Результат интеллектуальной деятельности: СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ
Вид РИД
Изобретение
Изобретение относится к производству труб и может быть использовано для герметизации резьбовых соединений труб, в том числе используемых при строительстве нефтяных, газовых и газоконденсатных скважин, а также при формировании трубных колонн и трубопроводов.
Конструктивные и технологические зазоры в резьбовых соединениях обсадных труб под воздействием избыточного внутреннего или наружного давления приводят к нарушению герметичности соединений и проницаемости их для среды. Для снижения проницаемости применяют различные заполнители конструктивных и технологических зазоров. Заполнители одновременно выполняют функцию смазок, предупреждающих заедание трущихся поверхностей при свинчивании резьбовых соединений.
Известный способ герметизации резьбовых соединений - применение фторопластовых уплотнительных материалов в качестве понизителя трения (см. заявки на изобретения РФ №93010518 от 25.11.95 г. и №93041784 от 20.09.96 г.). В первом случае процедура уплотнения заключается в обинтовывании охватываемого элемента по резьбовой поверхности с обтяжкой витков по профилю резьбы. Во втором случае в качестве понизителя трения используют мелкодисперсный фторопластовый материал (на основе политетрафторэтилена).
Наиболее близким решением к предлагаемому способу можно считать способ герметизации резьбовых соединений труб по патенту РФ №2543107 от 27.02.2015. Способ включает подготовку поверхности резьбового соединения для создания пористого адгезионного коррозионностойкого слоя на металле, нанесение поверх пористого коррозионностойкого слоя полимерного покрытия с добавлением гамма-аминосилана в количестве 1-15% к массовой доле сухого остатка полимера и заполнение резьбового пространства герметизирующим материалом на основе композиции графита и сополимера тетрафторэтилена (ТФЭ) с гексафторпропиленом (ГФП) в следующем составе, мас.ч.:
|
Данное покрытие выполняет роль связующего слоя между металлической поверхностью изделия и герметизирующим материалом.
За счет использования герметизирующего материала предлагаемого состава удалось упростить процедуру подготовки поверхности резьбового соединения и повысить качество герметизации за счет увеличения количество свинчиваний до 20 и более раз и уплотнения резьбовых соединений, что обеспечило снижение трудоемкости герметизации и монтажа.
Однако, как показали длительные испытания, покрытия по патенту РФ №2543107 склонны при низких температурах и высокой влажности к образованию подпленочной коррозии и самоотслаиванию, особенно в условиях хранения.
Техническим результатом предлагаемого решения является повышения надежности и стабильной работы покрытий резьбовых соединений труб.
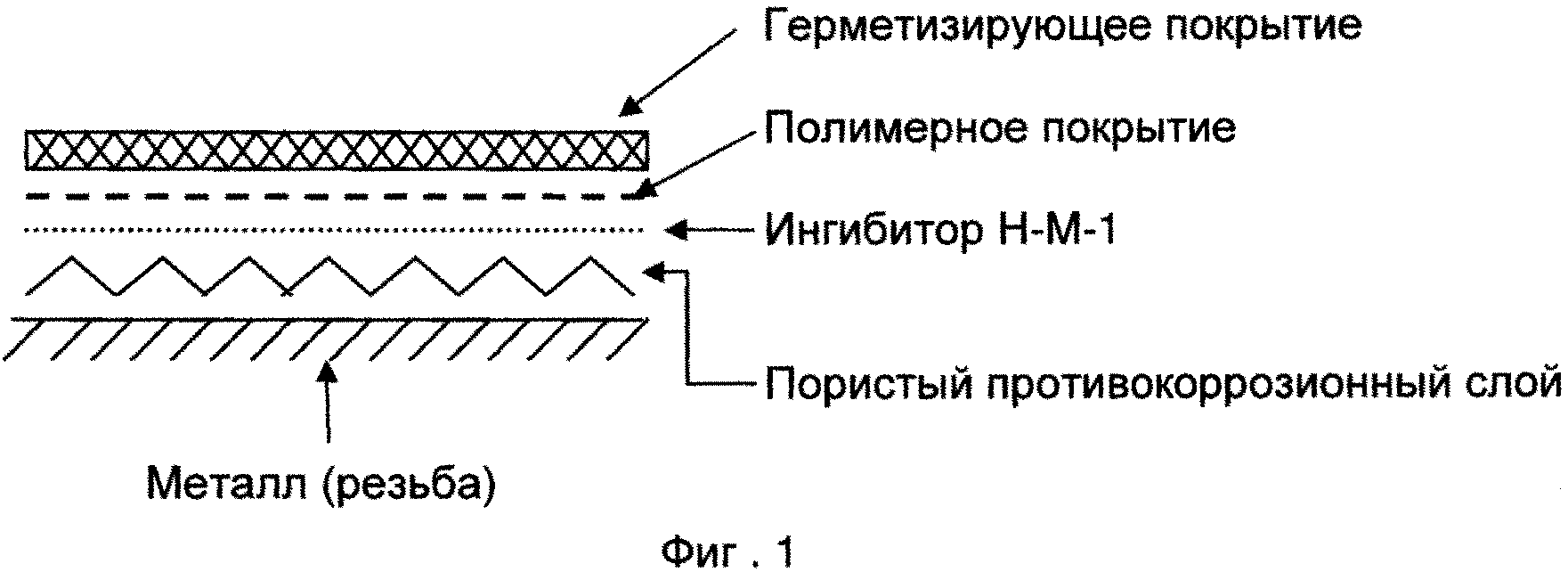
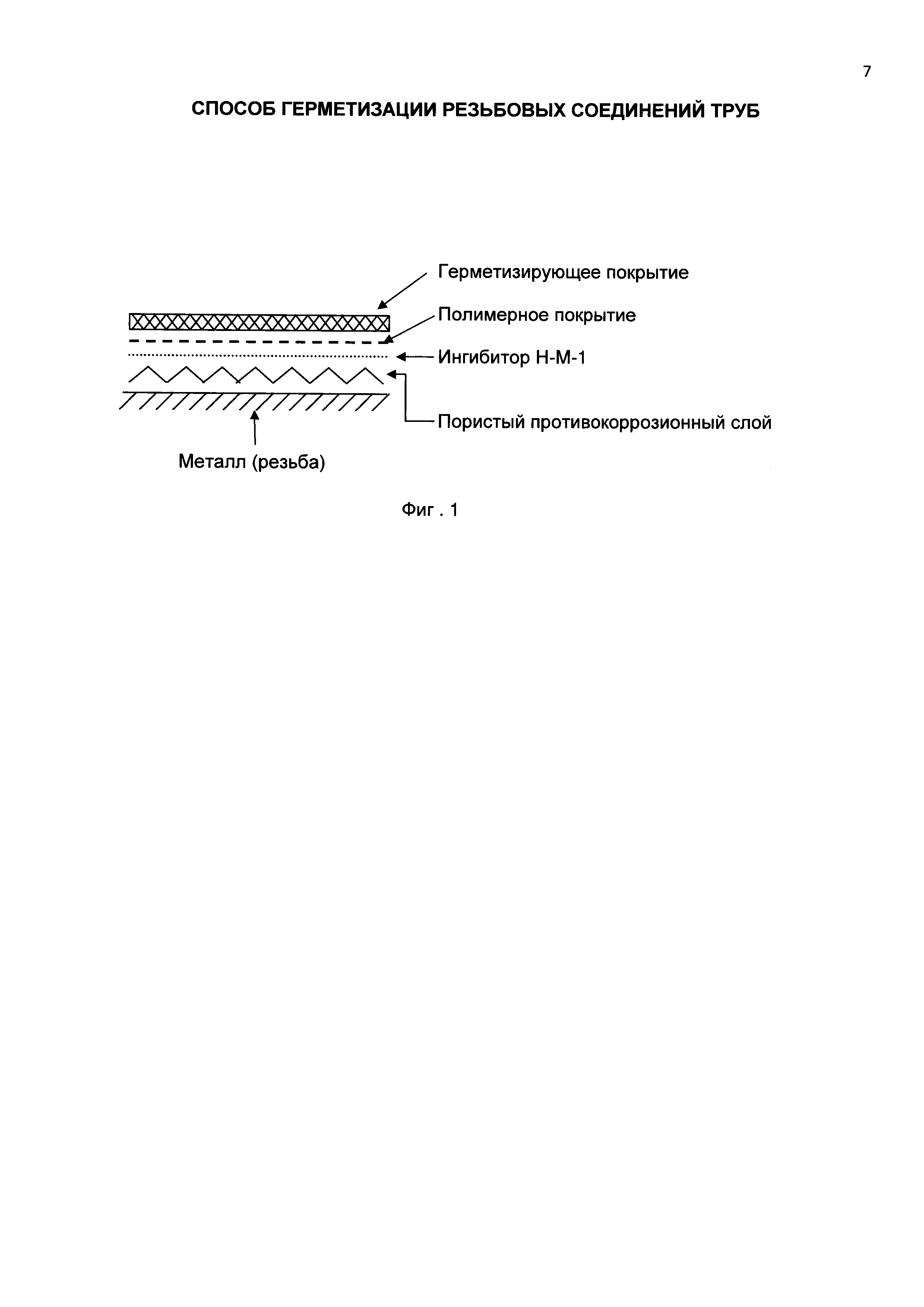
Для достижения заявленного результата в способе герметизации резьбовых соединений труб, включающем подготовку поверхности резьбового соединения для создания пористого адгезионного коррозионностойкого слоя на металле, нанесение полимерного покрытия с добавлением гамма-аминосилана и заполнение резьбового пространства герметизирующим материалом на основе композиции графита и сополимера тетрафторэтилена (ТФЭ) с гексафторпропиленом (ГФП), перед нанесением на резьбовую поверхность полимерного покрытия наносят ингибитор коррозии, пленка которого не дает возникнуть подпленочным коррозионным процессам при последующих операциях.
В качестве ингибитора коррозии могут быть использованы, в частности, 3%-ный водный раствор Н-М-1, АКВАКОР-5115 или Винилтриэтоксисилан.
За счет использования герметизирующего материала предлагаемого состава удалось повысить качество герметизации и уплотнения резьбовых соединений, что обеспечило повышение надежности и стабильной работы покрытий резьбовых соединений труб.
Способ осуществляется следующим образом (см. фиг. 1).
Поверхность деталей перед напылением обезжиривают в растворе кальцинированной соды или других растворах щелочного обезжиривания типа КМ-1, КМ-2.
После химического обезжиривания проводят подготовку поверхности резьбового соединения для создания пористого коррозионностойкого слоя на поверхности изделия. Подготовка осуществляют стандартными способами, например фосфатированием поверхности, термодиффузионным цинкованием, химическим оксидированием и т.д.
Затем на поверхность наносят ингибитор коррозии, в частности Н-М-1, или АКВАКОР-5115, или Винилтриэтоксисилан, для недопущения возникновения коррозионного подпленочного процесса.
После чего на поверхность наносят распылением полимерный грунт с добавкой гамма-аминосилана в количестве 1-15% к массовой доле сухого остатка полимера. Такой грунт образует за счет хемосорбционного взаимодействия прочную адгезионную связь между пористым коррозионностойким и ингибированным слоем металла и последующим герметизирующим слоем покрытия материала. После нанесения полимерного грунта с ингибитором производят напыление герметизирующего материала, в частности следующего состава:
|
Предлагаемая композиция и герметизирующее покрытие могут быть получены следующим образом.
В просеянный на сито 025 (размер ячеек 250×250 мкм) порошок сополимера ТФЭ-ГФП вводят наполнитель (графит или др.) и тщательно перемешивают на смесителе типа Хеншель с числом оборотов 2000-3000 об/мин.
Сополимер ТФЭ-ГФП и наполнители (графит, нитрид бора, тальк) выпускаются в промышленном масштабе.
Приготовленную композицию загружают в бункер установки напыления в электростатическом поле типа УЭНП или любого другого типа, в которой обеспечивается зарядка порошка композиции и его транспортировка в электростатическом поле высокого напряжения (Uраб.=15-100 кВ, Iраб.=50-100 мКа). Заряженные частицы композиции осаждаются на заземленной детали (внутренней поверхности резьбового соединения) плотным слоем, после чего деталь помещают в электропечь, где при 320-380°С происходит оплавление порошковой композиции с образованием блестящего покрытия (черного или белого цвета, в зависимости от применяемого наполнителя), прочно соединенного с пористым слоем металла, грунтом и герметизирующим покрытием, что обеспечивает надежность герметизации соединения.
Таким образом, в полевых условиях не нужно производить никаких дополнительных операций по герметизации, так как они уже были сделаны в производственных условиях на автоматизированном оборудовании. Трубы можно собирать в полевых условиях, при любых температурных режимах.
При свинчивании резьбовых соединений труб герметизирующее покрытие сохраняется и может быть использовано многократно - более 30 раз.
Предлагаемый способ существенно повышает качество герметизации и упрощает операции по его осуществлению,
Способ герметизации резьбовых соединений труб
Смазка для герметизации резьбовых соединений
Грунт-эмаль для покрытия металлических изделий
Способ герметизации резьбовых соединений труб
Смазка для герметизации резьбовых соединений
Грунт-эмаль для покрытия металлических изделий

