Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники
Изобретение относится к области металлургии, в частности к термической обработке стального изделия, проката различной формы, в т.ч. листового проката, фасонного проката, в частности железнодорожных рельсов.
Предшествующий уровень техники
Известна система охлаждения горячекатаной длинной стальной балки, в частности рельса (RU 2450877; WO 2009/107639, МПК B21B 45/02), содержащая множество камер, расположенных в продольном направлении прокатанной стальной балки, при этом каждая из множества камер выполнена с дутьевым отверстием, обращенным от камеры к прокатанной стальной балке, для выдувания сжатого воздуха для охлаждения, вводимого в камеру через впускное отверстие для газа, соединенное с камерой, сопловой пластиной с множеством сопловых отверстий, расположенной на дутьевом отверстии таким образом, что она обращена к прокатанной стальной балке, соплом для подачи охлаждающей воды в камеру и выпрямляющей пластиной, расположенной между впускным отверстием для газа и соплом для подачи охлаждающей воды и предотвращающей непосредственный удар сопловой пластины сжатым газом для охлаждения, вводимым через впускное отверстие для газа, при этом система охлаждения выполнена с возможностью распыления охлаждающей среды, полученной смешиванием охлаждающей воды, подаваемой через сопло для подачи охлаждающей воды, и сжатого газа для охлаждения, вводимого через впускное отверстие для газа и выпрямленного выпрямляющей пластиной в направлении прокатанной стальной балки через сопловые отверстия сопловой пластины, для равномерного охлаждения поверхностей прокатанной стальной балки.
Данный способ характеризуется тем, что процесс термообработки рельса осуществляется средой с постоянной охлаждающей способностью, что не обеспечивает гибкого изменения скорости охлаждения в процессе термообработки одного рельса для получения оптимальных характеристик рельса.
Недостатком системы является то, что сопла, подающие воду, расположены внутри камеры после выпрямляющей пластины и подают воду непосредственно на сопловые пластины, что не позволяет получить достаточно равномерное распределение воды в воздушной среде из-за неравномерности распыления воды из форсунок и накопления капельных фракций воды в отдельных местах камер в процессе охлаждения, как следствие, неравномерное распределение охлаждающей среды (водовоздушной смеси) по сопловой пластине, в результате это приводит к неравномерному распылению охлаждающей среды через сопловые отверстия и, соответственно, к неравномерному охлаждению термообрабатываемой поверхности стальных изделий, например рельса, стальной балки и т.д.
Известны изобретение, способ и устройство для термической обработки рельса (патент RU 2456352 C21D 9/04). Способ термической обработки рельсов включает непрерывное охлаждение одновременно головки и подошвы рельса с прокатного и/или повторного нагрева от температуры не ниже температуры аустенизации, при этом охлаждение рельса осуществляют воздушной средой с регулированием изменения степени влажности воздуха и ее давления в процессе термообработки путем импульсной квазинепрерывной и/или непрерывной инжекции воды в поток воздушной среды с обеспечением изменения охлаждающей способности среды.
Устройство для термической обработки рельса содержит механизмы загрузки, выгрузки, позиционирования и фиксации рельса, турбокомпрессор, систему воздуховодов и коллекторов с сопловыми отверстиями для подачи охлаждающей среды одновременно на головку и подошву рельса, механизмы позиционирования воздуховодов и коллекторов с сопловыми отверстиями, систему регулирования подачи охлаждающей среды, систему контроля температуры.
Особенностью устройства является то, что оно имеет систему импульсной квазинепрерывной и/или непрерывной инжекции воды в воздушный поток, содержащую емкость для воды, систему водных трубопроводов, регуляторы расхода и давления воды в виде управляемых клапанов и управляемых регулирующих клапанов, импульсные инжекторы с системой управления для инжектирования воды в импульсном квазинепрерывном и/или непрерывном режиме в поток воздушной среды с регулируемым изменением степени влажности воздуха и ее давления для обеспечения изменения охлаждающей способности среды, при этом механизмы загрузки, выгрузки, позиционирования и фиксации рельса выполнены с возможностью расположения рельса в процессе обработки положением головкой вниз.
С повышением количества воды, подаваемой в воздушный поток для повышения охлаждающей способности среды, увеличивается неравномерность распределения воды в воздушной среде из-за накопления воды в отдельных местах коллекторов.
Раскрытие изобретения
Техническим результатом является формирование однородной охлаждающей среды в сопловых отверстиях за счет равномерного распределения воды по сопловым отверстиям пластины с последующим равномерным распределением охлаждающей среды по площади охлаждаемой поверхности термообрабатываемого стального изделия. При этом охлаждающую способность охлаждающей среды регулируют изменением количества воды, подаваемой по каналам в сопловые отверстия, путем импульсной квазинепрерывной и/или непрерывной подачи воды, что позволяет гибко регулировать скорость охлаждения стального изделия в процессе термообработки.
Технический результат позволяет достичь способ термической обработки стального изделия, включающий непрерывное и/или дифференцированное охлаждение стального изделия с прокатного и/или повторного нагрева от температуры не ниже температуры аустенизации, в котором охлаждение осуществляют охлаждающей средой, формирующейся в сопловых отверстиях пластины, установленной на выходном отверстии коллектора, путем эжектирования воды потоками газовой среды, которая из системы трубопроводов газовой среды поступает в коллектор и далее в сопловые отверстия пластины, а вода из системы трубопроводов воды поступает в сопловые отверстия пластины по каналам, выполненным в пластине с сопловыми отверстиями.
Охлаждающую способность охлаждающей среды регулируют изменением количества воды, подаваемой по каналам в сопловые отверстия пластины, установленной на выходном отверстии коллектора.
Охлаждающую способность охлаждающей среды регулируют изменением количества воды, подаваемой по каналам в сопловые отверстия пластины, установленной на выходном отверстии коллектора, при этом воду подают в определенные каналы.
Охлаждающую способность охлаждающей среды регулируют изменением количества воды, подаваемой по каналам в сопловые отверстия пластины, установленной на выходном отверстии коллектора, путем импульсной квазинепрерывной и/или непрерывной инжекции воды.
Охлаждающую способность охлаждающей среды регулируют изменением количества газовой среды, подаваемой из трубопровода в коллектор.
Технический результат позволяет достичь устройство термической обработки стального изделия, содержащее систему трубопроводов газовой среды, систему трубопроводов воды, охлаждающие модули, каждый из которых содержит коллектор с входным отверстием, обеспечивающим ввод газовой среды, выходным отверстием, направленным на термообрабатываемую поверхность стального изделия, на котором установлена пластина с сопловыми отверстиями, при этом в пластине с сопловыми отверстиями выполнены каналы, по которым вода из системы трубопроводов воды поступает в сопловые отверстия.
Каналы, выполненные в пластине с сопловыми отверстиями, установленной на выходном отверстии коллектора, имеют входные отверстия, которые расположены на внешней стороне коллектора и защищены защитным корпусом.
Каналы, выполненные в пластине с сопловыми отверстиями, установленной на выходном отверстии коллектора, имеют входные отверстия, которые расположены на внешней стороне коллектора и защищены защитным герметичным корпусом, в котором выполнен, по крайней мере, один канал, подающий газовую среду из коллектора.
Каналы, выполненные в пластине с сопловыми отверстиями, установленной на выходном отверстии коллектора, имеют входные отверстия, которые расположены на внешней стороне коллектора и защищены защитным герметичным корпусом, в котором выполнен, по крайней мере, один канал на внешней стенке защитного корпуса, обеспечивающий доступ газовой среды из окружающей среды во внутреннюю полость защитного корпуса.
Каналы, выполненные в пластине с сопловыми отверстиями, установленной на выходном отверстии коллектора, имеют входные отверстия, которые расположены на внешней стороне коллектора и защищены защитным герметичным корпусом, в котором выполнен, по крайней мере, один канал с фильтром на внешней стенке защитного корпуса, обеспечивающий доступ газовой среды из окружающей среды во внутреннюю полость защитного корпуса.
Пластина с сопловыми отверстиями, установленная на выходном отверстии коллектора, может быть выполнена в виде двух и более соединенных пластин.
Пластина с сопловыми отверстиями, установленная на выходном отверстии коллектора, может быть выполнена в виде двух соединенных пластин, на одной из которых каналы выполнены в поперечном направлении, а на другой - в продольном направлении.
Устройство термической обработки стального изделия оснащено системой управления, которая в процессе термообработки регулирует подачу газовой среды и/или воды в сопловые отверстия пластины, установленной на выходном отверстии коллектора.
Устройство термической обработки стального изделия содержит распределитель для равномерной подачи воды из системы трубопроводов воды в каналы, выполненные в пластине с сопловыми отверстиями, установленной на выходном отверстии коллектора.
Устройство термической обработки стального изделия оснащено системой управления, которая обеспечивает контроль подачи воды через распределитель в каналы пластины с сопловыми отверстиями, установленной на выходном отверстии коллектора.
Устройство термической обработки стального изделия оснащено системой управления, которая контролирует температуру стального изделия по длине при помощи, по крайней мере, одного датчика температуры, регулирует подачу воды в каналы пластины с сопловыми отверстиями, обеспечивая в период до начала перлитных превращений выравнивание температуры по всей длине стального изделия, и его последующую термическую обработку по заданному режиму.
Краткое описание чертежей
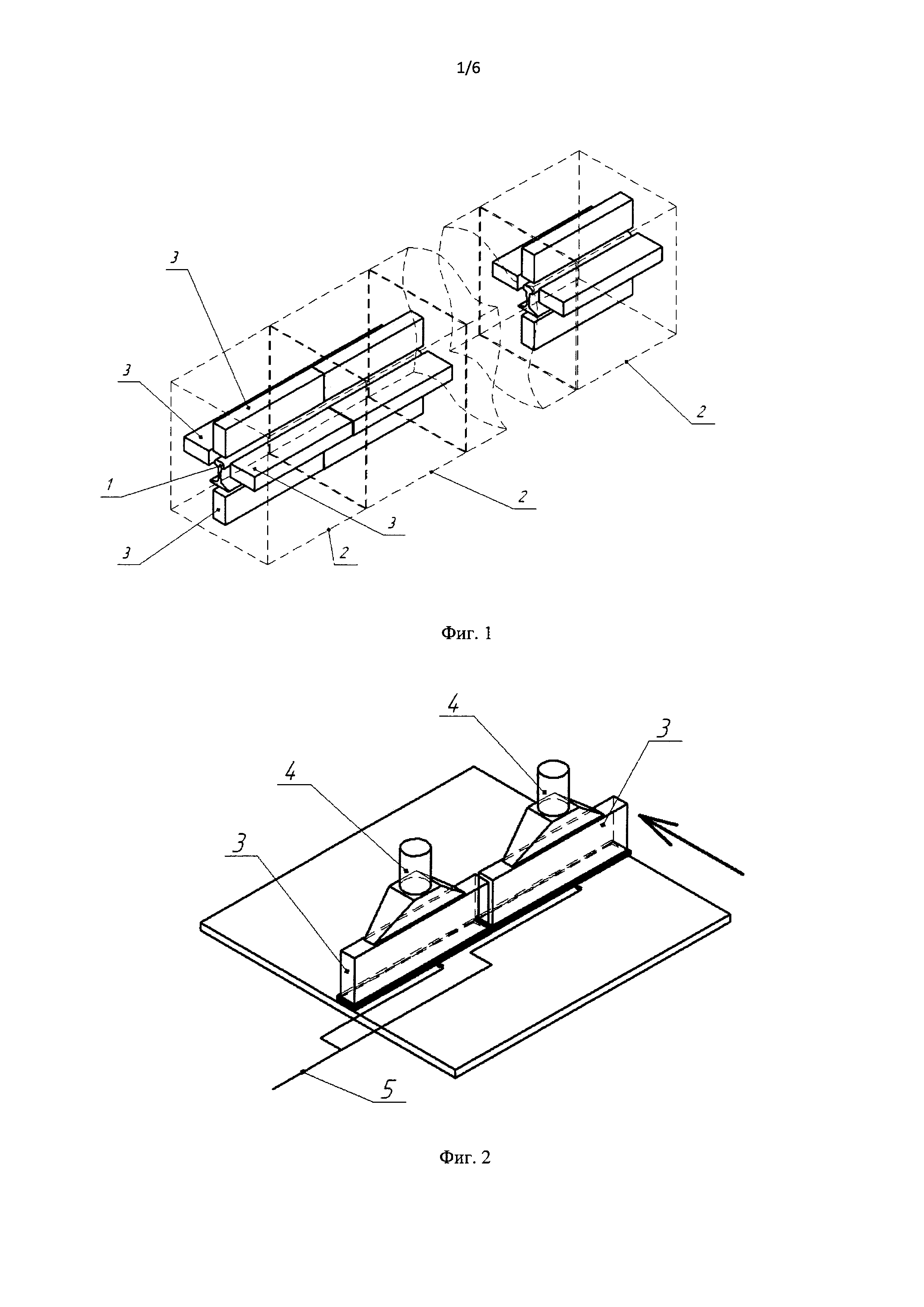
Фиг. 1 приведен схематичный вид расположения модулей охлаждения.
Фиг. 2 - схематичный вид расположения коллекторов относительно листового проката.
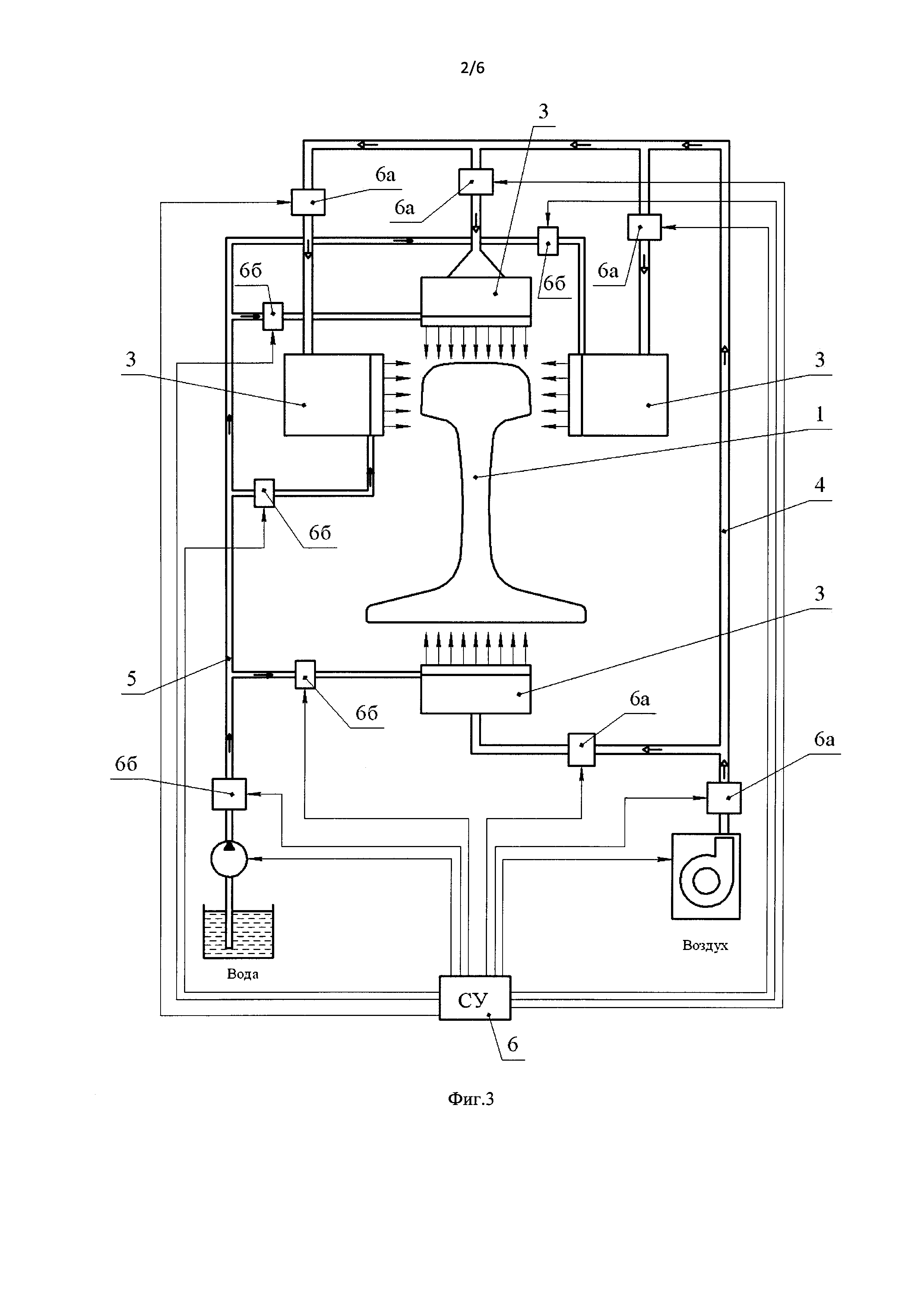
Фиг. 3 - схематичный вид модуля охлаждения.
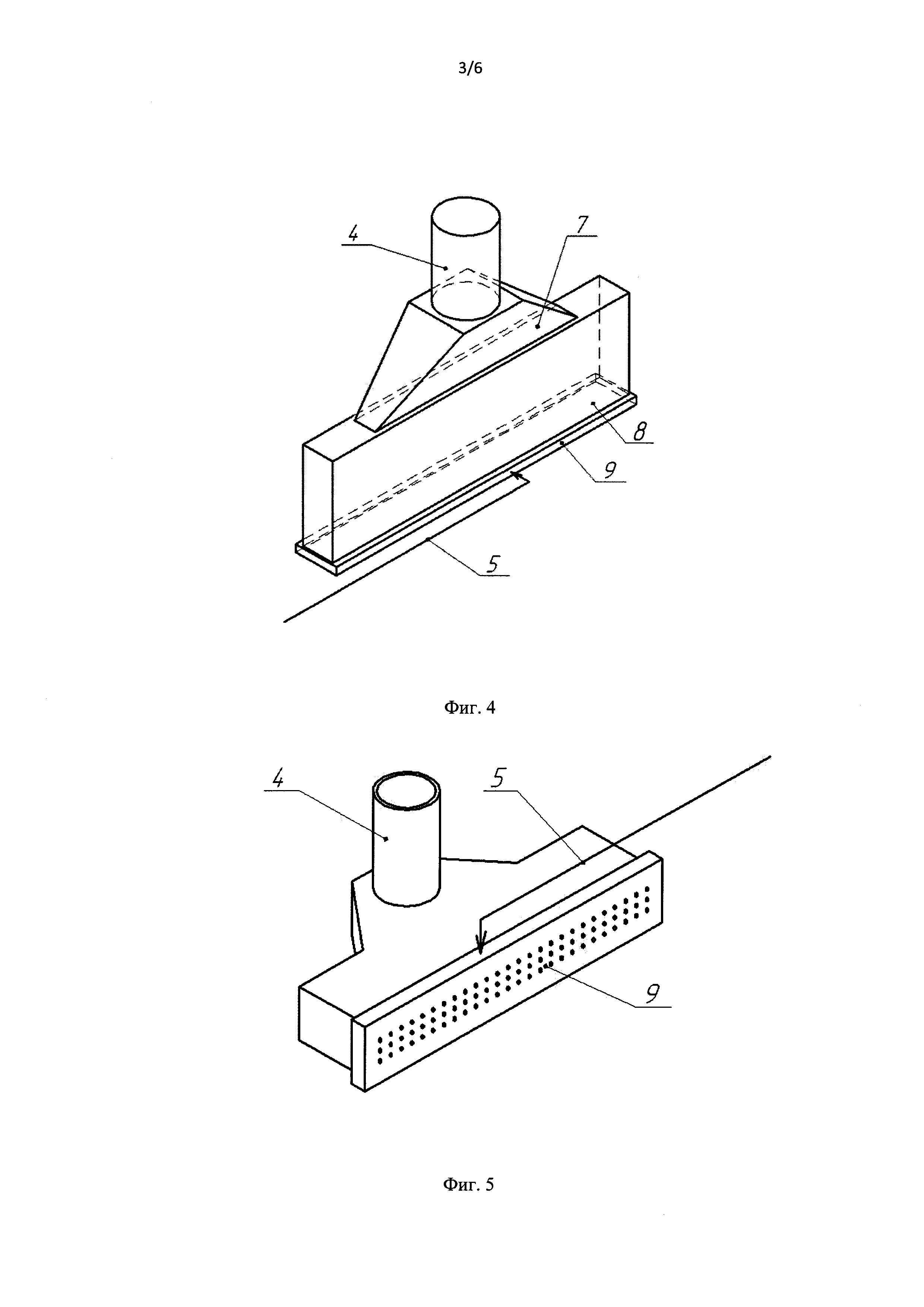
Фиг. 4 - схематичный вид коллектора.
Фиг. 5 - схематичный вид бокового коллектора.
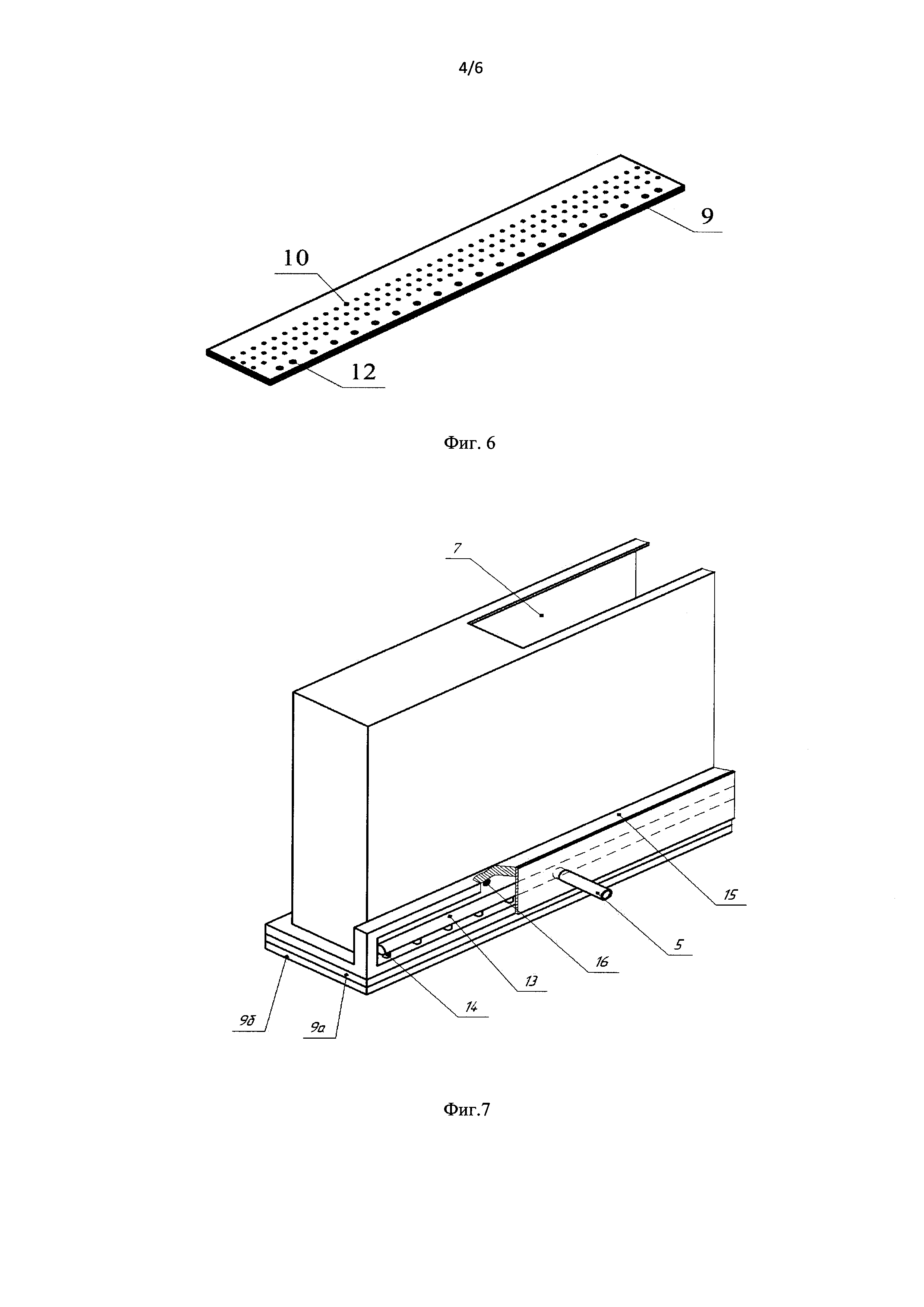
Фиг. 6 - вид пластины коллектора.
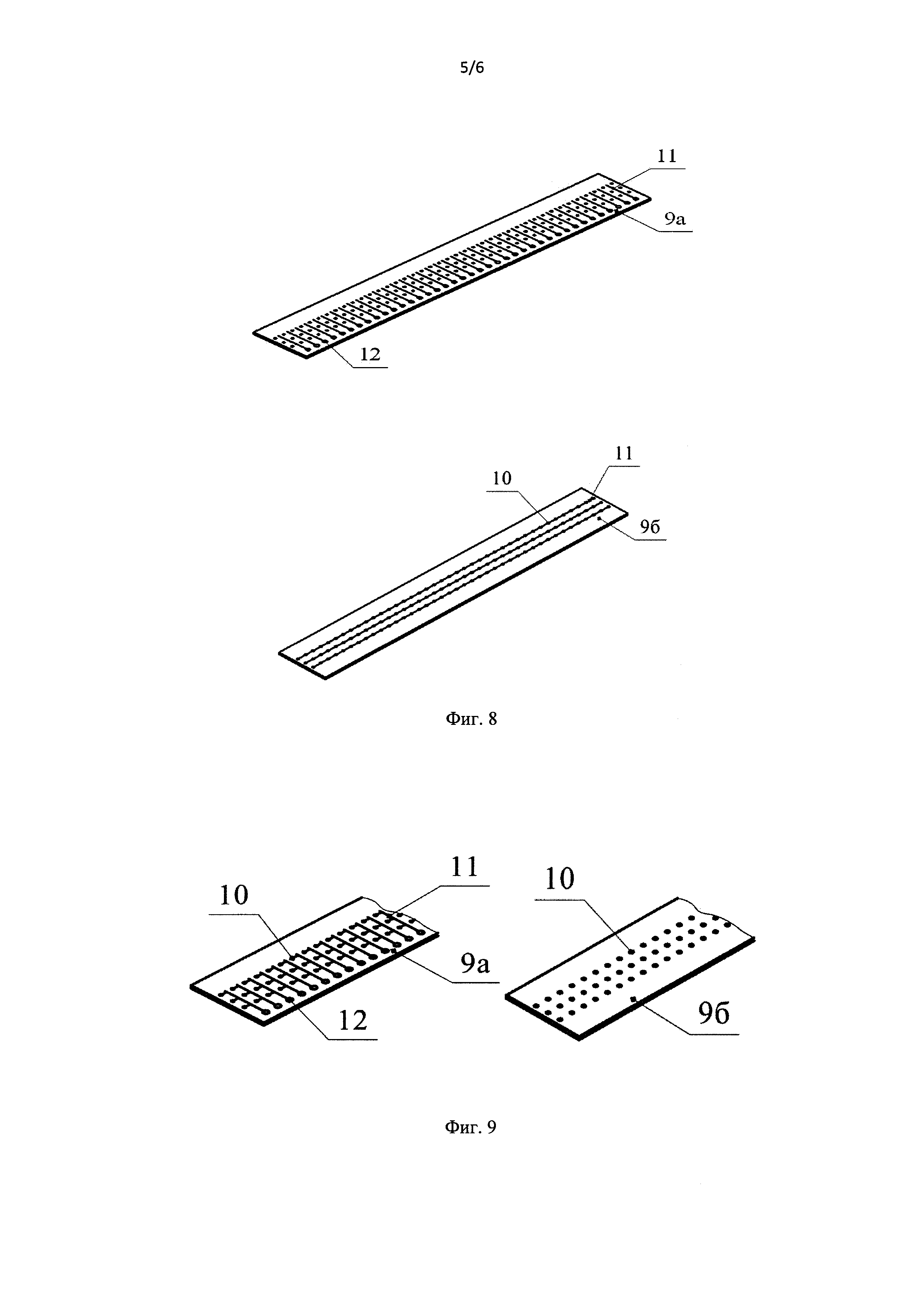
Фиг. 7 - предпочтительный пример исполнения коллектора.
Фиг. 8 - вариант вида пластин 9а, 9б.
Фиг. 9 - дополнительный вариант вида пластин 9а, 9б.
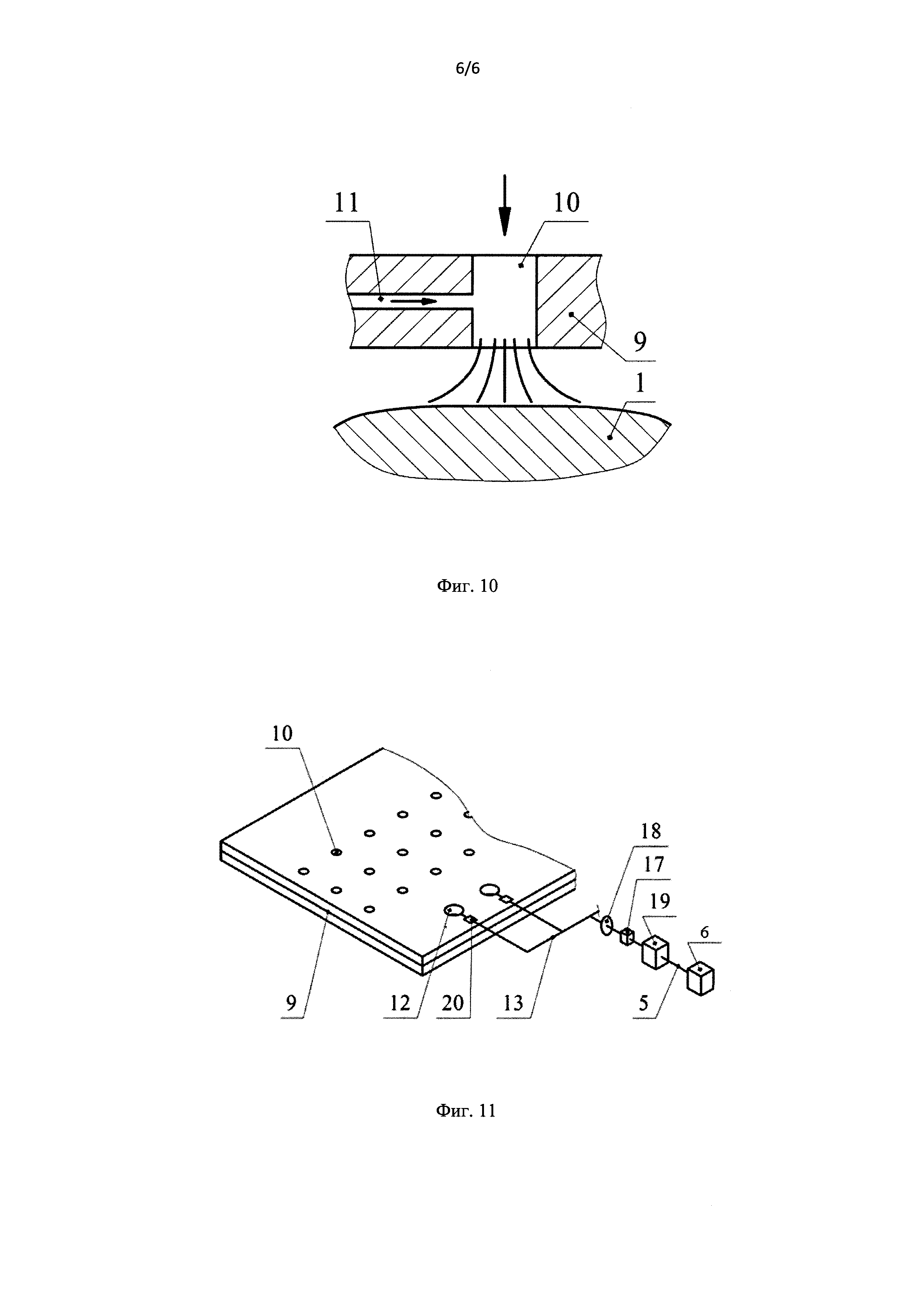
Фиг. 10 - схематичное изображение соплового отверстия в разрезе.
Фиг. 11 - схематичное изображение подачи воды во входное отверстие 12 канала 11.
Сущность изобретения
Вдоль термообрабатываемого стального изделия (поверхности) 1 (фиг. 1) последовательно размещены модули охлаждения 2, содержащие коллекторы 3. Количество коллекторов 3 в модуле 2 и их положение (сверху, снизу, сбоку) относительно изделия 1 определяют т.о., чтобы обеспечить одновременное равномерное или дифференцированное охлаждение соответствующих поверхностей термообрабатываемого стального изделия 1 заданного (требуемого) размера, как показано на фиг. 1, 2. Каждый модуль охлаждения 2 (фиг. 3) содержит коллектор 3, соединенный с системой трубопроводов 4 газовой среды, с системой трубопроводов 5 воды и системой управления 6 с блоками регулирования подачи газовой среды 6а и блоками регулирования подачи воды 6б.
В самом общем случае коллектор, изображенный на фиг. 4, имеет входное отверстие 7, обеспечивающее ввод газовой среды из трубопровода 4, и выходное отверстие 8, направляемое на термообрабатываемую поверхность стального изделия 1 (на фиг. 4 не показано).
Геометрическая форма коллектора не имеет принципиального значения и может быть любой удобной с точки зрения технологического процесса термообработки, при этом размеры и форма коллектора должны обеспечивать выравнивание газового потока по площади выходного отверстия 8 коллектора из трубопровода 4 газовой среды. На выходном отверстии 8 установлена пластина 9 (фиг. 4, 5), содержащая сопловые отверстия 10 (фиг. 6). Внутри пластины 9 выполнены каналы (на фиг. 6 не показаны) с входными отверстиями 12. Пластина 9 может быть выполнена из нескольких соединенных пластин.
В предпочтительном варианте исполнения устройства термической обработки стального изделия коллектор (фиг. 7) имеет входное отверстие 7 и выходное отверстие (не показано) установлена пластина, выполненная в виде двух соединенных пластин 9а, 9б. На поверхности пластины 9а (фиг. 8), обращенной к пластине 9б, выполнены каналы 11в поперечном направлении, а на поверхности пластины 9б, обращенной к пластине 9а, каналы 11 выполнены в продольном направлении и соединены с сопловыми отверстиями 10. Каналы 11 могут быть выполнены на одной пластине 9а или на пластине 9б, как показано на фиг. 9.
Устройство термической обработки стального изделия может содержать распределитель 13 (фиг. 7, 11) для равномерной подачи воды через отверстия 14 из системы трубопроводов воды 5 во входные отверстия 12 (фиг. 11) каналов, выполненных в пластине 9 с сопловыми отверстиями 10.
Возможен вариант исполнения устройства термической обработки стального изделия, в котором расположенные на внешней стороне коллектора 3 входные отверстия 12 каналов 11 могут быть закрыты защитным корпусом 15 (фиг. 7), например, герметичным. В этом варианте устройства, во избежание разрежения в защитном корпусе 15, выполнен, по крайней мере, один канал 16 для подачи газовой среды из коллектора 3 либо выполнен канал (на фиг. 7 не показан) на внешней стенке защитного корпуса, обеспечивающий доступ газовой среды из окружающей среды во внутреннюю полость защитного корпуса. Эти каналы могут быть оснащены фильтрами.
Устройство термической обработки стального изделия оснащено системой управления 6 (фиг. 3, 11), которая в процессе термообработки регулирует подачу газовой среды в коллектор 3, подачу воды в каналы пластины 9 через отверстия 12, в т.ч. через распределитель 13, например, при помощи датчика 17, дозатора 18 и клапана 19, а также контролирует подачу воды из распределителя 13 в отверстия 12 при помощи датчика 20 (фиг. 11).
Способ термической обработки стального изделия реализован благодаря предложенному устройству.
Термообрабатываемое стальное изделие 1 (фиг. 1) подают в устройство, позиционируют и фиксируют его относительно модулей охлаждения 2.
Система управления 6 (фиг. 3) с блоками регулирования подачи газовой среды 6а и блоками регулирования подачи воды 6б управляет согласно программно-заданному режиму термической обработкой стального изделия, в т.ч. рельса, с коррекцией режима по контролируемым параметрам, например, давления газовой среды, давления воды, расхода газовой среды, расхода воды, температуры газовой среды, температуры воды, температуры стального изделия/рельса, влажности газовой среды.
Охлаждение стального изделия 1 проводят непрерывно и/или квазинепрерывно и/или дифференцированно и/или равномерно, начиная с температуры не ниже температуры аустенизации, охлаждающей средой, которую формируют следующим образом.
По трубопроводу 4 (фиг. 3, 4) газовая среда поступает в коллектор 3 через входное отверстие 7, размеры и форма которого обеспечивают выравнивание газового потока по площади выходного отверстия 8 коллектора 3, и поступает в сопловые отверстия 10 (фиг. 10) пластины 9.
Вода из системы трубопроводов 5 воды (фиг. 7) через отверстия 14, находящиеся в распределителе 13, поступает во входные отверстия 12 (фиг. 11) и по каналам 11 (фиг. 8) проходит в сопловые отверстия 10 пластины 9.
Благодаря высокой скорости газовой среды в сопловых отверстиях 10 (фиг. 10) происходит эжекция воды из каналов 11, что приводит к формированию в сопловых отверстиях 10 охлаждающей среды, представляющей собой водовоздушную смесь. Такой способ формирования охлаждающей среды предотвращает накопление воды в коллекторе.
Охлаждающую способность этой среды регулируют изменением количества воды (по сути, дозируют), которую из системы трубопроводов 5 воды подают во все каналы 11 через отверстия 12 или в определенные каналы 11 через соответствующие отверстия 12, например, путем импульсной квазинепрерывной и/или непрерывной инжекции воды, что приводит к формированию охлаждающей среды либо во всех сопловых отверстиях 10, либо в определенных сопловых отверстиях 10. Кроме того, охлаждающую способность регулируют изменением количества газовой среды, подаваемой из трубопровода 4 в коллектор 3. Управление изменением количества воды осуществляют системой управления 6 по программно-заданному режиму. Сформированная в сопловых отверстиях 10 охлаждающая среда (фиг. 10) направляется (распыляется) на термообрабатываемую поверхность изделия 1, при этом изменение охлаждающей способности среды позволяет получить необходимую для закалки скорость охлаждения.
Система управления 6 (фиг. 3, 11) обеспечивает контроль и регулирование подачи воды в распределитель 13 (фиг. 7, 11) при помощи датчика 17, дозатора 18 и клапана 19, а также контролирует подачу воды из распределителя 13 в каналы 11 при помощи датчика 20.
Система управления 6 обеспечивает контроль и регулирование подачи воды в распределитель 13 с учетом температуры, влажности и давления подаваемой газовой среды, которые измеряются при помощи соответствующих датчиков (на чертежах не показаны).
Система управления 6 контролирует температуру по длине стального изделия при помощи, по крайней мере, одного датчика температуры (на чертежах не показан) и регулирует подачу воды в каналы 11 пластин 9 с сопловыми отверстиями 10, обеспечивая в период до начала перлитных превращений выравнивание температуры по всей длине стального изделия, и его последующую термическую обработку изделия по заданному режиму
Промышленная применимость
Заявляемые способ и устройство термической обработки стального изделия позволяют формировать охлаждающую среду непосредственно в сопловых отверстиях коллекторов, что приводит к равномерности распределения воды в потоке газовой среды и последующему равномерному распределению получаемой охлаждающей среды на термообратываемые поверхности, при этом дозированная подача воды непосредственно в сопловые отверстия коллектора через каналы способствует более точному управлению охлаждающей способностью охлаждающей среды и исключает накопление воды в коллекторах. Предложенные способ и устройство реализуемы для термообработки стальных изделий, проката различной формы, в т.ч. листового проката, фасонного проката, в частности железнодорожных рельсов. При этом железнодорожные рельсы в процессе термообработки могут располагаться как головкой вверх, так и головкой вниз.
Способ нанесения керамического покрытия на детали из чугунов и сталей
Способ и установка термической обработки рельсов
Способ и установка термической обработки рельсов
Способ определения монометиланилина в автомобильном бензине индикаторным тестовым средством
Муфта свободного хода
Способ автоматической диагностики системы с электроприводом
Способ устройства заглубленного фундамента высотного дома в стесненных условиях методом опускного колодца
Индикаторный элемент для обнаружения утечки жидкого углеводородного топлива
Устройство и способ низкотемпературной подготовки газа
Устройство контроля расхода и равномерности распределения жидкости по каналам многоканальной гидравлической системы
Способ нанесения керамического покрытия на детали из чугунов и сталей
Способ и установка термической обработки рельсов
Способ и установка термической обработки рельсов
Способ определения монометиланилина в автомобильном бензине индикаторным тестовым средством
Муфта свободного хода
Способ автоматической диагностики системы с электроприводом
Способ устройства заглубленного фундамента высотного дома в стесненных условиях методом опускного колодца
Индикаторный элемент для обнаружения утечки жидкого углеводородного топлива
Устройство и способ низкотемпературной подготовки газа
Устройство контроля расхода и равномерности распределения жидкости по каналам многоканальной гидравлической системы

