Результат интеллектуальной деятельности: Узел сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали (варианты)
Вид РИД
Изобретение
Изобретение относится к атомной энергетике и может быть использовано для изготовления тепловыделяющих элементов (твэлов) энергетических реакторов.
Эксплуатационная надежность твэлов во многом определяется качеством выполненных сварных соединений. В настоящее время для герметизации твэлов для реакторов на быстрых нейтронах с оболочками из высокохромистых сталей ферритно-мартенситного класса применяют метод аргонодуговой сварки (АДС) неплавящимся вольфрамовым электродом.
Известен узел сварного соединения, включающий оболочку и заглушку, имеющий конструкцию стыко-замкового соединения с расплавляемым буртиком, расположенным на заглушке (в книге "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под редакцией Ф.Г. Решетникова, кн. 2, Энергоатомиздат, 1995 г., стр. 185-186, таблица 20.1а). В этих конструкциях узла сварного соединения используют материалы одного класса, в том числе и высокохромистые стали ферритно-мартенситного класса. Требования, предъявляемые к сварным соединениям, определяются ОСТ 95 503-2006.
Основным недостатком при сварке высокохромистых сталей ферритно-мартенситного класса является склонность их к образованию закалочных структур и холодных трещин, возникающих через определенное время после проведения процесса сварки.
С целью получения качественных сварных соединений данного типа сталей необходима дополнительная операция отпуска сварных швов, который проводят при температуре740-760°C в течение 20-30 мин, с минимально возможным временем между операциями сварки и последующего отпуска. Проведение операции послесварочного отпуска требует определенных затрат и усложняет технологию изготовления тепловыделяющего элемента, особенно при отпуске сварного шва, герметизирующего твэл после снаряжения его топливом.
Техническим результатом изобретения является обеспечение надежности герметизации тепловыделяющих элементов ядерного реактора с оболочками из высокохромистых сталей за счет получения качественного сварного соединения оболочки с заглушкой без последующей термической обработки сварного шва, что упрощает технологический процесс его изготовления.
Технический результат достигается в узле сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали, соединенных аргонодуговой сваркой, причем в нем используют оболочку из ферритно-мартенситной стали и заглушку из ферритной стали, с параметрами, выбранными из соотношений:
δ≤a≤2δ
δ≤b≤1,5δ,
где а - ширина буртика заглушки;
b - глубина проплавления;
δ - толщина оболочки.
Технический результат достигается в узле сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали, соединенных аргонодуговой сваркой, причем в нем используют биметаллическую оболочку, наружный слой которой выполнен из ферритной, а внутренний слой - из ферритно-мартенситной стали с соотношением толщин 1:1 или 1:2, и заглушку из ферритно-мартенситной стали с параметрами, выбранными из соотношений:
δ1≤а≤1,5δ1
(δ1+δ2)≤b≤1,2(δ1+δ2),
где а - ширина буртика заглушки;
b - глубина проплавления;
δ1 - толщина наружного слоя биметаллической оболочки;
δ2 - толщина внутреннего слоя биметаллической оболочки.
Технический результат достигается в узле сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали, соединенных аргонодуговой сваркой, причем в нем используют оболочку из ферритно-мартенситной стали и биметаллическую заглушку, наружный слой которой выполнен из ферритной стали, а внутренний слой из ферритно-мартенситной стали, с параметрами, выбранными из соотношений:
δ1≤а≤2δ1
0,2δ≤δ1≤0,5δ
(δ+0,2δ1)≤b≤(δ+0,5δ1),
где a - ширина буртика заглушки;
b - глубина проплавления;
δ - толщина оболочки;
δ1 - толщина наружного слоя биметаллической заглушки.
Технический результат достигается в узле сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали, соединенных аргонодуговой сваркой, причем в нем используют оболочку и заглушку, выполненные из ферритно-мартенситной стали, а между ними размещено кольцо из ферритной стали, с параметрами, выбранными из соотношений:
0,8δ≤a≤δ
δ≤b≤1,2δ
а≤с≤2а,
где а - ширина буртика заглушки;
b - глубина проплавления;
с - толщина кольца;
δ - толщина оболочки.
При получении узла сварного соединения используют схему соединения оболочки с заглушкой, выполненных из высокохромистой стали ферритного и ферритно-мартенситного класса, изменяя их взаимное расположение в узле, тем самым формируя в металле шва ферритную фазу, которая дает возможность исключить дополнительную термообработку шва после сварки (в книге «Сварка в машиностроении: Справочник. В 4-х т.» под ред. Г.А. Николаев и др. - М.: Машиностроение, 1978, т. 2 / Под ред. А.И. Акулова, стр. 179-183). Таким образом, упрощается технологический процесс изготовления тепловыделяющих элементов ядерного реактора.
Выбор интервала соотношений ширины буртика заглушки, толщины оболочки (в том числе, при использовании биметалла), толщин кольца и глубины проплавления, обосновываются как необходимое условие получения в металле шва узла сварного соединения ферритной фазы.
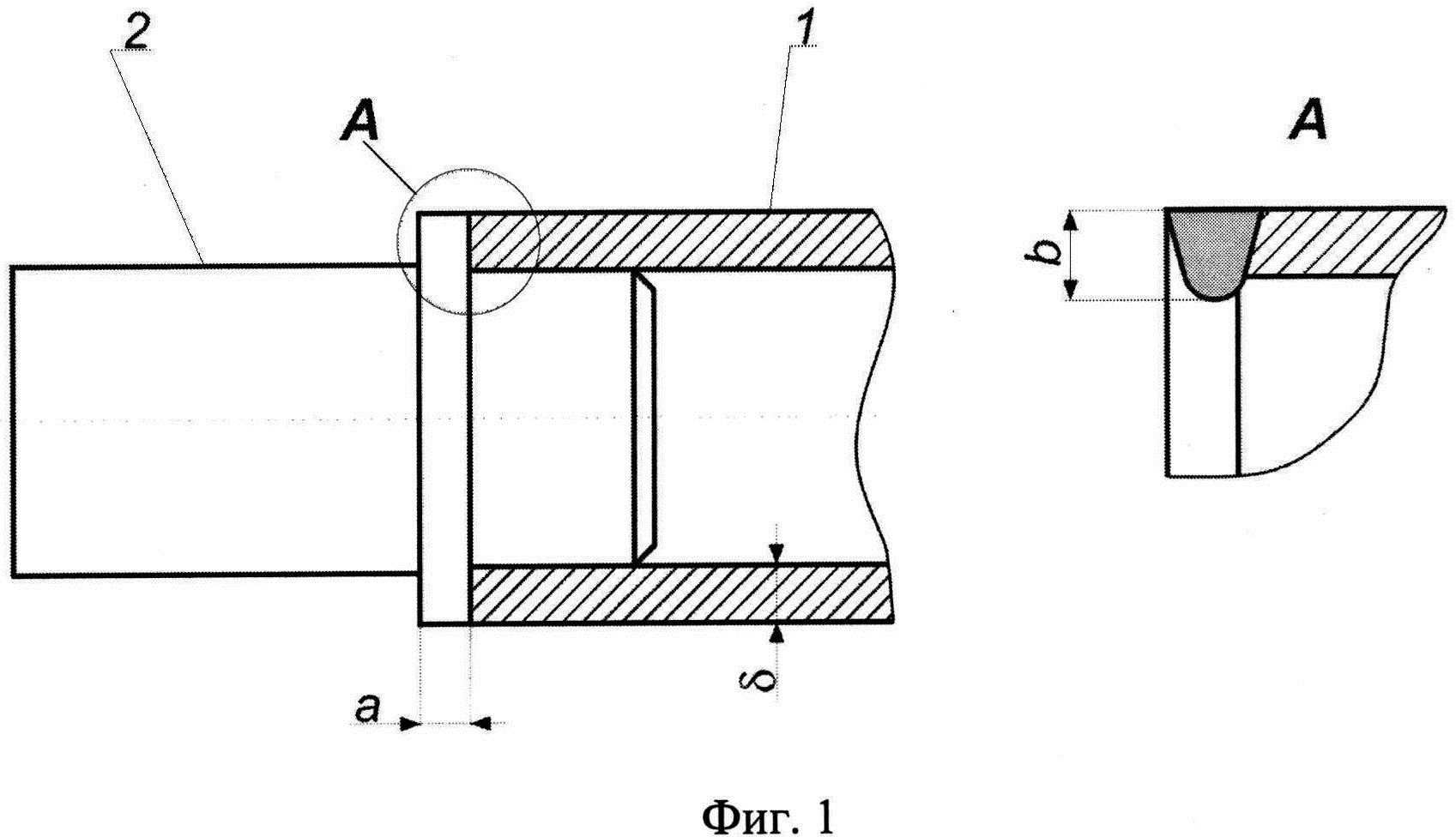
На Фиг. 1 представлена конструкция узла сварного соединения, которая включает в себя оболочку 1 из стали ферритно-мартенситного класса и заглушку 2 из стали ферритного класса.
С целью получения в металле сварного шва ферритной фазы по данному варианту конструкции узла необходимо соблюдение параметров, выбранных из соотношений:
δ≤а≤2δ
δ≤b≤1,2δ,
где а - ширина буртика заглушки;
b - глубина проплавления;
δ - толщина оболочки.
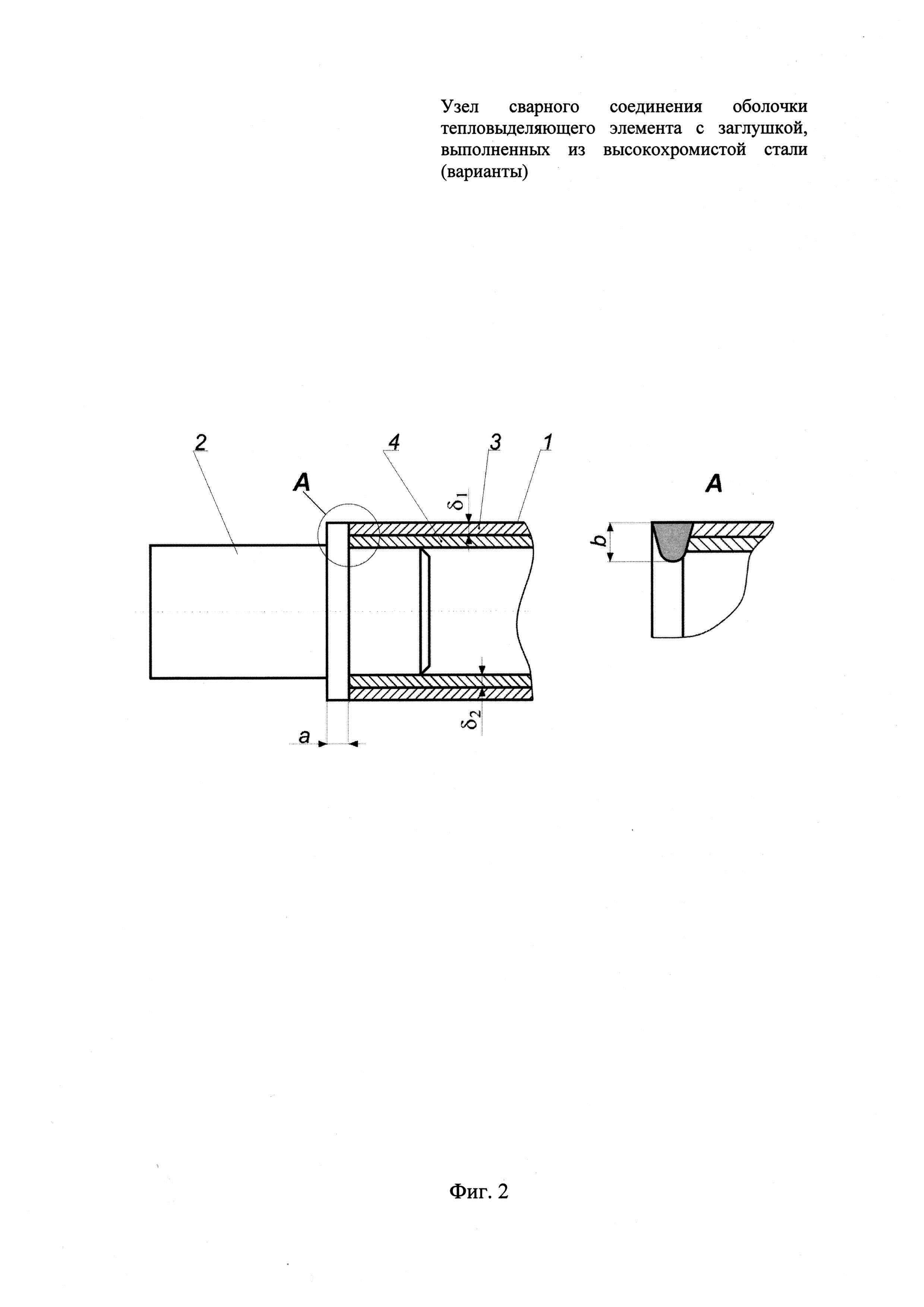
На Фиг. 2 представлена конструкция узла сварного соединения, которая включает в себя биметаллическую оболочку 1, наружный слой 3 которой состоит из стали ферритного класса, а внутренний 4 - из стали ферритно-мартенситного класса, а также заглушку 2 из ферритно-мартенситной стали.
С целью получения в металле сварного шва ферритной фазы по данному варианту конструкции узла необходимо соблюдение параметров, выбранных из соотношений:
δ1≤а≤1,5δ1
(δ1+δ2)≤b≤1,2(δ1+δ2),
где a - ширина буртика заглушки;
b - глубина проплавления;
δ1 - толщина наружного слоя биметаллической оболочки;
δ2 - толщина внутреннего слоя биметаллической оболочки.
На Фиг. 3 представлена конструкция узла сварного соединения, которая включает в себя оболочку 1 из стали ферритно-мартенситного класса и биметаллическую заглушку 2, наружный слой 5 которой состоит из стали ферритного класса, а внутренний 6 - из стали ферритно-мартенситного класса.
С целью получения в металле сварного шва ферритной фазы по данному варианту конструкции узла необходимо соблюдение параметров, выбранных из соотношений:
δ1≤а≤2δ1
0,2δ≤δ1≤0,5δ
(δ+0,2δ1)≤b≤(δ+0,5δ1),
где а - ширина буртика заглушки;
b - глубина проплавления;
δ - толщина оболочки;
δ1 - толщина наружного слоя биметаллической заглушки.
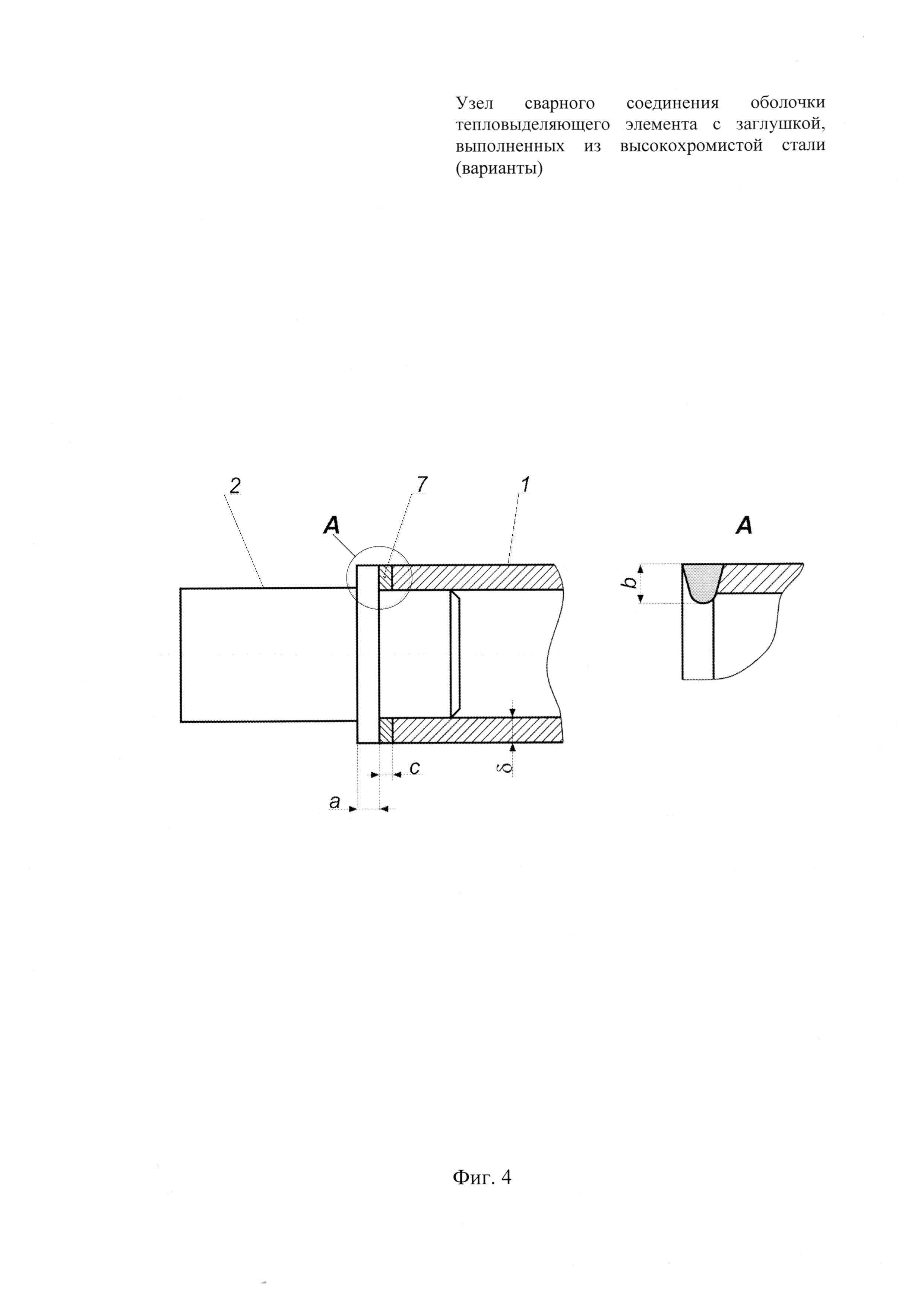
На Фиг. 4 представлена конструкция узла сварного соединения, которая включает в себя оболочку 1 и заглушку 2 из стали ферритно-мартенситного класса, а также кольцо 7 из ферритной стали, установленное между оболочкой и заглушкой в зоне сварного соединения.
С целью получения в металле сварного шва ферритной фазы по данному варианту конструкции узла необходимо соблюдение параметров, выбранных из соотношений:
0,8δ≤а≤δ
δ≤b≤1,2δ
а≤с≤2а,
где: а - ширина буртика заглушки;
b - глубина проплавления;
с - толщина кольца;
δ - толщина оболочки.
При разработке сварных соединений и расчете основных конструктивных параметров, таких как ширина буртика на заглушке, толщина стенки оболочки, а также глубина проплавления исходили из следующих технологических параметров:
- толщина оболочки от 0,4 мм до 0,5 мм;
- ширина буртика должна составлять от 0,2 мм до 1 мм;
- глубина проплавления не менее толщины оболочки, но не должна превышать ее толщину в 1,2 раза;
- расположение оси электрода по стыку между оболочкой и заглушкой;
Режимы сварки, обеспечивающие необходимое качество сварного соединения с заданным фазовым составом металла шва по разработанным конструкциям составляют:
|
Пример выполнения 1.
В качестве оболочки твэла использовалась сталь ферритно-мартенситного класса ЭП-823 диаметром 9,3 мм с толщиной стенки 0,5 мм, а заглушка изготавливалась из стали ферритного класса 05Х18С2ВФАЮ, ширина буртика в заглушке составляла 0,8 мм, его диаметр соответствовал диаметру оболочки (Фиг. 1).
Герметизацию твэла осуществляли методом АДС по режиму:
|
Пример выполнения 2
В качестве оболочки твэла использовалась биметаллическая оболочка толщиной 0,5 мм, наружный слой которой выполнен из стали 05Х18С2МВФАЮ, а внутренний из стали ЭП-823 при соотношении толщин 1:2. Заглушка изготавливалась из стали ЭП-823, ширина буртика ее составляла 0,8 мм (Фиг. 2). Сварка оболочки с заглушкой осуществлялась на том же режиме, что и в примере 1.
Пример выполнения 3
В качестве оболочки твэла использовалась сталь ЭП-823 толщиной 0,5 мм и биметаллическая заглушка, наружный слой которой выполнен из стали 05Х18С2МВФАЮ, а внутренний - из стали ЭП-823 (Фиг. 3). Толщина наружного слоя заглушки из стали 05Х18С2МВФАЮ в зоне сварки составляла 0,2 мм. Режим сварки оболочки с заглушкой был тот же, что и в примере 1.
Пример выполнения 4
В качестве материала оболочки и заглушки использовалась сталь ЭП-823. Толщина оболочки составляла 0,4 мм, а буртик заглушки - 0,45 мм. Кольцо из стали 05Х18С2МВФАЮ толщиной 0,75 мм устанавливалось между буртиком заглушки и оболочкой (Фиг. 4). Режим сварки аналогичен режиму в примере 1.
По разработанной технологии изготовлены имитаторы твэлов.
Проведенные металлографические исследования сварных соединений по различным вариантам конструкций узла сварного соединения, представленных на Фиг. 1-4, и выбранным технологическим параметрам показали, что во всех вариантах конструкции узла сварного соединения в металле шва образуется ферритная фаза.
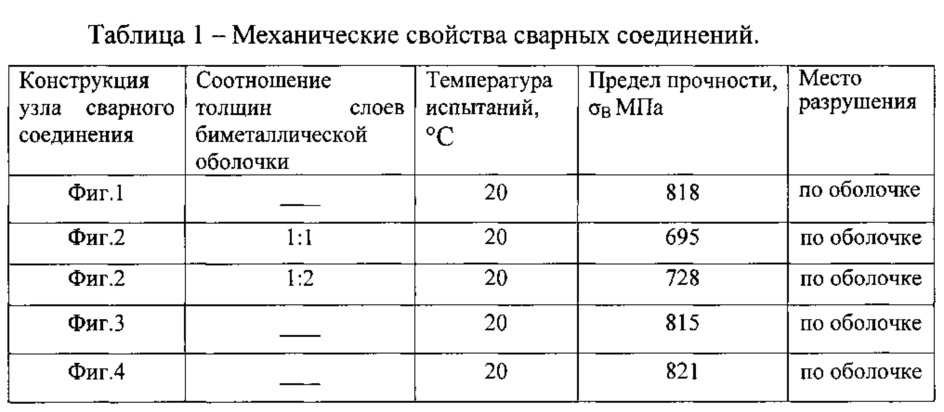
В таблице 1 представлены механические свойства сварных соединений по разработанным вариантам конструкции соединений.
Испытания на механическую прочность показали, что разрыв образцов происходит по оболочке имитаторов твэлов.
Проведены коррозионные испытания сварных соединений в свинцовом теплоносителе в течение 4000 часов. Установлено, что коррозионная стойкость сварных соединений сохраняется на уровне коррозионной стойкости оболочки твэла.
Проведенные испытания сварных соединений на герметичность гелиевым течеискателем масс-спектроскопическим методом при комнатной температуре показали, что все швы герметичны.
Использование предлагаемых вариантов узла сварного соединения оболочки с заглушкой из высокохромистых сталей позволит повысить их качество и значительно упростить технологию их изготовления.
Способ запуска пиротехнических устройств и устройство для его осуществления
Выбрасывающее устройство
Устройство сопряжения системы управления с объектом управления
Электродвигатель
Способ сборки огнестойкой конструкции
Способ изготовления прострельной мишени рентгеновской трубки и прострельная мишень рентгеновской трубки (варианты)
Способ тестирования световодов с недоступным торцом ввода-вывода излучения
Устройство для формирования кольцевой кумулятивной струи
Устройство для облучения изделий потоком атомов водорода с тепловыми скоростями
Способ получения открытопористого наноструктурного металла
Способ запуска пиротехнических устройств и устройство для его осуществления
Выбрасывающее устройство
Устройство сопряжения системы управления с объектом управления
Электродвигатель
Способ сборки огнестойкой конструкции
Способ изготовления прострельной мишени рентгеновской трубки и прострельная мишень рентгеновской трубки (варианты)
Способ тестирования световодов с недоступным торцом ввода-вывода излучения
Устройство для формирования кольцевой кумулятивной струи
Устройство для облучения изделий потоком атомов водорода с тепловыми скоростями
Способ получения открытопористого наноструктурного металла

