Результат интеллектуальной деятельности: СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области технологических процессов, к способам сушки керамических изделий и может быть использовано в производстве изделий из глины, преимущественно кирпича, черепицы, посуды, сувениров.
В процессе сушки керамических изделий происходит перенос жидкости изнутри этого изделия к его поверхности. Когда в наружных слоях изделия влажность убывает быстрее (интенсивнее), чем в глубинных, то в изделии возникают внутренние усадочные напряжения, которые при достижении критического значения приводят к появлению дефектов - короблению высушиваемого материала и образованию трещин. Наличие дефектов снижает качество (внешний вид, прочность), уменьшает выход готовых изделий [1]. Поэтому производители, перестраховываясь, вынуждены вести сушку в замедленном темпе, а это снижает производительность труда и повышает энергозатраты из-за простоя обжиговых печей, ожидающих загрузки высушенных полуфабрикатов [1].
Известен [2] способ сушки керамического кирпича-сырца путем принудительной циркуляции газообразного сушильного агента через штабель кирпича-сырца, расположенный в сушильной камере, при котором статус влаги кирпича-сырца штабеля контролируют путем измерения температуры и влажности газообразного сушильного агента. По способу [2] используют автоматизированную линию сушки керамических изделий, содержащую сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонку подачи холодного воздуха, заслонку подачи горячего воздуха, распределительную заслонку, систему автоматического управления, отличающуюся тем, что система автоматического управления включает в себя датчик температуры, датчик влажности, датчик положения тележки подачи кирпича, концентратор, передатчик, установленные на тележках подачи кирпича в сушильную камеру, на заслонке горячего воздуха установлен привод управления заслонкой горячего воздуха, на заслонке подачи холодного воздуха установлен привод управления заслонкой подачи холодного воздуха, на распределенных заслонках установлены приводы управления распределенных заслонок и приемники, блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, причем выход воздуховода подачи горячего воздуха через заслонку подачи горячего воздуха, а выход воздуховода подачи холодного воздуха через заслонку подачи холодного воздуха соединены с входом смесителя горячего и холодного воздуха, выход которого через распределенные заслонки соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру, выходы которых соединены с входами сушильной камеры, на тележке подачи кирпича в сушильную камеру установлены датчик температуры, выход которого подключен к первому входу концентратора, датчик влажности, выход которого подключен к второму входу концентратора, датчик положения тележки подачи кирпича, выход которого подключен к третьему входу концентратора, выход концентратора подключен к входу передатчика, выход передатчика подключен к входу приемника, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха, выход которого соединен с входом заслонки подачи холодного воздуха, к входу привода управления заслонкой подачи горячего воздуха, выход которого соединен с входом заслонки подачи горячего воздуха, к входам приводов управления распределенных заслонок, выходы которых соединены с входами распределенных заслонок, выходы которых соединены с входами сушильной камеры.
Недостатком способа [2] является то, что контроль сушки кирпича-сырца выполняют не напрямую, а косвенно, через промежуточный параметр - влажность атмосферы в сушильной камере. Косвенный контроль не обеспечивает необходимую точность определения влажностного состояния кирпича-сырца в процессе сушки и, как следствие, не позволяет своевременно регулировать технические показатели (состояние) используемого сушильного агента. Недостаток ограничивает область применения способа [2].
Известен [3] способ регулировки сушки керамического кирпича с использованием информации от датчиков веса и линейных размеров кирпича в процессе сушки. Эта информация через концентратор и передатчик по радиоканалу подается на приемник и блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределительных заслонок. Сущность способа [3] в том, что применяют линию программной сушки керамических изделий, содержащую сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонку подачи холодного воздуха, заслонку подачи горячего воздуха, распределенную заслонку, систему автоматического управления. Система автоматического управления включает в себя датчик веса кирпича, датчик линейных размеров, датчик положения тележки подачи кирпича, концентратор, передатчики, установленные на тележках подачи кирпича в сушильную камеру, на заслонке горячего воздуха установлен привод управления заслонкой горячего воздуха, на заслонке подачи холодного воздуха установлен привод управления заслонкой подачи холодного воздуха, на распределительных заслонках установлены приводы управления распределительных заслонок и приемники, блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределительных заслонок, причем выход воздуховода подачи горячего воздуха через заслонку подачи горячего воздуха, а выход воздуховода подачи холодного воздуха через заслонку подачи холодного воздуха соединены с входом смесителя горячего и холодного воздуха, выход которого через распределительные заслонки соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру, выходы которых соединены с входами сушильной камеры, на тележке подачи кирпича в сушильную камеру установлены датчик веса кирпича, выход которого подключен к первому входу концентратора, датчик линейных размеров, выход которого подключен ко второму входу концентратора, датчик положения тележки подачи кирпича, выход которого подключен к третьему входу концентратора, выход концентратора подключен к входу передатчика, выход передатчика подключен к входу приемника, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределительных заслонок, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха, выход которого соединен с входом заслонки подачи холодного воздуха, к входу привода управления заслонкой подачи горячего воздуха, выход которого соединен с входом заслонки подачи горячего воздуха, входам приводов управления распределенными заслонками, выходы которых соединены с входами распределенных заслонок, выходы которых соединены с входами сушильной камеры. Блок управления приводами заслонок (подачи горячего воздуха, подачи холодного воздуха и распределенных заслонок) формирует сигнал для привода управления распределенными заслонками именно той распределенной заслонки, где в настоящее время находится тележка подачи кирпича в сушильную камеру, формирует управляющие сигналы для привода управления заслонкой подачи горячего воздуха, для привода управления заслонкой подачи холодного воздуха исходя из общего объема расхода воздуха, определяемого положением всех распределенных заслонок, а также температурой подаваемого воздуха под распределительными заслонками. Таким образом, подача воздуха на каждую тележку подачи кирпича в сушильную камеру определяется именно тем значением веса кирпича и его линейных размеров, которые измеряются в месте нахождения тележки.
Недостатком способа [3] является то, что режим сушки изменяют с использованием интегральных по всему объему кирпича-сырца сигналов о его массе и линейном размере. Это не позволяет своевременно, в зависимости от возникшего градиента влажности в теле кирпича-сырца, проводить корректировку параметров сушильного агента. Известно [1], что именно чрезмерный градиент влажности приводит к дефектам (короблению и растрескиванию) кирпича-сырца при сушке, то есть к появлению брака продукции. Недостаток существенно ограничивает область применения известного способа [3].
Известен [4] способ ускорения сушки строительной керамики с помощью непрерывного измерения скорости распространения ультразвука в поверхностном и центральном слоях изделия и регулирования температуры в сушильной камере по двум характерным перепадам этих сигналов.
Недостатком способа [4] регулирования сушки является то, что ультразвуковой сигнал обладает крайне низкой пространственной разрешающей способностью - изделие (кирпич) прозвучивается только в двух направлениях: насквозь и по поверхности, причем весьма габаритными по сравнению с самим изделием излучателями и приемниками. Поэтому полученный сигнал обладает низкой разрешающей способностью, недостаточно чувствителен к локальным градиентам влажности, и, как следствие, в способе заложен всего лишь один линейный алгоритм нагрева изделия с тремя точками переключения скорости сушки. В производственных условиях вследствие разнообразия состава применяемой шихты и режимов формования изделий один-единственный алгоритм нагрева не может являться оптимальным по скорости сушки для разнообразных видов керамических изделий. Так, способ [4] не позволяет выдавать оптимальные управляющие сигналы при сушке пустотелого (с множественными сквозными отверстиями) кирпича из-за происходящего многократного, искажающего отражения ультразвука на этих полостях. Недостаток существенно ограничивает область применения известного способа [4].
Наиболее близким к заявляемому техническому решению по сущности и достигаемому результату, прототипом, является способ сушки древесины [5], включающий контроль влажности древесины с помощью электродных датчиков, установленных в штабеле, и последующее регулирование процесса сушки, отличающийся тем, что датчики влажности устанавливают в верхнем слое и в середине сечения по толщине доски штабеля.
Сущность прототипа в том, что в одной из расположенных в штабеле досок 1 (рисунок из [5] с цифровыми обозначениями здесь не приводится в силу достаточной ясности последующего текстового изложения) устанавливают два датчика 2 и 3 двух влагомеров 4 и 5, причем датчик 2 устанавливают в верхнем слое, а датчик 3 - в середине сечения по толщине доски 1 штабеля. Данные от обоих влагомеров поступают на известные устройства для управления параметрами сушильного агента, что позволяет автоматизировать процесс сушки древесины по заранее заданному диапазону градиента влажности (разности показаний влагомеров) между наружным и внутренним слоями высушиваемой древесины, при этом в процессе сушки вначале происходит испарение жидкости из поверхностного слоя древесины и, соответственно, происходит уменьшение влажности древесины. В дальнейшем влагомеры 4 и 5 фиксируют значения влажности. Они (значения влажности) будут различны, и когда разность показаний влагомеров достигнет величины, обусловленной возникновением критического значения внутренних напряжений, производят регулирование параметров сушильного агента - изменение температуры и (или) его влагосодержания. Отсутствие разности между показаниями влагомеров свидетельствует о прекращении процесса сушки. Для возобновления сушки регулируют параметры сушильного агента.
Например, принимают, что разность показаний (градиент влажности) влагомеров 4 и 5 должна быть в диапазоне от 2 до 5%. Если в процессе сушки разность показаний влагомеров составит более 5%, это свидетельствует об излишне интенсивном испарении жидкости из поверхностного слоя древесины. Тогда необходимо уменьшить температуру сушильного агента или (и) увеличить его влагосодержание. Если в процессе сушки разность показаний составит менее 2%, что свидетельствует о незначительном (недостаточной интенсивности) испарении влаги из поверхностного слоя, то необходимо повысить температуру сушильного агента или (и) уменьшить его влагосодержание.
Максимальная допускаемая разность показаний влагомеров, приводящая к возникновению критического значения внутренних напряжений, зависит от породы древесины, геометрических размеров высушиваемых материалов, текущего значения влажности и температуры древесины.
Недостатком прототипа [5] применительно к сушке керамических изделий является то, что в нем используют влагомеры - специализированные приборы, откалиброванные на влажность древесины. Такие приборы выпускаются серийно, и в них производитель закладывает калибровки с учетом сорта древесины (сосна, береза, дуб и т.д.), поскольку число сортов древесины конечно. Например, влагомер древесины игольчатый "Compact S" содержит калибровки 40 сортов древесины [6].
В отличие от древесины перечень сортов глин в композициях с разнообразными модифицирующими добавками для изготовления керамических изделий безграничен. При использовании для сушки керамической массы кондуктометрических влагомеров их показания будут в существенной зависимости от компонент (составляющих) шихты, от минерализации (жесткости) воды для разведения данной шихты и даже от условий формования кирпича из этой шихты (давление и температура экструзии). Таким образом, использование влагомеров из прототипа [5] для контроля и регулирования процесса сушки керамических изделий оказывается крайне затруднительным из-за сложности осуществления и поддержания надлежащей калибровки влагомеров.
Другим существенным недостатком прототипа [5] является то, что в нем применяют всего два уровня введения датчиков - «в верхнем слое и в середине сечения по толщине доски штабеля». Следовательно, прототип предотвращает критический градиент влажности только при условии линейности перепада влажности по глубине изделия. Линейность процесса возможна лишь в условиях замедленной сушки с применением «мягкого» сушильного агента. Если по какой-либо причине сушильный агент становится «жестким», например резко возрастают его температура и сухость, то процесс изменения влажности от центра к поверхности изделия становится нелинейным. В приповерхностном слое возникает опасный для изделия градиент влажности, при этом прототип с двумя уровнями введения датчиков не «улавливает» произошедшее (в слое между двумя датчиками) изменение характера процесса сушки с линейного на нелинейное, на опасное для объекта сушки изменение градиента влажности. Вследствие возникшей нелинейности процесса переноса влаги из глубины к поверхности изделия в нем (изделии) возникают дефекты, например, в виде трещин поверхностного слоя.
При скоростной сушке, например - для повышения производительности труда, массивных керамических изделий типа кирпича обеспечить линейность перепада влажности по глубине (кирпича) в течение всего процесса (сушки) крайне сложно из-за непредсказуемости изменения параметров процесса влагопереноса внутри керамической массы по мере высыхания [1, 7]. Поэтому сушку таких керамических изделий производят с интенсивностью, не вызывающей дефекты, но существенно «тормозящей» производительность труда. Недостатки прототипа объясняют причину того, почему такой, казалось бы эффективный, способ сушки древесины до сих пор не применяют в керамической промышленности. Недостатки ограничивают область применения прототипа [5].
Для сокращения времени сушки без появления дефектов в керамическом изделии требуется оптимизация процесса путем регулирования подачи сушильного агента в камеру сушки. В предлагаемом изобретении оптимизации достигают применением отсутствующего в прототипе, дополнительного источника информации о нелинейном перепаде влажности в керамическом изделии-сырце.
Целью предлагаемого изобретения является создание нового, снижающего брак, энергетические и временные затраты, повышающего производительность труда способа сушки керамических изделий.
Цели достигают тем, что в оснащенной компьютером, Автоматизированной Системой Управления Технологическим Процессом (далее - АСУТП) сушки сушильной камере с многокомпонентным газообразным сушильным агентом осуществляют постоянный контроль изменяющегося во времени состояния изделия-сырца с помощью погруженных в изделие-сырец локальных кондуктометрических датчиков и последующее с использованием АСУТП автоматическое регулирование процесса сушки путем подачи в сушильную камеру ускоряющей либо замедляющей сушку составляющей(их) сушильного агента. Кондуктометрические датчики погружают в приповерхностный, срединный и находящийся между ними (приповерхностным и срединным слоями) промежуточный слои изделия-сырца, включают подачу сушильного агента, регистрируют убывающие по мере сушки электрические токи между электродами датчиков, нормируют текущие значения токов на их начальное значение, протоколируют процесс сушки построением зависимостей нормированных значений токов от времени сушки, сопоставляют наблюдаемые разности показаний датчиков с возникновением дефектов в изделии и экспериментально определяют допустимые для бездефектной сушки предельные разности (диапазон) показаний датчиков в течение процесса сушки. Затем с использованием обеспечивающих бездефектную сушку разностей показаний датчиков (приповерхностного, промежуточного и срединного) составляют управляющую работой сушильной камеры программу автоматического управления процессом сушки с использованием АСУТП. В программе задают экспериментально установленные, исключающие появление дефектов в изделии-сырце:
- диапазон разности нормированных значений токов между электродами в приповерхностном и срединном слоях изделия сырца для подачи ускоряющей компоненты сушильного агента,
- диапазон разности нормированных значений в приповерхностном и срединном слоях изделия сырца для подачи замедляющей компоненты сушильного агента,
- диапазон разности нормированных значений в приповерхностном и промежуточном слоях изделия сырца для подачи ускоряющей компоненты сушильного агента,
- диапазон разности нормированных значений в приповерхностном и промежуточном слоях изделия сырца для подачи ускоряющей компоненты сушильного агента и
осуществляют сушку изделия-сырца в сушильной камере, управляемой АСУТП по составленной на экспериментальной основе программе регулирования процесса сушки,
Программа АСУТП обеспечивает управляемую работу сушильной камеры (сушку изделий) с исключающим появление дефектов в изделии-сырце диапазоном разности нормированных значений токов между электродами погруженных в изделие-сырец датчиков. Таким путем обеспечивают предшествующую обжигу бездефектную сушку сырца керамических изделий с оптимальной интенсивностью процесса сушки.
В керамической промышленности, как правило, сушильным агентом служит атмосферный воздух с добавкой горячих отходящих газов из обжиговой печи или теплого воздуха из камеры охлаждения обожженной продукции. Нагретый и сухой воздух выступает в качестве ускоряющей сушку изделия компоненты сушильного агента, а холодный и сырой воздух - в качестве замедляющей сушку изделия компоненты.
В керамическом производстве, например кирпича, влажность поступающего в сушильную камеру сырца всегда находится на одном, заранее известном, уровне, который определяется технологией предыдущей стадии производства - формования изделия. Поэтому во время сушки отсутствует необходимость измерения и последующего отслеживания изменения влажности самой керамической массы. Достаточно измерять напрямую всегда коррелирующую с влажностью величину локальной электропроводности керамической массы. Причем в силу указанной особенности керамической технологии также нет нужды в абсолютных измерениях электрических токов в керамической массе.
Из-за разнообразия сушильных свойств керамических масс сушку изделий начинают с составления программы автоматизированной работы сушильной камеры. На керамических заводах программу сушки подбирают эмпирически, постепенно сокращая время сушки за счет интенсификации сушильного агента и визуально наблюдая за появлением дефектов (коробление, растрескивание) изделия. На этапе составления программы выполняют протоколирование внутреннего состояния изделия в момент появления в нем дефектов из-за сверхкритического усадочного напряжения. Далее, в процессе производства воспроизводят запротоколированные условия оптимальной (без превышения критического усадочного напряжения в изделии) сушки с автоматической корректировкой неизбежных, например погодных (зима, осень, лето), вариаций состояния сушильного агента. Предлагаемое изобретение решает обе эти задачи. Сущность заявленного технического решения заключается в:
1) изначально, с использованием АСУТП, осуществляемом опытным путем подборе параметров многокомпонентного газообразного сушильного агента, обеспечивающих бездефектный процесс сушки конкретного вида керамического изделия-сырца в сушильной камере и объективном протоколировании результатов опыта; протоколирование включает в себя постоянный контроль и регистрацию состояния изделия-сырца с помощью погруженных в изделие-сырец локальных кондуктометрических датчиков. По результатам протоколирования составляют программу функционирования АСУТП, например - оснащенной компьютером, и осуществляют последующее автоматическое регулирование процесса сушки путем подачи в сушильную камеру ускоряющих либо замедляющих сушку составных частей сушильного агента. При этом кондуктометрические датчики погружают в приповерхностный, промежуточный и срединный слои изделия-сырца, включают подачу сушильного агента, регистрируют убывающие по мере сушки электрические токи в датчиках, нормируют текущие значения токов на их начальное значение, протоколируют процесс сушки построением зависимостей нормированных значений токов от времени сушки и сопоставляют наблюдаемые разности показаний датчиков с возникновением дефектов в изделии, определяют допустимые для бездефектной сушки максимальные разности показаний датчиков;
2) составлении и выполнении в автоматическом режиме алгоритма сушки в виде программы функционирования АСУТП с компьютером, в котором (алгоритме) задают исключающий появление дефектов в изделии-сырце диапазон разности нормированных значений токов в приповерхностном и срединном слоях изделия-сырца для подачи ускоряющего компонента сушильного агента, задают исключающий появление дефектов диапазон разности нормированных значений токов в приповерхностном и срединном слоях изделия-сырца для подачи замедляющей компоненты сушильного агента, задают исключающий появление дефектов диапазон разности нормированных значений токов в приповерхностном и промежуточном слоях изделия-сырца для подачи ускоряющей компоненты сушильного агента, задают исключающий появление дефектов диапазон разности нормированных значений токов в приповерхностном и промежуточном слоях изделия-сырца для подачи замедляющей компоненты сушильного агента и осуществляют сушку изделия-сырца по составленной программе.
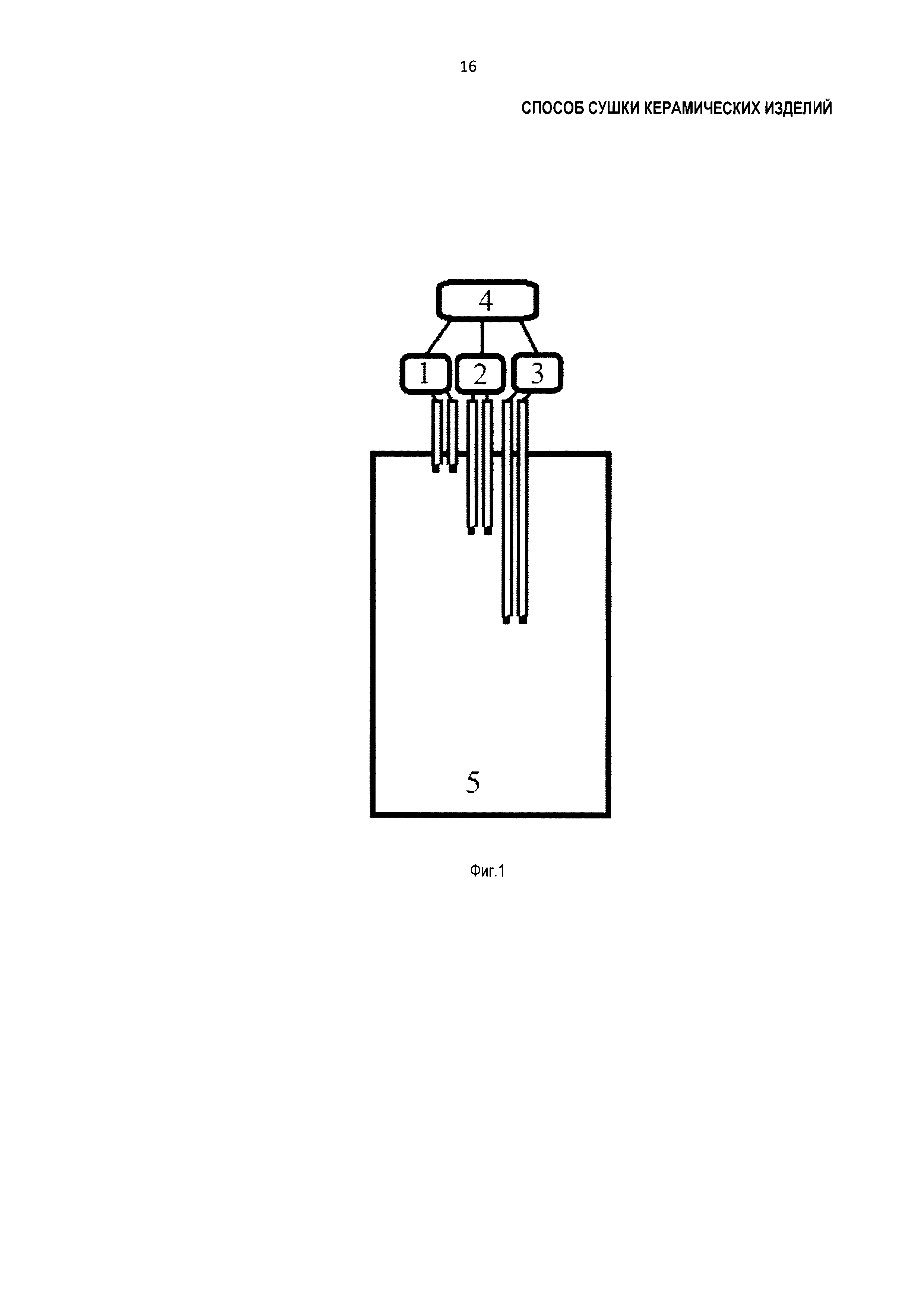
По заявляемому способу сушку керамического изделия, например кирпича, осуществляют, например, следующим образом, с помощью оборудования, блок-схема которой показана на Фиг. 1, где: 1, 2 и 3 - кондуктометрические двухэлектродные датчики; 4 - автоматизированная система управления технологическим процессом подачей ускоряющего и/или замедляющего компонента сушильного агента; 5 - высушиваемый полнотелый кирпич-сырец в центральном поперечном сечении. По необходимости датчики также могут быть вставлены не в один кирпич, а отдельно друг от друга, например в три соседних по штабелю кирпича, с погружением каждого из электродов на соответствующую глубину.
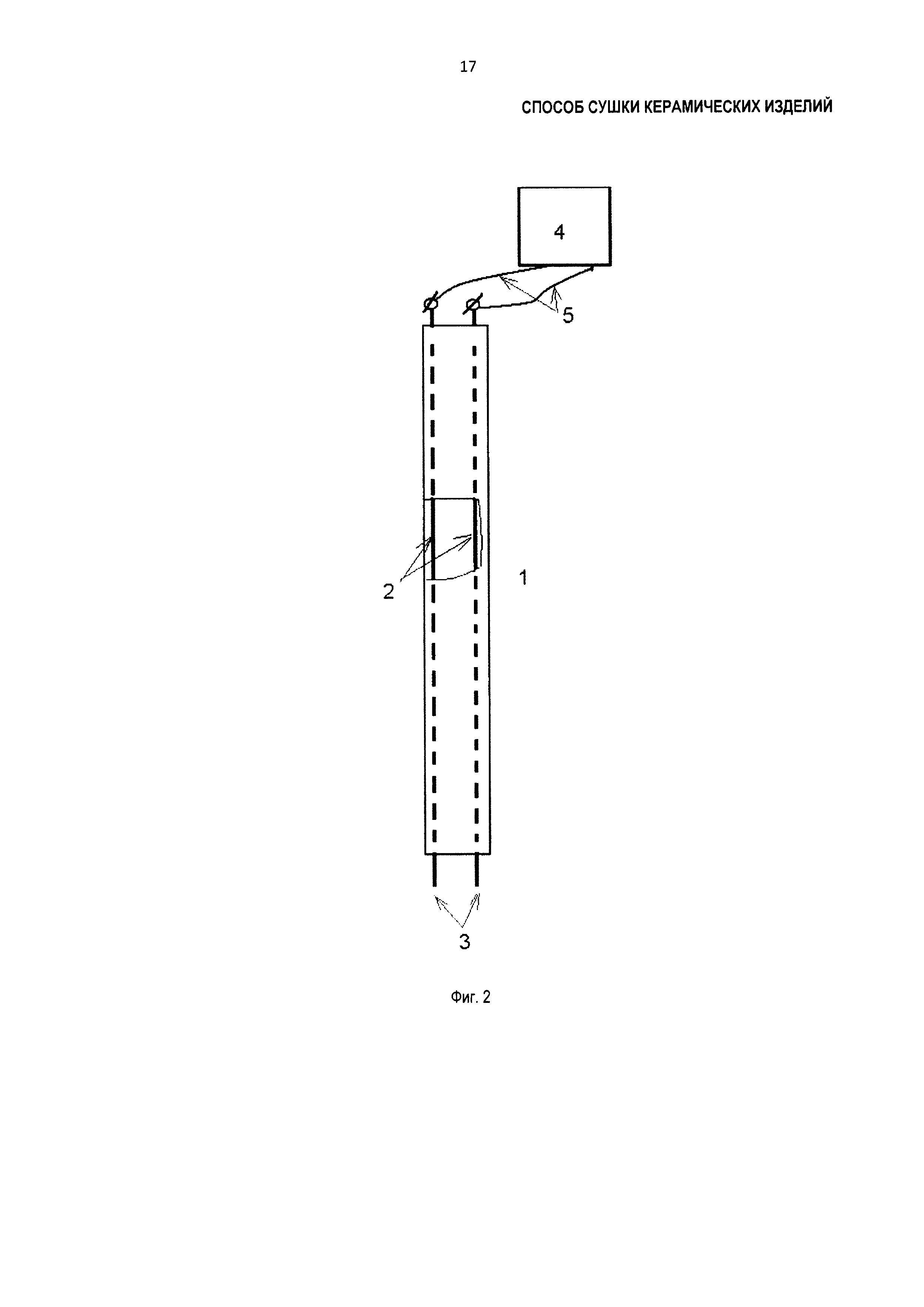
Датчики 1, 2, 3 представляют собой игольчатые электроды, например, используемые в составе описанных в [9, 10] влагомеров. Каждый такой кондуктометрический двухэлектродный датчик выполнен в виде вставленных в корпус двух электрически изолированных друг от друга по длине и оголенных на одном конце электродов, Фиг. 2, где: 1 - корпус датчика, 2 - электроды датчика, 3 - оголенные концы электродов, 4 - автоматизированная система управления (АСУТП с компьютером) с блоком электропитания электродов датчика, 5 - провода соединительные. Другие концы электродов 2 проводами 5 соединены с автоматизированной системой управления 4. Для измерений оголенные концы 3 электродов 2 вводят в тело изделия-сырца. На электроды 2 подают электрическое напряжение, например переменное, измеряют и по заданной АСУТП программе обрабатывают полученный от электродов 2 сигнал, например - в виде амплитуды колебаний силы тока, протекающего через слой материала сырца, оказавшегося между оголенными концами 3 электродов датчика.
Известно, что по мере высыхания керамической глинистой массы уменьшается ее электропроводность и возрастает электрическое сопротивление. Например, в [11] на рис. 2.1 графически показано плавное увеличение сопротивления слоя красной глины со 100 Ом⋅м до 2000 Ом⋅м при уменьшении ее (глины) влажности с 25 до 3%, то есть в интересующем керамическое производство диапазоне влажности. Увеличение электрического сопротивления сопровождается уменьшением силы электрического тока через глину протекающего между электродами (датчиков). Существенное (20-кратное) изменение электрического тока с уменьшением влажности глины обеспечивает высокую градацию электрического сигнала в датчике и, соответственно, высокую точность контроля и регулирования сушки по заявляемому способу. Кондуктометрические двухэлектродные датчики электрическими цепями подключают к известным автоматическим системам управления технологическим процессом (АСУТП) сушки, например, описанным в [12-14], которые переключают заслонки подачи газовых компонент для формирования сушильного агента, обдувающего кирпич-сырец в сушильной камере.
Кондуктометрические двухэлектродные датчики 1, 2 и 3 используют, например, следующим путем при сушке полнотелого кирпича красного стандартного (одинарного) длиной 250 мм, шириной 120 мм и толщиной 65 мм (Фиг. 1, 250 ×120×65 мм).
Изготавливают, например, три кондуктометрических двухэлектродных датчика (Фиг. 2), например - с использованием двухканальной фарфоровой соломки диаметром 4 мм и металлических проводов - электродов. Выступающие из каналов одного из концов фарфоровой соломки электроды оголяют, например - на 1 мм. Вторые концы электродов каждого из трех датчиков подключают к известному устройству (АСУТП [12-14]) автоматизированной системы управления 4 параметрами сушильного агента, оборудованного источником электрического напряжения, например переменного. Три датчика связывают в пучок с обеспечением их (датчиков) взаимного с небольшим трением скольжения вдоль пучка.
В один из загруженных в сушильную камеру полнотелых сырых кирпичей (Фиг. 1) втыкают оголенные концы электродов пучка из трех двухэлектродных датчиков с условными номерами 1, 2 и 3. Используя возможность взаимного скольжения датчиков, оголенные концы электродов датчика 1 устанавливают в верхнем слое кирпича (например, на глубине 5 мм), датчика 2 - в толще кирпича (например, на глубине 30 мм от лицевой поверхности), датчика 3 - в срединном слое кирпича (например, на глубине 60 мм). От устройства автоматизированной системы управления 4 на электроды датчиков 1, 2, 3 подают переменное напряжение, например, с частотой 10 кГц и амплитудой 10 мВ, измеряют и регистрируют во времени изменения амплитуды возникающих между электродами каждого из датчиков электрического тока.
Данные об амплитуде токов от датчиков поступают на устройство автоматизированной системы управления 4 параметрами сушильного агента. Устройство 4 управляет шиберами подачи в камеру ускоряющих и/или замедляющих сушку кирпича газовых компонент. Управление подачей ускоряющих и/или замедляющих сушку кирпича газовых составляющих сушильного агента, например температуры, влажности воздуха, позволяет регулировать процесс сушки кирпича-сырца, выдерживая оптимальный диапазон перепада влажности сырца. Оптимальный, безопасный для изделия диапазон перепадов влажности заранее опытным путем определяют и задают, например - в виде программы ЭВМ, автоматизированной системе управления 4 процессом сушки. Перепад же влажности в теле изделия-сырца пропорционален разности показаний погруженных в глинистую массу датчиков 1 и 3.
При подаче в сушильную камеру теплого, сухого воздуха жидкость, диффундируя из глубины к поверхности, испаряется с поверхностности кирпича-сырца. Теряя влагу, кирпич высыхает. При этом в объеме кирпича-сырца происходит уменьшение электропроводности от середины к поверхности (по глубине погружения датчиков в изделие), возрастает сопротивление глинистой массы электротоку между электродами датчиков с соответствующей убылью тока. Датчики 1, 2, 3 непрерывно фиксируют значения электропроводности керамической массы в соответствующих точках. Их первоначально равные показания со временем, по мере высыхания кирпича-сырца, различаются.
Когда разность показаний датчиков достигает величины, обусловленной возникновением критического значения чреватых дефектами в кирпиче усадочных напряжений, производят подачу замедляющей сушку компоненты сушильного агента. Отсутствие разности показаний датчиков свидетельствует о том, что процесс сушки слишком замедлился и требуется подача ускоряющей компоненты сушильного агента. Первичной для переключения компонент сушильного агента является разность показаний 1-го и 3-го датчиков. Разность между 1-м и 2-м датчиками является страхующим сигналом для подачи замедляющей компоненты на случай непредвиденного превышения критического усадочного напряжения в кирпиче, например, из-за аварийного скачка температуры сушильного агента.
Сушку осуществляют по предварительно составленной управляющей программе АСУТП. В программе указывают, например, что экспериментально выявленное, нормированное показание датчика 3 не должно отличаться от такого же показания датчика 1 более чем на 0,04 (безразмерная величина - отношение величины текущего значения электропроводности глины кирпича к предшествовавшему началу сушки значению электропроводности). При этом разность показаний 1-го и 2-го датчиков не должна превышать 0,02. Когда в процессе сушки разность показаний датчиков 1 и 3 составит более 0,04, что свидетельствует об излишне интенсивном испарении жидкости из поверхностного слоя кирпича-сырца, то подают замедляющую компоненту сушильного агента. Если в процессе сушки разность показаний датчиков 1 и 3 окажется менее 0,01 из-за недостаточной интенсивности (неоптимального) испарения влаги из поверхностного слоя, то подают ускоряющую компоненту сушильного агента. Сушку заканчивают при достижении заранее заданного значения остаточной проводимости на датчиках 1 и 3, например 0,03 при равном 1 (единице) исходном сигнале. Если в ходе сушки разность показаний 1-го и 2-го датчиков вдруг превысила 0,02, то автоматика включает страховочную подачу замедляющей компоненты до тех пор, пока разность показаний 1-го и 2-го датчиков не снизится, например, до 0,01. После этого вновь подают ускоряющую сушку компоненту.
Приводящая к возникновению критического значения усадочных напряжений в ходе сушки максимальная допускаемая разность показаний кондуктометрических датчиков зависит от марки керамической массы, геометрических размеров высушиваемых изделий, текущего значения влажности и температуры в атмосфере сушильной камеры. С помощью предлагаемого изобретения на этапе отработки программы сушки выявляют допустимую разность показаний датчиков в процессе сушки и их конечное значение, а в последующем обеспечивают повторяемость условий бездефектной сушки от партии к партии выпускаемой продукции.
Работоспособность и результативность заявляемого изобретения иллюстрируют примеры.
Пример 1. Определение параметров процесса для составления программы сушки лицевого кирпича
Используют лицевой кирпич марки «слоновая кость» (ОАО «Алексеевская керамика», Республика Татарстан). Кирпич указанной марки является пустотелым, с толщиной керамических перегородок 15 мм. Для выявления критического усадочного напряжения из тела в заводских условиях экструзионным способом изготовленного свежесформованного кирпича-сырца острым ножом вырезают девять одинаковых шарообразных фрагментов диаметром 15 мм и помещают их в герметичные бюксы для хранения без усыхания. Шарообразная форма обеспечивает симметричное изменение усадочных напряжений в теле образцов и облегчает последующую интерпретацию записанных в ходе сушки кондуктометрических сигналов. Процесс сушки образцов осуществляют последовательно в лабораторном сушильном шкафе, без принудительной конвекции при разных температурах: 25°С, 30°С и 40°С. Измерения проводимости глинистой массы выполняют с использованием кондуктометрических датчиков по Фиг. 2.
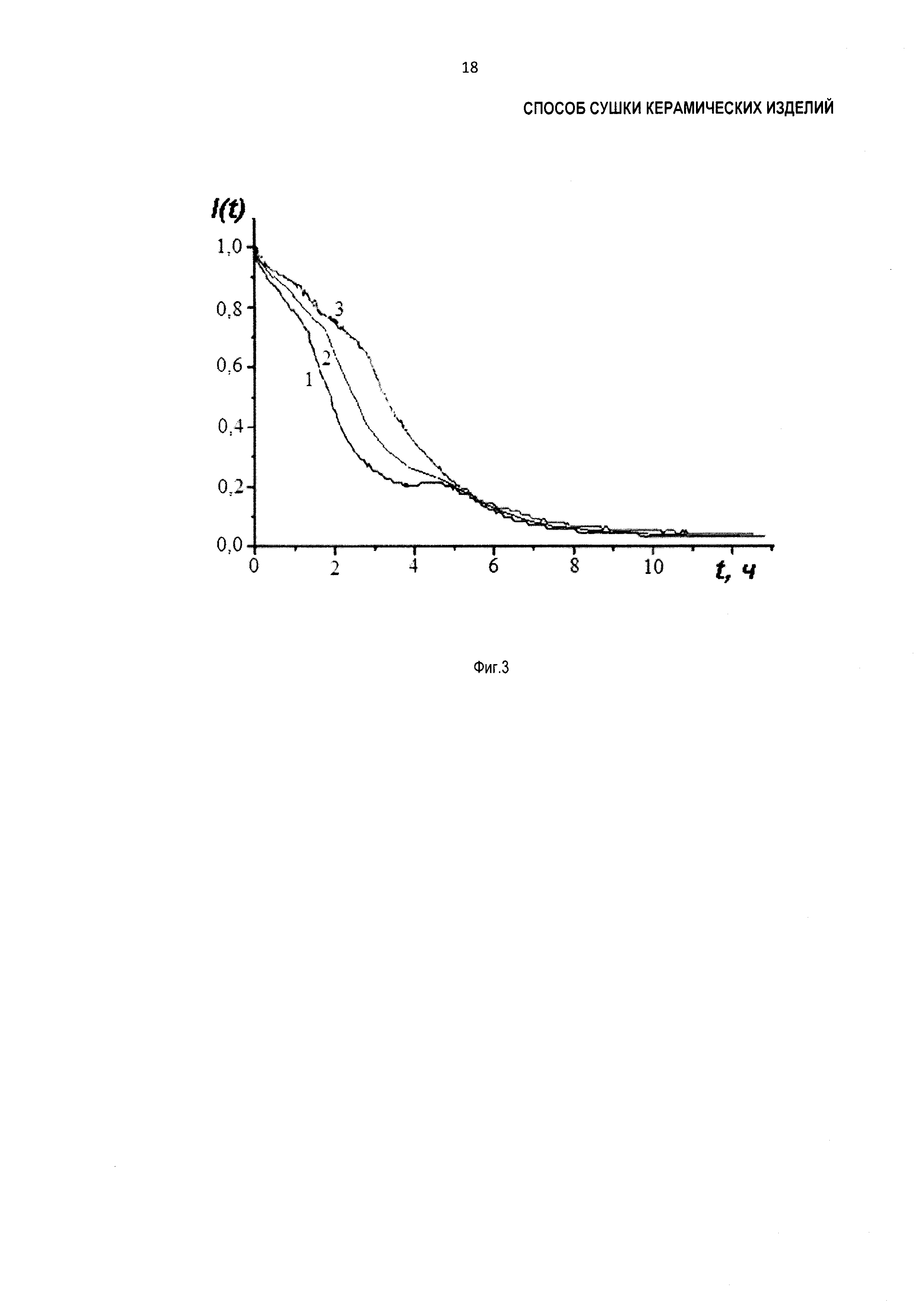
Перед сушкой электроды кондуктометрического датчика номер 1 (расстояние между электродами 3 мм) погружают в первый керамический шарик на глубину 3 мм, датчика номер 2 на глубину 5 мм - во второй шарик, а датчика номер 3 - в третий шарик на глубину 7,5 мм. Используют электроды, изготовленные, например, из медной проволоки диаметром 1 мм, с лаковой электроизоляцией (тонкие электроды использованы для сведения к минимуму деформации тела шариков). На электроды от автоматизированной системы управления подают напряжение, например, с амплитудой 1 мВ и частотой 10 кГц. Датчики с периодичностью опроса, например 5 сек, непрерывно регистрируют амплитуду электрического тока между своими электродами. С течением времени испытываемый керамический образец высыхает. По мере высыхания образца снижается проводимость глинистой массы между электродами, возрастает электрическое сопротивление между электродами датчика и уменьшается сила протекающего между электродами тока. Происходящие во времени изменения силы тока (в виде убывающей со временем амплитуды электрического тока между электродами) регистрируют с использованием компьютеризованной АСУТП. Компьютер автоматизированной системы управления воспринимает эти амплитудные сигналы силы тока, делит все последующие значения силы тока на первоначальное, имевшее место до начала сушки, значение силы тока между электродами датчика и полученную зависимость нормированной таким образом (безразмерной величины) силы тока I(t) от времени t сушки отображает на мониторе в виде графика (Фиг. 3, кривые 1, 2, 3).
На Фиг. 3 кривая 1 отображает сигнал от датчика 1, кривая 2 - сигнал от датчика 2, кривая 3 - сигнал от датчика 3. На кривых 1 и 3 видно, что электрический ток во внешнем слое образца-сырца в течение первых четырех часов сушки убывает быстрее, чем во внутреннем слое. К пятому часу сушки эти скорости практически сравниваются, но после шестого часа убыль силы тока во внешнем слое кирпича снова опережает убыль во внутреннем слое, но менее сильно, чем вначале.
Уменьшение амплитуды электрических токов в исследуемых слоях связана со снижением влажности керамической массы, а кривизна графиков отражает сопутствующие структурно-влажностные преобразования в сырце [7], а именно:
- переход от начального устойчивого капиллярно-связанного состояния влаги к метастабильному капиллярно-связанному состоянию, затем к лабильному состоянию влаги в капиллярах с разрывом сплошности жидкой фазы;
- переход влаги в адсорбционно-связанное состояние - полимолекулярные слои; разрывы сплошности полимолекулярных слоев и образование «линз» жидкой фазы на подложке - сольватном слое;
- переход влаги в устойчивое адсорбционно-связанное состояние.
Известно, что кирпич наиболее уязвим в первые часы высушивания [15]. После завершения структурных изменений (усадки) скорость сушки за счет управления параметрами сушильного агента можно существенно ускорять для общей производственной экономии без риска возникновения брака продукции. Этапы структурных преобразований в сырце проявляются характерными изломами на представленных кондуктометрических кривых. Наблюдаемая на Фиг. 3 существенная разность в сигналах от внешнего и внутреннего слоев показывает, что заявляемый способ позволяет с достаточной точностью контролировать и регулировать режим сушки с использованием обратной автоматической связи между сигналами кондуктометрических датчиков и переключателем компонент сушильного агента.
Последующие аналогичные эксперименты по сушке при более высоких температурах (+30 и +40°С) продемонстрировали ускорение темпа убыли сигналов по сравнению с кривыми на Фиг. 3. Увеличение разницы между ними особенно выражено в начальные часы сушки. Однако при этом образцы растрескались. Следовательно, произошло превышение критического усадочного напряжения в образцах. Таким образом, кривые 1 и 3 на Фиг. 3 соответствуют приемлемому режиму сушки, и их используют для составления программы автоматической ускоренной сушки. Для этого по кривым 1 и 3 на Фиг. 3 измеряют разность нормированных сигналов в моменты времени убыли сигнала наружного датчика, например, с шагом 0,1. Получают последовательность параметров для шагов автоматической программы сушки: 1) 0,028; 2) 0,086; 3) 0,114; 4) 0,171; 5) 0,228; 6) 0,314; 7) 0,342; 8) 0,257; 9) 0,028. Эти разности используют для программы, например, из десяти шагов для автоматической сушки лицевого кирпича в промышленной сушильной камере. Видно (Фиг. 3), что после падения сигналов кондуктометрических датчиков до значения 0,2 можно без ущерба для качества кирпича форсировать режим сушки, то есть постоянно подавать в камеру ускоряющий сушку компонент.
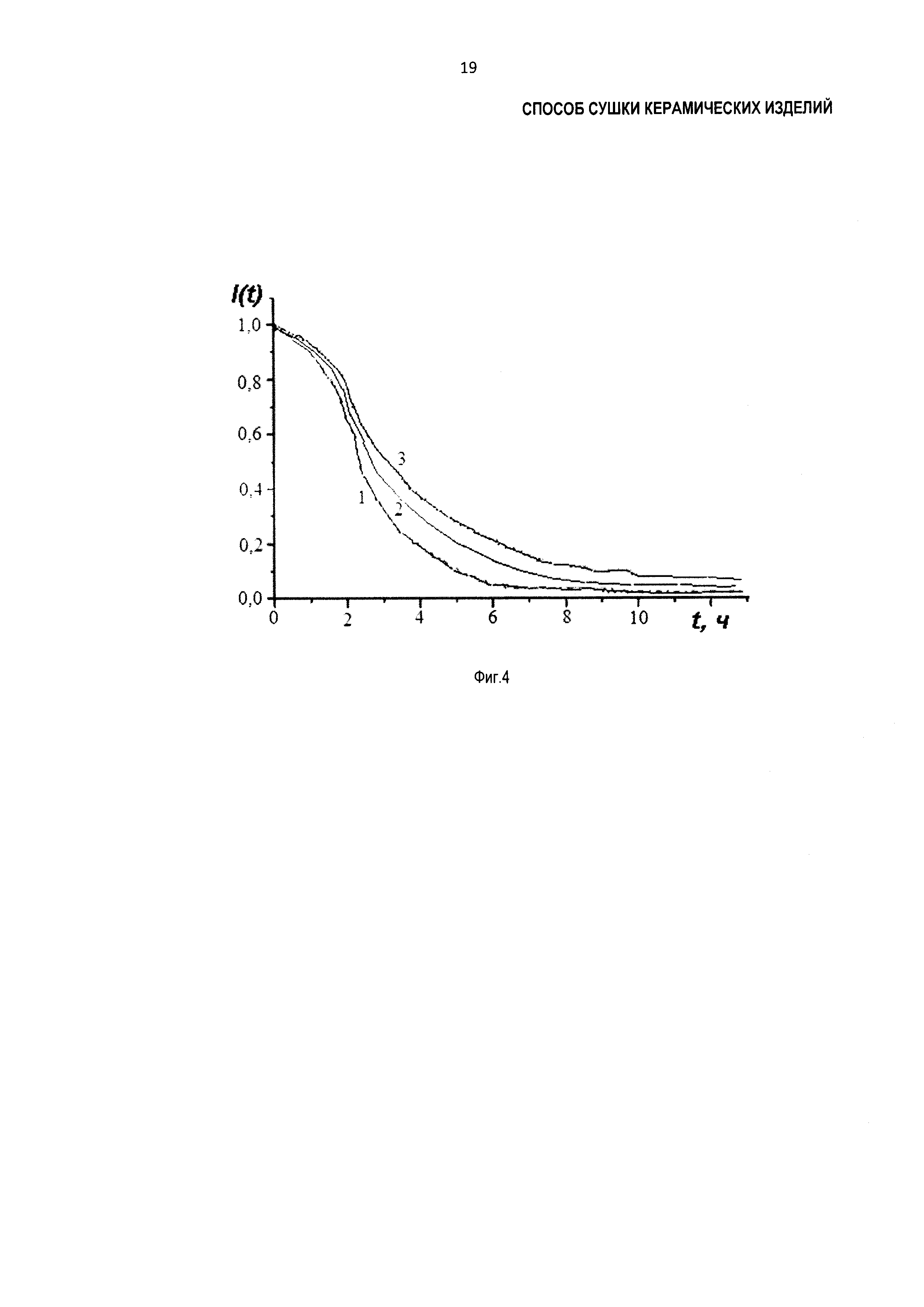
Для сравнения на Фиг. 4 представлены кривые сушки лабораторных образцов из тела рядового (красного) кирпича-сырца, экструзионным способом изготовленного в заводских условиях (ОАО «Алексеевская керамика»). Все условия сушки, съема и протоколирования результатов совпадают с условиями, примененными для получения Фиг. 3.
Фиг. 4 четко показывает, что амплитуда электрического тока между электродами во внешнем слое образца-сырца в течение первых восьми часов убывает существенно быстрее, чем во внутреннем слое. Лишь к десятому часу сушки эти амплитуды начинают выравниваться. Следовательно, в данном сорте керамической массы структурные преобразования происходят заметно медленнее, чем в керамической массе для лицевого кирпича. Это влияющее на качество кирпича обстоятельство четко фиксируется с помощью предлагаемого изобретения. Соответственно, программа автоматической сушки серийных образцов рядового кирпича из 10-ти шагов будет иметь другие, чем в программе для лицевого кирпича, установки на допустимую разность нормированных сигналов от кондуктометрических датчиков для предотвращения критического усадочного напряжения, что вполне естественно.
Пример 2. Сушка лицевого кирпича
Максимальная толщина стенок такого пустотелого кирпича составляет 15 мм. В этом случае используют, например, три кондуктометрических датчика. Электроды первого датчика погружают в тело сырца с лицевой стороны на 3 мм, второго - на 5 мм, а третьего - на 7,5 мм. Расстояния между электродами датчика 4 мм.
Будем считать, что технологический регламент требует осуществлять сушку сырца так, чтобы перепад электропроводности от внутреннего слоя к внешнему слою не превышал 10%. Если первоначальная влажность сырца 20% и ее необходимо довести до 2%, то составляют программу изменения состояния сушильного агента, например, из 10-ти шагов. Пусть в распоряжении имеется две компоненты сушильного агента: замедляющая - влажный холодный воздух и ускоряющая - сухой теплый воздух, которые АСУТП может попеременно подавать в сушильную камеру в течение регулируемых отрезков времени. Очевидно, что продолжительности этих отрезков времени будут отрабатываться автоматикой в зависимости от показаний установленных в теле сырца кондуктометрических датчиков. Рассмотрим процесс сушки пошагово.
Шаг 1. В партии изделий-сырцов выбирают образец для осуществления контроля и управления процессом сушки в сушильной камере. Выбранный образец сырца оснащают погруженными в его тело тремя кондуктометрическими датчиками. Сушку начинают в атмосфере замедляющей компоненты сушильного агента, чтобы сырец пришел в термодинамическое равновесие. После истечения заданного технологией времени выдержки загруженного в сушильную камеру кирпича в этой атмосфере на электроды каждого датчика подают напряжение 10 мВ, частотой 10 кГц и измеряют возникшие амплитуды токов I1(t), I2(t), I3(t) с периодичностью, например, 5 сек. Входящий в состав АСУТП компьютер текущие показания амплитуды силы токов нормирует их на единицу делением на первоначальные (которые были в момент подачи напряжения на электроды) значения и запоминает их.
Шаг 2. В сушильную камеру (далее по тексту - камеру) подают ускоряющую компоненту сушильного агента до тех пор, пока значение I1(t) не снизится на 10%, то есть с 1,00 до 0,90. Достижение этого значения 0,90 будет командой на подачу замедляющей компоненты, которую используют до тех пор, пока I3(t) не снизится до 0,91 за счет естественного сглаживания перепада влажности по глубине изделия.
Скорость сушки верхнего слоя кирпича определяется скоростью обтекающего кирпич потока газа, температурой и сухостью ускоряющей компоненты сушильного агента. На практике свойства сушильного агента могут варьироваться в процессе сушки по разным причинам. Например, на кирпичных заводах в сушильную камеру подают отходящие газы из параллельно работающей по своей температурно-временной программе обжиговой печи. Во избежание неоптимально высокого перепада влажности между верхним и средним слоями сырца из-за чрезмерно высоких температуры и сухости сушильного агента АСУТП постоянно сопоставляет текущие значения I1(t) с I2(t) и вычисляет разность Δ21(t)=I2(t)-I1(t). Если Δ21(t) превышает заданное оператором в программе сушки предельное значение, например 0,028, то АСУТП автоматически переключает подачу ускоряющей сушку компоненты на подачу замедляющей, с тем чтобы величина Δ21(t) уменьшилась и стала равной другому предельному значению, например 0,022, после чего снова подается ускоряющая сушку компонента. Таким путем достигают того, что при отклонении от нормы (ранее определенной опытным путем) параметров ускоряющего сушку агента сырец гарантированно не попадает в условия, вызывающие критические усадочные деформации. Поэтому изделие-сырец сушится бездефектно, не коробится и не трескается.
Шаг 3. В сушильную камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,80. Достижение этого значения 0,80 будет командой АСУТП для включения подачи замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,82. При этом диапазон Δ21(t) задают от 0,085 до 0,080.
Шаг 4. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,70. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,72. При этом диапазон Δ21(t) задают от 0,113 до 0,100.
Шаг 5. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,60. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,62. При этом диапазон Δ21(t) задают от 0,170 до 0,150.
Шаг 6. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,50. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,52. При этом диапазон Δ21(t) задают от 0,228 до 0,220.
Шаг 7. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,40. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,42. При этом диапазон Δ21(t) задают от 0,342 до 0,320.
Шаг 8. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,30. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,32. При этом диапазон Δ21(t) задают от 0,342 до 0,320.
Шаг 9. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,20. Достижение этого значения будет командой АСУТП для включения замедляющей компоненты, которую подают до тех пор, пока I3(t) не снизится до 0,22. При этом диапазон Δ21(t) задают от 0,257 до 0,240.
Шаг 10. В камеру подают ускоряющую компоненту до тех пор, пока значение I1(t) не снизится до 0,10. На этом сушку заканчивают, электроды датчиков вынимают из образца изделия, использованного для управления сушкой других аналогичных изделий.
В результате осуществления такой программы продолжительность сушки сократилась на 20%, количество брака продукции снизилось на 15%.
В заявляемом изобретении в отличие от прототипа [5] используют более универсальный и менее сложный для практического применения вид характеризующего процесс сушки сигнала - вместо абсолютных значений измеряемых величин используют относительные единицы, получаемые делением текущего значения электрического сигнала от датчика на значение первоначального сигнала (значение сигнала до начала сушки) того же датчика. Так нормируют убывающие в процессе сушки значения электрических токов в кондуктометрических датчиках на их начальные значения.
Заявляемое техническое решение избавляет от недостатка прототипа - необходимости выполнения сложных и времяемких работ по предварительной калибровке/поверке влагомеров и кондуктометров. При этом заявляемый способ позволяет вместо нуждающихся в калибровке приборов-кондуктометров прототипа [5] использовать более простые в эксплуатации некалиброванные цифровые датчики электрического тока и автоматическую нормировку их сигналов по компьютерной программе. В этом случае нормированные сигналы от всех датчиков в начале сушки изделия равняются единице и затем спадают к нулю при высушивании.
Предлагаемое изобретение осуществляют с использованием общеизвестных, широко используемых материалов, оборудования и соответствующих АСУТП. Заявляемое изобретение востребовано многочисленными предприятиями, производящими керамические изделия, например кирпичи, черепицу, посуду, сувениры. Оно применимо в производстве изделий из керамики и любых других материалов, изделия из которых обретают дефекты, портятся вследствие неправильной сушки.
Источники информации
1. Чижский А.Ф. Сушка керамических материалов и изделий. - М.: Стройиздат, 1971. - 177 с.
2. Патент RU 2255860. МПК 7 B28B 15/00, F26B 21/00. Приоритет от 05.04.2004. Опубликовано 10.07.2005. Описание изобретения.
3. Патент RU 2255861. МПК 7 B28B 15/00. Приоритет от 27.04.2004. Опубликовано 10.07.2005. Описание изобретения.
4. Авт. свид-во СССР SU 808476. МПК 5 C04B 33/30, F26B 3/00. Приоритет от 24.05.1979. Опубликовано 28.02.1981. Описание изобретения.
5. Патент RU 2259523. МПК 7 F26B 3/04, F26B 21/08, F26B 25/22. Приоритет от 15.12.2003. Опубликовано 27.08.2005. Описание изобретения.
6. Влагомер древесины игольчатый "Compact S". Техническое описание. Интернет-ресурс http://www.tehno.com/product.phtml?uid=B00120038409
7. Штакельберг Д.И. Термодинамика структурных преобразований водно-силикатных дисперсных материалов. - Рига: «Зинатне», 1984. - С.98.
8. А.И. Расев. Сушка древесины. – М.: «Высшая школа», 1990.
9. Серговский П.С. Оборудование гидротермической обработки древесины. - М.: Изд-во «Лесная промышленность», 1981. - С.178-180.
10. Гладаревский В.М., Филиппов В.Е. Метрологическое обеспечение приборов деревообрабатывающей и целлюлозно-бумажной промышленности. - М.: Изд-во «Лесная промышленность», 1989. - С. 100-113.
11. Руководство по проектированию, строительству и эксплуатации заземлений в установках проводной связи и радиотрансляционных узлов. – М.: Изд-во «Связь»,1971. - С. 5.
12. Козлович Р.Α., Сердобинцев С.П. Автоматизированные системы управления тепловыми процессами производства кирпича // Известия КГТУ, 2007. - №11. - С. 181 -187.
13. Остроух А.В., Умаралиев Р.Ш., Исмоилов М.И., Чаудхари P.P. Комплексный подход к автоматизации технологического процесса сушки керамического кирпича // Промышленные АСУ и контроллеры, 2012. - №4. - С. 7-9.
14. Остроух А.В., Чаудхари P.P., Суркова Н.Е. Автоматизация технологической линии формирования, перемещения, сушки и обжига на предприятиях кирпично-черепичного производства / А.В. Остроух, // Промышленные АСУ и контроллеры. - 2012. - №7. - С. 1-5.
15. Жуков Д.В. Скоростная сушка кирпича-сырца: Учебное пособие. - М.: Госстройиздат, 1959. - 234 с.
Аппарат для синтеза фотографических эмульсий
Способ изготовления фотографической эмульсии
Применение аммониевых солей трифторборана в качестве антибактериального и антимикотического средства
Синхронный электродвигатель
Способ лазерного атомно-эмиссионного спектрального анализа волос
Синхронный электродвигатель с магнитной редукцией
Способ разработки залежи углеводородных флюидов
Способ разработки залежи углеводородных флюидов
Электрод-инструмент для комбинированной резки токопроводящих материалов
Способ разработки залежи углеводородных флюидов (12)
Аппарат для синтеза фотографических эмульсий
Способ изготовления фотографической эмульсии
Применение аммониевых солей трифторборана в качестве антибактериального и антимикотического средства
Синхронный электродвигатель
Способ лазерного атомно-эмиссионного спектрального анализа волос
Синхронный электродвигатель с магнитной редукцией
Способ разработки залежи углеводородных флюидов
Способ разработки залежи углеводородных флюидов
Электрод-инструмент для комбинированной резки токопроводящих материалов
Способ разработки залежи углеводородных флюидов (12)

