Результат интеллектуальной деятельности: ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РУКАВНОЙ ПЛЕНКИ
Вид РИД
Изобретение
Изобретение предназначено для использования в авиационной технике, машиностроении и в других областях народного хозяйства.
Известна экструзионная головка для изготовления трубчатых изделий, содержащая формующую втулку, дорн с каналом для подачи сжатого воздуха, образующий с формующей втулкой формующий зазор (патент SU 1763227). Недостатком ее является способ переналадки на необходимый размер пленки, требующий замену дорна, что предполагает наличие целого ряда дорнов различных диаметров. Процесс переналадки включает разборку головки, собственно замену дорна и его центровку с помощью четырех линейных корректоров с нониусами.
Цель изобретения - ускорение процесса переналадки на требуемый размер пленки и упрощение конструкции устройства.
Поставленная цель достигается тем, что в экструзионной головке, содержащей формующую втулку, дорн с каналом для подачи сжатого воздуха, образующий с формующей втулкой формующий зазор, согласно заявляемому изобретению в дорне выполнена кольцевая полость, образованная цилиндрическими поверхностями, соосными с поверхностью дорна, и имеющая отвод для подачи жидкости, причем торцевая поверхность дорна и кольцевая полость выступают за торец формующей втулки, а диаметр дорна вне формующей втулки меньше диаметра поверхности дорна, образующей формующий зазор.
В предлагаемом устройстве для переналадки на необходимый размер пленки не требуется разборка головки, замена дорна и его центровка, что делает возможным экономию средств и времени.
Краткое описание чертежей
Изобретение иллюстрируется чертежами, на которых одинаковые или сходные элементы снабжены одинаковыми ссылочными позициями.
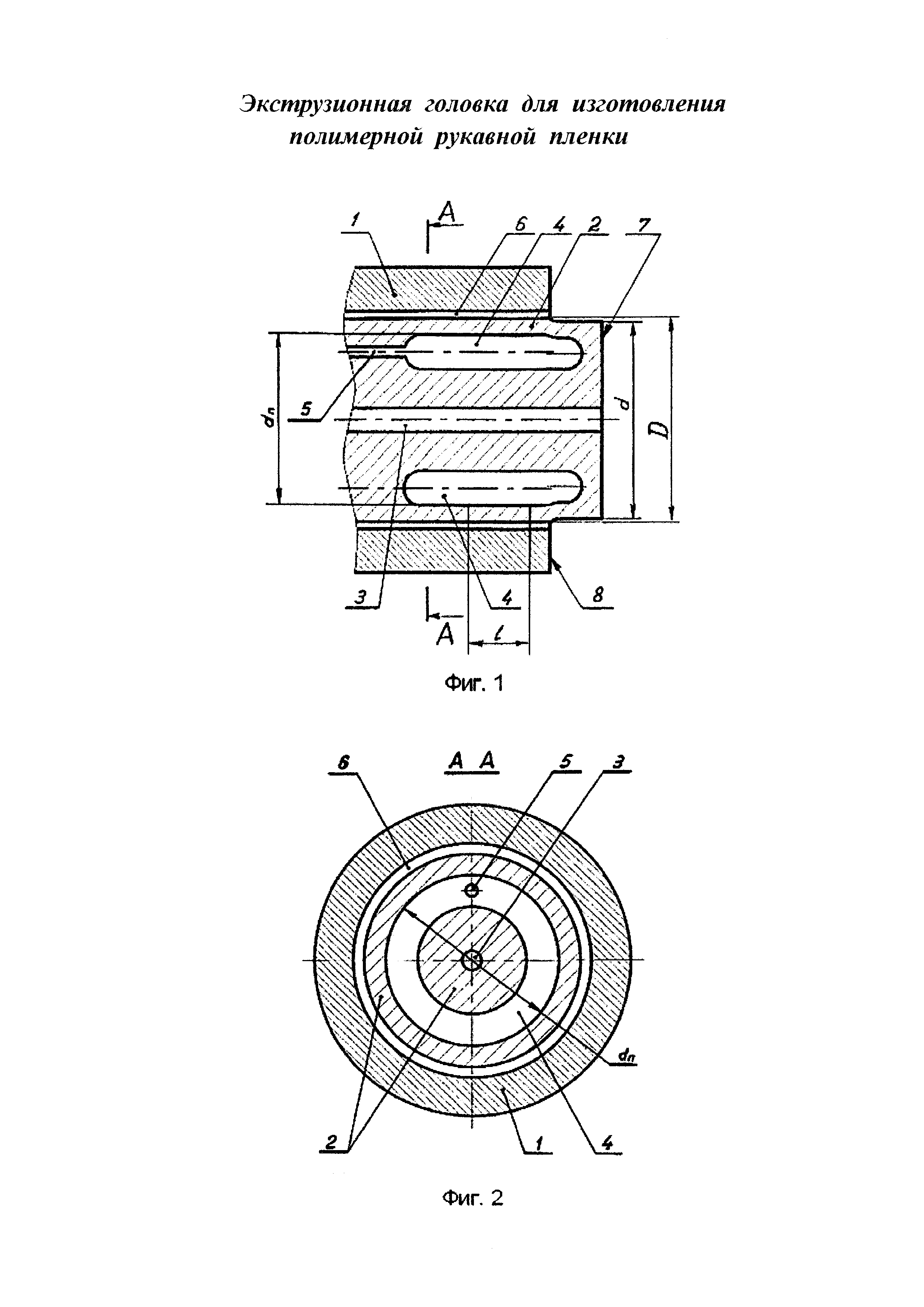
Фиг. 1 представляет устройство экструзионной головки.
Фиг. 2 представляет сечение по А-А на фиг. 1.
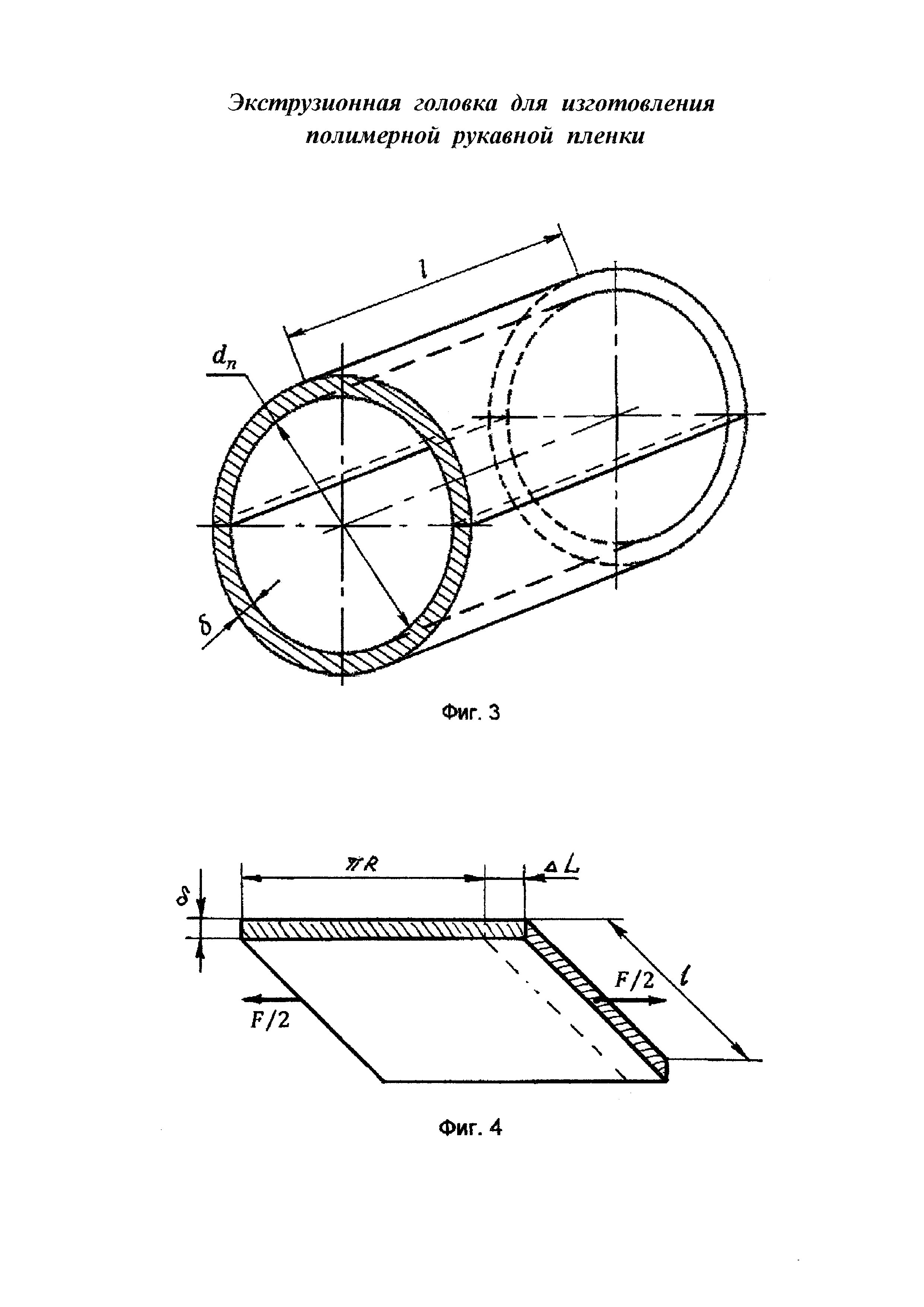
Фиг. 3 представляет собой оболочку, образованную внешней цилиндрической поверхностью дорна диаметром D и внешней цилиндрической поверхностью полости 4 диаметром dn, длиной l (фиг. 1).
Фиг. 4 представляет развертку половины оболочки, показанной на фиг. 3.
На фиг. 1 изображена экструзионная головка, содержащая формующую втулку 1 и дорн 2 с каналом 3 для подачи сжатого воздуха. В дорне 2 выполнена кольцевая полость 4, образованная цилиндрическими поверхностями, соосными с внешней поверхностью дорна, и имеющая отвод 5 для подачи жидкости. Формующая втулка 1 и дорн 2 образуют формующий зазор 6. Для устранения краевых эффектов и обеспечения постоянства формующего зазора 6 по всей его длине торцевая поверхность 7 дорна и кольцевая полость 4 выступают за торец 8 формующей втулки 1. Для исключения прилипания пленки к поверхности дорна вне формующего зазора 6 диаметр d дорна 2 вне формующей втулки 1 меньше диаметра D поверхности дорна, образующей зазор.
Регулировка величины формующего зазора 6 осуществляется следующим образом. Для, например, уменьшения зазора 6 в кольцевую полость 4 через отвод 5 подается жидкость под давлением, из-за чего дорн 2 деформируется, его диаметр D увеличивается и зазор 6 уменьшается. Увеличение зазора 6 достигается уменьшением давления жидкости в кольцевой полости 4.
Расчет, показывающий осуществимость и практическую значимость изобретения.
Рассмотрим участок дорна, представляющий собой оболочку, образованную внешней цилиндрической поверхностью дорна диаметром D и внешней цилиндрической поверхностью полости 4 диаметром dn, длиной l (фиг. 1, фиг. 2 и фиг. 3). Этот участок дорна вместе с формующей втулкой образуют формующий зазор.
Расчет произведен для следующих значений определяющих параметров:
|
Расчетное значение напряжения

сила внутреннего давления в рассматриваемой оболочке

где p - давление жидкости в полости 4 (фиг. 1 и фиг. 2);
площадь сечения оболочки, воспринимающая силу внутреннего давления,

растягивающие напряжения в оболочке

откуда

Рассмотрим развертку половины оболочки (фиг. 4).
Удлинение по закону Гука

Увеличение радиуса оболочки (уменьшение величины формующего зазора) с учетом (5)

Для этого потребуется давление (4)

В рассмотренном примере, изменяя давление от 0 до 120 атмосфер, можно регулировать формующий зазор, например, от 0,5 мм до 0,05 мм.
Экструзионная головка для изготовления полимерной рукавной пленки, содержащая формующую втулку, дорн с каналом для подачи сжатого воздуха, образующий с формующей втулкой формующий зазор, отличающаяся тем, что в дорне выполнена кольцевая полость, образованная цилиндрическими поверхностями, соосными с поверхностью дорна, и имеющая отвод для подачи жидкости, при этом торцевая поверхность дорна и кольцевая полость выступают за торец формующей втулки, а диаметр дорна вне формирующей втулки меньше диаметра поверхности дорна, образующей формующий зазор.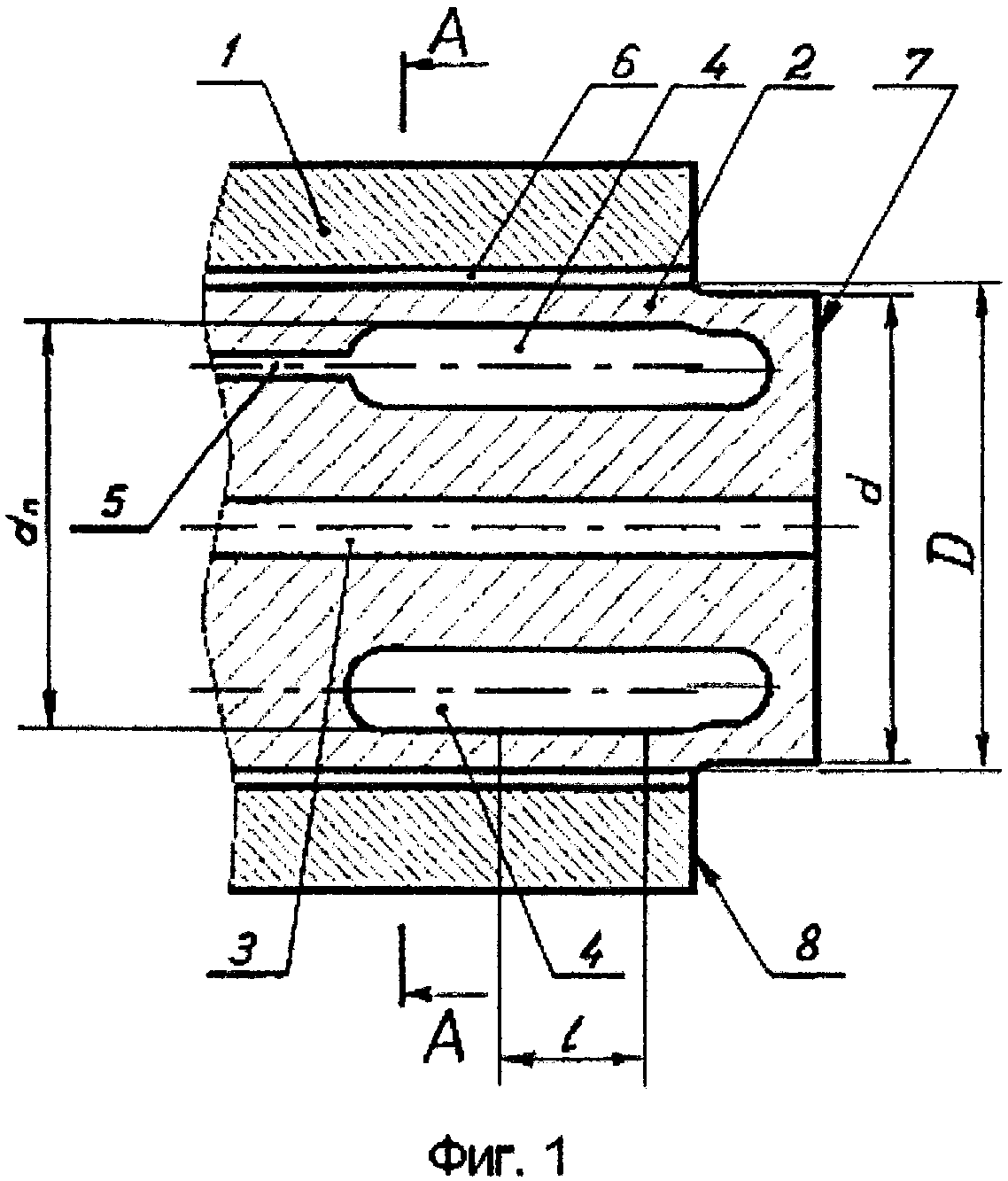
Способ изготовления электропроводной нити из ультратонких стеклянных волокон
Способ перекачки химически агрессивных жидкостей и устройство для его осуществления
Установка для определения механических свойств гибких стержневых элементов
Способ изготовления электропроводной нити из ультратонких стеклянных волокон
Способ перекачки химически агрессивных жидкостей и устройство для его осуществления
Способ изготовления балки пола планера самолета сетчатой структуры из полимерных композиционных материалов
Электроизолирующее стыковое соединение рельсов и способ его изготовления

