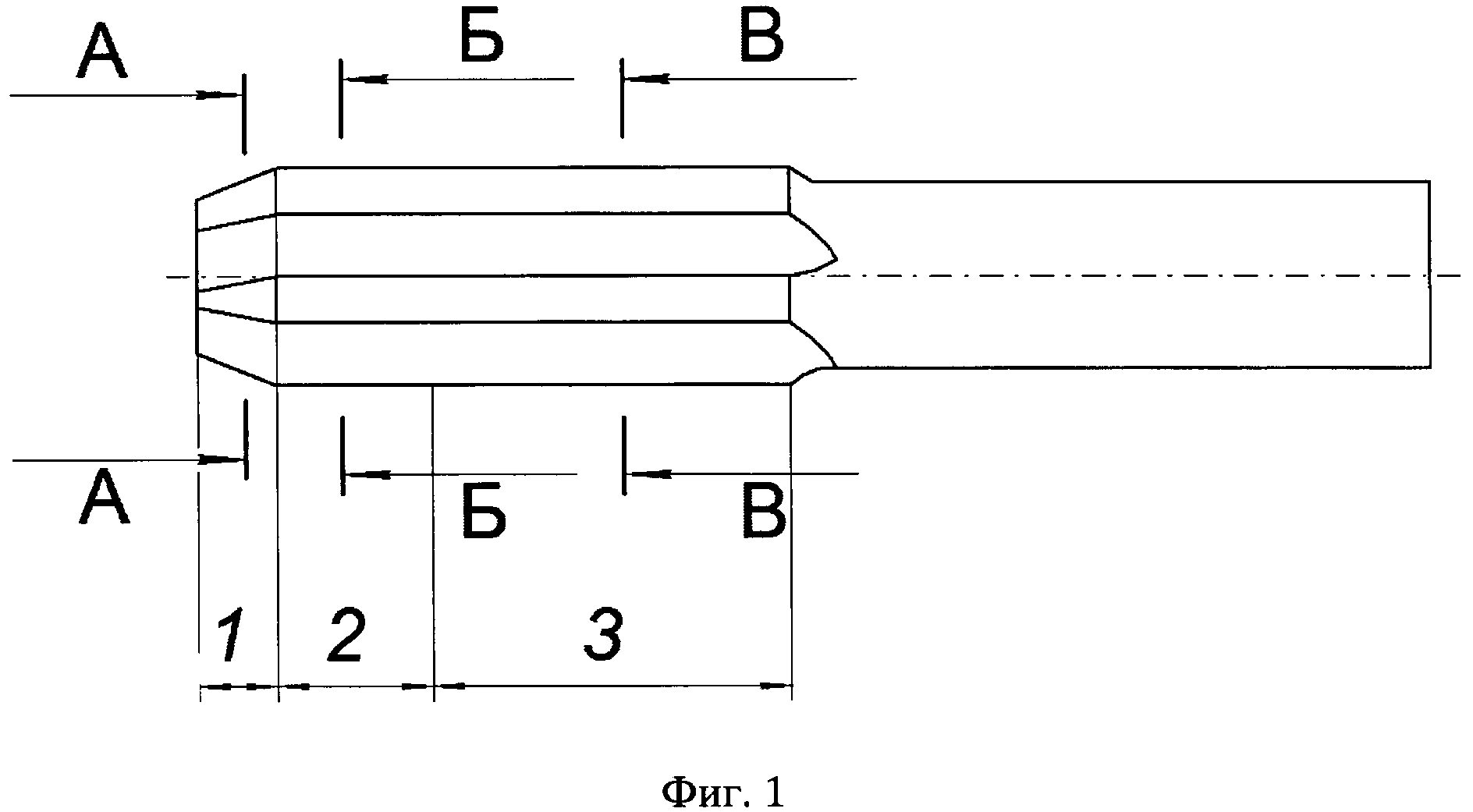
фиг. 1 - общий вид конструкции метчика;
фиг. 2 - форма заборного зуба;
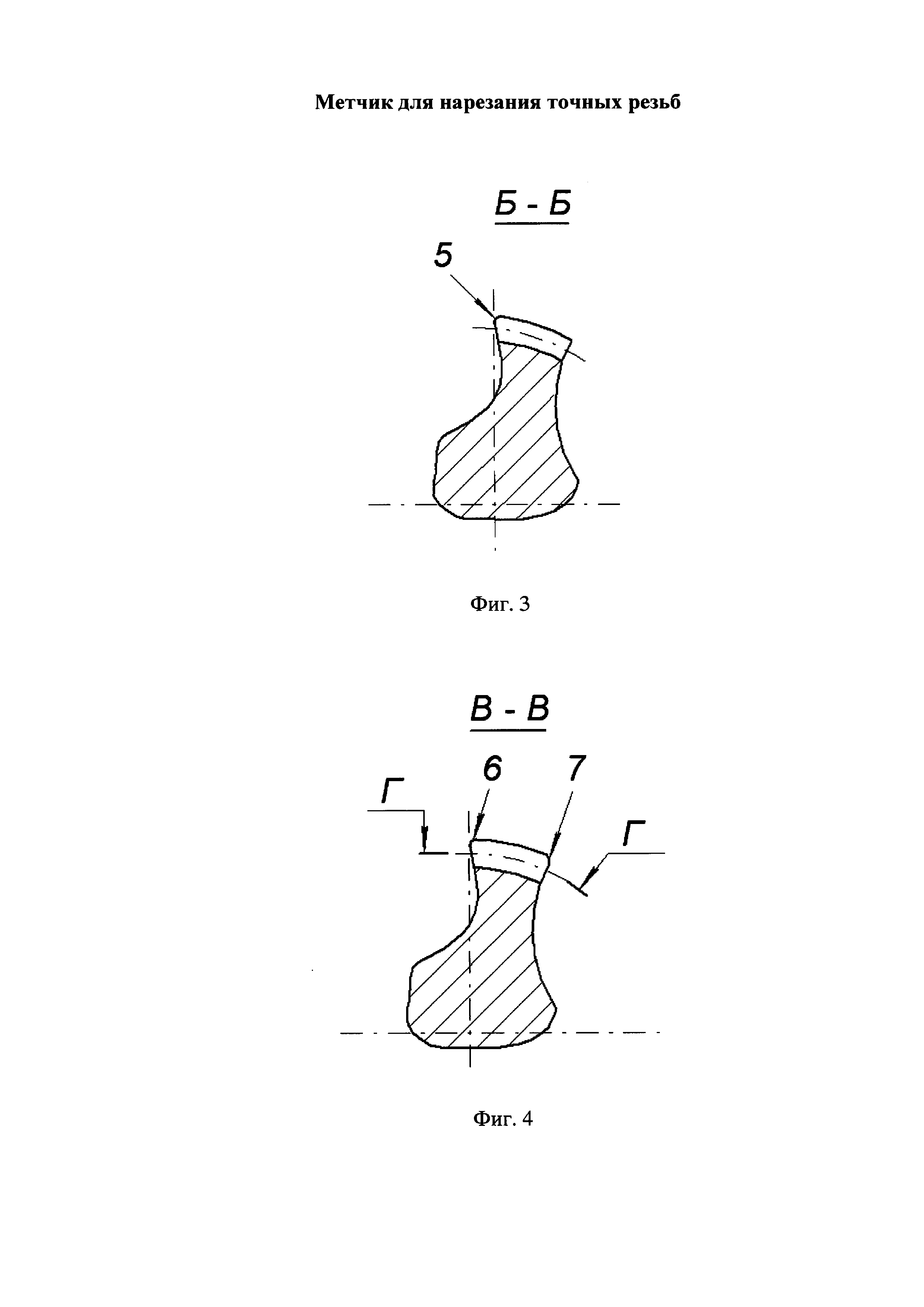
фиг. 3 - форма калибрующего зуба;
фиг. 4 - форма ведущего зуба;
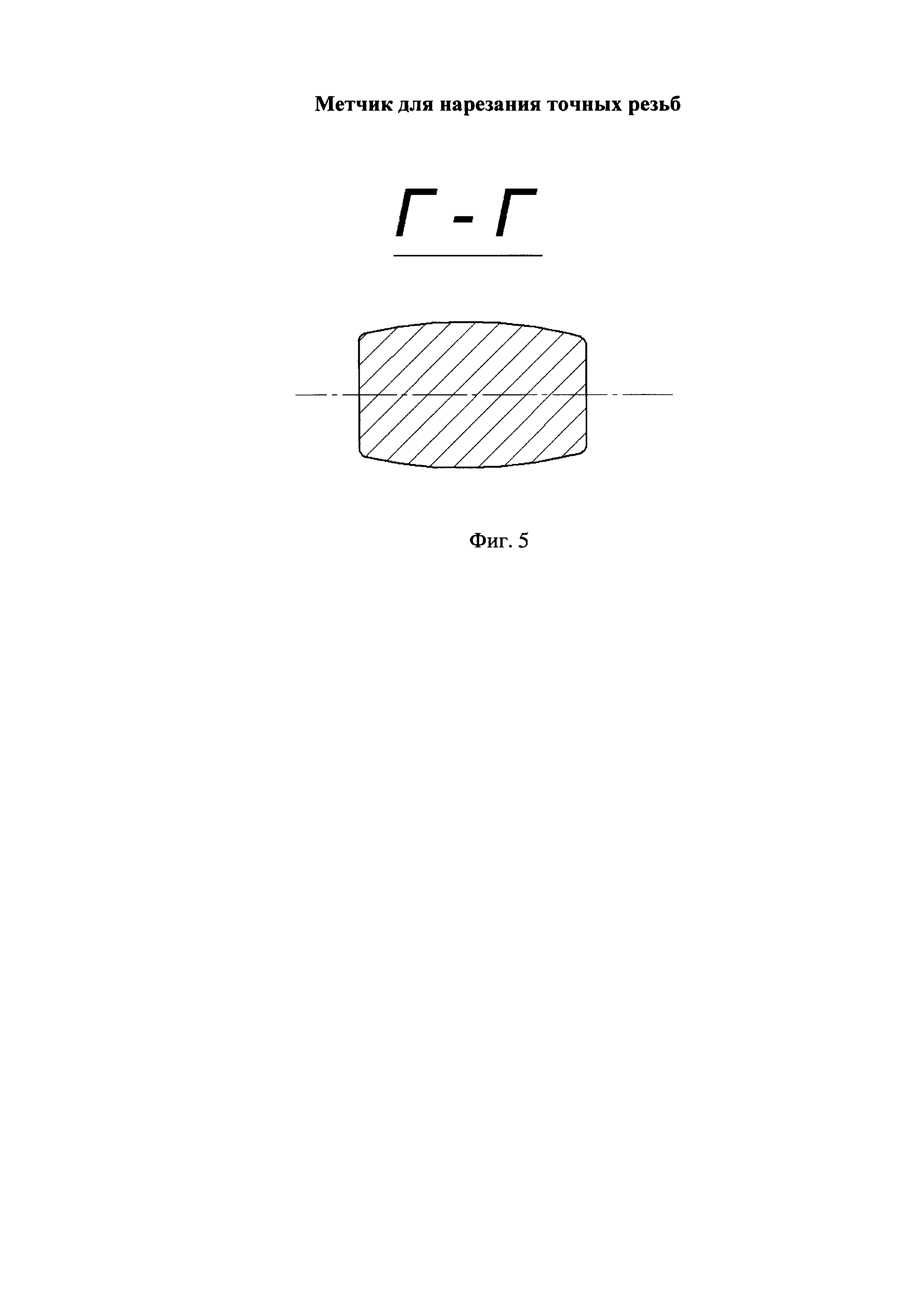
фиг. 5 - разрез зуба ведущей участка, где:
1 - заборный участок метчика;
2 - калибрующий участок метчика;
3 - ведущий участок метчика;
4 - радиус скругления ρ режущей кромки заборного участка метчика;
5 - радиус скругления ρ режущей кромки калибрующего участка метчика;
6 - радиус скругления ρ передней кромки ведущего участка метчика;
7 - радиус скругления ρ задней кромки ведущего участка метчика.
Метчик для нарезания точных резьб состоит из заборного 1, калибрующего 2 и ведущего 3 рабочих участков (фиг. 1). Заборный участок 1 и калибрующий участок 2 затылованы на определенную величину, равную стандартным конструкциям, и имеют радиусы скругления ρ режущих кромок 4 в пределах от 25 до 30 мкм (фиг. 2) и радиусы скругления ρ режущих кромок 5 в пределах от 15 до 20 мкм (фиг. 3). Зубья ведущего участка 3 выглядят в продольном своем сечении по среднему диаметру в виде бочкообразной формы (фиг. 5) и имеют радиусы скругления ρ передних 6 и задних 7 кромок в пределах от 30 до 40 мкм (фиг. 4).
При нарезании резьбы рабочие участки метчика (фиг. 1), микрогеометрические параметры которых выполнены в технологической последовательности с учетом функциональной особенности каждого рабочего участка, вступают в работу последовательно, причем каждый из них осуществляет свою непосредственную работу в общем ходе технологического процесса резьбонарезания однопроходным метчиком. Микрогеометрические параметры рабочих участков метчика были установлены для метчиков М24-М36.
Заборный участок 1 (фиг. 1) производит последовательное углубление резьбового профиля витка резьбы при постепенном врезании зубьев метчика в заготовку и выполняет черновую операцию в общем ходе технологического процесса резьбонарезания. На зубьях данного рабочего участка сформированы радиусы скругления ρ режущих кромок 4 в пределах от 25 до 30 мкм (фиг. 2), причем пределы были установлены исходя из функциональной особенности данного рабочего участка и стойкости режущих кромок.
Калибрующий участок 2 (фиг. 1) еще принимает участие в резании и осуществляет окончательное формирование резьбового профиля в заготовке по форме, т.е. данный участок выполняет получистовую операцию в общем ходе технологического процесса резьбонарезания. На зубьях данного рабочего участка сформированы радиусы скругления ρ режущих кромок 5 в пределах от 15 до 20 мкм (фиг. 3), причем пределы были установлены исходя из функциональной особенности данного рабочего участка и стойкости режущих кромок.
Ведущий участок 3 (фиг. 1) не принимает участия в резании, но осуществляет опорную и сглаживающую функции, т.е. данный рабочий участок выполняет чистовую операцию в общем ходе технологического процесса резьбонарезания. На зубьях данного рабочего участка сформированы радиусы скругления ρ передних 6 и задних 7 кромок в пределах от 30 до 40 мкм (фиг. 4), причем задние 7 радиусы скругления ρ были сформированы с целью предотвращения искажения поверхности при остановке метчика для смены направления движения. Данные пределы также были установлены исходя из функциональной особенности данного рабочего участка и стойкости режущих кромок. Для предотвращения резания на данной операции форма зубьев ведущего участка была выполнена в виде бочки в продольном своем сечении по среднему диаметру (фиг. 5).
Метчик для нарезания точных резьб позволяет повысить стойкость метчика, улучшить качество и точность нарезаемой резьбы за счет формирования микрогеометрических параметров, присущих каждому рабочему участку метчика.
Метчик для нарезания точных резьб, включающий заборный участок, калибрующий участок и ведущий участок, зубья которого выполнены бочкообразной формы, отличающийся тем, что радиусы скругления режущих кромок заборного участка выполняют в пределах от 25 до 30 мкм, радиусы скругления режущих кромок калибрующего участка в пределах от 15 до 20 мкм, а радиусы скругления передних и задних кромок ведущего участка в пределах от 30 до 40 мкм.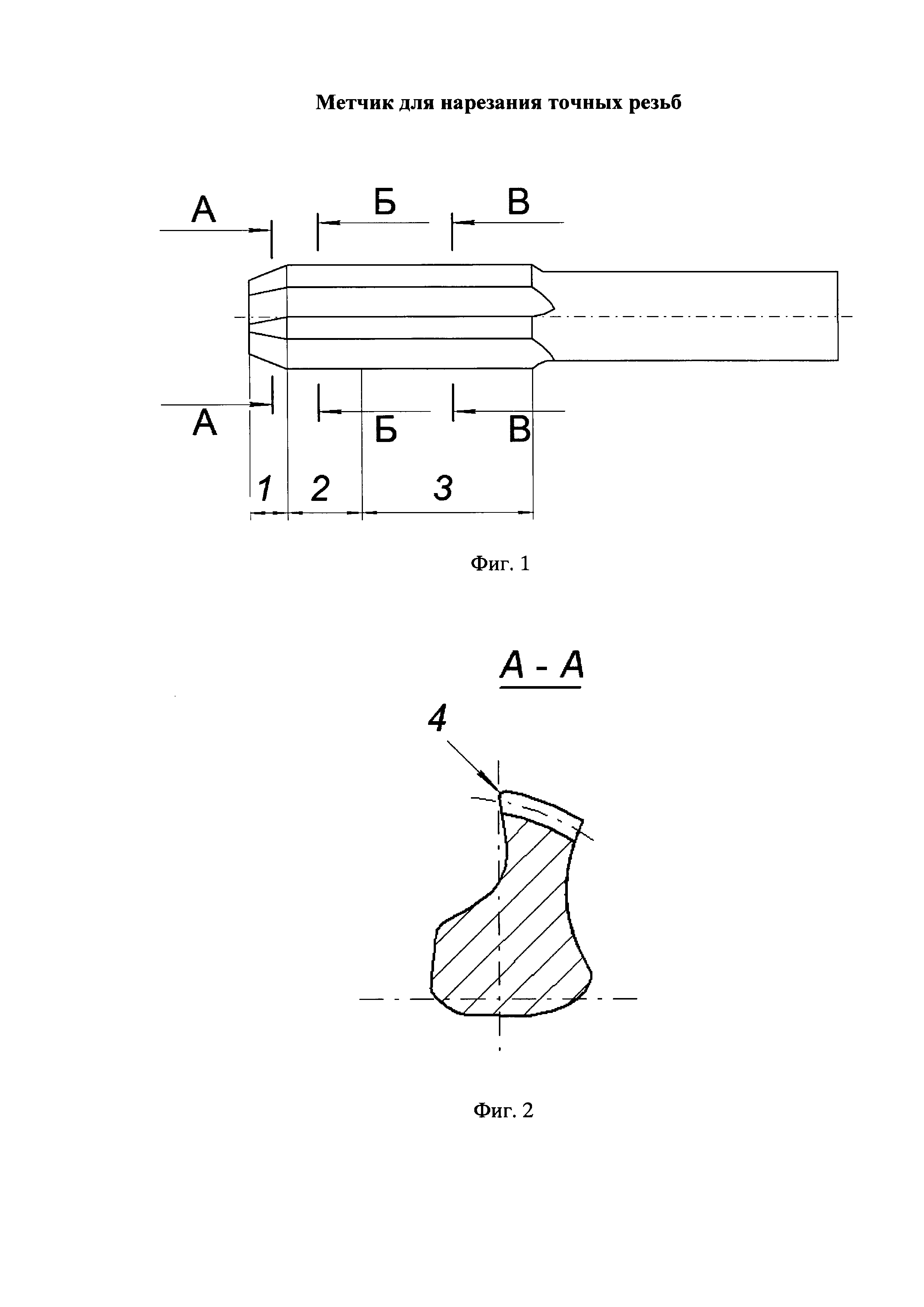
Способ очистки почв от тяжелых металлов
Способ прямой селективной флотации свинцово-цинковых руд
Способ отделения иттрия и иттербия от примесей титана
Термонагружатель к стенду для испытания образцов материалов
Способ отбора проб сжиженного природного газа (спг)
Способ переработки техногенного полиметаллического сырья для извлечения стратегических металлов
Способ нанесения полимерного покрытия
Вибрационная щековая дробилка
Способ оценки технического состояния потребителя-регулятора на основе нейросетевого диагностирования
Устройство для разрушения горных пород ударными импульсами
Способ механической обработки с дроблением стружки
Способ механической обработки стальной заготовки с дроблением стружки
Способ магнитно-абразивной обработки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

