Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЭЛЕМЕНТОВ ЛИСТООБРАЗНОГО ГОРЯЧЕБРИКЕТИРОВАННОГО ЖЕЛЕЗА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к устройству для разделения элементов листообразного горячебрикетированного железа.
Уровень техники в области изобретения
Как правило, железо, получаемое прямым восстановлением, при 700°C и выше прессуется и брикетируется брикетировочной машиной. В листообразном горячебрикетированного железе массивные куски имеют элементы, непрерывно соединенные в листообразную форму по краям.
Предназначенное для продажи листообразное горячебрикетированное железо должно быть разделено на элементы определенных размеров, и когда создается избыточное количество обломков вследствие избыточного воздействия на горячебрикетированное железо или когда два или более массивных железных брикета соединены вследствие недостаточного разделения элементов, производительность снижается и стоимость изготовления такого железа повышается из-за необходимости в дополнительных процессах. Как правило, размер железного брикета для продажи составляет 110 см3 при габаритах 102 мм×38 мм×42 мм.
Устройство для разделения элементов листообразного горячебрикетированного железа должно разделять все массивные куски брикетированного железа, соединенные друг с другом, на элементы, одновременно минимизируя количество обломков. В данной области техники в качестве технологии разделения листообразного горячебрикетированного железа на элементы широко известна технология помещения такого железа в барабан и разделения элементов с помощью энергии удара, прикладываемой при падении железа с определенной высоты вдоль корпуса барабана.
Однако наиболее частой проблемой этой технологии является то, что, когда производительность изготовления горячебрикетированного железа возрастает, барабан засоряется и закупоривается, разделение элементов ухудшается и много времени уходит на ликвидацию засорения барабана при высокой температуре и его чистку. Соответственно, в данной области техники, поскольку много времени занимает ремонт барабана, производительность оборудования по разделению элементов горячебрикетированного железа уменьшается, а рабочая нагрузка возрастает.
Приведенная выше информация, описанная в части, касающейся уровня техники в области изобретения, представлена для более полного понимания состояния техники в области изобретения и, следовательно, может содержать информацию, которая не относится к предшествующему уровню техники, известному в данной стране обычному специалисту в этой области.
Цель изобретения
Целью настоящего изобретения является создание устройства для разделения элементов листообразного горячебрикетированного железа, обладающего преимуществами, обеспечивающими возможность гибко справляться с изменением рабочей нагрузки.
Сущность изобретения
В соответствии с настоящим изобретением предложено устройство для разделения элементов листообразного горячебрикетированного железа, которое может предотвратить засорение и закупоривание пространства между роторами при повышении производительности.
Примерный вариант выполнения изобретения обеспечивает устройство для разделения элементов листообразного горячебрикетированного железа, содержащее двигатель, приводной ротор, соединенный с приводным валом двигателя с обеспечением вращения вместе с ним и имеющий первые выступы вокруг своей внешней поверхности, холостой ротор, расположенный параллельно приводному ротору с возможностью свободного вращения и имеющий вторые выступы вокруг внешней стороны, и блок управления, выполненный с возможностью регулировки зазора между приводным ротором и холостым ротором путем перемещения холостого ротора относительно приводного ротора, при этом зазор между приводным и холостым роторами регулируется в соответствии с количеством указанного железа, подаваемого между холостым и приводным роторами.
Устройство может, кроме того, иметь инвертор, присоединенный к двигателю и регулирующий скорость его вращения с обеспечением возможности регулировки скорости вращения приводного ротора в соответствии с количеством листообразного горячебрикетированного железа, подаваемого между приводным ротором и холостым ротором.
В блоке управления на обоих концах поворотного вала холостого ротора могут быть расположены подшипниковые узлы для обеспечения возможности перемещения относительно боковой стороны рамы, и между подшипниковыми узлами и боковой стороной рамы могут быть расположены упругие элементы, которые могут прижимать холостой ротор к приводному ротору.
Из подшипникового узла может выступать направляющий стержень, который проходит наружу через крепежное приспособление на боковой стороне рамы устройства, при этом к концу направляющего стержня может быть присоединена гайка, упругий элемент может быть пружиной, которая может быть расположена на направляющем стержне и упруго размещена между подшипниковым узлом и рамой.
Нижняя направляющая может быть расположена в направлении перемещения подшипникового узла на нижней части рамы, при этом нижняя часть подшипникового узла может быть расположена с возможностью скольжения в нижней направляющей.
Над подшипниковым узлом на стороне рамы может быть расположен поддерживающий кронштейн, на котором в направлении перемещения подшипникового узла может быть расположена верхняя направляющая, при этом верхняя часть подшипникового узла может быть расположена с возможностью скольжения в верхней направляющей.
Преимущества изобретения
Как описано выше, согласно примерному варианту выполнения изобретения, когда поступает слишком много горячебрикетированного железа, зазор между двумя роторами гибко регулируется с предотвращением засорения и закупоривания между роторами. Следовательно, обеспечивается возможность предотвращения снижения производительности получения горячебрикетированного железа и уменьшения рабочей нагрузки из-за необходимости восстановления засоренных роторов.
Кроме того, обеспечивается возможность нормальной работы, независимо от величины входного потока листообразного железа, обусловленной изменениями производительности.
Описание чертежей
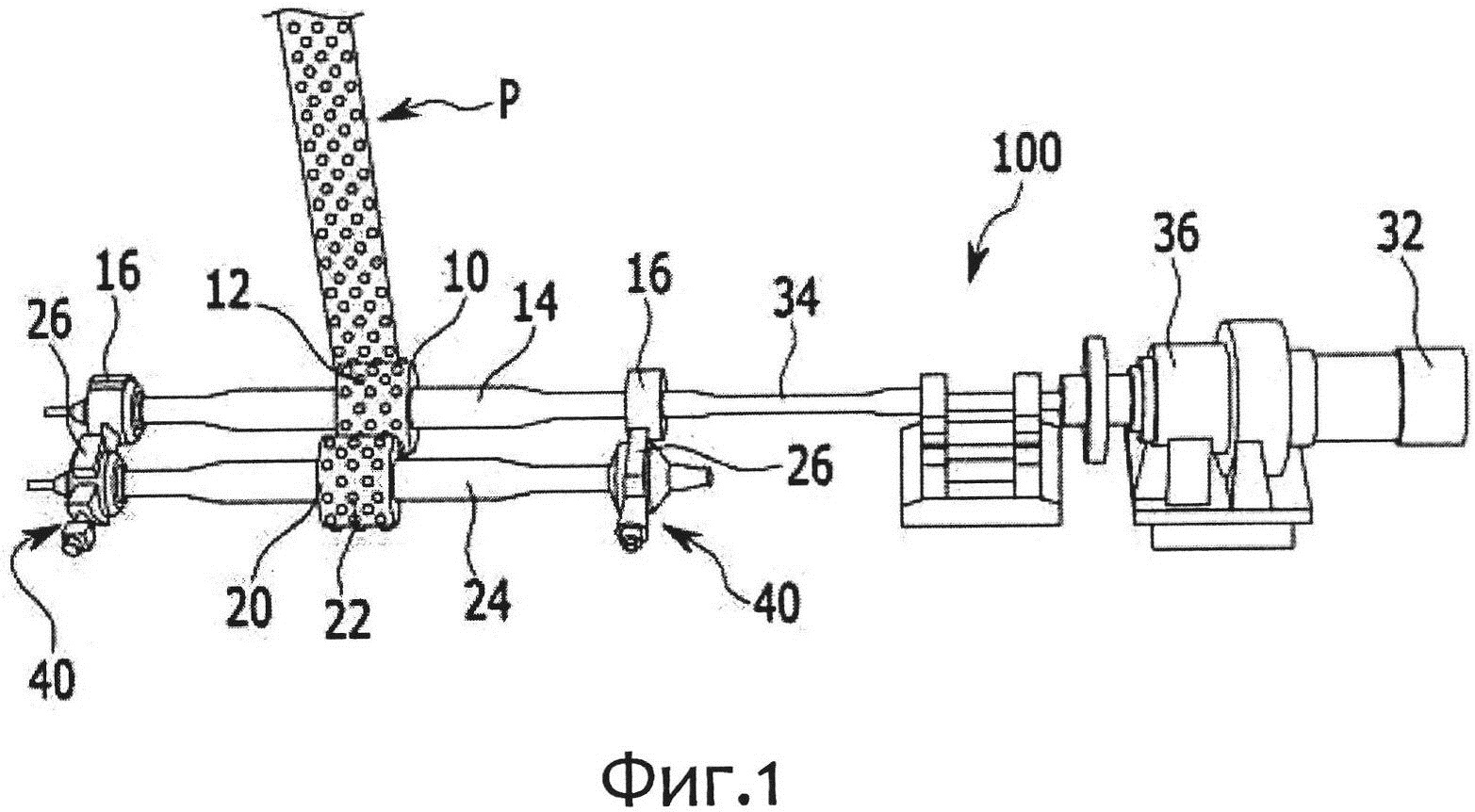
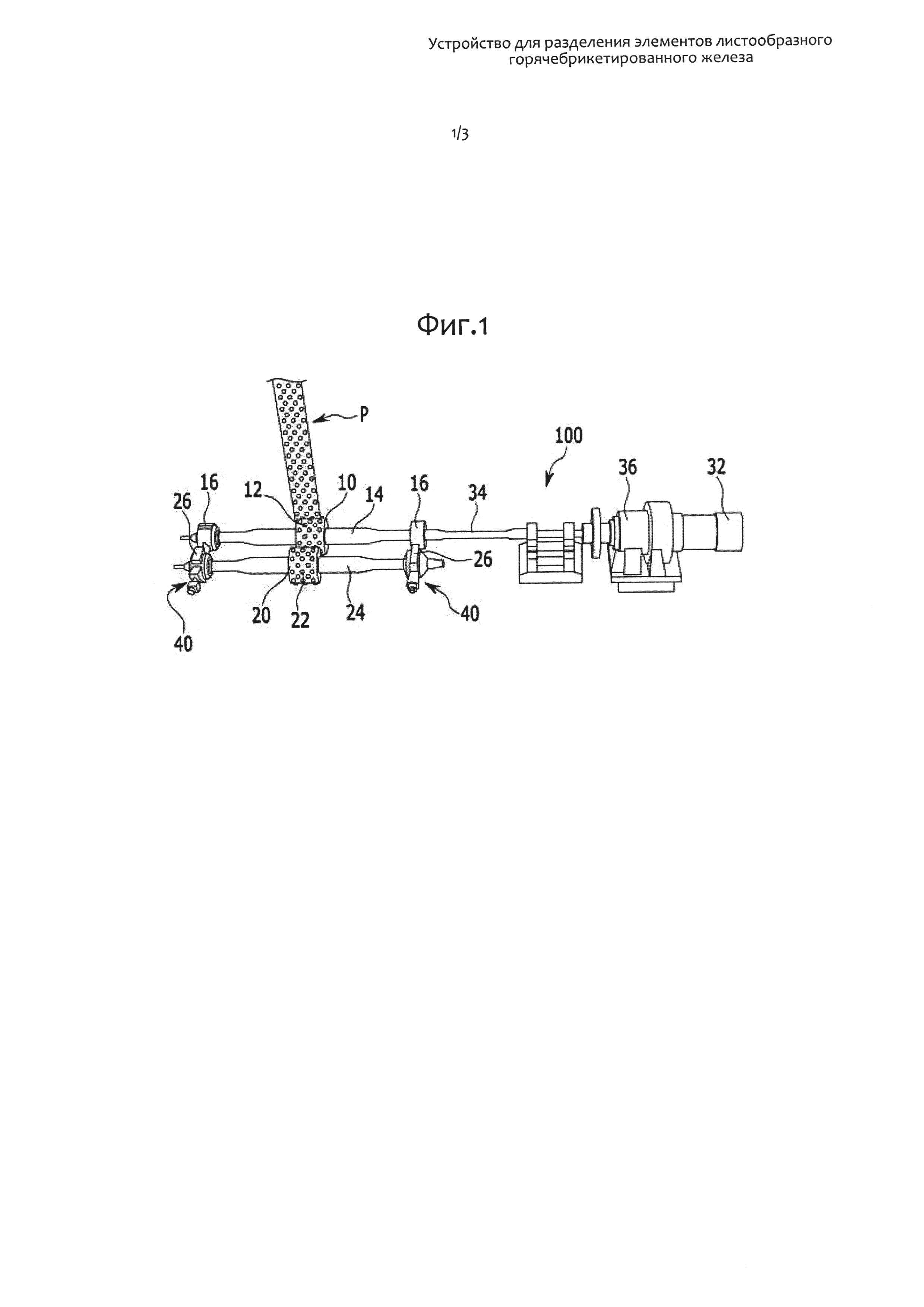
На фиг. 1 показан вид в аксонометрии устройства для разделения элементов листообразного горячебрикетированного железа согласно примерному варианту выполнения изобретения.
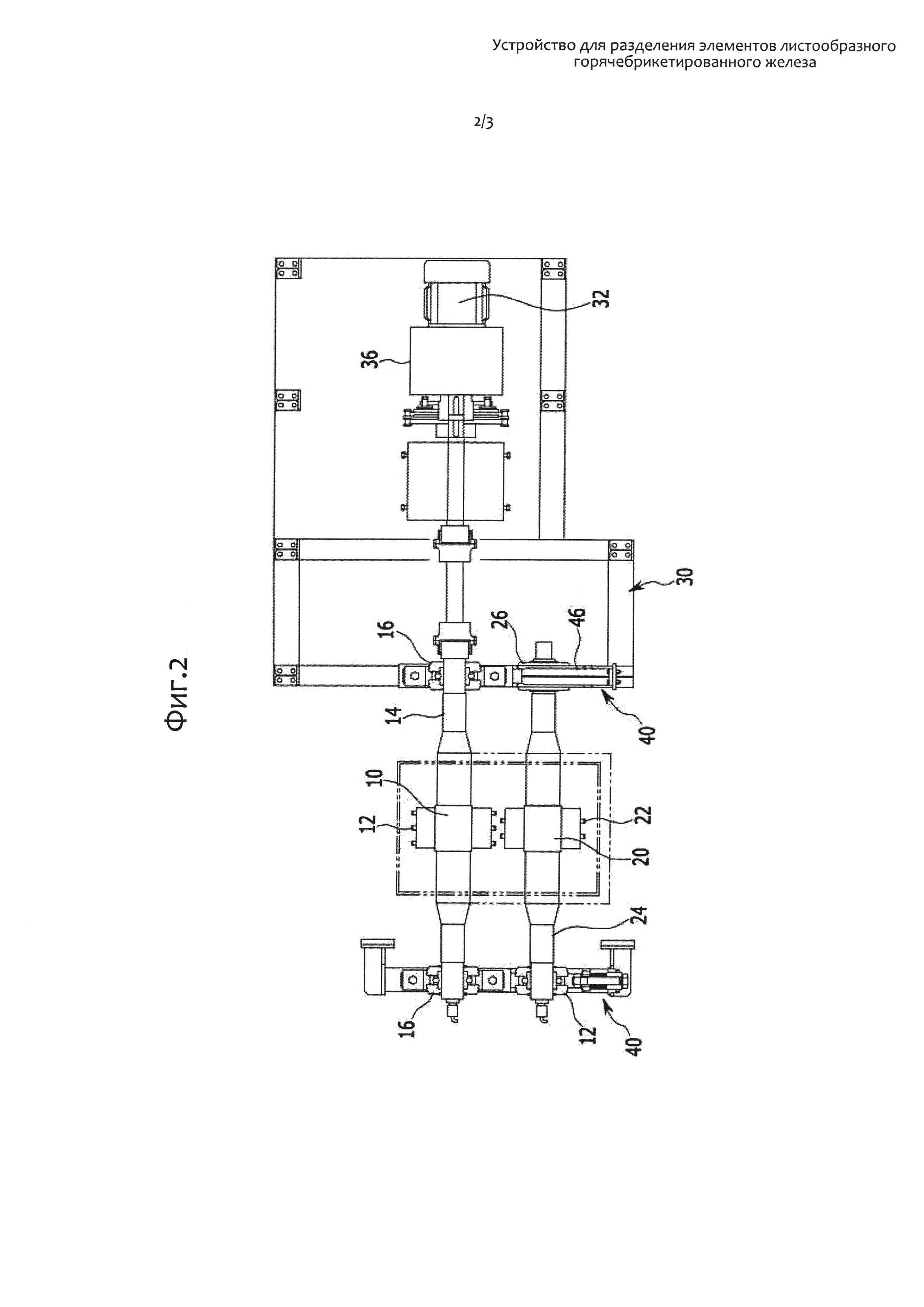
На фиг. 2 показан схематический вид сверху указанного устройства согласно примерному варианту выполнения.
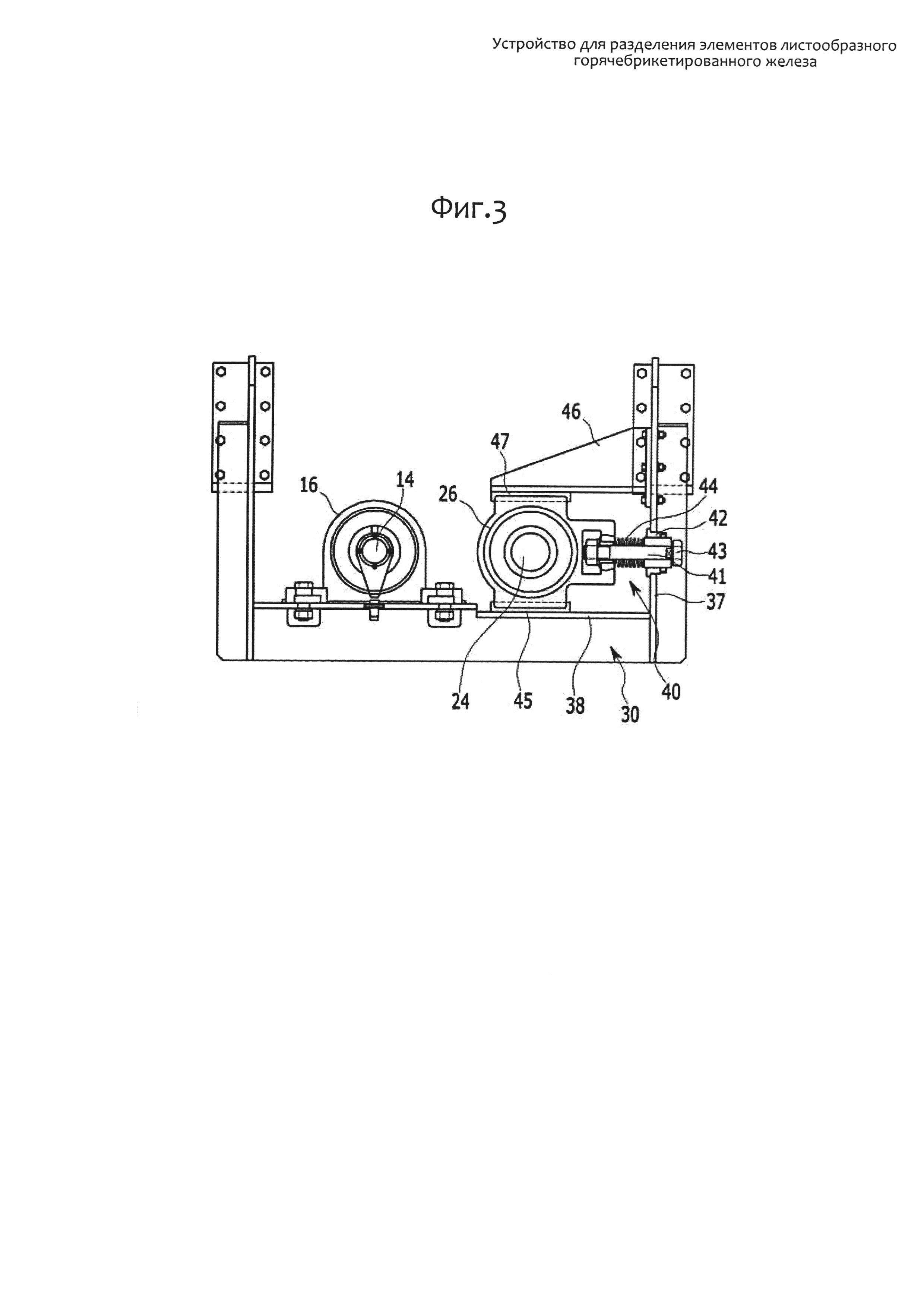
На фиг. 3 показано поперечное сечение, показывающее конфигурацию блока управления в указанном устройстве согласно примерному варианту выполнения изобретения.
Подробное описание изобретения
Далее примерный вариант выполнения изобретения описан подробно со ссылкой на сопровождающие чертежи, так что специалисты могут легко осуществить настоящее изобретение. Как могут понять специалисты, следующий примерный вариант выполнения изобретения может быть модифицирован различными способами без отклонения от концепции и объема настоящего изобретения. Подобные номера ссылок используются для обозначения подобных компонентов на чертежах.
Терминология, используемая далее, служит только для описания конкретного примерного варианта выполнения изобретения и не предполагает ограничения предложенного изобретения. Термины в единственном числе, используемые здесь, включают в том числе и множественное число, если только фразы отчетливо не указывают на противоположное значение. Термин "включающий", используемый здесь, относится к конкретным характеристикам, областям, положительным числам, шагам, операциям, элементам и/или компонентам, без ограничения существования или дополнения других конкретных характеристик, областей, положительных чисел, шагов, операций, элементов и/или компонентов.
Все термины, включая технические термины и научные термины, используемые далее, имеют те же значения, что и термины, которые обычно используют специалисты в данной области. Термины, определенные в словарях, следует истолковывать как имеющие значения, соответствующие документам, относящимся к предшествующему уровню техники, а также заявленным здесь, и не следует понимать их как идеальные или официальные, если они так не определены.
На фиг. 1 показан вид в аксонометрии устройства 100 для разделения элементов листообразного горячебрикетированного железа согласно примерному варианту выполнения изобретения и на фиг. 2 схематически показано поперечное сечения вида сверху устройства 100 согласно настоящему примерному варианту выполнения.
Устройство 100 является разделителем роторного типа, которое содержит два ротора и разделяет куски горячебрикетированного железа, соединенные в виде листов, на отдельные элементы указанного железа.
Устройство 100 согласно настоящему примерному варианту выполнения изобретения содержит приводной ротор 10 и холостой ротор 20, которые с возможностью вращения установлены на раме устройства и расположены параллельно друг другу, двигатель 32 для вращения приводного ротора 10 и блок 40 управления для регулировки зазора между роторами 10 и 20 путем перемещения холостого ротора 20 относительно приводного ротора 10 в соответствии с количеством листообразного горячебрикетированного железа P, подаваемого между роторами 10 и 20.
Приводной ротор 10 имеет множество первых выступов 12 вокруг внешней поверхности. При вращении приводного ротора 10 первые выступы 12 воздействуют на железо Р, подаваемое между роторами 10 и 20, таким образом разделяя элементы. Вращающийся вал 14 приводного ротора 10 проходит в осевом направлении и присоединен с возможностью вращения к фиксирующим подшипниковым узлам 16 на раме 30. Фиксирующие подшипниковые узлы 16 прикреплены к раме 30, так что приводной ротор 10 не может перемещаться с рамы 30.
Двигатель 32 расположен на боковой стороне рамы 30, и приводной вал 34 присоединен к валу 14 приводного ротора 10. В настоящем примерном варианте выполнения двигатель 32 соединен с инвертором 36 для регулирования скорости вращения двигателя 32. Устройство 100 регулирует скорость вращения двигателя 32 путем управления двигателем 32 с помощью инвертора 36 в соответствии с количеством железа P, подаваемого между роторами 10 и 20. То есть, когда количество железа P, подаваемого между роторами 10 и 20, возрастает, скорость вращения двигателя 32 возрастает, и возрастает скорость вращения приводного ротора 10, присоединенного к приводному валу 34 двигателя 32. Соответственно, приводной ротор 10 вращается быстро и большое количество элементов может быть отделено от железа P. Как описано выше, устройство может минимизировать засорение и закупоривание железа Ρ между роторами 10 и 20 путем регулирования скорости вращения двигателя 32 в соответствии с производительностью изготовления листообразного горячебрикетированного железа P, то есть величиной входного потока железа P.
Холостой ротор 20 расположен параллельно на определенном расстоянии от приводного ротора 10 и установлен с возможностью свободного вращения на раме 30. Холостой ротор 20 вокруг внешней поверхности имеет множество вторых выступов 22, воздействующих на железо Р. Вращающийся вал 24 ротора 20 поддерживается подшипниковыми узлами 26 на раме 30. Подшипниковые узлы 26, поддерживающие вал 24 ротора 20, могут перемещаться относительно рамы 30, как описано далее.
В настоящем примерном варианте выполнения холостой ротор 20 не соединен с двигателем 32, так что он не получает вращающего момента и свободно вращается независимо от приводного ротора 10. Холостой ротор 20 вращается и воздействует на железо P, когда возникает трение с железом Р, падающим вниз.
Устройство 100 регулирует зазор между приводным ротором 10 и холостым ротором 20, перемещая холостой ротор 20 относительно приводного ротора 10, используя блок 40 управления.
На фиг. 2 и 3 показана конструкция блока управления. В блоке 40 управления подшипниковые узлы 26 на обоих концах вращающегося вала 24 холостого ротора 20 выполнены с возможностью перемещения относительно стороны 37 рамы, и между узлами 26 и стороной 37 рамы расположены упругие элементы, которые создают упругую силу и прижимают холостой ротор 20 к приводному ротору 10. В настоящем примерном варианте выполнения упругие элементы могут быть пружинами 44, но могут быть использованы любые элементы, которые создают упругую силу, отличающиеся от пружины 44.
Соответственно, когда ротор 20 упруго перемещается в соответствии с величиной входа потока железа P, зазор между роторами 10 и 20 регулируется с обеспечением предотвращения засорения и закупоривания пространства между роторами.
Как показано на фиг. 3, пружина 44 расположена между подшипниковыми узлами 26 холостого ротора и рамой 30 и толкает узлы 26 к приводному ротору. Для установки пружин 44 подшипниковые узлы 26 имеют выступающий направляющий стержень 41, проходящий наружу через крепежные элементы 42 на боковой стороне 37 рамы. Направляющий стержень 41 проходит поперек направления перемещения холостого ротора 20, то есть осевого направления ротора 20. На конце стержня 41, проходящего через крепежный элемент 42 рамы, выполнена резьба для соединения с гайкой 43. Пружина 44 расположена на направляющем стержне 41 и прикладывает упругую силу между подшипниковым узлом 26 и боковой стороной 37 рамы 30. Соответственно, пружина 44 толкает холостой ротор 20 к приводному ротору 10, прижимая узел 26 к неподвижной боковой стороне 37 рамы.
Расстояние максимального перемещения стержня 41 или сила, приложенная пружиной 44, могут быть отрегулированы путем ослабления или затягивания гайки 43.
Нижняя направляющая 45 расположена в направлении перемещения подшипникового узла 26 на дне 38 рамы 30 с обеспечением расположения узла 26 с возможностью скольжения в нижней направляющей 45. Соответственно, холостой ротор 20, поддерживаемый узлом 26, может точно перемещаться вперед/назад к приводному ротору 10 или от него, без осевого перемещения.
Над узлом 26 на боковой стороне 37 рамы 30 расположен поддерживающий кронштейн 46, при этом в поддерживающем кронштейне 46 в направлении перемещения подшипникового узла 26 выполнена верхняя направляющая 47, с обеспечением расположения верха узла 26 в верхней направляющей 47 с возможностью скольжения.
Как описано выше, так как верх и низ подшипникового узла 26 холостого ротора 20 скользят по верхней направляющей 47 и нижней направляющей 45, он может более устойчиво и точно перемещаться без осевого перемещения.
Далее описана работа предложенного устройства.
Листообразное горячебрикетированное железо P через брикетировочную машину подается в устройство 100 и направляется между приводным ротором 10 и холостым ротором 20.
Когда устройство 100 запущено, приводной ротор 10, присоединенный к вращающемуся валу 34 двигателя 32, вращается. Приводной ротор 10 вращается моментом от двигателя 32, который является внешним источником энергии, а холостой ротор 20, расположенный на заданном расстоянии от приводного ротора 10, вращается благодаря трению с железом P, подаваемым между приводным ротором 10 и холостым ротором 20.
Когда приводной ротор 10 или приводной ротор 10 и холостой ротор 20 вращаются, первые выступы 12 и вторые выступы 22 роторов 10 и 20 воздействуют на железо Ρ и, таким образом, элементы разделяются.
Инвертор 36 регулирует скорость вращения двигателя 32 в соответствии с величиной входного потока железа P. Так как скорость вращения приводного ротора 10 изменяется в соответствии со скоростью вращения двигателя 32, количество обрабатываемого железа P, проходящего через приводной ротор 10, изменяется. Например, когда величина входного потока железа Ρ возрастает, скорость вращения приводного ротора 10 возрастает и железо Ρ перемещается быстрее, так что предотвращается засорение и закупоривание железа Ρ между роторами.
В этом состоянии холостой ротор 20 прижимается к приводному ротору упругой силой пружин 44. В этом состоянии, когда количество железа P, подаваемого между роторами 10 и 20, возрастает, холостой ротор 20 перемещается относительно приводного ротора с обеспечением регулировки зазора между роторами в соответствии с величиной входного потока железа P.
Например, когда величина входного потока железа Ρ возрастает, сила, прикладываемая к роторам 10 и 20 железом P, возрастает. Соответственно, холостой ротор 20 отталкивается назад от зафиксированного приводного ротора 10 и подшипниковые узлы 26 холостого ротора 20 перемещаются вдоль верхней направляющей 47 и нижней направляющей 45. По мере перемещения подшипниковых узлов 26 зазор между роторами 20 и 10 возрастает. Соответственно, железо Ρ плавно выпускается через увеличенный зазор между роторами 10 и 20. Пружины 44 между подшипниковыми узлами 26 и боковой стороной 37 рамы сжимаются подшипниковыми узлами и прикладывают упругую силу к подшипниковым узлам 26. Когда величина входного потока железа Ρ возвращается к нормальному значению, сила, прикладываемая к холостому ротору 20, уменьшается и подшипниковые узлы 26 перемещаются к приводному ротору упругой силой пружин 44. Следовательно, зазор между роторами 10 и 20 может быть уменьшен для соответствия величине входного потока горячебрикетированного железа.
Как описано выше, поскольку зазор между роторами 10 и 20 гибко регулируется, обеспечивается возможность равномерного разделения элементов, независимо от величины входного потока железа P. Кроме того, если даже листообразное горячебрикетированное железо подается ненормально, с избытком, зазор между роторами может быть достаточно открыт и указанное железо может быстро выпускаться с обеспечением предотвращения засорения и закупоривания между роторами.
Несмотря на то, что предложенное изобретение описано в свете того, что в настоящее время рассматривается как практические примерные варианты выполнения, следует понимать, что изобретение не ограничивается описанными вариантами, но, напротив, охватывает различные модификации и эквивалентные устройства, включаемые согласно сущности и объему формулы изобретения.
Установка для производства расплавленного железа путем инжектирования мелкодисперсного углеродсодержащего материала в газогенераторную плавильную печь и способ производства расплавленного железа с использованием такой установки
Устройство для производства спрессованного железа из восстановленных материалов, содержащих мелкодисперсное восстановленное железо, и установка для производства расплавленного железа, включающая устройство для производства спрессованного железа
Расплавленные соли для очистки стронцийсодержащих магниевых сплавов
Устройство тестирования свойств материала поверхности стальной пластины и способ тестирования свойств материала поверхности стальной пластины
Устройство тестирования свойств материала поверхности стальной пластины и способ тестирования свойств материала поверхности стальной пластины
Устройство для получения соединений калия и способ извлечения соединений калия из солевого раствора
Устройство и способ регулирования ширины в прямой бесконечной линии горячей прокатки между непрерывным литьем и горячей прокаткой
Устройство для зонированного центробежного сжигания с использованием потока топочного воздуха
Устройство и способ непрерывного литья и прокатки стального листа
Установка для прокатки, установка и способ непрерывного литья и прокатки

