Результат интеллектуальной деятельности: СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО АРМИРОВАНИЯ ДЛЯ ПЕРЕДНЕЙ КРОМКИ ЛОПАСТИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Изобретение относится к способу создания защитного армирования для передней кромки лопасти, а также к лопасти, защищенной таким армированием. Например, лопасть может представлять собой лопасть турбинного двигателя, вертолета или пропеллера.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В авиации, в частности в сфере создания турбореактивных двигателей самолетов, постоянно делаются попытки снизить вес составных элементов турбореактивного двигателя. Это привело к разработке лопаток вентилятора или направляющих лопаток, представляющих собой лопасти, выполненные из композитных материалов с органической матрицей, при этом такие композитные лопасти имеют меньший вес, чем металлические лопасти.
Однако передние кромки таких композитных лопастей слишком чувствительны к эрозии и потенциальным ударным нагрузкам (птицы, щебень, лед, песок и т.д.), чтобы их можно было использовать без защиты. В этой связи известны следующие способы защиты передней кромки с помощью:
металлической армирующей полоски, приклеенной к кромке;
противоэрозионной краски, нанесенной на кромку;
противоэрозионной пленки, выполненной из металла или пластиковых материалов, приклеенной к кромке;
либо сочетания вышеупомянутых приемов защиты.
Какая бы защита ни использовалась, вопрос сцепления на передней кромке принципиально важен: необходимо, чтобы защитное покрытие сцеплялось с передней кромкой достаточно хорошо, чтобы выдерживать ударные нагрузки без отцепления и без перемещения относительно передней кромки, удовлетворяя при этом требованиям к эксплуатационной долговечности в нормальном режиме работы.
Хотя эти известные способы защиты являются удовлетворительными, они достаточно сложны и/или дорогостоящи для применения на практике. Кроме того, они не позволяют ремонтировать лопасть (т.е. гарантировать, что лопасть, которая была изношена и повреждена при эксплуатации, а затем отремонтирована, будет удовлетворять предъявляемым требованиям) или восстанавливать лопасть (т.е. доводить лопасть, оказавшуюся дефектной в процессе изготовления, до уровня, удовлетворяющего предъявляемым требованиям).
Таким образом, существует потребность в защитном армировании, лишенном указанных недостатков, по меньшей мере, частично.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В изобретении предложен способ создания армирования для защиты передней кромки лопасти, при этом армирование представляет собой металлическое покрытие, нанесенное на переднюю кромку путем термического напыления. Таким образом, армирование образовано нанесенным металлическим покрытием.
Термин «металлическое покрытие» использован для обозначения покрытия, которое может быть выполнено из чистого металла, металлического сплава или металлокерамики. Предпочтительно металл или сплав должен обладать достаточной вязкостью, чтобы покрытие демонстрировало высокие демпфирующие свойства при ударном воздействии, так чтобы эффективно предохранять переднюю кромку.
Предпочтительно металлическое покрытие наносится путем термического напыления под давлением. Технология термического напыления под давлением - известная технология, заключающаяся в использовании высокоскоростного способа термического напыления (например, способа «холодного напыления», способа высокоскоростного напыления с использованием кислородного топлива (HVOF), способа высокоскоростного газотермического напыления (HVAF), гибридных способов и т.д.), при этом установка параметров напыления, в частности скорости распыления металлических частиц, осуществляется так, чтобы гарантировать, что нанесенное покрытие пребывает «в сжатом состоянии». Покрытие, которое пребывает в сжатом состоянии и которое нанесено на плоский испытательный образец, поддающийся деформированию, прикладывает усилие к испытательному образцу так, что испытательный образец стремится принять выпуклую форму рядом с покрытием.
Посредством термического напыления под давлением имеется возможность, во-первых, нанести на лопасть металлическое покрытие (т.е. армирующее покрытие) достаточной толщины, при этом его толщина обычно составляет несколько миллиметров, конкретнее - лежит в диапазоне от 0,5 миллиметров (мм) до 20 мм. Помимо этого, поскольку нанесенное покрытие пребывает в сжатом состоянии, оно обжимает переднюю кромку, тем самым дополнительно улучшая сцепление армирующего покрытия на кромке.
В некоторых вариантах осуществления перед этапом термического напыления в лопасти по обе стороны от передней кромки образуют, по меньшей мере, одну продольную канавку (т.е. в общей сложности, по меньшей мере, две канавки), при этом металлическое покрытие наносится в эти канавки. Упомянутые канавки названы «продольными», поскольку они продолжаются в направлении длины лопасти, как и передняя кромка. Если лопасть не прямолинейна, а закручена, упомянутые канавки следуют криволинейной передней кромке лопасти, так что сами принимают криволинейную форму.
Такие канавки позволяют «встроить» армирование в лопасть. Такое встраивание дополнительно улучшает удерживание армирующего покрытия на передней кромке, в частности обеспечивая механическое удерживание при сдвиге. Иными словами, канавки не допускают относительного скольжения между армирующим покрытием и лопастью.
В других вариантах осуществления канавки создаются путем механической обработки, после того как лопасть изготовлена. Такая механическая обработка имеет преимущество в том, что ее выполнить просто, однако она может приводить к снижению механической прочности лопасти.
В некоторых вариантах осуществления канавки получают путем формования в процессе изготовления лопасти. По сравнению с механической обработкой такое решение предпочтительно в плане меньшего снижения механической прочности лопасти.
В некоторых вариантах осуществления канавки имеют профиль, расходящийся на конус, чтобы облегчить нанесение металлического покрытия в нижние части канавок.
В некоторых вариантах осуществления упомянутое металлическое покрытие выполнено из Ni, Al или Ti, либо сплава на основе Ni, Co, Al или Ti, либо металлокерамики. Например, оно может содержать:
сплав на основе Ni, такой как NiAl, NiCrAl, NiCrAlY, в частности сплав на основе Ni, имеющий 5%-20% по весу Al, например Ni5Al, NiCr-6Al;
алюминиевый сплав, имеющий не более 12 вес.% Si;
т.н. «прочный» («strong») металлический сплав на основе Ni или Co с высоким содержанием дополнительных металлов, например CoMoCrSi, CoNiCrAlY;
металлокерамику с высоким содержанием (предпочтительно более 12% по весу) металлов, таких как Co, Ni, Cu, Al, или сплава этих металлов, например WC12Co, WC17Co; или
низколегированный титановый сплав, такой как TA6V.
Такие металлы или сплавы имеют механические свойства, в частности вязкость, которые предпочтительны в требуемой области применения.
В изобретении также предложена лопасть, имеющая переднюю кромку, при этом передняя кромка защищена с помощью армирующего материала, образованного металлическим покрытием, нанесенным на переднюю кромку путем термического напыления под давлением. Такое армирование может также включать в себя связующий подслой или фольгу, помещенную между передней кромкой и металлическим покрытием, как будет описано ниже.
В некоторых вариантах осуществления лопасть выполнена из композитного материала с органической матрицей. Например, она может представлять собой композитную лопасть, полученную путем вакуумного формования плетеной ткани. В качестве еще одного примера используемый композитный материал может изготавливаться из блока, в котором сплетенные углеродные и/или пластиковые волокна соединены с полимерной матрицей (например, матрицей из эпоксидной смолы, бисмалеимидной смолы, или смолы на основе цианатных эфиров), при этом блоку придается форма путем формования, используя способ вакуумной инжекции смолы, такой как формование с переносом смолы (RTM).
В некоторых вариантах осуществления в лопасти имеются две продольные канавки, по одной на каждой стороне передней кромки, причем эти канавки заполнены металлическим покрытием. Металлическое покрытие (а значит, и армирующее покрытие), таким образом, покрывает эти канавки.
В некоторых вариантах осуществления упомянутое металлическое покрытие выполнено из Ni, Al или Ti, либо сплава на основе Ni, Co, Al или Ti.
В некоторых вариантах осуществления толщина армирующего покрытия лежит в диапазоне от 0,5 мм до 20 мм.
Вышеупомянутые и другие характеристики и преимущества изобретения станут понятны из последующего подробного описания примеров изобретения. Подробное описание приведено со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи являются схематичными и выполнены не в масштабе, при этом они, прежде всего, направлены на иллюстрацию принципов изобретения.
На чертежах аналогичные элементы (или части элемента) имеют одинаковые ссылочные позиции.
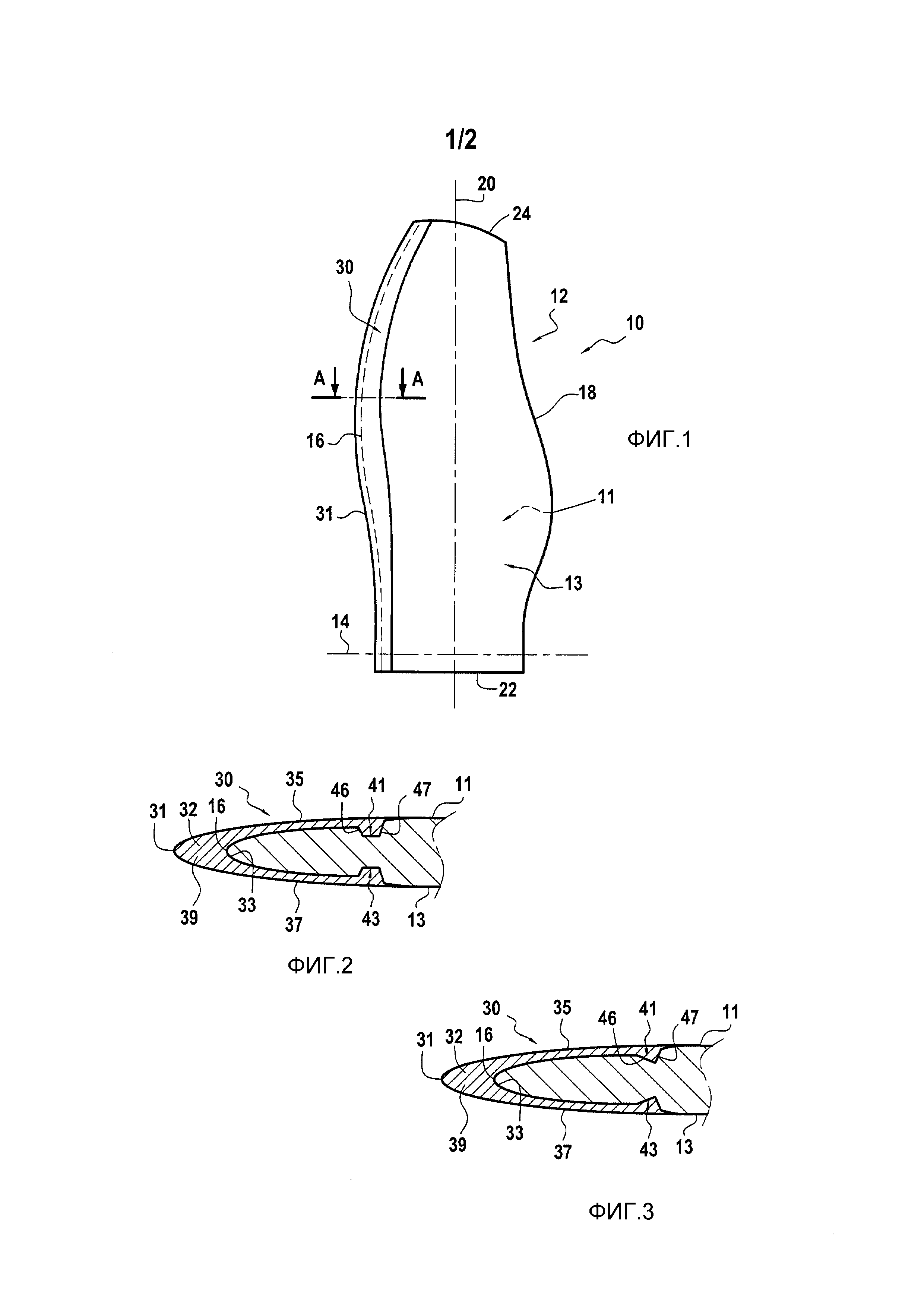
Фиг.1 изображает вид сбоку лопасти, передняя кромка которой имеет защитное армирующее покрытие.
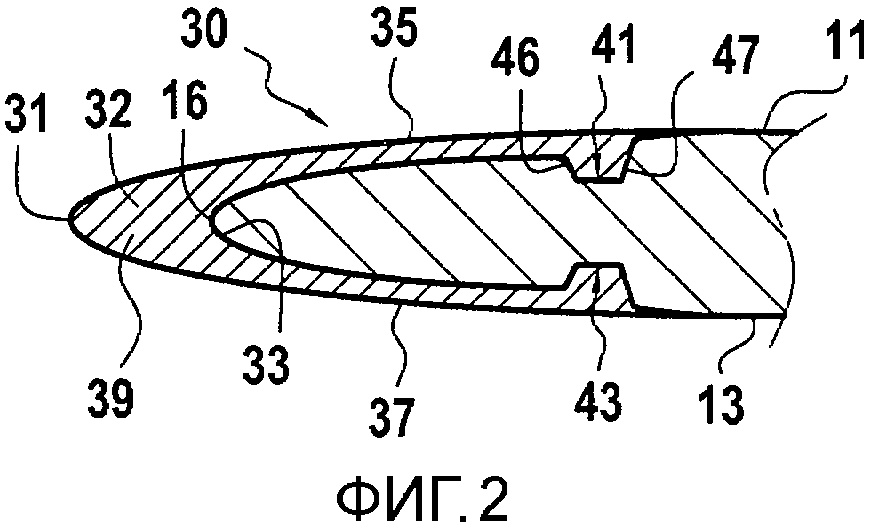
Фиг.2 - местный вид лопасти по Фиг.1 в плоскости сечения A-A.
Фиг.3 - вид, аналогичный виду на Фиг.2, где представлен другой пример лопасти.
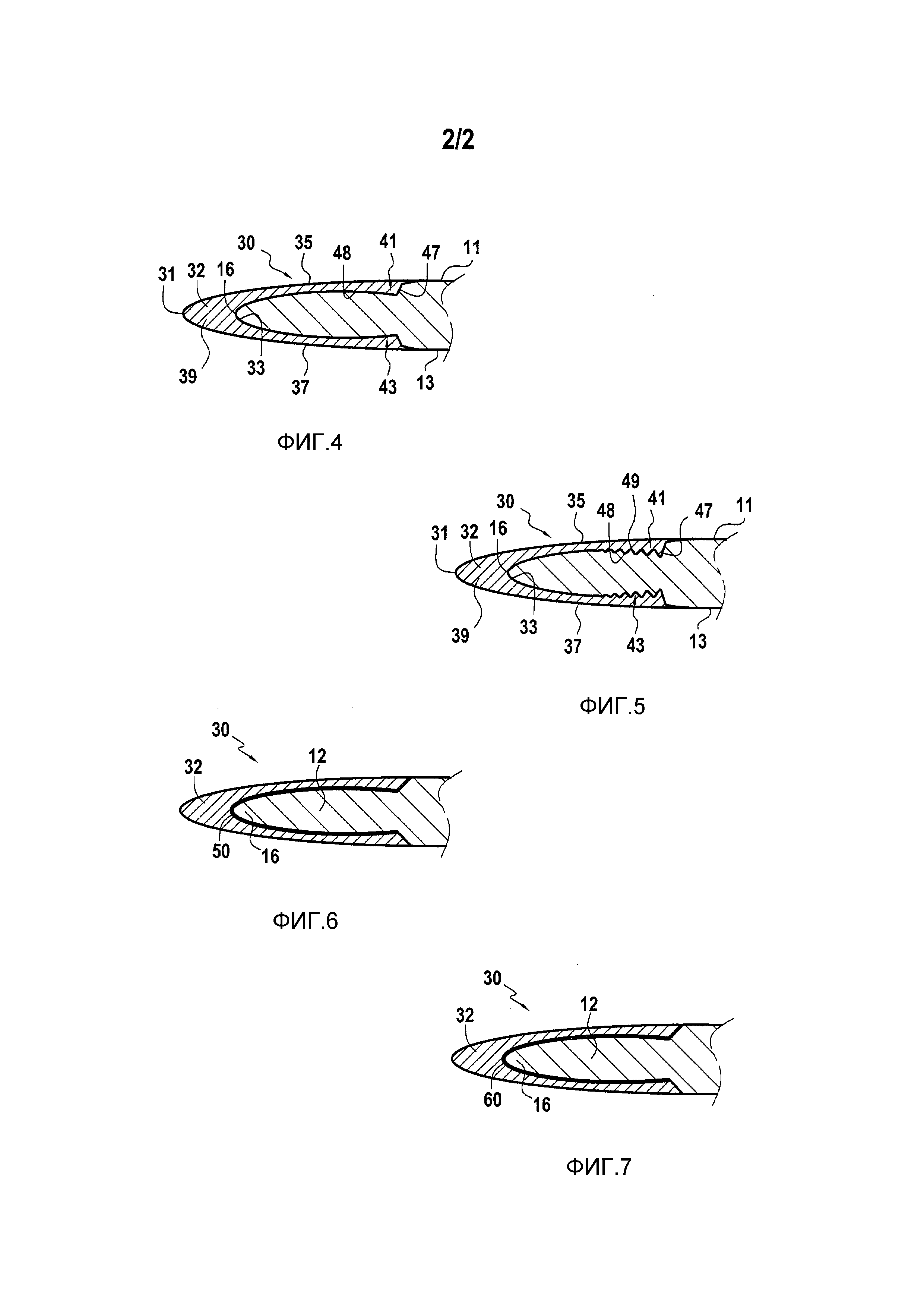
Фиг.4 - вид, аналогичный виду на Фиг.2, где представлен другой пример лопасти.
Фиг.5 - вид, аналогичный виду на Фиг.2, где представлен другой пример лопасти.
На Фиг.6 - вид, аналогичный виду на Фиг.2, где представлен другой пример лопасти.
На Фиг.7 - вид, аналогичный виду на Фиг.2, где представлен другой пример лопасти.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ
На Фиг.1 и 2 показана лопасть 12, являющаяся лопастью 10 турбинного двигателя. Эта лопасть представляет собой лопасть вентилятора турбореактивного двигателя самолета.
Лопасть 12 должна располагаться в потоке воздуха, проходящего через турбореактивный двигатель. Понятия «ближе по ходу» и «дальше по ходу» определяются относительно нормального направления этого потока.
Лопасть 12 имеет аэродинамическую поверхность и продолжается в первом направлении 14, которое является аксиальным (относительно оси вращения лопасти 10), между передней кромкой 16 и задней кромкой 18, а также во втором направлении 20, которое является радиальным (соответствующем продольному направлению лопасти 12), между основанием 22 и вершиной 24. Лопасть 10 своим основанием 22 крепится к вращающемуся несущему диску, общему для множества лопастей.
Засасывающая и напорная стороны 13 и 11 являются боковыми сторонами лопасти 12, соединяющими переднюю кромку 16 с задней кромкой 18.
Передняя кромка 16 скрыта в защитном армировании 30. Армирование 30 точно совпадает с формой передней кромки 16, по которой оно продолжается так, чтобы образовать переднюю кромку 31 армирования.
Защитное армирование 30 имеет сечение по существу U-образной формы и располагается на передней кромке 16 с заходом на обе ее стороны. Данное армирование имеет основание 39, представляющее собой область наибольшей толщины (например, в пределах 10 мм - 20 мм) армирования и определяющее переднюю кромку 31 армирования. Основание 39 продолжается двумя боковыми закраинами 35 и 37, расположенными соответственно на напорной стороне и засасывающей стороне лопасти 10. В сечении (Фиг.2) закраины 35 и 37 образуют профиль, который начинается сужением в направлении задней кромки 18, а затем утолщается в направлении концевых участков закраин.
Защитное армирование 30 получают нанесением металлического покрытия 32 на переднюю кромку 16 путем термического напыления под давлением.
На переднюю кромку 16 перед нанесением металлического покрытия 32 может быть нанесен связующий подслой 50 (см. Фиг.6). Например, этот связующий подслой 50 может быть образован сплавом Ni, Al, Cu и Co, в котором содержание других элементов мало (менее 15% по весу). Например, этот связующий подслой наносится путем плазменного напыления или путем пламенного напыления. После того как связующий подслой 50 нанесен, на этот связующий подслой 50 наносится покрытие 32 путем термического напыления.
Термическое напыление связующего подслоя 50 может выполняться в низкоскоростном режиме: пламенное напыление - по своей природе медленная операция, а при плазменном напылении расход газовой смеси Ar+H2 должен быть меньше или равен 40 литрам в минуту (л/мин). Кроме того, для термического напыления связующего подслоя могут использоваться один или более из следующих параметров:
толщина связующего подслоя лежит в диапазоне от 0,05 мм до 0,25 мм;
заготовка сохраняется как можно более холодной (например, температура передней кромки на глубине 0,5 мм от поверхности должна быть, по меньшей мере, на 10% ниже температуры стеклования пластикового материала);
низкий массовый расход порошка (например, менее 40 грамм в минуту (г/мин));
интенсивное охлаждение путем обдува (или даже криогенного обдува); а также
быстрое перемещение распылительной пушки (например, от 60 метров в минуту (м/мин) до 120 м/мин).
В качестве примера металлическое покрытие 32 выполнено из одного из следующих материалов: сплава на основе никеля; металлокерамики; а также прочного металлического сплава на основе никеля или кобальта. Металлическое покрытие 32 получают путем напыления упомянутого материала по технологии HVOF, HVAF или холодного напыления, параметры которого установлены так, чтобы создать покрытие, пребывающее в сжатом состоянии.
Существует возможность провести испытание HVOF, HVAF или холодного напыления на испытательном образце «Almen», чтобы выбрать наилучшие материалы для металлического покрытия 32. Используемые материалы предпочтительно должны отвечать следующим трем критериям:
нанесенное покрытие приводит испытательный образец «Almen» в сжатое состояние;
покрытие может наноситься до толщины более 1 мм и при этом не должно наблюдаться отслоение; а также
термопара, помещенная на заднюю сторону испытательного образца, должна показывать температуру в процессе напыления, не превышающую 150°C.
Кроме того, степень сжатия покрытия можно контролировать с использованием т.н. испытательного образца «Almen» (испытание по стандарту NFL 06-832C) для заданной толщины покрытия, обычно составляющей 0,5 мм. Величина прогиба пластины Альмена предпочтительно превышает F5N.
Термическое напыление металлического покрытия 32 под давлением может выполняться следующим образом.
Например, для холодного напыления:
скорость напыления превышает 1 Мах;
температура газа лежит в пределах от 200°C до 1000°C;
массовый расход порошка лежит в пределах от 10 г/мин до 80 г/мин; а также
давление в камере превышает 40 бар.
Например, для HVOF-напыления:
газовая смесь: керосин/кислород или водород/кислород;
массовый расход порошка лежит в пределах от 10 г/мин до 80 г/мин;
давление в камере оборудования HVOF HP превышает 8 бар;
криогенное охлаждения (жидкий CO2 или азот, либо гранулы («pellet») CO2) непосредственно самого покрытия; а также
дополнительный обдув, при котором температура этой части сохраняется ниже 150°.
Например, для HVAF-напыления:
газовая смесь: керосин/кислород или водород/кислород;
массовый расход порошка лежит в пределах от 10 г/мин до 80 г/мин;
давление в камере оборудования HVAF HP превышает 8 бар;
криогенное охлаждения (жидкий CO2 или азот, либо гранулы («pellet») CO2) непосредственно самого покрытия.
Перед термическим напылением покрытия 32 или связующего подслоя 50 бывает предпочтительно подготовить поверхность передней кромки 16 лопасти 12. Например, это случается, если лопасть 12 выполнена из сплетенных углеродных волокон и инжектированного полимерного связующего (обычно эпоксидной смолы). В процессе плетения углеродные волокна располагаются внахлест, оставляя минимум свободного пространства. На поверхности такое перекрытие прерывается и инжектированное полимерное связующее сглаживает остаточную шероховатость. В связи с этим в передней кромке 16 соотношение пластик/волокно на поверхности оказывается выше, чем в ее сердцевине. Сцепление покрытия 32 или связующего подслоя 50, в общем, лучше осуществляется на волокнах, чем на пластиковом материале, так что подготовка может заключаться в механическом очищении поверхности передней кромки 16, чтобы удалить лишний пластик. Глубина этого очищения обычно не превышает 0,1 мм - 0,2 мм (при условии, что лопасть 12 отформована правильно).
Однако при определенных обстоятельствах очищение невозможно, например, по причине риска снижения механической прочности рассматриваемой части или зоны (применительно к частям или зонам, подвергаемым большим механическим нагрузкам) и/или по причине того, что рассматриваемая часть или зона слишком мала, чтобы ее лишить материала. В этих случаях связующий подслой 50 можно заменить фольгой 60 малой толщины, например 0,02 мм - 0,4 мм (см. Фиг.7). Фольга 60 крепится к передней кромке 16, например, путем адгезии. Фольга может адгезионно связываться в процессе формования детали или после того, как деталь отформована. Затем фольга 60 может быть перфорирована с образованием микроотверстий, чтобы улучшить адгезионное связывание. После того как фольга 60 присоединена, покрытие 32 термически наносится на фольгу 60.
Связующий подслой 50 и фольга 60 могут быть выполнены из металла, так что напыление металлического покрытия 32 может осуществляться по схеме напыления на металлическую подложку.
Как показано на Фиг.2, лопасть 12 может иметь соответствующие продольные канавки 41, 43 по обе стороны от передней кромки 16 (например, первая канавка находится на одной стороне передней кромки, а вторая канавка - на другой стороне). Эти две продольные канавки 41, 43 расположены соответственно на напорной стороне 11 и засасывающей стороне 13. Металлическое покрытие напыляется в эти канавки 41, 43, так что канавки покрыты армирующим материалом 30.
Наибольшая толщина закраин 35, 37 наблюдается в канавках 41, 43, а их наименьшая толщина - ближе по ходу от этих канавок. Эти канавки 41, 43 позволяют встроить армирование 30 в лопасть 12.
Канавки 41, 43 могут иметь различный профиль. На Фиг.2-5 показаны различные примеры возможных профилей. На дальней по ходу стороне (т.е. в направлении задней кромки 18) канавки 41, 43 определяются ступеньками 47 в боковых поверхностях лопасти 12, при этом ступеньки 47 образуют упоры для армирующего материала 30 в случае удара, тем самым не допуская скольжения армирующего материала 30 по лопасти 12. На ближней по ходу стороне (т.е. в направлении передней кромки 16) канавки 41, 43 определяются соответствующими ступеньками в боковых поверхностях лопасти 12, как в примерах на Фиг.2 и 3, либо, наоборот, определены соответствующими пологими откосами 48, как в примере на Фиг.4. Пример на Фиг.5 отличается от примера на Фиг.4 тем, что в пологих откосах 48 на ближней по ходу стороне канавок 41, 43 образованы продольные борозды 48.
Во всех этих примерах канавки 41, 43 имеют профиль, расходящийся на конус, так чтобы металлическое покрытие легко наносилось в нижние части канавок, даже если термическое напыление выполняется под углом, отличным от 90° (что соответствует напылению ортогонально поверхности). Обычно представленные профили позволяют проводить напыление под углом, лежащим в диапазоне от 45° до 90°.
Варианты осуществления или примеры, представленные в настоящем описании, приведены в качестве неограничивающих иллюстраций, при этом специалисты в данной области техники смогут легко изменить эти варианты осуществления или примеры, либо предложить другие, не выходя за пределы объема изобретения.
Кроме того, различные отличительные особенности этих вариантов осуществления или примеров могут использоваться сами по себе или в сочетании друг с другом. Будучи использованными в сочетании друг с другом, эти отличительные особенности могут сочетаться, как описано выше, либо другими способами, при этом изобретение не ограничено конкретными комбинациями, представленными в настоящем описании. В частности, если не указано обратное, отличительная особенность, описанная в отношении любого варианта осуществления или примера, может быть применена аналогичным образом к другим вариантам осуществления или примерам.
Способ и система для контроля уровня масла, содержащегося в баке двигателя летательного аппарата
Поворотная конструкция типа эндоскоп
Способ обнаружения повреждения, по меньшей мере, одного опорного подшипника двигателя
Газотурбинный двигатель с устройством для блокировки вращения сегмента направляющего аппарата в картере и блокировочный штифт, препятствующий вращению
Открытый воздушный винт для турбомашины
Способ определения крутящего момента и/или угловой скорости вращающегося вала и устройство для выполнения способа
Способ и устройство для мониторинга крутильных колебаний вращающегося вала турбинного двигателя
Способ изготовления лопатки с внутренними каналами из композитного материала и лопатка турбомашины из композитного материала
Устройство для измерения температуры в проточном канале первичного потока двухконтурного турбореактивного двигателя
Оснастка для литья под давлением детали
Способ ремонта фланца картера и картер для турбомашины
Способ и система для контроля уровня масла, содержащегося в баке двигателя летательного аппарата
Поворотная конструкция типа эндоскоп
Способ обнаружения повреждения, по меньшей мере, одного опорного подшипника двигателя
Газотурбинный двигатель с устройством для блокировки вращения сегмента направляющего аппарата в картере и блокировочный штифт, препятствующий вращению
Открытый воздушный винт для турбомашины
Способ определения крутящего момента и/или угловой скорости вращающегося вала и устройство для выполнения способа
Способ и устройство для мониторинга крутильных колебаний вращающегося вала турбинного двигателя
Способ изготовления лопатки с внутренними каналами из композитного материала и лопатка турбомашины из композитного материала
Устройство для измерения температуры в проточном канале первичного потока двухконтурного турбореактивного двигателя

