Результат интеллектуальной деятельности: Антифрикционный композиционный материал и способ его изготовления
Вид РИД
Изобретение
Заявляемое техническое решение относится к области производства антифрикционных материалов, в частности к антифрикционным материалам на основе бронзофторопласта и способам их получения методом порошковой металлургии, которые могут быть использованы в различных отраслях промышленности.
Бронзофторопластовые антифрикционные материалы широко применяются в различных областях техники, поскольку в них сочетается высокая механическая прочность бронзового каркаса и хорошие антифрикционные свойства фторопласта.
Известен антифрикционный материал, представляющий собою пористую бронзу, наполненную политетрафторэтиленом (фторопластом) (Д.Д. Чегодаев, З.К. Наумова, Ц.С. Дунаевская. Фторопласты. ГХИ, Л., 1960, с. 183-184) [1], или бронзофторопласт. Для получения бронзофторопласта порошок бронзы дисперсностью 0,25-0,30 мкм в состоянии свободной засыпки спекают при температуре не выше 870°C, спеченную пористую бронзовую заготовку пропитывают под вакуумом дисперсией политетрафторэтилена марки фторопласт 4-Д, затем высушивают при температуре 100-120°C и находящийся в порах фторопласт спекают при температуре 370°C.
Недостатком такого материала является его низкая износостойкость.
Для устранения указанного недостатка предлагаются различные варианты модифицирования политетрофторэтилена наполнителями, повышающими триботехнические характеристики фторопласта.
Так, в патенте Великобритании №756950 «Усовершенствование производства ленточного материала для изготовления плоских подшипников» (кл. МПК B05D 5/08, B05D 7/16, В32В 15/08, F16C 33/20, дата приоритета 09.09.1953) [2] предложен материал, представляющий собой биметаллическую ленту с основой из стали, на которую нанесен пористый слой бронзы («бронзовый каркас»), образованный спеканием сферических частиц бронзы. Поры бронзового каркаса заполнены смесью политетрофторэтилена с модификатором, в качестве которого используется свинец в количестве до 20% от массы тетрополифторэтилена. Однако при получении данного антифрикционного материала требуется специальное оборудование (в том числе ванны с жидким свинцом) и значительные затраты электроэнергии.
Наиболее близким по сущности, а потому принятым за прототип является заявка на изобретение №2002131367 «Антифрикционный композиционный материал» (кл. МПК C08J 5/16, В23В 15/0, C08L 27/08, С08К 3/04, дата приоритета 21.11.2002) [3]. Согласно данной заявке предлагаемый антифрикционный материал состоит из пористого каркаса из оловянистой бронзы, содержащего в порах политетрафторэтилен в количестве от 5 до 10 мас. % с наполнителем (модифицирующей добавкой). В качестве наполнителя политетрафторэтилена использованы полиэдральные многослойные углеродные наноструктуры фуллероидного типа в виде частиц размером 20-200 мкм при их концентрации в политетрафторэтилене в пределах от 0,0025 до 0,025 мас. %.
Недостатками данного материала, равно как и материала, получаемого в соответствии вышеприведенным источником [1], являются малая механическая прочность деталей, изготавливаемых из него, поскольку они остаются пористыми даже после многократных операций пропитки пористого каркаса из оловянистой бронзы суспензией политетрафторэтилена, в том числе и с модифицирующими добавками, а также недостаточные триботехнические свойства.
Техническим результатом, на достижение которого направлено заявляемое техническое решение, является повышение механической прочности и триботехнических характеристик антифрикционного композиционного материала на основе бронзофторопласта для увеличения надежности и ресурса работы изготавливаемых из него изделий.
Поставленная задача решается за счет того, что согласно заявляемому техническому решению антифрикционный композиционный материал на основе бронзофторопласта содержит оловянно-свинцовистую бронзу, фторопласт и ультрадисперсные алмазы (в качестве модификатора фторопласта) в следующем соотношении компонентов (% мас.):
фторопласт - от 5 до 6;
ультрадисперсные алмазы - от 0,065 до 0,187;
оловянно-свинцовистая бронза - остальное.
Заявляемый антифрикционный композиционный материал получают путем холодного и последующего горячего прессования вышеуказанной смеси компонентов. В результате образуется каркас из оловянно-свинцовистой бронзы (матрица из оловянно-свинцовистой бронзы), внутри которого равномерно распределены частицы фторопласта, модифицированного ультрадисперсными алмазами.
Использование порошка оловянно-свинцовистой бронзы, например бронзы БрОС15-2,5, содержащей 15% олова, 2,5% свинца (остальное медь), позволяет снизить количество фторопласта в заявляемом антифрикционном композиционном материале, поскольку такая бронза, вследствие присутствия в ней свинца, сама обладает более высокими антифрикционными свойствами по сравнению с оловянистой бронзой, а уменьшение количества фторопласта способствует повышению прочности антифрикционного композиционного материала.
Введение в состав заявляемого антифрикционного композиционного материала ультрадисперсных алмазов, которые выступают в качестве сильного структурообразователя, способствует повышению триботехнических и физико-механических свойств частиц фторопласта и упрочнению их связи с матрицей, что в итоге способствует повышению указанных характеристик антифрикционного композиционного материала вцелом.
Ультрадисперсные алмазы, используемые в заявляемом составе антифрикционного материала, получены способом детонационного синтеза взрывчатых веществ и имеют первичные размеры кристаллов от 4 до 6 нм и средний размер агломерированных из них частиц до 50 мк («Алмаз синтетический ультрадисперсный взрывной (продукт УДА)», ТУ 84-1124-87) [4].
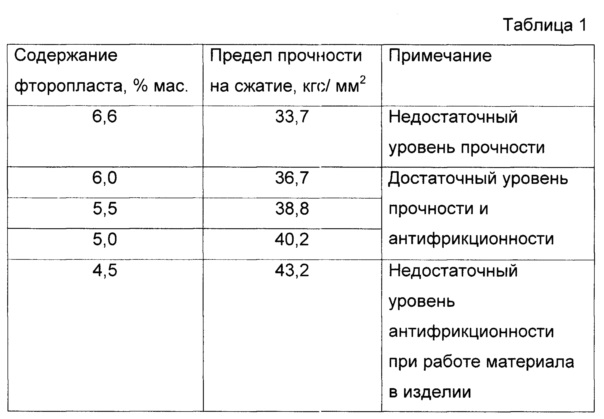
Опытным путем было установлено, что при содержании фторопласта менее 5% в антифрикционном композиционном материале, он не обладает требуемыми антифрикционными характеристиками, а при содержании более 6% снижаются его прочностные характеристики. Так в результате проведения экспериментов по изменению содержания фторопласта в антифрикционном композиционном материале на основе оловянно-свинцовистой бронзы, например БрОС 15-2,5, получены следующие данные (Таблица 1).
Оценку степени повышения триботехнических свойств заявляемого антифрикционного композиционного материала в условиях сухого трения и определения оптимального содержания ультрадисперсных алмазов производили путем изготовления образцов и испытаний в составе радиального подшипника скольжения, представляющего собой втулку из заявляемого материала и вал из стали ХВГ, поверхность которого имела шероховатость Ra 0,08 и твердость 700 HV01.
Испытания проводились в вакууме при скорости скольжения 10 м/с при максимальном контактном давлении 200 МПа (2000 кгс/см2). Среднее значение указанного давления составило 140 МПа (1400 кгс/см2).
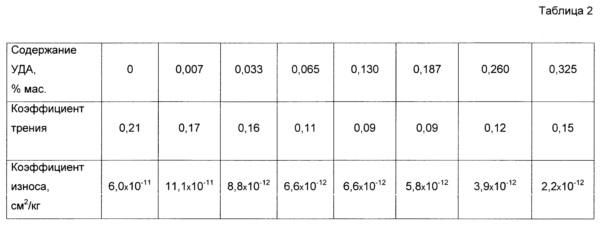
Содержание ультрадисперсных алмазов (УДА) в заявляемом антифрикционном материале было определено в результате исследований свойств антифрикционного материала с различным содержанием УДА. Содержание УДА варьировалось от 0,007 до 0,325% мас. при содержании фторопласта в заявляемом антифрикционном композиционном материале 5,5% мас. (оловянно-свинцовистая бронза - остальное).
Режим испытаний:
- давление Р=1400 кгс/см2;
- скорость V=10 м/с;
- PV=14000 кгс⋅м/см2⋅с.
Результаты испытаний приведены в таблице 2.
Как видно из результатов, приведенных в таблице 2, при содержании ультрадисперсных алмазов менее 0,065% эффект повышения триботехнических свойств антифрикционного композиционного материала недостаточен, при содержании ультрадисперсных алмазов более 0,187% наблюдается тенденция к ослаблению их влияния на повышение триботехнических характеристик антифрикционного композиционного материала и проявлению абразивных свойств по отношению к контртелу.
Таким образом заявляемый композиционный антифрикционный материал при сухом трении в вакууме при многократно более жестких условиях испытаний (параметр PV=14000 кгс⋅м/см2⋅с) по сравнению с прототипом (параметр PV=2 кгс⋅м/см2⋅с - первый режим, PV=75 кгс⋅м/см2⋅с - второй режим) обладает сопоставимыми значениями коэффициентов трения и износа.
Следовательно, при одинаковых условиях испытаний (по параметру PV) заявляемый антифрикционный композиционный материал будет обладать более высокими триботехническими характеристиками.
Известен способ получения антифрикционного материала, изложенный в заявке на изобретение №2002131367 [3]. Как наиболее близкий к заявляемому способу изготовления антифрикционного композиционного материала он принят за прототип.
Согласно этому способу первоначально изготавливался пористый бронзовый каркас путем спекания бронзового порошка в состоянии свободной засыпки при температуре 870°C в атмосфере диссоциированного аммиака. Полученный бронзовый каркас неоднократно пропитывался под вакуумом суспензией фторопласта, смешанного с углеродными наноструктурами фуллероидного типа, после каждой пропитки высушивался при температуре 110-120°C и затем при температуре 370°C находящийся в порах каркаса фторопласт спекался.
Недостатками данного способа являются:
- значительная трудоемкость (необходимость многократных операций вакуумной пропитки пористого каркаса суспензией фторопласта смешанного с модифицирующей добавкой с последующей сушкой);
- необходимость больших энергозатрат (спекание порошка бронзы при высокой температуре - 870°C, при изготовлении пористого каркаса);
- невозможность обеспечения достаточной механической прочности получаемого антифрикционного материала, так как он даже после неоднократных операций пропитки бронзового каркаса суспензией фторопласта, смешанного с модифицирующей добавкой, и последующих операций сушки остается пористым.
- кроме того, при изготовлении пористого бронзового каркаса в нем могут образовываться замкнутые поры, которые не будут заполнены суспензией фторопласта с модифицирующей добавкой при пропитке, что приведет к неоднородности физико-механических и триботехнических свойств получаемого материала.
Задачей способа изготовления заявляемого антифрикционного композиционного материала является получение данного материала с высокими механическими и триботехническими характеристиками при снижении трудоемкости и энергозатарат при его изготовлении.
Заявляемый способ получения данного антифрикционного композиционного материала включает следующие операции:
1. Приготовление смеси порошка фторопласта и ультрадисперсных алмазов в заявленном выше соотношении.
2. Изготовление трехкомпонентной смеси из приготовленной смеси (фторопласта и ультрадисперсных алмазов) и порошка оловянно-свинцовистой бронзы в заявленном выше соотношении.
3. Холодное прессование полученной трехкомпонентной смеси в пресс-форме под давлением от 8000 до 9000 кгс/см2.
В ходе проведения экспериментальных работ по определению оптимальных режимов холодного прессования установлено:
- при давлении холодного прессования менее 8000 кгс/см2 не обеспечивается требуемая плотность и прочность полученной холоднопрессованной заготовки и возможно нарушение ее целостности при выпрессовке из пресс-формы;
- при давлении холодного прессования более 9000 кгс/см2 происходит чрезмерное уплотнение заготовки и образование в ней трещин, а также наблюдается повышенный износ пресс-формы.
4. Горячее прессование (спекание под давлением) полученной холоднопрессованной заготовки при температуре от 355°C до 400°C и давлении от 4500 до 5500 кгс/см2.
В ходе проведения экспериментальных работ по определению оптимальных режимов горячего прессования установлено:
- при температуре менее 355°C и давлении менее 4500 кгс/см2 не обеспечивается требуемая прочность горячепрессованной заготовки;
- прессование при температуре выше 400°C и давлении выше 5500 кгс/см2 приводит к появлению значительных внутренних напряжений горячепрессованной заготовки, что способствует образованию в ней трещин и большого количества облоя, а также приводит к чрезмерному износу пресс-формы.
Время выдержки, при котором проводится горячее прессование, зависит от размеров заготовки.
5. Охлаждение горячепрессованной заготовки до комнатной температуры под давлением горячего прессования от 4500 до 5500 кг/см2.
Пример конкретного применения
Изготовление заготовки из заявляемого антифрикционного композиционного материала осуществлялось следующим образом.
Был использован порошок оловянно-свинцовистой бронзы БрОС15-2,5 со средним размером частиц от 8 до 12 мкм, следующего состава (мас. %):
- олово - 14,8;
- свинец - 2,4;
- медь - остальное.
Получение трехкомпонентной смеси для изготовления заявляемого антифрикционного композиционного материала для более равномерного распределения компонентов проводили в два этапа. На первом этапе смешивали порошок фторопласта марки Фторопласт - 4 ДПТ (по ТУ 2213-053-00203521-2000 «Фторопласт-4ДПТ») [5] и порошок ультрадисперсных алмазов [4] в процентном соотношении к трехкомпонентной смеси: фторопласт - 5,5%, ультрадиспесные алмазы 0,09%.
На втором этапе смесь порошков фторопласта и ультрадисперсных алмазов смешивали с порошком оловянно-свинцовистой бронзы для получения трехкомпонентной смеси следующего состава (мас. %):
- порошок фторопласта - 5,5;
- порошок ультрадисперсных алмазов - 0,09;
- порошок оловянно-свинцовистой бронзы - остальное.
Полученная трехкомпонентная смесь была расфасована на порции, помещена в пресс-форму для холодного прессования и подвергнута холодному прессованию под давлением 8600 кгс/см2.
Холоднопрессованные заготовки были выпрессованы и помещены в пресс-форму для горячего прессования.
Горячее прессование (спекание под давлением) полученных холоднопрессованных заготовок проводилось при температуре 375°C и давлении 4900 кгс/см2 в течение 25 мин.
Охлаждение горячепрессованных заготовок до комнатной температуры осуществлялось под давлением прессования 4900 кгс/см2.
Затем были проведены механические испытания изготовленных заготовок заявляемого антифрикционного композиционного материала, которые показали, что предел прочности на сжатие этих заготовок составил 39,2 кгс/мм2.
По результатам триботехнических испытаний образцов заявляемого материала в вакууме при скорости скольжения 10 м/с и контактном давлении 140 МПа (1400 кгс/см2) были определены коэффициент трения - 0,10 и коэффициент износа 6,6×10-12 см2/кг.
Преимущества заявляемого способа изготовления антифрикционного композиционного материала по сравнению с прототипом заключается в том, что формирование прочной оловянно-свинцовистой бронзовой матрицы начинается на стадии холодного прессования трехкомпонентной смеси (порошков оловянно-свинцовистой бронзы, фторопласта и ультрадисперсных алмазов) и завершается на стадии горячего прессования с образованием беспористого композиционного материала, в бронзовой матрице которого равномерно распределены частицы модифицированного фторопласта. При этом операция охлаждения после горячего прессования заготовки под давлением сводит к минимуму влияние явления упругого последействия, которое может привести к образованию пористости и, соответственно, понижению прочности материала.
В результате применения заявляемого способа изготовления антифрикционного композиционного материала заявляемого состава был получен материал, обладающий высокими механическими и триботехническими характеристиками, который используется при изготовлении высоконагруженных втулок подшипников скольжения (Р=1400 кгс/см2, V=10 м/с).
Кроме того, данный способ является менее трудоемким, поскольку исключаются многократные операции пропитки бронзового каркаса суспензией фторопласта с наполнителем и вакуумной сушки, и менее энергозатратным вследствие проведения его при более низких температурных (не выше 400°C).
Источники информации
1. Д.Д. Чегодаев, З.К. Наумова, Ц.С. Дунаевская. Фторопласты. ГХИ, Л., 1960, с. 183-184.
2. Патент Великобритании №756950 «Усовершенствование производства ленточного материала для изготовления плоских подшипников», кл. МПК B05D 5/08, B05D 7/16, В32В 15/08, F16C 33/20, дата приоритета 09.09.1953.
3. Заявка на изобретение №2002131367 «Антифрикционный композиционный материал», кл. МПК C08J 5/16, В23В 15/0, C08L 27/08, С08К 3/04, дата приоритета 21.11.2002.
4. «Алмаз синтетический ультрадисперсный взрывной (продукт УДА)», ТУ 84-1124-87.
5. «Фторопласт - 4 ДПТ», ТУ 2213-053-00203521-2000.
Биполярная пластина топливного элемента круглой формы
Комплексный ингибитор гидратации глин для буровых растворов
Биполярная пластина топливного элемента круглой формы
Комплексный ингибитор гидратации глин для буровых растворов
Способ балансировки гибких роторов
Демпфер для вертикального ротора
Демпфер для высокоскоростного вертикального ротора

