Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СИСТЕМЫ ТИТАН-АЛЮМИНИЙ
Вид РИД
Изобретение
Изобретение относится к области металлургии легких сплавов и может быть использовано при получении материала для изготовления деталей летательных аппаратов, в том числе подвергаемых повышенным тепловым нагрузкам.
Известны способы получения металлических листовых материалов, включающие сборку многослойного пакета из пластин Ti и Al и последующее их соединение между собой посредством сварки взрывом. Полученный многослойный материал подвергают отжигу и производят его обжатие (Патент Российской Федерации №2463140, МПК В23К 20/08, В32В 7/04, В32В 15/01, 2012 г.; Патент Российской Федерации №2255849, МПК В23К 20/08, 2005 г.).
Недостатки известных способов состоят в сложности их реализации и низкой тепловой устойчивости получаемых изделий из легких сплавов.
Наиболее близким аналогом к предлагаемому изобретению является способ получения листового композиционного материала из легких сплавов, согласно которому осуществляют формирование пакета из титановой фольги, на верхнюю и нижнюю сторону каждого слоя которой предварительно наносят покрытие из порошка Al методом холодного газодинамического напыления, и осуществляют деформирование пакета при температуре и давлении, необходимых для получения интерметаллидного соединения (Патент Российской Федерации №2394665, МПК B22F 7/04, 2010 г.).
Недостаток известного способа состоит в том, что порошковый слой после завершения обработки сохраняет пористость, что снижает функциональные и технологические свойства листового композиционного материала и изделий из него.
Технический результат, решаемый изобретением, состоит в повышении механических и функциональных свойства листового композиционного материала.
Для решения поставленной технической задачи в известном способе получения листового композиционного материала системы титан-алюминий, включающем получение слоистой заготовки в виде пакета и последующую ее прокатку, согласно предложению слоистую заготовку получают сваркой в твердой фазе пакета, составленного из листов титана и алюминия, путем прокатки в газозащитной среде при температуре 420-470°C с относительным обжатием 20-30%, затем заготовку подвергают многопроходной холодной прокатке до заданной толщины при относительном обжатии за проход 10-15% и с промежуточными отжигами при температуре не выше 500°C после достижении суммарной степени деформации более 35%. После чего проводят заключительную термическую обработку при температуре 500-800°C с выдержкой 1-4 ч.
Сущность предлагаемого изобретения состоит в следующем. Материалы для несущих деталей летательных аппаратов должны сочетать низкую плотность, высокую механическую прочность и жаропрочность. Условиям низкой плотности в наиболее полной мере удовлетворяют легкие сплавы - композиционные слоистые материалы на основе титана и алюминия, приобретающие при термопластической обработке уникальный комплекс прочностных свойств. По этой причине сваренные в твердой фазе за счет взаимной диффузии и экзотермической реакции слои пластин из Al и Ti образуют материал с предельно высоким сочетанием низкой плотности и высокой прочности.
Экспериментально установлено, что наиболее высокий комплекс функциональных свойств достигается при получении слоистой заготовки при сварке в твердой фазе пакета в газозащитной среде путем прокатки при температуре 420-470°C с относительным обжатием 20-30%. При температуре ниже 420°C или относительном обжатии менее 20% прочность соединения слоев Ti и Al недостаточна, что ведет к расслоению заготовки при последующей холодной прокатке. При температуре выше 470°C или относительном обжатии более 30% имеет место снижение пластических свойств слоистой заготовки в результате образования интерметаллидов в объеме заготовки и, естественно, дефектов в виде разрывов, что недопустимо.
Холодная прокатка слоистой заготовки с обжатием за проход менее 10% нерациональна, т.к. увеличивает требуемое число проходов, затраты на производство и снижает функциональные свойства композиционного материала. Повышение относительного обжатия за проход более 15% не исключает образование дефектов в виде разрывов, что недопустимо.
Экспериментально установлено, что после достижении суммарной степени деформации более 35% снижаются пластические свойства заготовки, что приводит к ухудшению функциональных свойств и выхода годного. Для восстановления технологической пластичности слоистого материала Ti-Al в процессе его холодной прокатки без образования дефектов в виде трещин и разрывов, как показал опыт, необходимы промежуточные отжиги. Но при этом, если температура промежуточного отжига будет выше 500°C, то в слоистом материале системы Ti-Al на границах слоев произойдет образование низкопластичных интерметаллических соединений. Это приведет к снижению выхода годного и ухудшению функциональных свойств композиционного материала.
Заключительная термическая обработка холоднокатаного листового композиционного материала конечной толщины системы Ti-Al при температуре 500-800°C с выдержкой 1-4 ч обеспечивает повышение его прочности и жаропрочности за счет формирования интерметаллических соединений.
При этом экспериментально установлено, что если температура заключительной термической обработки будет ниже 500°C или время выдержки составит менее 1 ч, то количества образующихся интерметаллидных соединений не достаточно для повышения функциональных свойств. В то же время, повышение температуры заключительной термообработки выше 800°C, как и выдержки более 4 ч, приводит к снижению пластических и вязкостных свойств композиционного материала, что недопустимо.
Примеры реализации способа
Для получения слоистого композита исходными материалами были выбраны технически чистые титан марки ВТ1-0 и алюминиевый сплав марки АД1. Для обеспечения стехиометрического состава γ-Ti-Al при высокотемпературной обработке слоистого материала были приняты различные соотношения толщин слоев алюминия и титана, а именно 1:1, 2:1, 1:2. Пакеты собирали из пластин размерами 0,1×40×120 мм по 30 слоев каждого материала.
Температурный режим прокатки пакетов был выбран из условий, с одной стороны, недопущения образования прочных и хрупких интерметаллидов на границе контакта слоев, резко снижающих деформируемость материала, и, с другой стороны, сохранения пластичности составляющих пакета. Такими температурными условиями, как показали эксперименты, является интервал температур прокатки tпр=450-500°C.
Для обеспечения сварки в твердой фазе титана и алюминия при выбранном температурном интервале экспериментально определенно относительное обжатие ε=25-30% за проход. Прокатку проводили на вакуумном прокатном стане дуо 170.
Сваренный в вакууме пакет прокатывали на воздухе при температуре 450-500°C с относительным обжатием за проход ε=8-10% до конечной толщины 0,35 мм. Затем полосы разрезали на пластины длиной 120 мм и вновь собирали в пакеты, которые прокатали вначале в вакууме, а затем в воздушной атмосфере. В результате повторения таких циклов в конечном итоге получили полосы толщиной 0,35 мм, состоящие из 4800 слоев. При этом толщина титановых слоев составляла 100-120 нм, а алюминиевых 80-90 нм.
Для образования интерметаллидов образцы полученных слоистых композиционных материалов подвергали нагреву до температур Tто равных 510, 590 и 810°C. В результате экзотермической реакции на границе раздела «титан-алюминий» образовались интерметаллические фазы. Рентгеноструктурный анализ показал, что при всех температурно-временных условиях образовались химические соединения типа Ti3Al, TiAl и TiAl2.
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
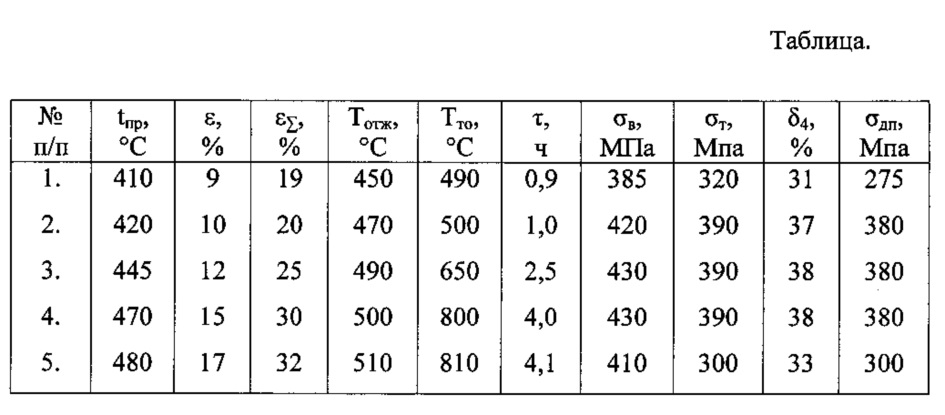
Как следует из данных, представленных в таблице, при реализации предложенного способа (варианты №2-4) достигается повышение механических и функциональных свойств изделий из слоистого листового композиционного материала системы Ti-Al. При запредельных значениях заявленных параметров (варианты №1 и №4) механические и функциональные свойства слоистого материала ухудшаются. Также более низкие механические и функциональные свойства имели место при реализации известного способа (Патент Российской Федерации №2394665, МПК B22F 7/04, 2010 г.).
Технико-экономические преимущества предложенного способа получения листового композиционного материала системы титан-алюминий заключаются в том, что сварка в твердой фазе пакета в газозащитной среде прокаткой при температуре 420-470°C с суммарным относительным обжатием 20-30% обеспечивает формирование прочного бездефектного соединения. Это повышает технологическую пластичность слоистого материала при его дальнейшей холодной прокатке при обжатии за проход 10-15%.
Промежуточные отжиги при температуре не выше 500°C после достижения суммарной степени деформации более 35% снимают деформационный наклеп и восстанавливают высокую пластичность слоистого материала. Заключительная термическая обработка холоднокатаного слоистого материала при температуре 500-800°C со временем выдержки 1-4 ч приводит к образованию интерметаллических соединений различной морфологии, что повышает функциональные свойства и существенно повышает жаропрочность композиционного материала.
В качестве базового объекта принят известный способ (Патент РФ №2394665, МПК B22F 7/04, 2010). Использование предложенного способа обеспечивает возможность создания легких конструкций для полетов с высокими скоростями в плотных слоях атмосферы.
Способ получения листового композиционного материала системы титан-алюминий, включающий получение слоистой заготовки в виде пакета и последующую ее прокатку, отличающийся тем, что слоистую заготовку получают сваркой в твердой фазе пакета в газозащитной среде путем прокатки при температуре 420-470°С с относительным обжатием 20-30%, затем заготовку подвергают многопроходной холодной прокатке до заданной толщины при относительном обжатии за проход 10-15% и с промежуточными отжигами при температуре не выше 500°С после достижении суммарной степени деформации более 35%, после чего проводят заключительную термическую обработку при температуре 500-800°С с выдержкой 1-4 ч.Композиционный материал на основе кальцийфосфатного цемента для заполнения костных дефектов
Пористый кальций-фосфатный цемент
Способ прокатки металлических полос
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ производства фасонного проката
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки металлических полос
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки сортовых профилей
Способ производства листовой низкоуглеродистой стали
Способ холодной прокатки стальных полос

