Результат интеллектуальной деятельности: СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к дуговой наплавке плавящимся электродом и может быть использовано для вибродуговой наплавки тонкостенных деталей.
Известен способ вибродуговой наплавки плавящимся электродом в среде защитных газов, при котором дуга возникает между основным металлом и электродом. Наплавка протекает в условиях автоматической подачи электрода (Исследование и применение вибродуговой наплавки / под ред. Панкевича И.Р. - М.: Машиностроение, 1964. с. 232).
Известный способ не позволяет производить наплавку на тонкостенные детали. При больших токах возможен прожиг материала детали, малые токи приводят к пониженной прочности сцепления наплавляемого слоя с материалом детали.
Известен способ вибродуговой наплавки металла под флюсом с охлаждением детали водой (Авт. свид. SU 149167 А1, B23K 9/04, опубл. 01.01.1962).
Недостатком известного способа является невысокая степень сцепления нанесенного слоя с материалом детали, так как "перенос металла на деталь происходит преимущественно во время короткого замыкания. Так как длительность существования дуги составляет -20% времени цикла, то провар основного металла неглубокий, с небольшой зоной термического влияния" (Вибродуговая наплавка, http://www.chiefengineer.ru).
Наиболее близким аналогом является способ вибродуговой наплавки, при котором электрод во время короткого замыкания с поверхностью детали нагревается до высокой температуры, затем отрывается вибратором от поверхности детали, возникающая дуга расплавляет металл электрода, оставляя часть металла на детали. Потом расстояние между электродом и деталью увеличивается и дуга гаснет, наступает холостой ход. Обработка ведется при обратной полярности включения сварочного постоянного тока. (Восстановление деталей сельскохозяйственных машин наплавкой. Метод. указ. / Сост. Ю.Е. Глазков. Тамбов. Изд-во Тамб. Гос. тех. ун-та, 2004. С. 7-9)
Недостатком известного способа является значительное термическое влияние на основной металл детали. Данный способ не позволяет производить наплавку на тонкостенные детали и имеет низкую прочность сцепления наплавляемого материала с металлом детали.
Технической задачей изобретения является увеличение прочности сцепления наплавляемого слоя с металлом детали.
Поставленная техническая задача достигается тем, что при реализации способа вибродуговой наплавки тонкостенных деталей, включающий перенос материала вибрирующего электрода дугой, возникающей при отведении электрода от поверхности детали после их контакта, при этом электрод и деталь подключают к сварочному источнику постоянного тока по схеме обратной полярности, при этом в каждый момент контакта электрода с поверхностью детали на электрод подают положительный импульс тока разряда конденсатора, параметры которого выбирают из условия обеспечения в зоне упомянутого контакта процесса электроискрового легирования поверхности детали материалом электрода с созданием диффузионного слоя. Причем импульс тока разряда конденсатора подают с энергией 0,5-10,0 Дж при напряжении заряда конденсатора 30-100 В.
Сущность способа заключается в том, что при разряде конденсатора при коротком замыкании электрода и поверхности детали возникает искра, то есть разряд конденсатора при наплавке идентичен одиночному импульсу при электроискровом легировании. Все процессы, обуславливающие электроискровую обработку, протекают в режиме короткого замыкания (см. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика). / Ф.X. Бурумкулов [и др.] - Саранск: Тип. «Красный Октябрь», 2003. - С. 16). Идентичны так же и физические процессы, происходящие при разряде конденсатора при наплавке и электроискровом легировании:
Электроискровая обработка металлов и сплавов различными электродами показала, что объемный разогрев обрабатываемых деталей из сплавов на основе меди, алюминия, магния достигает не более 100°С, а на основе железа, никеля, титана - не более 70°С (там же, с. 37). То есть разряд конденсатора при наплавке практически не повлияет на нагрев детали.
При разряде конденсатора на поверхности детали образуется бугорок из материала электрода, имеющий диффузный слой. Диффузионный слой возникает в результате сверхскоростного нагрева материалов, высокого давления, развиваемого каналом разряда в точке его возникновения. Таким образом, эта зона представляет собой область термического воздействии искровых разрядов и диффузионного проникновения элементов материала электрода в материал детали (там же, с. 40). Этим объясняется исключительно высокое сцепление покрытий с основным материалом. Отслоение нанесенных на металлические поверхности покрытий электроискровым способом не наблюдается (там же, с. 38). То есть разряд конденсатора создает диффузионный слой, который определяет высокую прочность сцепления наплавленной поверхности с материалом детали.
Разряд конденсатора в момент начала контакта электрода и поверхности детали диффундирует материал электрода в металл детали и подготавливает точку возникновения дуги. В дальнейшем, при коротком замыкании электрода и поверхности детали происходит нагрев торца электрода за счет включения сварочного тока по схеме обратной полярности при отходе электрода от поверхности детали, дуговой разряд развивается с нанесенного искрой бугра и производит перенос электродного материала на поверхность детали.
Величину энергии импульса разряда конденсатора и напряжение заряда конденсатора выбирают в зависимости от материала электрода и детали, их диаметров и толщины наплавляемого слоя.
Пример осуществления способа.
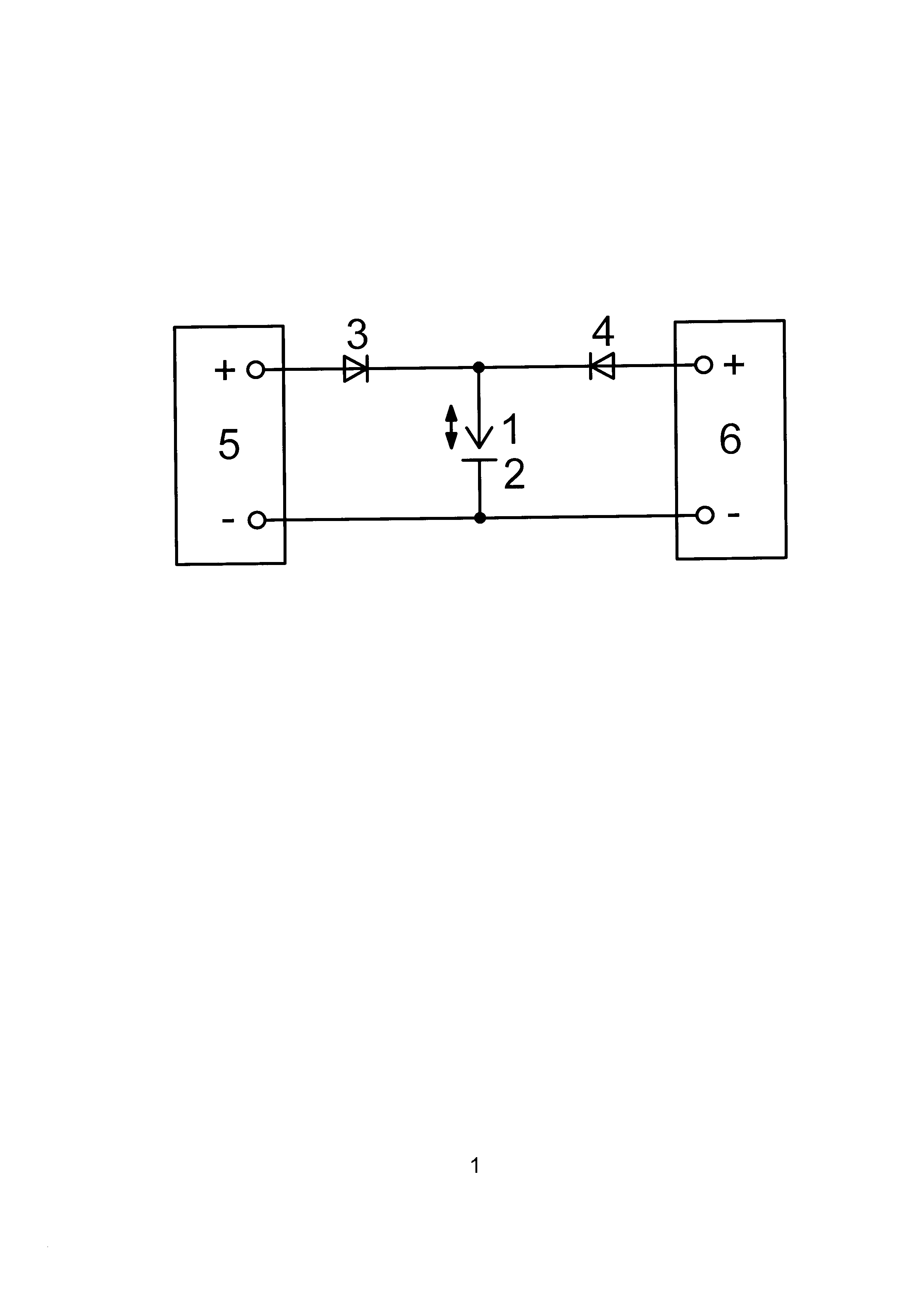
Способ реализовывался на одном из вариантов устройств, структурная электрическая схема которого приведена на чертеже.
Устройство для вибродуговой наплавки тонкостенных деталей включает вибрирующий электрод 1 и обрабатываемую деталь 2. Электрод 1 через разделительные диоды 3 и 4 соединен с клеммами положительного выхода сварочного источника 5 и устройства 6 для электроискрового легирования. Деталь 2 соединена с клеммами отрицательного выхода источника 5 и устройства 6.
Устройство работает следующим образом.
При контакте электрода с поверхностью детали, так как напряжение заряженного конденсатора устройства 6 больше, чем напряжение источника 5, то диод 3 запирается и происходит искровой разряд конденсатора в межэлектродный промежуток торец электрода 1 (проволоки) - поверхность детали 2. Искровой разряд диффундирует материал электрода 1 в металл детали 2 и создает на поверхности в точке разряда бугорок из материала электрода 1. Когда напряжение на конденсаторе снижается и становится меньше, чем напряжение источника 5, то диод 4 запирается и открывается диод 3. Сварочный ток источника 5 поступает в межэлектродный промежуток и происходит разогрев торца электрода 1. При отходе электрода 1 от поверхности детали 2 между электродом 1 и поверхностью детали 2 возникает дуга, которая производит перенос материала электрода 1 на поверхность детали 2. При дальнейшем отходе электрода 1 от поверхности детали 2 дуга гаснет. Во время паузы конденсатор устройства 6 заряжается. Электрод 1 начинает движение к поверхности детали 2, и цикл наплавки повторяется.
Наплавка проводилась на универсальном станке У-653 с наплавочной головкой ОКС-6569М. В качестве электрода 1 была выбрана наплавочная проволока марки 2,0НП-30ХГСА ГОСТ10543-98 диаметром 2,0 мм, деталью 2 служил вал диаметром 18 мм из стали 45 ГОСТ1050-88. В качестве сварочного источника 5 был применен сварочный выпрямитель ВС-300 (сварочный ток 50-350 А, номинальное напряжение 30 В, напряжение дуги 15-20 В) с внешней жесткой характеристикой, в качестве устройства 6 - установка для электроискрового легирования ЭЛИТРОН-52 при работе на 9 режиме транзисторно-тиристорного генератора (емкость накопительных конденсаторов 720 мкФ, напряжение заряда конденсаторов 100 В, энергия импульса 3,75 Дж). В качестве диодов 3 и 4 устанавливались выпрямительные JGBT модули.
Технологические параметры наплавки:
|
После наплавки вала он был разрезан и изготовлен микрошлиф, его изучение показало, что толщина нанесенного слоя равна 0,6 мм, высота микронеровностей 20-30 мкм, толщина диффузного слоя 0,2 мм. Твердость покрытия 40-42 HRC. Покрытие имеет микротрещины величиной 0,1-0,3 мм.
Для проведения сравнительных испытаний на прочность сцепления на сдвиг по методическим рекомендациям МР250-87 (см. Определение прочности сцепления газотермических покрытий с основным металлом: Методические рекомендации: MP250-87: Утв. ВНИИНмаш по нормализации в машиностроении в 1987 г., 17 с. ил. 20 см, М.: ВНИИНмаш, 1987) наплавленных покрытий с материалом детали с применением разряда конденсатора по предлагаемому способу и без разряда было изготовлено по 7 образцов и проведены испытания. Результаты испытаний приведены в таблице.
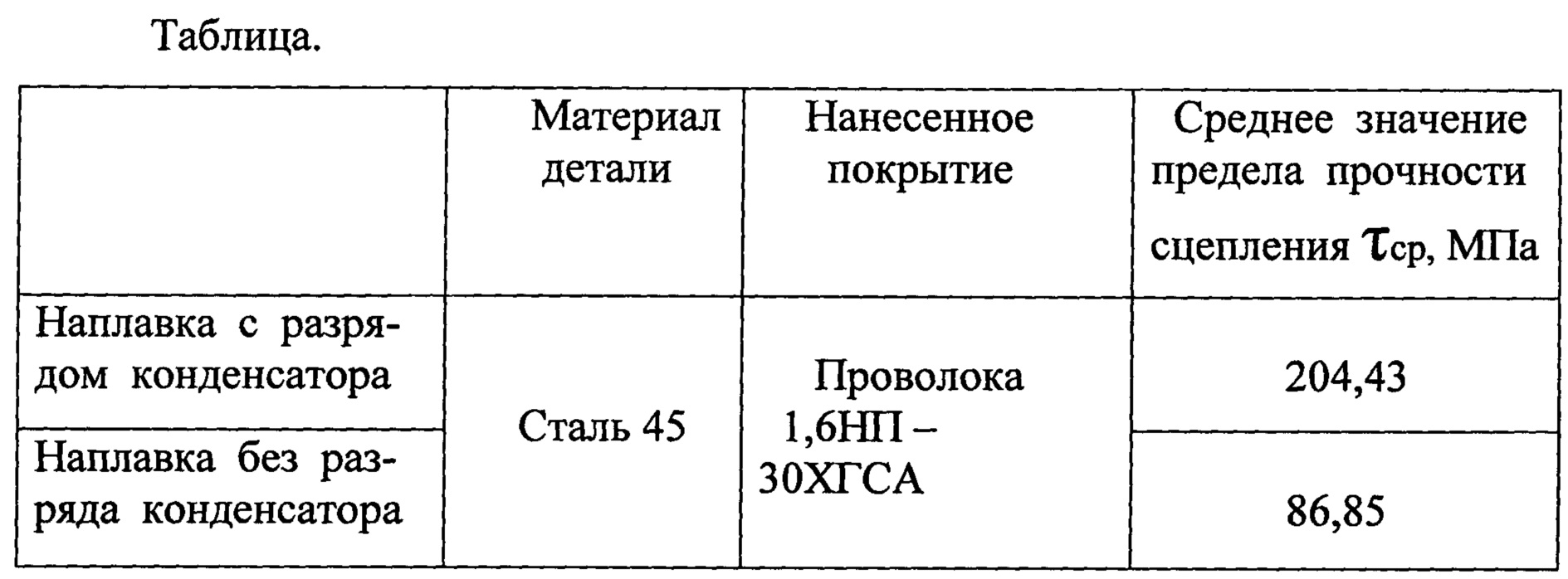
Испытания показали, что предел прочности сцепления наплавленного покрытия с применением предлагаемого способа более чем в два раза выше, чем наплавка без разряда конденсатора.
Применение предлагаемого способа вибродуговой наплавки тонкостенных деталей дает возможность снизить сварочный ток при обработке тонкостенных деталей с одновременным повышением прочности сцепления наплавленной поверхности с металлом детали, увеличить частоту вибрации электрода и частоту вращения детали, что приводит к увеличению производительности наплавки.
Способ определения объемной концентрации цементного раствора в грунтоцементной пульпе при струйной цементации
Солнечная электростанция
Устройство и способ передачи электрической энергии (варианты)
Солнечная электростанция
Солнечный модуль с асимметричным параболоцилиндрическим концентратором солнечного излучения
Способ осциллирующей сушки зерна
Способ посадки картофеля
Способ сжигания низкореакционного топлива
Способ электроискрового нанесения покрытий и устройство для его осуществления
Устройство для электроискровой обработки поверхности
Устройство и способ передачи электрической энергии (варианты)
Солнечная электростанция
Солнечный модуль с асимметричным параболоцилиндрическим концентратором солнечного излучения
Способ осциллирующей сушки зерна
Способ посадки картофеля
Способ сжигания низкореакционного топлива
Способ электроискрового нанесения покрытий и устройство для его осуществления
Устройство для электроискровой обработки поверхности
Способ активного вентилирования зерна
Лемех

