Результат интеллектуальной деятельности: ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ, СТОЙКИХ К АБРАЗИВНОМУ ИЗНОСУ И ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ
Вид РИД
Изобретение
Изобретение относится к области материалов для получения покрытий методами газотермического напыления, а именно к порошковым проволокам для получения покрытий, стойких к абразивному износу и высокотемпературной коррозии, с использованием процесса дуговой металлизации, и может быть использовано для защиты поверхности деталей, работающих в условиях воздействия частиц абразива и высоких температур, например труб топочных экранов бойлеров тепловых электростанций.
Известна порошковая проволока [1], включающая оболочку из стали и сердечник, выполненный из шихты, в состав которой в различных сочетаниях введены порошок хрома металлического, железа и карбида бора, причем карбид бора содержит, мас. %: бора 88 и углерода 12. Химический состав указанной порошковой проволоки, мас. %: хром 18-28, бор 4-10, железо - основа.
В структуре покрытий, получаемых при дуговой металлизации данной проволокой, присутствуют, преимущественно, железо и хром Fe и Cr и в меньшей степени бориды Fe2B и оксиды Fe3O4. Указанные покрытия имеют микротвердость 708-800 HV100. Жаростойкость покрытий (показатель, обратный приросту массы) в 5 раз выше, чем у низкоуглеродистой стали. Однако этого недостаточно для указанных выше областей применения [2]. Низкая жаростойкость обусловлена наличием в покрытии, получаемом при дуговой металлизации данной проволокой, преимущественно структурных составляющих с низкими защитными свойствами, боридов Fe2B и оксидов Fe3O4.
В качестве прототипа выбрана порошковая проволока [3], включающая оболочку из стали и сердечник, выполненный из шихты, химический состав указанной порошковой проволоки, мас. %: хром 5,5-9,0, бор 1,2-4,0, алюминий 2,5-10,0, железо - основа.
В структуре покрытий, получаемых при дуговой металлизации данной проволокой, присутствуют, преимущественно, железо и хром Fe и Cr, в меньшей степени оксиды Fe3O4 и Al2O3. Указанные покрытия имеют микротвердость 324-394 HV100. Микротвердость покрытий в 2-4 раза ниже в сравнении с показателями микротвердости и, соответственно, износостойкости покрытий [2]. Жаростойкость покрытий в 20 раз выше, чем у низкоуглеродистой стали. К недостаткам прототипа относится низкая износостойкость покрытий, получаемых при дуговой металлизации данной проволокой.
Задачей технического решения является повышение износо- и коррозионной стойкости деталей, работающих в условиях воздействия частиц абразива и высоких температур.
Поставленная задача решается методом дуговой металлизации порошковой проволоки для нанесения покрытий, стойких к абразивному износу и высокотемпературной коррозии, состоящей из стальной оболочки и сердечника, выполненного из шихты, содержащей хром, бор, алюминий и отличающаяся тем, что дополнительно введены углерод и иттрий при следующем соотношении компонентов, мас. %: хром 5,0-15,0%, бор 1,0-5,0%, алюминий 2,0-12,0%, углерод 0,2-1,0%, иттрий 0,5-1,0%, железо - основа.
В отличие от прототипа в состав шихты дополнительно введены углерод и иттрий, а также увеличено содержание хрома, бора и алюминия.
За счет введения в шихту углерода, хрома и бора покрытия, получаемые при дуговой металлизации предлагаемой порошковой проволокой, обладают высокой износостойкостью, так как в их структуре присутствуют в качестве упрочняющих фаз комплексные карбобориды (Fe, Cr)2(B, C). Данные карбобориды характеризуются высокой способностью противостоять разрушению абразивными частицами за счет высокой силы межатомных связей входящих в них элементов [4], характеризуемой теплотой образования, свободной энергией образования, температурой плавления и микротвердостью упрочняющих фаз.
Введение указанных легирующих в шихту в количествах, обеспечивающих содержание углерода, хрома и бора менее чем 0,2%, 5,0% и 1,0 мас. % соответственно, по результатам исследований [5] не позволяет обеспечить формирование в структуре металлизационных покрытий в достаточном количестве упрочняющих фаз комплексных карбоборидов, в результате они обладают низкой микротвердостью и, соответственно, износостойкостью.
В то же время введение указанных тугоплавких компонентов шихты (для компонентов содержащих хром, температура плавления от 1855°С, бор - от 2075°С [6]) в количествах, обеспечивающих содержание углерода, хрома и бора более чем 1,0%, 15,0% и 5,0 мас. % соответственно не позволяет обеспечить равномерный характер плавления порошковой проволоки при металлизации покрытий, в результате они обладают низкой жаростойкостью.
За счет введения в шихту алюминия и иттрия покрытия, получаемые при дуговой металлизации предлагаемой порошковой проволокой, обладают высокой жаростойкостью из-за большого сродства алюминия и иттрия к кислороду (свободная энергия образования оксидов легирующих элементов, кДж/моль: Y2O3 - 1300; Al2O3 - 1120 [7]), что способствует снижению степени окисления частиц распыляемого материала и улучшению условий взаимодействия в контакте «частица-подложка». При нагреве на поверхности покрытий формируются комплексные оксиды (Fe, Al, Y)2O3 [8]. Данные оксиды характеризуются высокой температурой плавления, химической и термической стабильностью, низкой скоростью роста, высокой прочностью сцепления с основным металлом в процессе циклических нагревов (теплосмен).
Введение указанных легирующих в шихту в количествах, обеспечивающих содержание алюминия и иттрия менее чем 2,0% и 0,5 мас. % соответственно, по результатам исследований [9] не позволяет снизить степень окисления частиц распыляемого материала и обеспечить формирование на поверхности при нагреве металлизационных покрытий в достаточном количестве комплексных оксидов, в результате они обладают низкой жаростойкостью.
В то же время введение указанных легирующих в шихту в количествах, обеспечивающих содержание алюминия и иттрия более чем 12,0%, и 1,0 мас. % соответственно, согласно данным различных авторов способствует снижению микротвердости покрытий и, соответственно, их износостойкости [10, 11].
Пример конкретного выполнения
По предложенному техническому решению изготовлена порошковая проволока с сердечником из шихты, в состав которой введены (в долях от массы проволоки): феррохром высокоуглеродистый ФХ650А 3-6%, ферро-хромбор ФХБ-1 6-26%, порошок алюминиевый ПА4 2-12%, алюмоиттрий АИ65 0,8-1,6%.
Покрытие толщиной 1,0 мм нанесено методом дуговой металлизации из разработанной проволоки (аппарат АДМ-10, ток 320 А, напряжение 34 В) на призмы 10×10×50 мм из стали Ст 3.
Микротвердость с поверхности металлизационных покрытий измеряли согласно ГОСТ 9450 на микротвердомере Leica VMHT AUTO при нагрузке 100 г, индентором служила алмазная пирамида с углом между противоположными гранями 136°.
Жаростойкость образцов покрытий определяли согласно ГОСТ 9.312 как величину, обратную приросту массы в результате выдержки в течение 100 часов при температуре 700°С.
Износостойкость определяли для образцов покрытий с размерами 10×10 мм путем совершения возвратно-поступательных движений по шлифовальной бумаге 14А по ГОСТ 6456 на основе электрокорунда. Путь трения образца за одно испытание при скорости движения 0,158 м/с устанавливался равным 60 м, нормальная удельная нагрузка на образец - равной 1 МПа, величина поперечного смещения шлифовальной бумаги на один двойной ход образца - равной 0,0012 м. Износостойкость образцов покрытий определяли как величину, обратную потере массы по результатам трех испытаний.
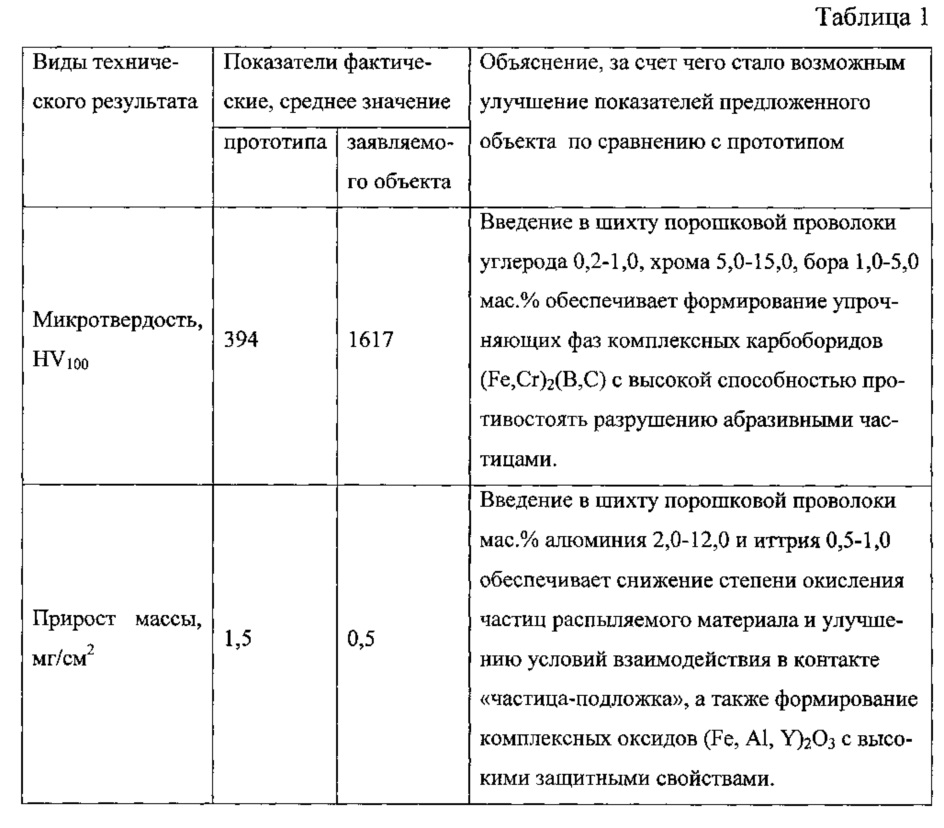
Техническим результатом является повышение микротвердости и жаростойкости покрытий, получаемых при дуговой металлизации из разработанной проволоки по сравнению с покрытиями, получаемыми из проволоки-прототипа в 4 и 3 раза соответственно.
Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом показано в Таблице 1.
Для условий изнашивания с преимущественным разрушением поверхностного слоя под действием твердых абразивных частиц материалы с высокой твердостью отличаются также и высокой износостойкостью [12].
Авторами изобретения установлено, что для покрытий с высокой микротвердостью, получаемых при дуговой металлизации из разработанной порошковой проволоки, износостойкость на порядок выше, чем у низкоуглеродистых сталей. Так, потеря массы для стали Ст3 по результатам испытаний составляет 1,00 г, а для покрытия - 0,16 г.
Литература
1. CN 102703849 A Cored wire for preparing FeCrB coating through electric arc spraying and coating preparation method.
2. Wielage В., Pokhmurska H., Student M., Gvozdeckii V., Stupnyckyj Т., Pokhmurskii V. Iron-based coatings arc-sprayed with cored wires for applications at elevated temperatures. Surface Coatings Technology, 2013, 220, pp. 27-35.
3. CN 103233195 A Powder-core wire for preparing iron-base corrosion-resistant coating by arc spraying and preparation method of coating.
4. Крагельский, И.В. Трение и износ. - М.: Машгиз, 1962. - 383 с.
5. Коробов Ю.С., Невежин С.В., Верхорубов B.C., Ример Г.А., Кашфуллин A.M. Исследование влияния технологических параметров дуговой металлизации на адгезионную прочность покрытий. Сварка и диагностика, 2015, №1, с. 24-26.
6. Рысс М.А. Производство ферросплавов. - М.: Металлургия, 1985. - 344 с.
7. Кулик А.Я., Борисов Ю.С. Газотермическое напыление композиционных порошков. - Л.: Машиностроение, 1985. - 199 с.
8. Невежин С.В. Совершенствование состава проволок для дуговой металлизации жаростойких покрытий на основе нейросетевого моделирования. Автореф. дис. канд. тех. наук. - Екатеринбург, 2014. - 24 с.
9. Коробов Ю.С., Невежин С.В., Верхорубов B.C., Ример Г.А. Разработка порошковых проволок для дуговой металлизации жаростойких покрытий на основе нейросетевого моделирования. Сварка и диагностика, 2014, №5, с. 18-23.
10. Похмурский В.И., Студент М.М., Довгунык В.М., Сидорак И.И. Порошковые проволоки систем FeCrB+Al и FeCr+Al+C для электродуговой металлизации. Автоматическая сварка, 2002, №3, с. 32-35.
11. Не D.Y., Jiang J.M., Sha P., Li X.Y., Shi Y.W. Effect of Rare Earth Elements on the Wear Resistance of Iron-Based Thermal Sprayed Coatings. ITSC 2004. ASM International. 2004. pp. 1463-1466.
12. Тененбаум M.M. Износостойкость конструкционных материалов и деталей машин при абразивном изнашивании. - М.: Машиностроение, 1966. - 322 с.
Комплекс для испытания алгоритмов управления электроэнергетической системой
Способ определения уравновешенности и оптимального положения противовеса штанговой глубинно-насосной установки
Способ выплавки многокомпонентной латуни
Устройство для производства воды из воздуха
Способ токарной обработки
Проволока для сварки среднеуглеродистых среднелегированных броневых сталей
Инструментальный материал на основе карбидов
Способ контроля температуры монолитного бетона в перекрытии при его выдерживании и устройство для его осуществления
Способ контроля геометрических параметров резьбы
Способ извлечения урана из подземной урансодержащей воды
Установка для испытаний на кавитационную эрозию

