Результат интеллектуальной деятельности: Способ высокотемпературной термомеханической обработки (α+β)-титановых сплавов
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к термомеханической обработке (α+β)-титановых сплавов, и может быть использовано в машиностроении и авиационной технике.
Как известно, параметры термической и термомеханической обработок значительно влияют на уровень механических свойств и эксплуатационных характеристик (α+β)-титановых сплавов.
Известен способ обработки заготовок, преимущественно крупногабаритных, из (α+β)-титановых сплавов, заключающийся в получении мелкозернистой микроструктуры посредством деформации при температурах ниже температуры полного полиморфного превращения (tm), при этом деформацию заготовки осуществляют по крайней мере в две стадии, причем на первой стадии заготовку нагревают до температуры, равной или выше температуры, соответствующей равному количественному соотношению фаз в сплаве (tα=β), и при этой температуре осуществляют по крайней мере часть деформации, на второй стадии деформации заготовку нагревают и деформируют при температуре ниже температуры tα=β (RU 2196189 C2, 10.01.2003).
Недостатком данного способа является анизотропия механических свойств обработанного сплава ввиду выраженных областей неоднородности его структуры, формирующейся в процессе деформации.
Известен способ термомеханической обработки (α+β)-титановых сплавов путем многократных нагревов, деформации и охлаждения, в котором с целью повышения прочности и вязкости разрушения сплавы нагревают до температуры на 70-150°C выше температуры полиморфного превращения со скоростью 1,3-1,5°C/с, деформируют со степенью 40-80% при этой температуре, охлаждают до температуры на 10-40°C ниже температуры полиморфного превращения со скоростью 1,6-2,0°C/с, причем в процессе охлаждения в (α+β)-области осуществляют деформацию на 4-14%, затем охлаждают до комнатной температуры со скоростью 0,8-0,9°C/с, нагревают до температуры на 10-40°C ниже температуры полиморфного превращения со скоростью 1,3-1,5°C/с, охлаждают до температуры на 100-140°C ниже температуры полиморфного превращения со скоростью 2,2-3,0°C/с и в процессе охлаждения подвергают деформации, после чего охлаждают до комнатной температуры со скоростью 5,5-7°C/с, нагревают до 450-550°C со скоростью 1,3-1,8°C/с, выдерживают 5-10 ч, деформируют и охлаждают со скоростью 1,3-1,8°C/с (SU 1039243 A1, 27.08.2004).
Недостатком данного способа является низкий уровень длительной прочности, так как в процессе нагревов и деформаций, описанных в способе, формируется крупнозернистая структура.
Известен также способ термомеханической обработки титановых сплавов, включающий нагрев со скоростью 60-70°/мин до температуры на 50-100°C ниже температуры полиморфного превращения, деформацию со степенью 50-65%, охлаждение в воде со скоростью 3000-3600°/мин, нагрев со скоростью 60-70°/мин до температуры на 440-490°C ниже температуры полиморфного превращения, выдержку в течение 10 ч и охлаждение со скоростью 60-70°/мин (Бернштейн М.Л. «Термомеханическая обработка металлов и сплавов», М.: Металлургия, том 2, 1969, страница 1153).
Термомеханическая обработка изделий из титановых сплавов вышеуказанным способом может вызывать значительные изменения их геометрии, в связи с чем данный способ мало применим для листовых полуфабрикатов.
Наиболее близким аналогом является способ термомеханической обработки титановых сплавов путем ступенчатого нагрева, горячей деформации и охлаждения. С целью повышения конструкционной прочности, пластичности и ударной вязкости нагрев ведут до температуры на 260-300°C ниже температуры полиморфного превращения со скоростью 210-400°/мин, деформируют при постоянной температуре со степенью деформации 0,3-4%, охлаждают со скоростью 30-50°/мин, нагревают до температуры на 60-100°C ниже температуры полиморфного превращения, охлаждают со скоростью 100-120°/мин, нагревают до температуры на 470-510°C ниже температуры полиморфного превращения и выдерживают при этой температуре (SU 1036069 A1, 27.08.2015).
Недостатком способа-прототипа является нестабильность прочностных свойств, а также низкий уровень прочности и выносливости обрабатываемых сплавов.
Технической задачей заявленного способа является повышение долговечности (α+β)-титановых сплавов и ресурса эксплуатации деталей и узлов летательных аппаратов, выполненных из них.
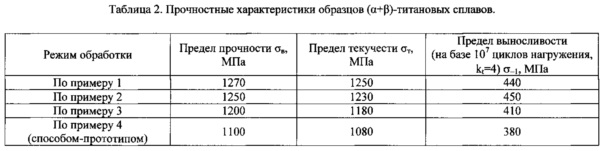
Техническим результатом заявленного способа является повышение предела прочности σв обработанного сплава до 1200-1270 МПа, предела текучести σт до 1180-1250 МПа и предела выносливости σ-1 (на базе 107 циклов нагружения, коэффициент концентратора напряжений kt=4) до 410-450 МПа.
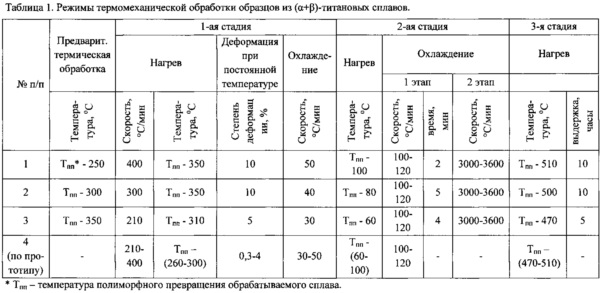
Технический результат достигается способом высокотемпературной термомеханической обработки (α+β)-титанового сплава, включающим первую стадию нагрева до температуры ниже температуры полиморфного превращения сплава со скоростью 210-400°C/мин, деформацию при постоянной температуре, первую стадию охлаждения со скоростью 30-50°C/мин, вторую стадию нагрева до температуры на 60-100°C ниже температуры полиморфного превращения сплава, вторую стадию охлаждения и третью стадию нагрева до температуры на 470-510°C ниже температуры полиморфного превращения с последующим окончательным охлаждением, при этом перед первой стадией нагрева проводят предварительную термическую обработку в вакууме при температуре на 250-350°C ниже температуры полиморфного превращения сплава, первую стадию нагрева проводят до температуры на 310-350°C ниже температуры полиморфного превращения, деформацию при постоянной температуре проводят со степенью 5-10%, вторую стадию охлаждения проводят в два этапа, причем на первом этапе сплав охлаждают со скоростью 100-120°C/мин в течение 2-5 минут, а на втором этапе сплав охлаждают со скоростью 3000-3600°C/мин до комнатной температуры, после третьей стадии нагрева сплав выдерживают при температуре нагрева в течение 5-10 часов.
В процессе высокоскоростных нагревов, деформации при постоянной температуре и охлаждений с регламентированной скоростью достигается фрагментация деформированных зерен с образованием мелкозернистой ячеистой структуры. Предварительная термическая обработка в вакууме при температуре на 250-350°C ниже температуры полиморфного превращения способствует очищению поверхности сплава, допускает воздействие более высоких удельных давлений, позволяет повысить степень и снизить температуру деформации на последующей стадии. Выбранный температурный интервал термической обработки в вакууме позволяет избавиться от вредных примесей, таких как водород.
Снижение температуры на первой стадии нагрева до температуры на 310-350°C ниже температуры полиморфного превращения и повышение степени деформации до 5-10% способствуют получению более развитой дислокационной структуры. В процессе повторного высокоскоростного нагрева субзерна не успевают вырасти и α→β-перестройка происходит в пределах границ полигональной структуры. В процессе последующего охлаждения фиксируется метастабильная β-фаза.
Вторую стадию нагрева, исходя из глубины термообрабатываемого слоя, рекомендуется проводить без оправки токами высокой частоты в диапазоне 20-40 кГц.
Ступенчатое охлаждение после второй стадии нагрева по указанным выше режимам позволяет зафиксировать необходимое количество β-фазы. Подстуживание методом перемещения детали в индукторе с подачей сжатого (4 атм) воздуха, что соответствует скорости охлаждения 100-120°C/мин, в течение 2-5 минут исключает возможное коробление полуфабриката, которое может возникнуть в связи с резким изменением температуры. Охлаждение в воде позволяет достичь скорости охлаждения 3000-3600°C/мин, что повышает при этом стабильность β-фазы.
При установленной продолжительности выдержки 5-10 часов на последней стадии нагрева обеспечивается наиболее полный распад β-фазы, что способствует достижению высокого уровня механических свойств.
Примеры осуществления.
Предложенный способ был опробован при обработке листов толщиной 3 мм из сплава ВТ43 (примеры 1-2), температура полиморфного превращения Tпп которого составляет 910°C, и листа толщиной 3 мм из сплава ВТ23М (пример 3), температура полиморфного превращения Tпп которого составляет 920°C.
В вакуумной электропечи сопротивления ВЕГА-8 осуществляли нагрев листов из (α+β)-титанового сплавов марок ВТ43 и ВТ23М, охлаждение проводили, не вынимая из печи. Далее нагрев листов осуществляли в оправке индуктором, а их охлаждение в оправке проводили на воздухе. Нагрев на второй ступени проводили током высокой частоты 20 кГц без оправки, а охлаждение проводили сначала сжатым (4 атм) воздухом при перемещении детали в индукторе в течение 2-5 минут, а затем продолжали в воде. Нагрев на третьей стадии осуществляли в электропечи сопротивления.
Режимы термомеханической обработки листов из (α+β)-титановых сплавов приведены в таблице 1.
Из обработанных по описанным режимам листов вырезали образцы для проведения последующих испытаний на определение прочностных и усталостных свойств.
Предел прочности σв и предел текучести σт определяли при комнатной температуре по ГОСТ 1497-84 (испытания на растяжение).
Предел выносливости σ-1 (на базе 107 циклов нагружения, коэффициент концентратора напряжений kt=4) определяли при комнатной температуре по ГОСТ 25502-82 (испытания на усталость).
Сравнительные характеристики полученных значений предела прочности σв, предела текучести σт и предела выносливости σ-1 после обработки титанового сплава предложенным способом и способом-прототипом приведены в таблице 2.
Как видно из полученных данных, после обработки предложенным способом предел прочности возрастает на 9,1-15,45%, предел текучести - на 9,26-15,7%, а предел выносливости - на 7,9-15,79% по сравнению с обработкой способом-прототипом.
Таким образом, предложенный способ высокотемпературной термомеханической обработки может обеспечить повышение прочности конструкций и ресурс эксплуатации изделий из (α+β)-титановых сплавов.
Способ удаления керамического материала из отливок деталей
Способ пайки пористого материала с подложкой
Жаропрочный сплав на основе алюминия
Высокопрочный алюминиевый литейный сплав
Защитное технологическое покрытие
Керамический окислительно-стойкий композиционный материал и изделие, выполненное из него
Стеклопластик и изделие, выполненное из него
Эпоксидное связующее, препрег на его основе и изделие, выполненное из него
Сплав на основе системы al-cu-li и изделие, выполненное из него
Припой на основе никеля для изготовления конструкции типа "блиск"
Способ удаления керамического материала из отливок деталей
Способ пайки пористого материала с подложкой
Жаропрочный сплав на основе алюминия
Высокопрочный алюминиевый литейный сплав
Защитное технологическое покрытие
Керамический окислительно-стойкий композиционный материал и изделие, выполненное из него
Стеклопластик и изделие, выполненное из него
Эпоксидное связующее, препрег на его основе и изделие, выполненное из него
Сплав на основе системы al-cu-li и изделие, выполненное из него
Припой на основе никеля для изготовления конструкции типа "блиск"

