Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ТОПЛИВНОЙ ФОРСУНКИ, СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТОПЛИВНОЙ ФОРСУНКИ И КОЛЬЦО ТОПЛИВНОЙ ФОРСУНКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Данное изобретение относится к узлам топливных форсунок и к способам изготовления компонентов узлов топливных форсунок. Более конкретно, данное изобретение относится к торцевым заглушкам топливных форсунок и способам изготовления торцевых заглушек топливных форсунок.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В целом, условия эксплуатации газовых турбин становятся более жесткими. Более высокие температуры, неблагоприятная окружающая среда, использование в более разнообразных условиях эксплуатации и большая продолжительность эксплуатации приводят в результате к возникновению проблем в газовых турбинах и их компонентах. Увеличение фактического срока службы подобных компонентов и улучшение их ремонтопригодности может уменьшить издержки, связанные с газовыми турбинами, и может улучшить эксплуатационные аспекты газовых турбин.
[0003] Известные в настоящее время торцевые заглушки, расположенные в узлах топливных форсунок в газовых турбинах, содержат вкладыш, закрепленный в торцевой заглушке пайкой. Как правило, такие вкладыши имеют четыре паяных соединения, крепящих указанные вкладыши в торцевой заглушке. Эти паяные соединения подвержены отказам, например приводящим к протечке в области паяных соединений. Кроме того, недостатком таких паяных соединений является необходимость их частого ремонта. Подобные ремонты могут быть сложными и дорогостоящими. Помимо этого, возможность выполнять подобные ремонты может быть ограничена.
[0004] Ремонт известных торцевых заглушек в результате может привести к образованию дальнейшей протечки, которая не подлежит ремонту. Например, когда вкладыши извлекают для проведения ремонта, то указанные паяные соединения разрезают. Многократное разрезание паяных соединений может привести к нежелательным эксплуатационным проблемам, таким как отсутствие герметичности соединения, которое не поддается удовлетворительному восстановлению. Недостатком известных торцевых заглушек является ограничение числа проведения повторных ремонтов до трех.
Так, в патентном документе US 2010/066035 описан способ изготовления узла топливной форсунки, включающий использование торцевой заглушки топливной форсунки, расположение вкладыша топливной форсунки частично в полости заглушки и прикрепление вкладыша к заглушке с помощью кольцевых элементов уплотнительного соединения. При этом кольцевые элементы вкладыша представляют собой уплотнительные элементы и проходят в наружном радиальном направлении от поверхности вкладыша ввиду необходимости доступа к ним снаружи для проведения обслуживания. Соответственно, согласно документу US 2010/066035 вкладыш топливной форсунки прикрепляют с помощью кольцевого уплотнительного элемента самого вкладыша, выступающего относительно наружной поверхности заглушки и, следовательно, полости заглушки, в осевом направлении. Указанное прикрепление осуществляют путем приваривания по швам, которые необходимо разрезать для извлечения вкладыша в случае необходимости его ремонта и которым, таким образом, присущи вышеописанные недостатки.
[0005] В данной области техники было бы полезным обеспечить узел топливной форсунки, торцевую заглушку и способ изготовления торцевой заглушки, которые не имеют ни одного из указанных выше недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В примерном варианте выполнения способ изготовления узла топливной форсунки включает использование торцевой заглушки топливной форсунки, расположение кольца топливной форсунки в полости указанной торцевой заглушки и крепление кольца топливной форсунки к указанной торцевой заглушке для формирования элементов, проходящих в указанную полость и соответствующих либо торцевой заглушке топливной форсунки, либо вкладышу топливной форсунки, или им обоим с обеспечением закрепления вкладыша топливной форсунки внутри торцевой заглушки в ее полости. Кроме того, указанное крепление может быть выполнено способом сварки, выбранным из группы, состоящей из лучевой сварки, сварки трением, дуговой сварки вольфрамовым электродом в газовой среде, дуговой сварки металлическим электродом в газовой среде, или их сочетанием. Кроме того, дополнительно механически кольцо топливной форсунки может быть обработано. Кроме того, кольцо механически может быть обработано до его прикрепления к торцевой заглушке топливной форсунки. Кроме того, кольцо механически может быть обработано после его прикрепления к торцевой заглушке топливной форсунки. Кроме того, указанное крепление может быть выполнено путем сварки вольфрамовым электродом в среде инертного газа. Кроме того, указанное крепление может быть выполнено путем электронно-лучевой сварки. Кроме того, указанное крепление может быть выполнено путем пайки. Кроме того, вкладыш топливной форсунки может быть прикреплен к торцевой заглушке топливной форсунки с помощью кольца топливной форсунки. Кроме того, кольцо топливной форсунки может быть выполнено из материала, отличного от материала торцевой заглушки топливной форсунки. Кроме того, кольцо топливной форсунки может иметь пластичность, отличную от пластичности торцевой заглушки топливной форсунки. Кроме того, кольцо топливной форсунки может иметь ступенчатую форму. Кроме того, кольцо топливной форсунки может иметь первую поверхность, проходящую от торцевой заглушки, вторую поверхность, проходящую в направлении, по существу перпендикулярном первой поверхности, третью поверхность, проходящую в направлении, по существу перпендикулярном второй поверхности, четвертую поверхность, проходящую в направлении, по существу перпендикулярном третьей поверхности, и пятую поверхность, проходящую в направлении, по существу перпендикулярном четвертой поверхности. Кроме того, кольцо топливной форсунки может иметь не ступенчатую форму. Кроме того, указанный способ может являться способом проведения ремонта. Кроме того, кольцо топливной форсунки может содержать нержавеющую сталь. Кроме того, дополнительно может быть прикреплено второе кольцо к торцевой заглушке топливной форсунки.
[0007] В другом примерном варианте выполнения способ изготовления кольца топливной форсунки включает выполнение указанного кольца по меньшей мере с одной поверхностью, соответствующей либо торцевой заглушке топливной форсунки, либо вкладышу топливной форсунки, или им обоим, и с формированием элементов, предназначенных для прохождения в полость торцевой заглушки с обеспечением закрепления вкладыша топливной форсунки внутри торцевой заглушки в ее полости.
[0008] В еще одном примерном варианте выполнения кольцо топливной форсунки имеет по меньшей мере одну поверхность, соответствующую либо торцевой заглушке топливной форсунки, либо вкладышу топливной форсунки, или им обоим, и формирует элементы, предназначенные для прохождения в полость торцевой заглушки с обеспечением закрепления вкладыша топливной форсунки внутри торцевой заглушки в ее полости.
Наличие кольца с такими элементами, проходящими в полость торцевой заглушки, упрощает закрепление вкладыша в указанной полости с возможностью съема и обеспечивает возможность многократной установки вкладыша в торцевую заглушку и его многократного извлечения с небольшим повреждением или без повреждения узла по меньшей мере заданное число раз, что, в свою очередь, сводит к минимуму нежелательные эксплуатационные проблемы, обусловленные отсутствием герметичности соединения и возникновением протечек.
[0009] Другие свойства и преимущества данного изобретения будут очевидны из нижеследующего более подробного описания предпочтительного варианта выполнения, рассмотренного в сочетании с сопроводительными чертежами, которые иллюстрируют, в качестве примера, основные принципы данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
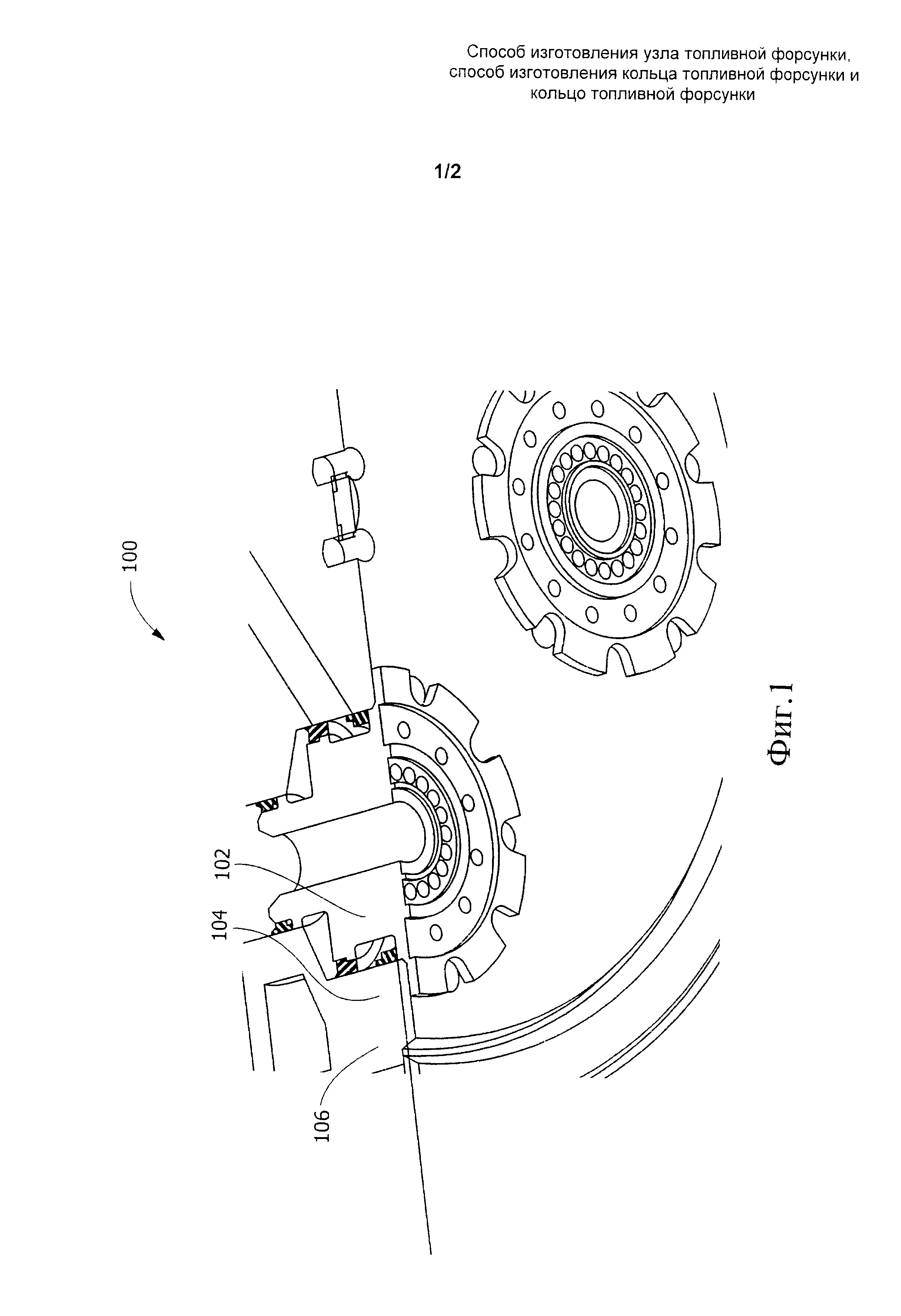
[0010] Фиг. 1 представляет собой вид в разрезе примерного узла топливной форсунки, содержащего торцевую заглушку и вкладыш топливной форсунки, причем указанный вкладыш показан во вставленном положении в соответствии с вариантом выполнения данного изобретения.
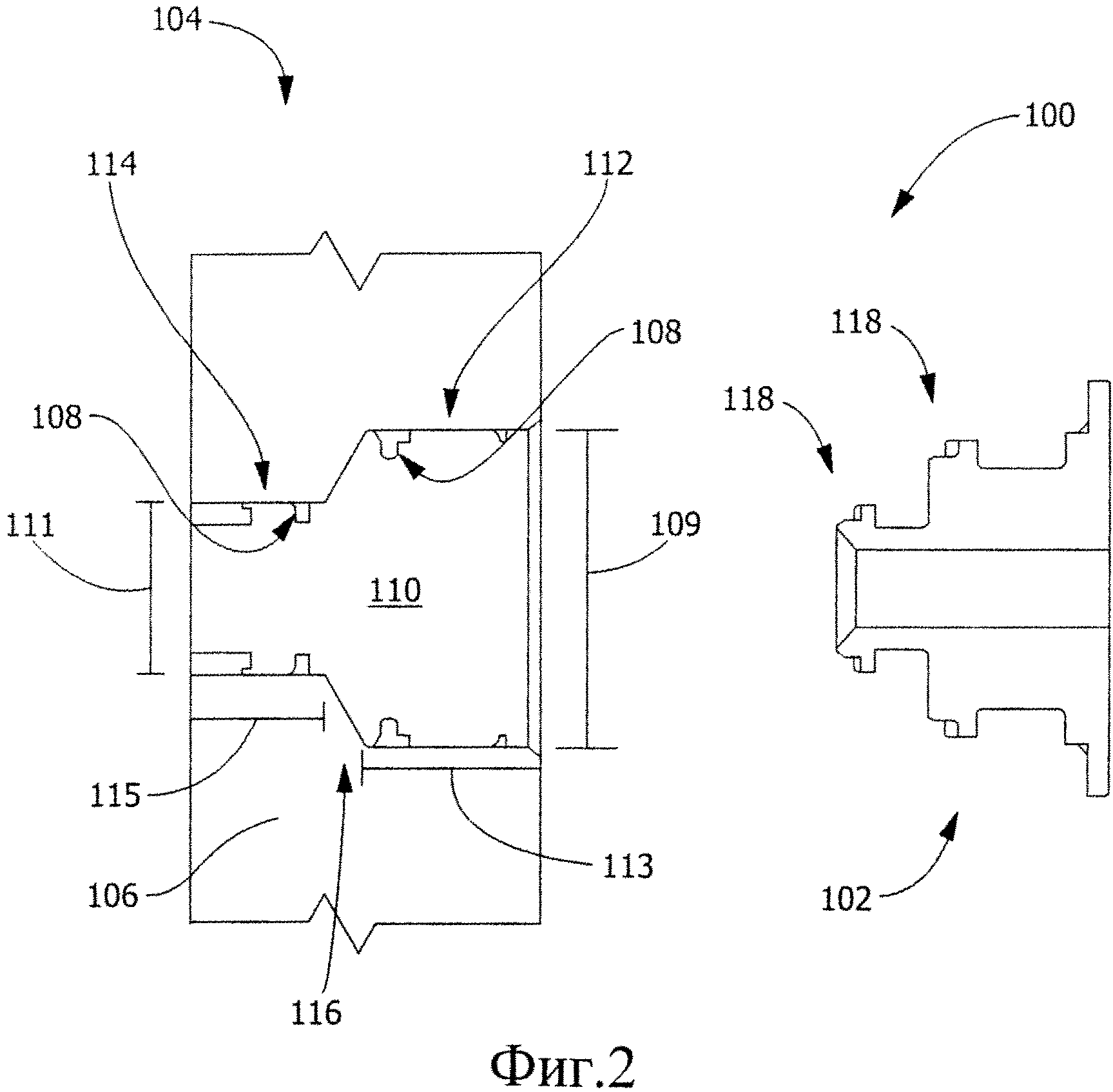
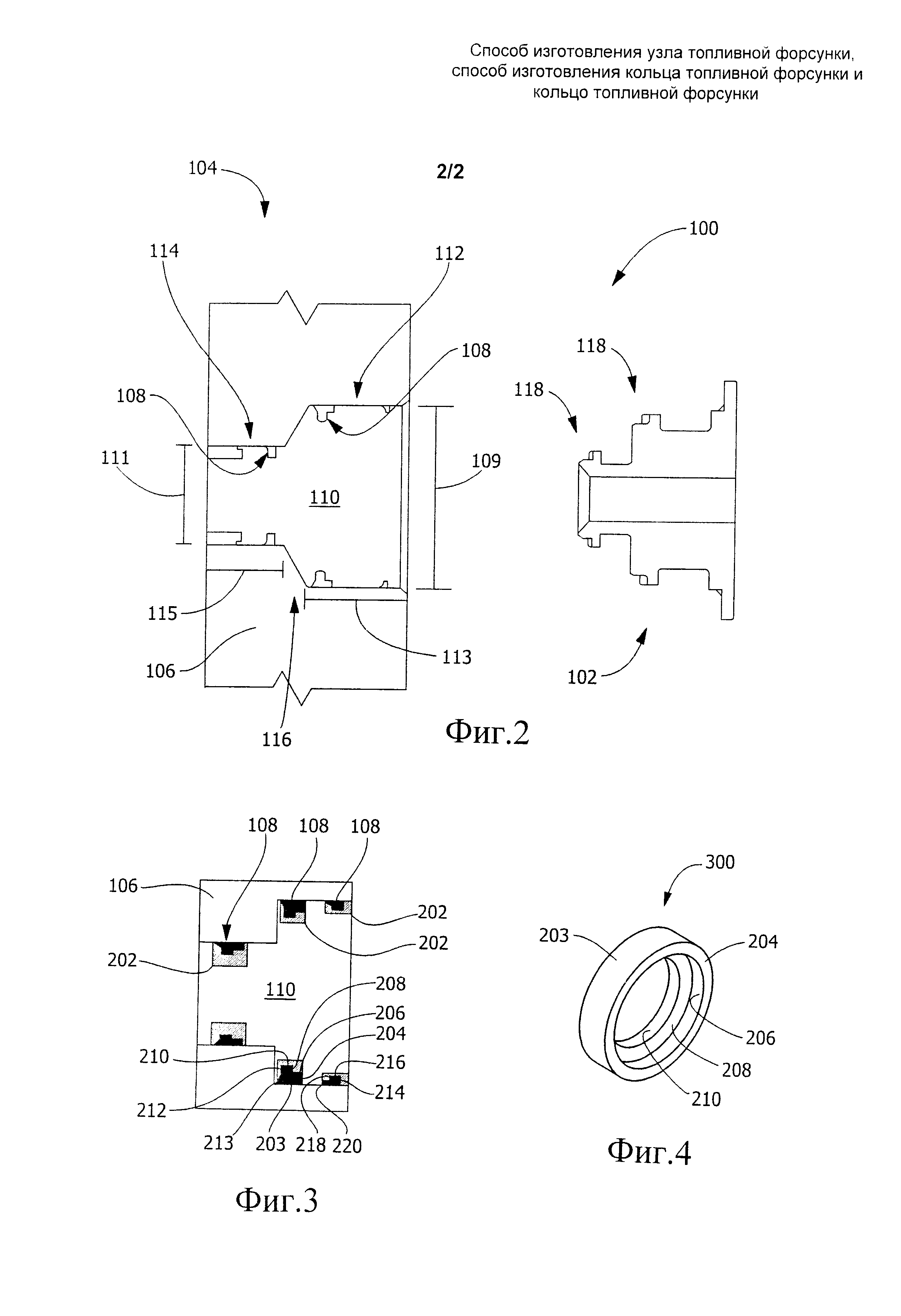
[0011] Фиг. 2 представляет собой схематический покомпонентный вид в разрезе примерного узла топливной форсунки, содержащего торцевую заглушку и вкладыш топливной форсунки, причем указанный вкладыш показан в извлеченном положении в соответствии с вариантом выполнения данного изобретения.
[0012] Фиг. 3 представляет собой схематический вид примерной торцевой заглушки топливной форсунки, содержащей один или более элементов, проходящих в полость торцевой заглушки в соответствии с вариантом выполнения данного изобретения.
[0013] Фиг. 4 представляет собой вид в аксонометрии кольца топливной форсунки в соответствии с вариантом выполнения данного изобретения.
[0014] По возможности одинаковые номера позиций используются на чертежах для обозначения одинаковых элементов.
ПОДРОБНОЕ ОПИСАНИЕ ДАННОГО ИЗОБРЕТЕНИЯ
[0015] Предложен примерный узел топливной форсунки, торцевая заглушка топливной форсунки и способ изготовления указанной торцевой заглушки, которые не имеют ни одного из указанных выше недостатков. Варианты выполнения данного изобретения позволяют использовать узлы топливных форсунок в течение более длительных периодов времени, ремонтировать узлы топливных форсунок более простым способом, многократно ремонтировать узлы топливных форсунок (например, более трех раз), уменьшить издержки на ремонт и предотвратить протечки в узлах топливных форсунок, и сочетания перечисленного выше.
[0016] На фиг. 1-2 показан примерный узел 100 топливной форсунки. Узел 100 содержит вкладыш 102 топливной форсунки и торцевую заглушку 104 топливной форсунки. Вкладыш 102 выполнен с возможностью закрепления в торцевой заглушке 104 с возможностью съема. На фиг. 1 показан вкладыш 102, вставленный в торцевую заглушку 104. На фиг. 2 показан указанный вкладыш 102 до его введения или после извлечения из торцевой заглушки 104. Указанный узел 100 может являться частью любой соответствующей установки (не показана). В одном варианте выполнения узел 100 является частью газотурбинной установки.
[0017] В соответствии с фиг. 2 торцевая заглушка 104 содержит базовый материал 106 и один или более элементов 108, проходящих от базового материала 106 в полость 110, образованную торцевой заглушкой 104. Базовый материал 106 представляет собой любой подходящий металл или металлический композиционный материал. В одном варианте выполнения материал 106 является нержавеющей сталью или ее разновидностью, или содержит нержавеющую сталь или ее разновидность.
[0018] В одном варианте выполнения полость 110 имеет по существу цилиндрические части, сформированные (например, путем растачивания) в материале 106. Например, в одном варианте выполнения первая цилиндрическая часть 112 отделена от второй цилиндрической части 114 одним или более элементами 108. В этом варианте выполнения первая часть 112 имеет первый диаметр 109 (например, равный примерно 4 дюймам (10 см)), который больше второго диаметра 111 (например, равного примерно 2,3 дюйма (5,7 см)) второй части 114, причем указанный первый диаметр 109 отличается от указанного второго диаметра 111. В одном варианте выполнения первая цилиндрическая часть 112 имеет первую толщину 113 (например, равную приблизительно 1,4 дюймам (3,5 см)), а вторая цилиндрическая часть 114 имеет вторую толщину 115 (например, равную приблизительно 2,3 дюйма (5,8 см)), причем первая толщина отличается от второй толщины. В другом варианте имеется часть 116 в форме усеченного конуса, отделенная от первой части 112 и второй части 114 элементами 108.
[0019] Указанные элементы 108 выполнены и расположены с обеспечением упрощения закрепления с возможностью съема вкладыша 102 в торцевой заглушке 104 в полости 110. Например, элементы 108 проходят в полость 110, образуя концентрические кольца, соответствующие выступам 118 на вкладыше 102. Каждый из выступов 118 имеет геометрическую форму, соответствующую геометрической форме элементов 108, тем самым позволяя размещать вкладыш 102 в заданном положении в торцевой заглушке 104 (например, в одном варианте выполнения заданное положение определяется геометрической формой вкладыша 102, торцевой заглушки 104 и/или элементов 108). В некоторых вариантах выполнения элементы 108 выполнены на торцевой заглушке 104. В других вариантах выполнения один или более элементов 108 сформированы из кольца 300 топливной форсунки (см. фиг. 4), выполненного снаружи торцевой заглушки 104. Применительно к данному документу термин «кольцо» широко используется для описания любой подходящей кольцевой конструкции. В одном варианте выполнения выступы 118 и элементы 108 механически закрепляют вкладыш 102 в торцевой заглушке 104. В другом варианте выполнения выступы 118 и элементы 108 прикреплены друг к другу сваркой, например, лучевой сваркой (лазерной или электронно-лучевой), сваркой трением, дуговой сваркой вольфрамовым электродом в газовой среде, дуговой сваркой металлическим электродом в газовой среде или их сочетанием.
[0020] В одном варианте выполнения более одного элемента 108 расположены в каждой из частей, первой цилиндрической части 112 и второй цилиндрической части 114. В других вариантах выполнения только один элемент 108 расположен в каждой из частей, первой части 112 и второй части 114. Дополнительно, или как вариант, в одном варианте выполнения один или более элементов 108 проходят по периферии вокруг полости 110 в первой цилиндрической части 112 и/или во второй цилиндрической части 114. В другом варианте выполнения один или более из элементов 108 расположены с разнесением друг от друга по периферии в полости 110.
[0021] В соответствии с фиг. 3 в одном варианте выполнения элементы 108 получены путем механической обработки простой геометрической формы 202 (например, по существу кубической формы) до образования любой соответствующей заданной формы. В одном варианте выполнения по меньшей мере один из элементов 108 имеет ступенчатую форму. В другом варианте выполнения по меньшей мере один из элементов 108 имеет первую поверхность 203, которая при закреплении примыкает к базовому материалу 106, вторую поверхность 204, проходящую в направлении, по существу перпендикулярном первой поверхности 203 (например, от торцевой заглушки 104), третью поверхность 206, проходящую в направлении, по существу перпендикулярном второй поверхности 204 (например, параллельно первой поверхности 203), четвертую поверхность 208, проходящую в направлении, по существу перпендикулярном третьей поверхности 206 (например, к полости 110), пятую поверхность 210, проходящую в направлении, по существу перпендикулярном четвертой поверхности 208 (например, параллельно первой поверхности 203), шестую поверхность 212, при прикреплении проходящую в направлении, по существу перпендикулярном пятой поверхности 210 (например, в направлении к базовому материалу 106), и седьмую поверхность 213, проходящую при прикреплении от четвертой поверхности 212 к базовому материалу 106 (например, под углом, отличным от 90°). В одном варианте выполнения по меньшей мере один из элементов 108 имеет форму, не являющуюся ступенчатой. Например, в еще одном варианте выполнения по меньшей мере один из элементов 108 имеет первую по существу плоскую поверхность 214, проходящую от базового материала 106, вторую по существу плоскую поверхность 216, проходящую от первой по существу плоской поверхности 214, и третью по существу плоскую поверхность 218, проходящую от второй по существу плоской поверхности 216. Первая по существу плоская поверхность 214, вторая по существу плоская поверхность 216 и третья по существу плоская поверхность 218 образуют по существу кубическую форму с пологим участком 220, проходящим от третей по существу плоской поверхности 218 к базовому материалу 106.
[0022] Элементы 108 прикрепляют к базовому материалу 106 любым подходящим способом. Указанное крепление элементов 108 к базовому материалу 106 в результате обеспечивает заданную микроструктуру (не показана) в соответствии с используемым способом сварки. Указанное крепление выполняют с помощью одного или более способов сварки, лучевой сваркой (например, лазерной или электронно-лучевой), сваркой трением, дуговой сваркой вольфрамовым электродом в газовой среде (например, сваркой вольфрамовым электродом в среде инертного газа) и дуговой сваркой металлическим электродом в газовой среде (например, сваркой металлическим электродом в среде инертного газа). В одном варианте выполнения, таком как варианты выполнения с креплением путем лучевой сварки или сварки трением, указанная заданная микроструктура имеет первую подвергаемую нагреву зону, проксимальную к базовому материалу 106 и имеющую заданную микроструктуру, вторую подвергаемую нагреву зону между указанной первой зоной и зоной сплавления, причем указанная зона сплавления расположена между указанной второй зоной и третьей подвергаемой нагреву зоной, причем указанная третья зона расположена между зоной сплавления и четвертой подвергаемой нагреву зоной, причем указанная четвертая зона расположена между указанной третьей зоной и не подвергающимися нагреву частями элементов 108. В одном варианте выполнения каждая из указанных зон имеет различную микроструктуру. Специалистам следует понимать, что другие варианты выполнения имеют характеристики, отличающиеся от способов, в которых используется пайка.
[0023] В одном варианте выполнения прикрепление элементов 108 к базовому материалу 106 обеспечивает возможность многократной установки вкладыша 102 в торцевую заглушку 104 и его многократного извлечения. Например, в одном варианте выполнения вкладыш 102 выполнен с возможностью извлечения из торцевой заглушки 104 с небольшим повреждением или без повреждения узла 100 по меньшей мере заданное число раз, например, более трех, более четырех, более пяти или более десяти раз.
[0024] Указанные элементы 108 выполнены из любого подходящего материала. В одном варианте выполнения один или более элементов 108 выполнены из материала, отличного от базового материала 106. В одном варианте выполнения материал элементов 108 имеет одинаковую или большую пластичность по сравнению с материалами, используемыми для пайки, и/или по сравнению с пластичностью, которую будет иметь базовый материал 106 при креплении сваркой, например лучевой сваркой (например, лазерной или электронно-лучевой лучом), сваркой трением, дуговой сваркой вольфрамовым электродом в газовой среде (например, сваркой вольфрамовым электродом в среде инертного газа) и/или дуговой сваркой металлическим электродом в газовой среде (например, сваркой металлическим электродом в среде инертного газа).
[0025] В одном варианте выполнения элементы 108 и/или базовый материал 106 содержат материал с нержавеющей сталью. Например, в одном варианте выполнения элементы 108 и/или базовый материал 106 содержат аустенитную нержавеющую сталь. В другом варианте выполнения элементы 108 и/или базовый материал 106 содержат ферритную нержавеющую сталь. В другом варианте выполнения элементы 108 и/или базовый материал 106 содержат мартенситную нержавеющую сталь. В других вариантах выполнения элементы 108 содержат аустенитную нержавеющую сталь, ферритную нержавеющую сталь или мартенситную нержавеющую сталь, а базовый материал 106 содержит другую нержавеющую сталь, выбранную из группы, включающей аустенитную нержавеющую сталь, ферритную нержавеющую сталь или мартенситную нержавеющую сталь.
[0026] В одном варианте выполнения способ изготовления торцевой заглушки 104 включает расположение кольца 300 топливной форсунки (показанного на фиг. 4) в полости 110 торцевой заглушки 104 или иным образом в узле 100. Указанное кольцо 300 затем непосредственно или опосредованно прикрепляют к торцевой заглушке 104. В одном варианте выполнения кольцо 300 механически обрабатывают до заданной формы, например формы, соответствующей одному из компонентов, торцевой заглушке 104 или вкладышу 102, или обоим указанным компонентам. Указанную механическую обработку выполняют до крепления кольца 300 к торцевой заглушке 104 или после его крепления. В одном варианте выполнения крепление выполняют пайкой и/или другими способами, описанными выше со ссылкой на крепление элементов 108 в общем смысле. В одном варианте выполнения указанное крепление выполняют с помощью кольца 300. В одном варианте выполнения второе кольцо 300 прикрепляют к торцевой заглушке 104 или иным образом закрепляют в узле 100. В других вариантах выполнения несколько колец 300 прикрепляют к торцевой заглушке 104, к вкладышу 102, или иным образом к узлу 100. Например, в одном варианте выполнения кольца 300 закрепляют в двух, трех, четырех или более местах в узле 100. Дополнительно, или как вариант, в других вариантах выполнения вкладыш 102 и/или торцевую заглушку 104 механически обрабатывают до получения форм, соответствующих друг другу и/или кольцу (кольцам) 300. Например, в одном варианте выполнения кольцо 300 имеет геометрическую форму, соответствующую вкладышу 102, и механически обрабатывается до достижения соответствия торцевой заглушке 104, или имеет форму, соответствующую торцевой заглушке 104 и механически обрабатывается до достижения соответствия вкладышу 102.
[0027] Несмотря на то что описание изобретения приведено в отношении предпочтительного варианта выполнения, тем не менее специалистам следует понимать, что возможно внесение различных изменений и замещений элементов их эквивалентами без отклонения от объема правовой охраны данного изобретения. Кроме того, в основные идеи данного изобретения возможно внесение множества модификаций применительно к конкретной ситуации или материалу без отклонения от объема правовой охраны. Поэтому подразумевается, что данное изобретение не ограничивается конкретным вариантом выполнения, приведенным в качестве предпочтительного варианта, предполагаемого для выполнения этого изобретения, а будет включать все варианты выполнения, подпадающие под объем правовой охраны прилагаемой формулы изобретения.
Сверхзвуковая компрессорная установка (варианты) и способ ее сборки
Изделие, имеющее фланец, способ изготовления такого изделия и способ изготовления изделия, содержащего элемент, имеющий фланец
Способ и устройство для нагружения паровой турбины
Устройство для управления выходной мощностью энергоустановки
Паровая турбина, замковое устройство для роторного колеса паровой турбины и способ установки лопаток в турбинное колесо
Радиоактивно меченые пептиды, связывающиеся с her2
Осевое щеточное уплотнение
Уплотнение
Противоточная паровая турбина (варианты) и способ ее работы
Уплотнительный узел для турбомашины (варианты)
Жидкостно-кольцевой компрессор (варианты) и подводная компрессорная установка
Система рециркуляции для повышения производительности топливного элемента с улавливанием со
Система и способ определения толщины исследуемого слоя в многослойной структуре
Система и способ реконструкции с использованием "мягкого поля"
Сверхзвуковой компрессорный ротор и сверхзвуковая компрессорная установка
Сверхзвуковая компрессорная установка (варианты) и способ ее сборки
Изделие, имеющее фланец, способ изготовления такого изделия и способ изготовления изделия, содержащего элемент, имеющий фланец
Способ и устройство для нагружения паровой турбины
Устройство для управления выходной мощностью энергоустановки
Паровая турбина, замковое устройство для роторного колеса паровой турбины и способ установки лопаток в турбинное колесо

