Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ АЗОТИРОВАНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
Вид РИД
Изобретение
Область техники
Изобретение относится к устройству и способу, которые подходят для азотирования листа из текстурированной электротехнической стали.
Уровень техники
Лист из текстурированной электротехнической стали представляет собой мягкий магнитный материал, используемый в качестве стального материала сердечника трансформаторов и генераторов, и он должен иметь превосходные магнитные свойства, в частности низкие потери в железе. Этот стальной лист имеет текстуру, в которой <001> направление, которое является осью легкого намагничивания железа, в значительной степени совпадает с направлением прокатки стального листа. Такая текстура формируется так называемой вторичной рекристаллизацией, в которой ориентировка кристаллического зерна (110)[001], относящаяся к ориентировке Госса, преимущественно растет в процессе вторичного рекристаллизационного отжига при изготовлении листа из текстурированной электротехнической стали.
Обычно такие листы из текстурированной электротехнической стали изготавливают нагревом сляба, содержащего 4,5 мас. % или менее Si и ингибирующие компоненты, такие как MnS, MnSe и AlN, до 1300°С или выше, растворяя таким образом ингибирующие компоненты, затем осуществляют горячую прокатку сляба для получения горячекатаного стального листа, который подвергают горячему отжигу и последующей однократной, двукратной или многократной холодной прокатке с промежуточными отжигами до достижения конечной толщины листа, затем стальной лист подвергают первичному рекристаллизационному отжигу во влажной водородной атмосфере для первичной рекристаллизации и обезуглероживания, затем наносят на него защитное покрытие, состоящее в основном из оксида магния (MgO), и осуществляют окончательный отжиг при 1200°С в течение около 5 часов для вторичной рекристаллизации и выделения ингибирующих компонентов (например, см. US 1965559 A (PTL 1), JPS 4015644 В (PTL 2) и JPS 5113469 В (PTL 3)).
Однако высокая температура нагрева сляба не только вызывает увеличение расходов на оборудование для достижения нагрева, но и увеличивает количество окалины, образующейся в ходе горячей прокатки, и уменьшает выход продукции, кроме того, вызывает проблемы, заключающиеся в усложнении обслуживания оборудования, и, следовательно, требования к снижению затрат на производство не могут быть достигнуты.
В связи с чем были внесены различные изменения в технологию вторичной рекристаллизации без наличия ингибирующих компонентов в слябе. Например, был предложен способ стабильной вторичной рекристаллизации в слябе, не содержащем ингибирующих компонентов, реализуемый посредством увеличения содержания S в стальной матрице после первичного рекристаллизационного отжига и перед завершением вторичной рекристаллизации (способ увеличения содержания серы) (JP 4321120 В (PTL 4)).
Кроме того, был предложен способ, который обеспечивает упрочнение ингибиторов после первичного рекристаллизационного отжига и перед завершением вторичной рекристаллизации и стабильную вторичную рекристаллизацию в слябе, не содержащем ингибирующих компонентов, осуществляемый посредством проведения газового азотирования до или после обезуглероживающего отжига (JP 2771634 В (PTL 5)), а также был предложен способ размещения восстанавливающей зоны перед зоной азотирования, чтобы обеспечить эффект восстановления оксидного слоя на поверхности стального листа (JPH 03122227 A (PTL 6)).
Кроме того, для проведения равномерного азотирования по всей полосе в ходе такого процесса газового азотирования был предложен способ разделения и контроля газа для азотирования, подаваемого соплами или распыляемого на центральную часть стального листа и на оба конца стального листа (JP 3940205 В (PTL 7)).
Список цитируемых источников
Патентная литература
PTL 1: US 1965559 A.
PTL 2: JPS 4015644 В.
PTL 3: JPS 5113469 В.
PTL 4: JP 4321120 B.
PTL 5: JP 2771634 В.
PTL 6: JPH 03122227 A.
PTL 7: JP 3940205 B.
Раскрытие изобретения
Однако в способе, раскрытом в PTL 4, имеются случаи, когда неравномерность температуры и атмосферы при нагреве рулона вызвала неравномерное увеличение содержания серы в рулоне и неравномерности при вторичной рекристаллизации, которые приводили к колебанию магнитных свойств.
Кроме того, способы, раскрытые в PTL 5-7, являются способами проведения азотирования распылением газа азотирования на стальной лист. Таким образом, неоднородность температуры печи по времени и ее распределению, а также различие в степени разложения газа азотирования в трубках, вызванного теплом, может вызывать изменения в повышении содержания азота в зависимости от области полосы, и, как результат, вторичная рекристаллизация может быть неравномерной и привести к ухудшению магнитных свойств.
Следовательно, может быть полезным создание устройства для азотирования листа из текстурированной электротехнической стали, который пригоден для получения превосходных однородных магнитных свойств в слябе, не содержащем ингибирующих компонентов, при изготовлении листа из текстурированной электротехнической стали выполнением соответствующего азотирования до вторичной рекристаллизации и равномерного диспергирования элементов, образующих ингибитор, по всей длине и ширине полосы, совместно со способом азотирования с использованием оборудования для азотирования.
Для решения указанных проблем были проведены интенсивные исследования.
В результате было установлено, что при выполнении непрерывного азотирования полосы (стального листа), посредством азотирования с использованием тлеющего разряда, степень азотирования можно контролировать с высокой точностью, колебания указанной степени могут быть устранены, время, необходимое для обработки, может быть снижено и, следовательно, стабильно могут быть получены превосходные магнитные свойства по всей полосе.
Были проведены дальнейшие исследования более практического азотирования в тлеющем разряде.
В результате было установлено, что вместо использования материала в качестве отрицательного электрода, как в обычном плазменном азотировании, посредством расположения отрицательных электродов вблизи обрабатываемого материала, подачи напряжения между отрицательными и положительными электродами, расположенными на его внешней стороне, для создания тлеющего разряда, пропускания полосы в состоянии, при котором генерируется плазма, и создания тлеющего разряда для выполнения азотирования, дефекты, такие как возникновение дуги при непосредственной подаче напряжения на полосу и генерирование плазмы, могут быть эффективно устранены.
Кроме того, было установлено, что вышеописанное плазменное азотирование в тлеющем разряде является оптимальной конструкцией в качестве устройства, необходимого для азотирования полосы.
Таким образом, одним из объектов изобретения является линия изготовления азотированного листа из текстурированной электротехнической стали, содержащая:
- зону азотирования для азотирования упомянутой полосы,
- зону охлаждения для охлаждения упомянутой полосы, и
- зону нагрева для нагрева упомянутой полосы, расположенную перед зоной азотирования,
при этом зона азотирования содержит расположенные напротив полосы положительные электроды для формирования тлеющего разряда и расположенные между положительными электродами и полосой отрицательные электроды для формирования тлеющего разряда, причем между положительными и отрицательными электродами генерируется тлеющий разряд с образованием плазмы для азотирования полосы.
В зоне азотирования может поддерживаться пониженное давление.
По меньшей мере одна из зон нагрева и охлаждения может иметь меньшую интенсивность снижения давления, чем зона азотирования, и пониженное давление по сравнению с атмосферным давлением.
Линия может дополнительно содержать предшествующую зону контроля атмосферы, расположенную между зоной нагрева и зоной азотирования, и последующую зону контроля атмосферы, расположенную между зоной азотирования и зоной охлаждения.
Предшествующая зона контроля атмосферы и последующая зона контроля атмосферы могут быть разделены на воздушные камеры, в которых обеспечивается раздельный контроль интенсивности снижения давления.
Линия может быть выполнена с возможностью постепенного увеличения интенсивности снижения давления в воздушных камерах предшествующей зоны контроля атмосферы в направлении зоны азотирования, и с возможностью постепенного уменьшения интенсивности снижения давления в воздушных камерах последующей зоны контроля атмосферы по направлению к зоне охлаждения.
Внутренняя часть зоны азотирования может быть разделена по ширине полосы на зоны для обеспечения раздельного контроля азотирования внутри каждой из разделенных зон.
Изобретение также относится к способу изготовления азотированного листа из текстурированной электротехнической стали с использованием указанной линии изготовления азотированного листа из текстурированной электротехнической стали, в котором после холодной прокатки и перед вторичным рекристаллизационным отжигом проводят непрерывное плазменное азотирование в тлеющем разряде полосы из текстурированной электротехнической стали с использованием упомянутой линии.
Изобретение обеспечивает снижение колебаний в азотировании и равномерное азотирование по всей полосе и, следовательно, стабильное получение превосходных магнитных свойств по всей длине и ширине полосы.
Кроме того, вместо использования полосы в качестве материала отрицательного электрода, отрицательные электроды расположены вблизи обрабатываемого материала, и генерируются тлеющий разряд между отрицательными и положительными электродами и плазма, образующаяся с помощью тлеющего разряда и направляющаяся на полосу для выполнения азотирования. Таким образом, можно эффективно подавлять появление таких дефектов, как дуга, которая возникает, когда полоса используется в качестве отрицательного электрода.
Кроме того, в соответствии с таким способом, газообразный азот может быть использован в качестве источника азота, и, следовательно, не используются источники азота, которые могут вызвать экологические проблемы, такие как аммиак, необходимый для выполнения газового азотирования, цианидные соли, необходимые для выполнения азотирования в солевой ванне и т.п. По этим причинам способ имеет значительную промышленную полезность.
Краткое описание чертежей
На прилагаемых чертежах:
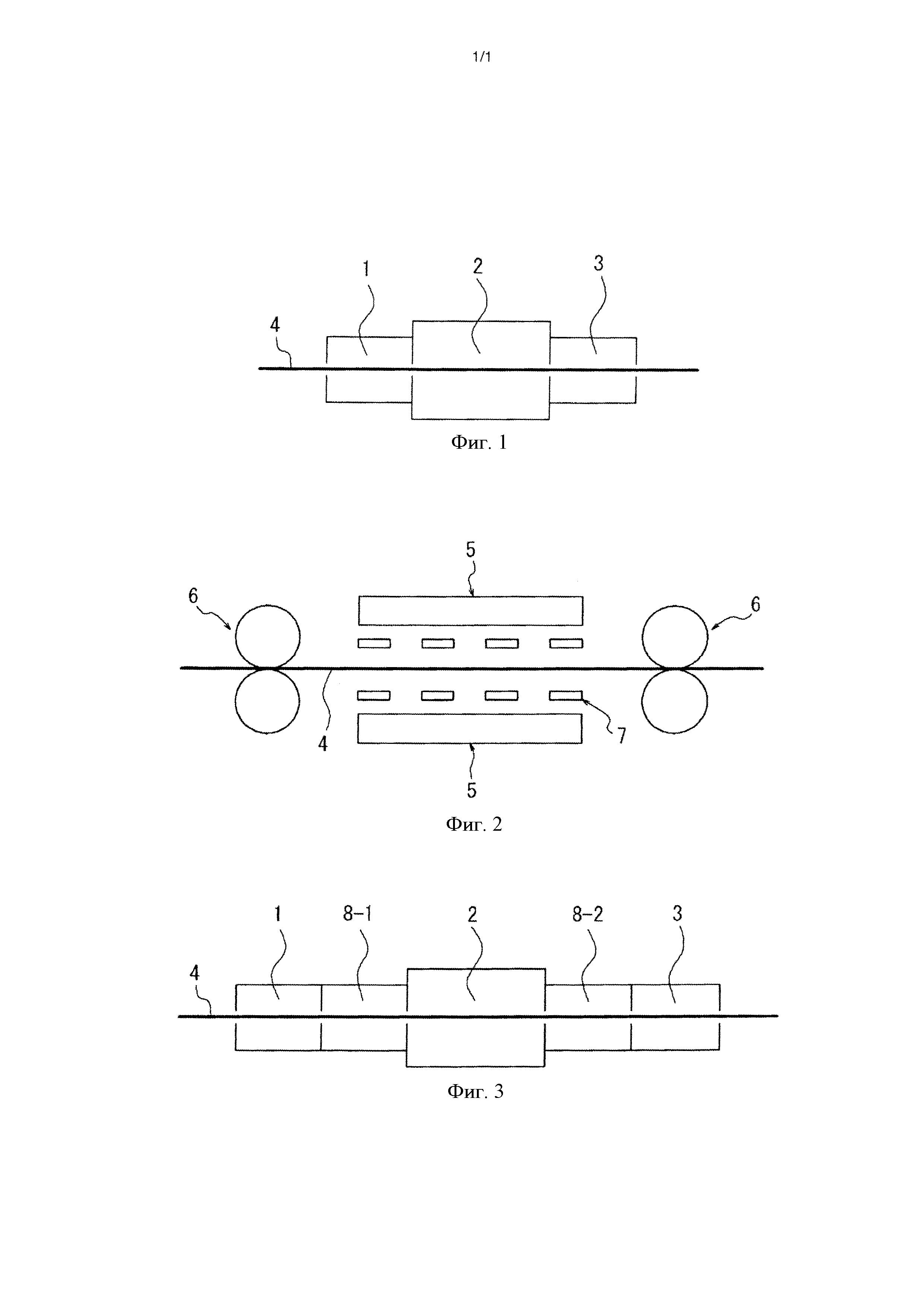
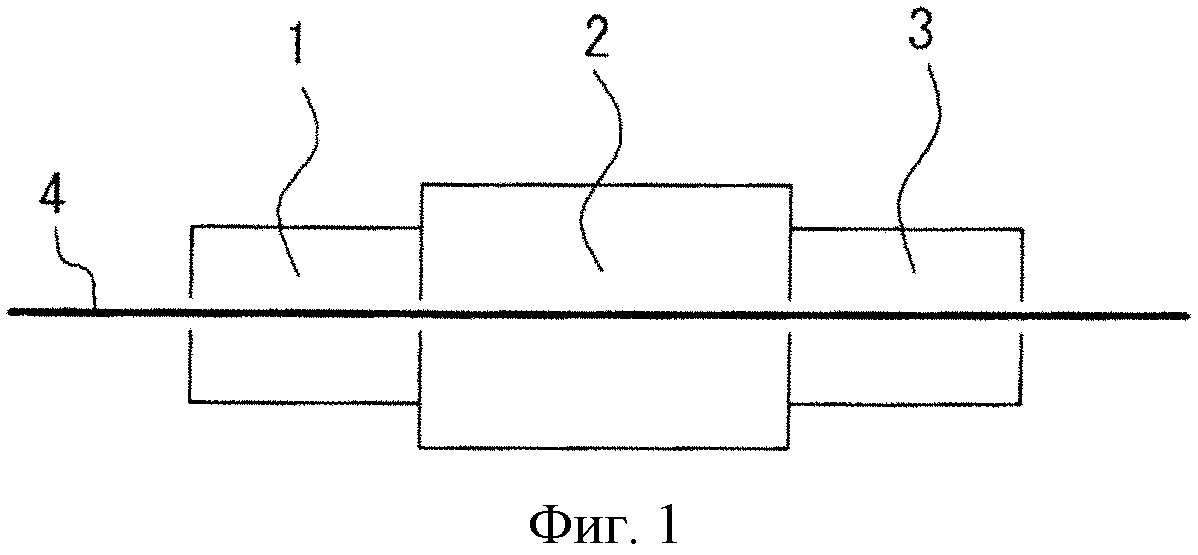
фиг. 1 - схематически показан предпочтительный пример устройства азотирования по изобретению;
фиг. 2 - показан предпочтительный пример плазменного устройства азотирования в соответствии с изобретением;
фиг. 3 - схематически показан другой пример устройства азотирования по изобретению.
Осуществление изобретения
Методы и компоненты будут подробно описаны ниже.
На фиг. 1 схематически показан предпочтительный пример устройства азотирования по изобретению. На фигуре зона нагрева обозначена 1, зона азотирования обозначена 2 и зона охлаждения обозначена 3. Кроме того, полоса (стальной лист), непрерывно проходящая внутри устройства азотирования конструкции, включающей вышеуказанные компоненты, обозначена 4. Зона нагрева может быть предусмотрена, но не всегда является необходимой.
Полоса 4 подвергается плазменному азотированию в тлеющем разряде в зоне азотирования 2.
На фиг. 2 показан предпочтительный пример устройства плазменного азотирования в соответствии с изобретением. На фигуре положительные электроды тлеющего разряда, расположенные напротив полосы 4, обозначены 5, протяжные валки обозначены 6 и отрицательные электроды, расположенные рядом с полосой 4, обозначены 7.
Внутренняя часть зоны азотирования 2 заполнена газообразным азотом и водородом в качестве источника азота.
Подают напряжение между положительными электродами 5 и отрицательными электродами 7 для генерирования тлеющего разряда и воздействия плазмы на полосу 4, генерируемой в процессе генерации тлеющего разряда, тем самым, подвергая поверхность полосы 4 азотированию.
Как описано выше, в изобретении необходимо, чтобы плазма, генерируемая между положительными и отрицательными электродами, проходила от отрицательных электродов и достигала полосы. Таким образом, отрицательные электроды должны быть перфорированными или сетчатыми.
При выполнении вышеуказанного азотирования полосу предпочтительно нагревают до температуры 400°С или выше.
Кроме того, внутри зоны азотирования предпочтительно поддерживают пониженное давление.
Кроме того, хотя зона нагрева и зона охлаждения имеют меньшую степень снижения давления по сравнению с зоной азотирования, является предпочтительным поддерживать их в состоянии, в котором они имеют сниженное давление по сравнению с атмосферным давлением, что обеспечивает теплообмен за счет конвекции и улучшение эффективности нагрева и охлаждения.
Внутри зоны азотирования предпочтительно снижают давление до около 0,5-10 торр, что является предпочтительным условием тлеющего разряда, а в зоне нагрева и зоне охлаждения, имеющих менее сниженное давление, предпочтительно снижают давление до около 30-500 торр.
Далее, на фиг. 3 показана предшествующая зона контроля атмосферы 8-1 и последующая зона контроля атмосферы 8-2 с зоной азотирования 2 между ними.
В этом случае предшествующая зона контроля атмосферы 8-1 и последующая зона контроля атмосферы 8-2 предпочтительно разделены на несколько воздушных камер, в которых степень снижения давления контролируются индивидуально. В предпочтительной конструкции степень снижения давления в воздушных камерах в предшествующей зоне контроля атмосферы 8-1 постепенно увеличивается в направлении зоны азотирования 2, а степень снижения давления в воздушных камерах в последующей зоне контроля атмосферы 8-2 постепенно снижается от зоны азотирования 2 к зоне охлаждения 3.
В качестве уплотнения между каждой зоной и каждой воздушной камерой могут быть использованы общеизвестные воздухонепроницаемые уплотнения, например валики, уплотнительные прокладки и т.п.
В предпочтительной конструкции внутренняя часть зоны азотирования разделена на несколько зон в направлении ширины полосы, где азотирование может быть выполнено отдельно внутри каждой разделенной зоны. С использованием такой конструкции можно эффективно устранить неравномерность азотирования в направлении ширины полосы, например, избыточного азотирования кромок вследствие краевых эффектов.
Зона нагрева может быть опущена, если она расположена в непрерывной линии для выполнения другой необходимой обработки, и полоса уже нагрета, или если достаточен нагрев облучением плазмой во время плазменного азотирования.
Кроме того, в случае, когда выполняется другая обработка после азотирования в плазме с полосой в нагретом состоянии, зона охлаждения может быть расположена после зоны такой обработки.
Кроме того, устройство азотирования, описанное в заявке, может быть отдельным устройством, которое непрерывно выполняет только азотирование, или быть присоединено к технологической линии для выполнения другой обработки и в случае непрерывной линии оно может быть присоединено к оптимальному участку с учетом условий, включающих эффективность.
В описании полоса, которая является обрабатываемым материалом, специально не огранивается, и, если это лист из текстурированной электротехнической стали, применима любая общеизвестная полоса.
Список обозначений
1 Зона нагрева
2 Зона азотирования
3 Зона охлаждения
4 Полоса (стальной лист)
5 Положительный электрод
6 Протяжной валок
7 Отрицательный электрод
8-1 Предшествующая зона контроля атмосферы
8-2 Последующая зона контроля атмосферы
Износоустойчивая толстолистовая сталь, обладающая превосходной низкотемпературной ударной вязкостью, и способ ее производства
Лист из нетекстурированной электротехнической стали с высокой плотностью магнитного потока и двигатель
Способ сварки трением с перемешиванием для высокопрочной тонколистовой или толстолистовой стали
Способ обнаружения дефектов поверхности и устройство для обнаружения дефектов поверхности
Резьбовое соединение для толстостенных трубных изделий нефтепромыслового сортамента
Лист из текстурированной электротехнической стали с превосходными магнитными свойствами и адгезией покрытия
Способ производства оцинкованного стального листа
Способ оценки степени выветривания угля, способ оценки коксуемости выветренного угля, способ контроля степени выветривания угля и способ изготовления кокса
Лист из неориентированной электротехнической стали и горячекатаный стальной лист для него
Группа оборудования для термической обработки бесшовной стальной трубы или трубопровода и способ получения трубы или трубопровода из высокопрочной нержавеющей стали
Износоустойчивая толстолистовая сталь, обладающая превосходной низкотемпературной ударной вязкостью, и способ ее производства
Лист из нетекстурированной электротехнической стали с высокой плотностью магнитного потока и двигатель
Способ сварки трением с перемешиванием для высокопрочной тонколистовой или толстолистовой стали
Способ обнаружения дефектов поверхности и устройство для обнаружения дефектов поверхности
Резьбовое соединение для толстостенных трубных изделий нефтепромыслового сортамента
Лист из текстурированной электротехнической стали с превосходными магнитными свойствами и адгезией покрытия
Способ производства оцинкованного стального листа
Способ оценки степени выветривания угля, способ оценки коксуемости выветренного угля, способ контроля степени выветривания угля и способ изготовления кокса
Лист из неориентированной электротехнической стали и горячекатаный стальной лист для него
Группа оборудования для термической обработки бесшовной стальной трубы или трубопровода и способ получения трубы или трубопровода из высокопрочной нержавеющей стали

