Результат интеллектуальной деятельности: Способ электроискрового легирования закаленных стальных деталей
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к электрофизическим методам обработки для упрочнения закаленных стальных деталей электроискровым легированием.
Из уровня техники известен способ электроискрового нанесения покрытий на металлические поверхности, заключающийся в том, что между вибрирующим электродом-инструментом и обрабатываемой деталью возбуждается электрический разряд в газообразной среде. При этом происходит направленный перенос материала обрабатывающего электрода (анода) на обрабатываемую деталь (катод) и осуществляется диффузионное сцепление его с материалом основы (Авторское свидетельство СССР №89933, 27.05.1943).
Недостатком известного способа является то, что при нанесении покрытий на термообработанные (закаленные) детали под упрочненным слоем образуется зона отпуска - зона сниженной твердости. Это приводит к продавливанию упрочненного слоя детали в процессе ее эксплуатации и, как следствие, к быстрому изнашиванию деталей.
Наиболее близким к заявленному техническому решению по технической сущности и достигаемому результату - прототипом - является способ электроискрового легирования закаленных стальных деталей, заключающийся в переносе легирующего материала электрода-инструмента на поверхность детали под действием электроискровых разрядов между подключенными к источнику электрического тока электродом-инструментом и деталью, при котором электроискровое (электроэрозионное) легирование производят в сочетании с ионным азотированием, которое осуществляют до или после процесса легирования в течение времени, достаточного для насыщения металла азотом на глубину зоны термического влияния (Тарельник В.Б. Упрочнение деталей компрессоров электроэрозионным легированием и ионным азотированием // Химическое и нефтяное машиностроение. 1996. №2, с. 77).
Недостатком прототипа является низкая производительность, обусловленная введением дополнительной операции ионного азотирования. Кроме того, процесс ионного азотирования требует применения сложного и дорогостоящего оборудования, что в конечном итоге увеличивает как текущие, так и капитальные затраты.
Задача изобретения - исключение дополнительной операции при упрочнении закаленных стальных деталей электроискровым легированием.
Техническим результатом, на который направлено изобретение, является повышение производительности упрочнения закаленных стальных деталей электроискровым легированием.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе электроискрового легирования закаленных стальных деталей, заключающемся в переносе легирующего материала электрода-инструмента на поверхность детали под действием импульсных электроискровых разрядов между подключенными к источнику постоянного электрического тока в качестве анода - электродом-инструментом, и в качестве катода - деталью, в процессе легирования осуществляют непрерывный контакт электрода-инструмента с деталью, а подвод к ним электрического тока осуществляют так, что 10≤j≤100, 10-3≥tch≥10-5, tp>tch, где j - плотность тока (кА/см2), tch - длительность импульса тока (с), tp - длительность паузы между импульсами тока (с).
Изобретение поясняется иллюстрациями, на которых представлены:
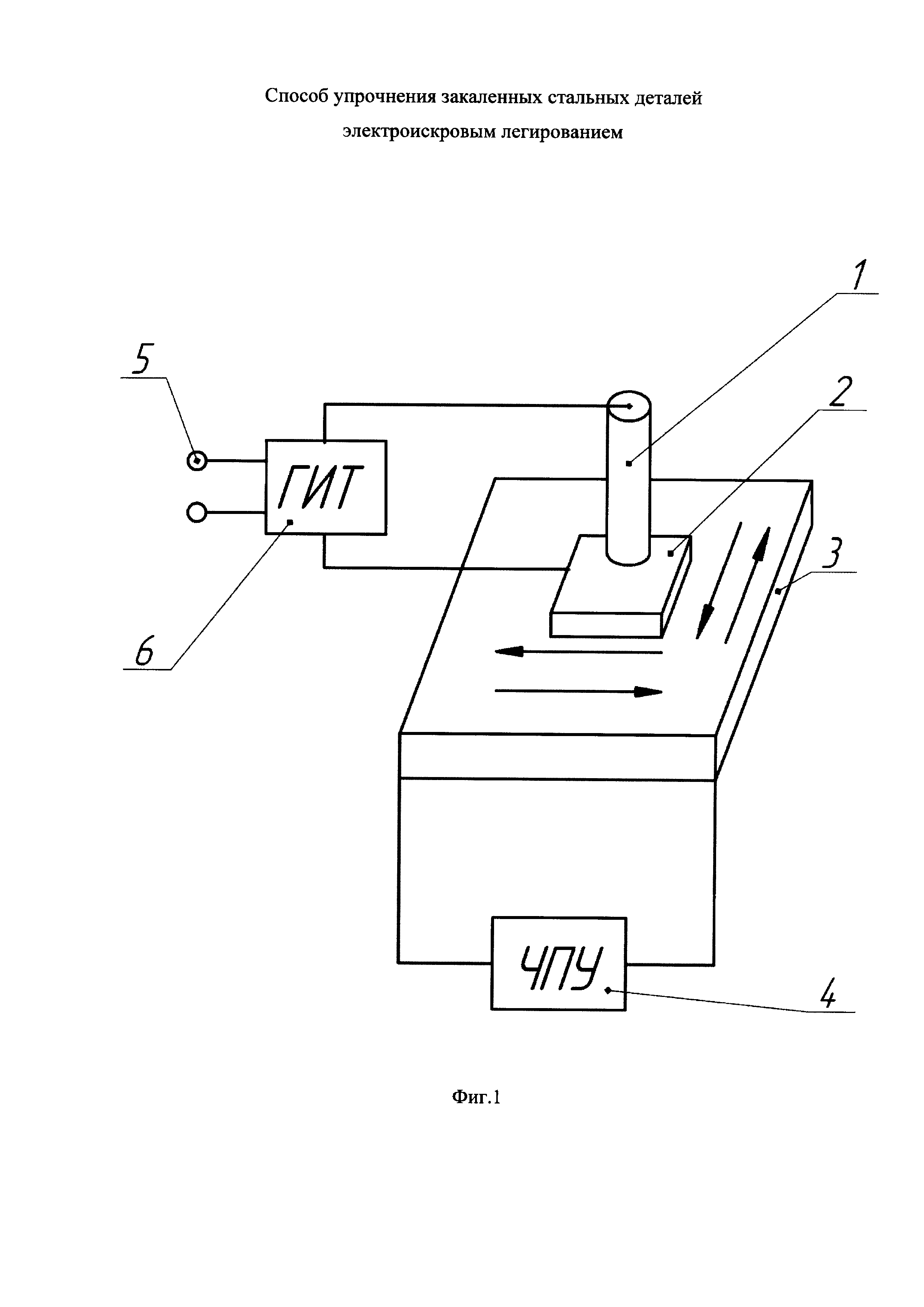
на Фиг. 1 - принципиальная схема реализации способа упрочнения закаленных стальных деталей электроискровым легированием;
на Фиг. 2 - график микротвердости обработанной заявленным способом детали на различной глубине;
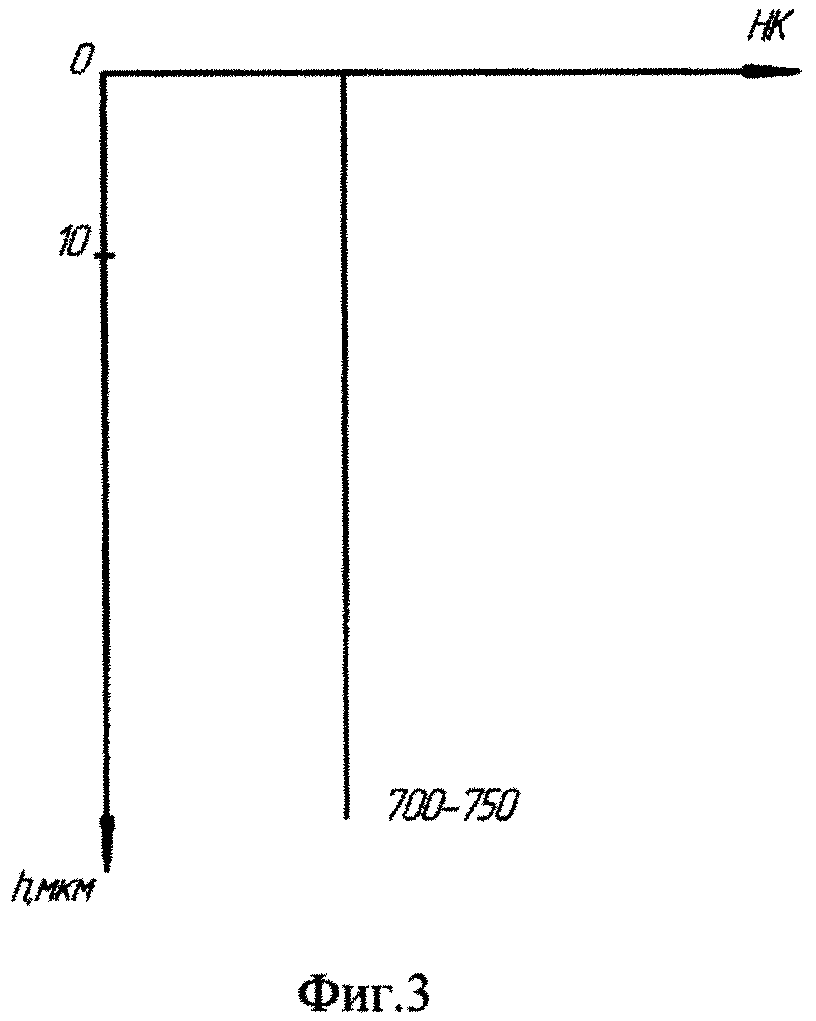
на Фиг. 3 - график микротвердости обработанной детали на различной глубине при 10>j, 10-3≥tch≥10-5, tp>tch;
на Фиг. 4 - график микротвердости обработанной детали на различной глубине при j>100, 10-3≥tch≥10-5, tp>tch;
на Фиг. 5 - график микротвердости обработанной детали на различной глубине при 10≤j≤100, 10-3≤tch, tp>tch;
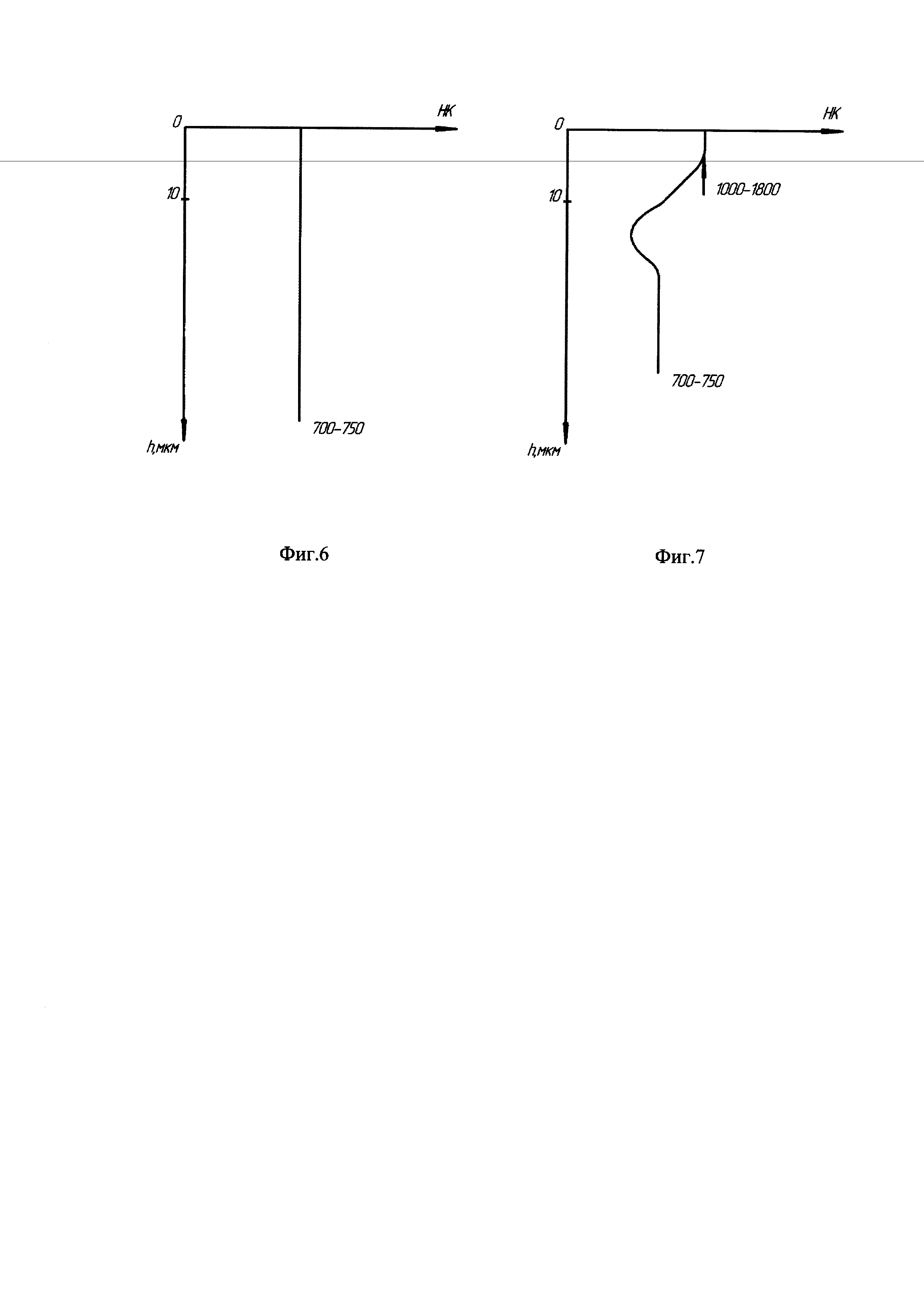
на Фиг. 6 - график микротвердости обработанной детали на различной глубине при 10≤j≤100, 10-5≥tch, tp>tch;
на Фиг. 7 - график микротвердости обработанной детали на различной глубине при 10≤j≤100, 10-3≥tch≥10-5, tp<tch.
Заявленный способ электроискрового легирования закаленных стальных деталей осуществляется следующим образом.
Электрод-инструмент 1 вводят в контакт с обрабатываемой деталью 2 и перемещают вдоль обрабатываемой поверхности используя, например, стандартную систему подачи 3 станка, управляемую системой 4 числового программного управления (ЧПУ), при этом контакт электрода-инструмента с деталью осуществляется непрерывно в процессе всей операции легирования (непрерывный контакт инструмента с деталью обеспечивается стандартными средствами, например, аналогичными применяемым при электромеханической обработке ЭМО - http://mirprom.ru/public/elektromehanicheskaya-obrabotka.html-0). При этом электрод-инструмент 1 подключают к положительному полюсу источника постоянного тока 5, а обрабатываемую деталь 2 - к отрицательному, кроме того, в цепь включают генератор 6 электрических импульсов (ГИТ), обеспечивающий подвод электрического тока к электрод-инструменту 1 и обрабатываемой детали 2 с параметрами: 10≤j≤100, 10-3≥tch≥10-5, tp>tch, где j - плотность тока (кА/см2), tch - длительность импульса тока (с), tp - длительность паузы между импульсами тока (с).
В ходе обработки материал электрод-инструмента 1 переносится с анода (электрода-инструмента 1) на катод (обрабатываемую деталь 2).
Указанные параметры тока позволяют реализовать контактный электрический микровзрыв торцевой поверхности электрода и высокоинтенсивный перенос его материала на упрочняемую поверхность. При этом микротвердость обработанной детали увеличивается не хуже, чем в прототипе, а кратковременность процесса не приводит к отпуску термообработанной (закаленной) детали, что отчетливо представлено на Фиг. 2 и, как показали эксперименты, соблюдается в пределах заявленных диапазонов.
Выход параметров за пределы заявленных диапазонов делает обработку невозможной либо существенно снижает ее качество, а именно:
- при 10>j, 10-3≥tch≥10-5, tp>tch перенос материала электрод-инструмента на упрочняемую поверхность не наблюдается, микротвердость обработанной детали остается неизменной (см. Фиг. 3);
- при j>100, 10-3≥tch≥10-5, tp>tch микровзрыв торцевой поверхности электрода сопровождается разбрызгиванием расплавленного материала электрода-инструмента, перенос материала электрода-инструмента на упрочняемую поверхность становится нестабильным, микротвердость обработанной детали по глубине изменяется скачкообразно как в сторону увеличения, так и в сторону уменьшения от исходного значения (см. Фиг. 4);
- при 10≤j≤100, 10-3≤tch, tp>tch чрезмерная длительность импульса тока приводит к отпуску термообработанной (закаленной) детали, что приводит к «провалу» 7 микротвердости обработанной детали по глубине (см. Фиг. 5);
- при 10≤j≤100, 10-5≥tch, tp>tch из-за малой длительности импульса тока перенос материала электрода-инструмента на упрочняемую поверхность резко (экспоненциально) снижается, микротвердость обработанной детали практически остается неизменной (см. Фиг. 6);
- при 10≤j≤100, 10-3≥tch≥10-5, tp<tch малая пауза между импульсами тока приводит к отпуску термообработанной (закаленной) детали, что приводит к «провалу» 7 микротвердости обработанной детали по глубине (см. Фиг. 7).
Пример реализации способа.
Были проведены эксперименты по твердосплавному легированию рабочих поверхностей деталей (дисковых фрез для металлообработки). В качестве материала электрода использовался твердый сплав ВК-8, материал обрабатываемых деталей - быстрорежущая (закаленная) сталь Р6М5 с исходной микротвердостью HK 740 единиц. Режимы обработки и результаты отражены в нижеприведенной Таблице.
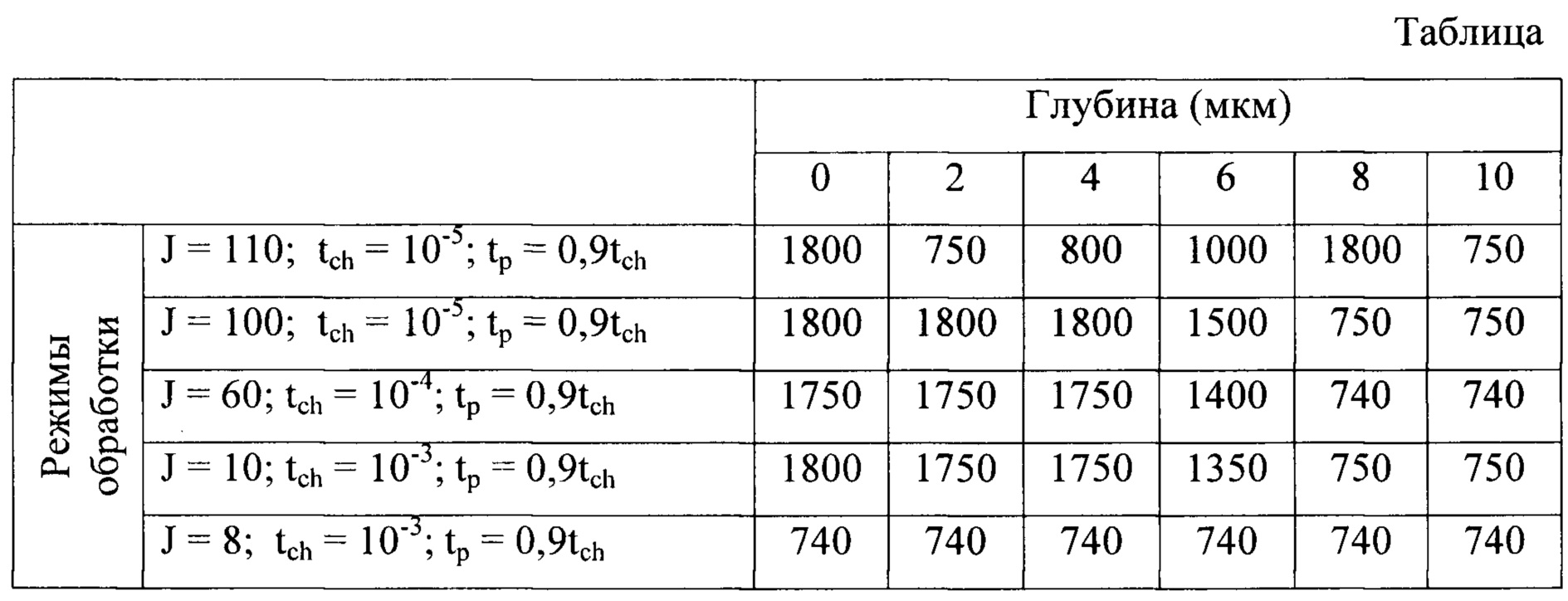
Все эксперименты показали полное соответствие результатов графику на Фиг. 2 при соблюдении заявленных параметров J, tch и tp; выход хотя бы одного из указанных параметров за пределы заявленных диапазонов делает обработку невозможной либо существенно снижает ее качество.
Очевидно, что в процессе твердосплавного легирования с использованием предложенного способа отпуск обработанных закаленных деталей не наблюдается, микротвердость обработанных деталей монотонно возрастает по направлению к периферии. При этом необходимость проведения дополнительной операции (ионное азотирование) при упрочнении закаленных стальных деталей электроискровым легированием, как это имеет место в прототипе, полностью исключена при достижении, по крайней мере, не худших показателях качества обработки.
Изложенное позволяет сделать вывод о том, что поставленная задача - исключение дополнительной операции при упрочнении закаленных стальных деталей электроискровым легированием - решена, а заявленный технический результат - повышение производительности - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показывает, что указанные в независимом пункте формулы изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области машиностроения, в частности к электрофизическим методам обработки для упрочнения закаленных стальных деталей электроискровым легированием;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с
помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ электроискрового легирования закаленных стальных деталей, включающий осуществление переноса легирующего материала электрода-инструмента на поверхность детали под действием импульсных электроискровых разрядов между подключенными к источнику постоянного электрического тока в качестве анода - электродом-инструментом и в качестве катода деталью, отличающийся тем, что процесс легирования осуществляют с введением электрода-инструмента в непрерывный контакт с деталью и подводом к ним электрического тока с параметрами 10≤j≤100, 10≥t≥10, t>t, где j - плотность тока, кА/см, t - длительность импульса тока, с, t - длительность паузы между импульсами тока, с.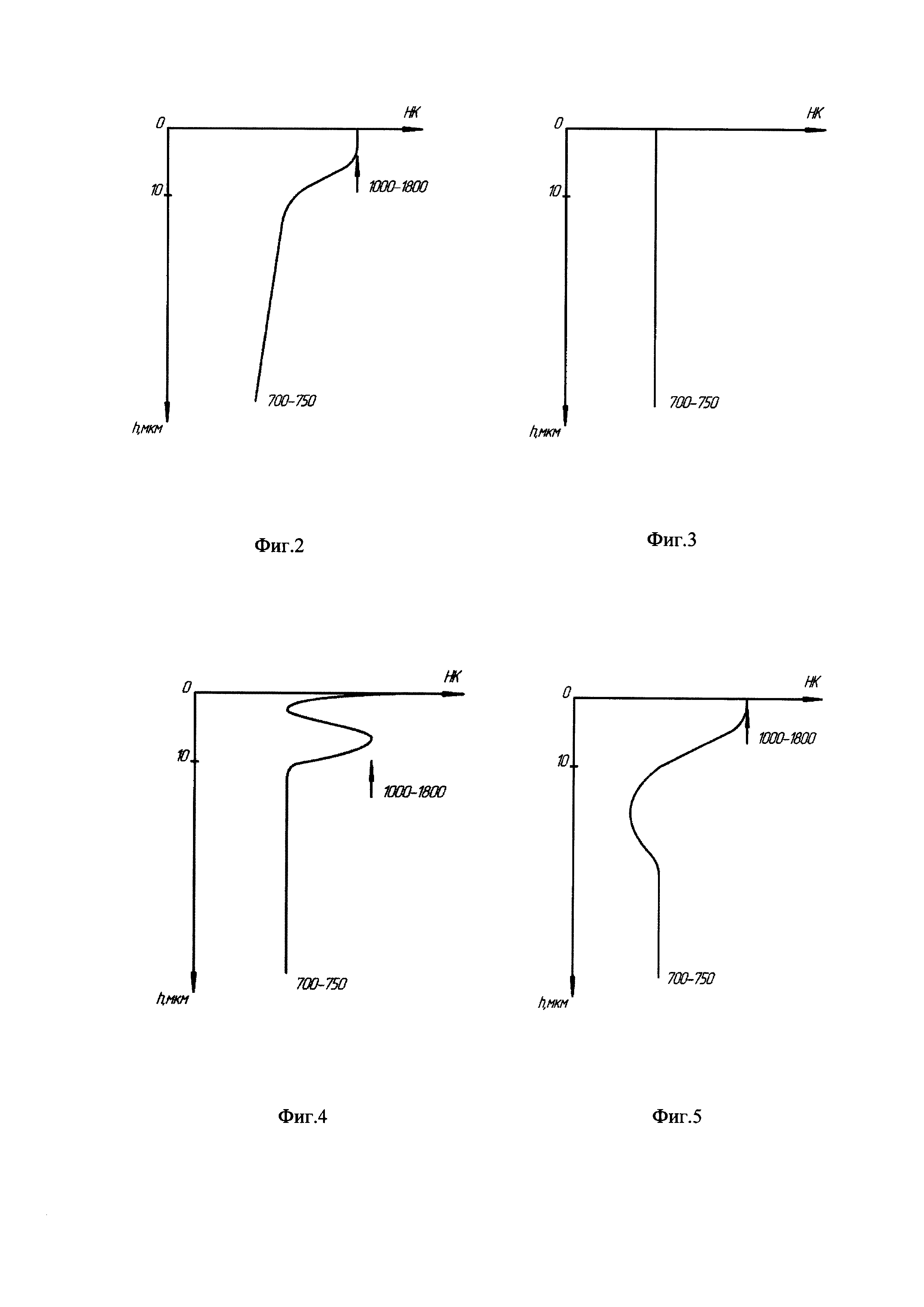
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Способ термической обработки жаропрочного сплава х65нвфт на основе хрома для повышения обрабатываемости резанием
Штамп для канального углового прессования
Способ послойной 3d-печати изделий из металла за счёт явления шнурования тока
Магнетронное распылительное устройство
Способ крепления ступицы на валу
Приспособление для нарезания резьбы на трубах вне станка
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Способ восстановления профиля поверхности катания колес рельсового транспорта

