Результат интеллектуальной деятельности: ВОЛОКНИСТАЯ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННАЯ ЗАГОТОВКА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ВЫПОЛНЕННАЯ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА И ИМЕЮЩАЯ ВСТРОЕННУЮ ПЛАТФОРМУ, И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Нaстоящее изобретение относится к выполнению волокнистой предварительно отформованной заготовки лопатки, снабженной, по меньшей мере, одной платформой, в частности, для изготовления из композитного материала лопатки турбомашины.
Ранее выдвигались предложения выполнения лопатки из композитного материала для турбомашин. Можно, например, обратиться к документу EP 1526285, в котором приводится описание изготовления лопатки вентилятора путем выполнения волокнистой предварительно отформованной заготовки посредством трехмерного тканья и уплотнения предварительно отформованной заготовки посредством органической матрицы.
Кроме того, вентилятор турбомашины содержит платформы, которые размещены между лопатками для ограничения, с внутренней стороны, кольцевой тракт подвода воздуха в вентилятор; причем данный тракт ограничен, с внешней стороны, корпусом. Эти платформы могут быть вставлены отдельно или встроены непосредственно в основание лопаток вентилятора, между стойкой, продолжающую ножку лопатки и пера лопатки. Изобретение в особенности затрагивает лопатки, принадлежащие к данной второй категории, т.е. со встроенной (встроенными) платформой (платформами).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, желательно иметь лопатки турбомашины со встроенной (встроенными) платформой (платформами), выполненной (выполненными), в частности, из композитного материала, но не ограничиваясь композитным материалом с органической матрицей (CMO).
В связи с этим, согласно изобретению, предлагается способ выполнения волокнистой предварительно отформованной заготовки для изготовления лопатки турбомашины из композитного материала; причем лопатка имеет перо, проходящее в продольном направлении и содержащее две противоположные боковые стороны и, по меньшей мере, одну платформу, проходящую от одной боковой стороны; причем способ включает в себя:
- выполнение путем трехмерного тканья волокнистой заготовки в виде единой детали с множеством слоев продольных нитей, проходящих в направлении, соответствующем продольному направлению изготавливаемой лопатки, и соединенных между собой нитями множества слоев поперечных нитей, и
- формообразование волокнистой заготовки для получения волокнистой предварительно отформованной заготовки в виде единой детали, имеющей первую часть, образующую предварительно отформованную заготовку пера, и, по меньшей мере, одну вторую часть, образующую предварительно отформованную заготовку платформы;
- в процессе тканья волокнистой заготовки нити первой группы продольных нитей выходят из волокнистой заготовки со стороны, по меньшей мере, одной из боковых сторон волокнистой заготовки для образования части заготовки, соответствующей предварительно отформованной заготовке платформы лопатки, а нити второй группы продольных нитей вводят в волокнистую заготовку с взаимным перекрещиванием между нитями первой группы и нитями второй группы.
Осуществляя в процессе тканья перекрещивание между нитями, выходящими из волокнистой заготовки, и нитями, вводимыми в нее, представляется возможным получить волокнистую предварительно отформованную заготовку в виде единой детали путем трехмерного тканья с частью, образующей предварительно отформованную заготовку пера, и другой частью, образующей предварительно отформованную заготовку платформы, поддерживая при этом постоянный уровень волокон в волокнистой заготовке, несмотря на выход нитей первой группы.
Также обеспечивается непрерывность волокон между частью предварительно отформованной заготовки, образующей перо, и частью, образующей платформу, что позволяет придать лопатке со встроенной платформой необходимые механические свойства.
Согласно одной особенности способа, перекрещивание между нитями первой группы и нитями второй группы осуществляют рядом с соединением между частью заготовки, соответствующей предварительно отформованной заготовке платформы лопатки и частью заготовки, соответствующей предварительно отформованной заготовке пера.
Предпочтительно, нити второй группы нитей, которые вставлены в волокнистую заготовку, происходят из слоев продольных нитей, которые ранее вышли из волокнистой заготовки, для получения уменьшения толщины заготовки по всей ее ширине. Слои нитей в действительности могут выходить из заготовки с учетом уменьшения толщины профиля пера (от ножки к вершине лопатки). Их использование для выполнения платформы лопатки, таким образом, является предпочтительным, поскольку оно позволяет избежать их непроизводительного расхода.
В этом случае формообразование волокнистой заготовки включает в себя, предпочтительно, отрезание участка нитей второй группы нитей, расположенного между зонами выхода и введения в волокнистую заготовку. Кроме того, по меньшей мере, некоторые из нитей второй группы нитей могут выходить из волокнистой заготовки сзади их зоны введения в упомянутую волокнистую заготовку для получения уменьшения толщины заготовки по ее ширине сзади части заготовки, соответствующей предварительно отформованной заготовке платформы лопатки.
Когда профиль пера лопатки не содержит уменьшения по ее толщине между ножкой и вершиной лопатки или когда такое уменьшение толщины не позволяет располагать достаточным количеством нитей для образования платформы лопатки, то, по меньшей мере, некоторые из нитей второй группы нитей, которые введены в волокнистую заготовку, могут быть получены из добавленных слоев продольных нитей.
Согласно другой отличительной особенности способа, выход или введение нитей в волокнистую заготовку выполняют для каждой из боковых сторон волокнистой заготовки для образования части заготовки, соответствующей двум предварительно отформованным заготовкам платформы лопатки. В этом случае лопатка, которая будет изготовлена, будет содержать две платформы с каждой стороны (корытце и спинка).
Также согласно другой отличительной особенности способа, формообразование волокнистой заготовки содержит отрезание части заготовки, соответствующей предварительно отформованной заготовке платформы лопатки, до необходимых размеров, и развертывание данной части заготовки в направлении, по существу ортогональном к ее боковой стороне.
Продольные нити, проходящие в направлении, соответствующем продольному направлению изготавливаемой лопатки, могут быть нитями основы. В качестве альтернативного варианта, продольные нити, проходящие в направлении, соответствующем продольному направлению изготавливаемой лопатки, могут быть нитями утка.
Объектом изобретения также является волокнистая предварительно отформованная заготовка лопатки турбомашины, содержащая перо, проходящее в продольном направлении и содержащее две противоположные боковые стороны и, по меньшей мере, одну платформу, проходящую от одной боковой стороны; причем предварительно отформованная заготовка содержит волокнистую заготовку, сотканную в виде единой детали посредством трехмерного тканья с множеством слоев продольных нитей, проходящих в направлении, соответствующем продольному направлению изготавливаемой лопатки и соединенных между собой нитями множества слоев поперечных нитей, и в которой, согласно изобретению, нити первой группы продольных нитей выходят из волокнистой заготовки со стороны, по меньшей мере, одной из боковых сторон волокнистой заготовки для образования части заготовки, соответствующей предварительно отформованной заготовке платформы лопатки, а нити второй группы продольных нитей введены в волокнистую заготовку с взаимным перекрещиванием между нитями первой группы и нитями второй группы.
Объектом изобретения также является лопатка вентилятора турбомашины, выполненная из композитного материала, которая содержит волокнистую предварительно отформованную заготовку, определенную ранее, которая уплотнена посредством матрицы. Объектом изобретения, кроме того, является вентилятор турбомашины, содержащий, по меньшей мере, одну такую лопатку.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖА
Другие отличительные особенности и преимущества настоящего изобретения станут видны из нижеследующего описания со ссылкой на прилагаемые фигуры чертежа, на которых изображены примеры осуществления, не имеющие ограничительного характера. На фигурах чертежа:
- Фиг. 1 представляет собой вид в перспективе лопатки вентилятора турбомашины с двумя встроенными платформами лопатки;
- Фиг. 2 очень схематически изображает расположение слоев нитей в волокнистой заготовке, выполненной посредством трехмерного тканья и предназначенной для выполнения лопатки вентилятора, представленной на фиг. 1;
- Фиг. 3 представляет собой схематический вид плоскости основы, изображающий способ тканья волокнистой заготовки, представленной на фиг. 2;
- Фиг. 4 представляет собой схематический вид плоскости основы, изображающий другой способ тканья для выполнения волокнистой заготовки согласно варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение применимо для изготовления любой лопатки турбомашины с встроенной (встроенными) платформой лопатки (платформами лопатки) из композитного материала, в частности, но не ограничиваясь, к лопаткам вентилятора, которые изображены на фиг. 1.
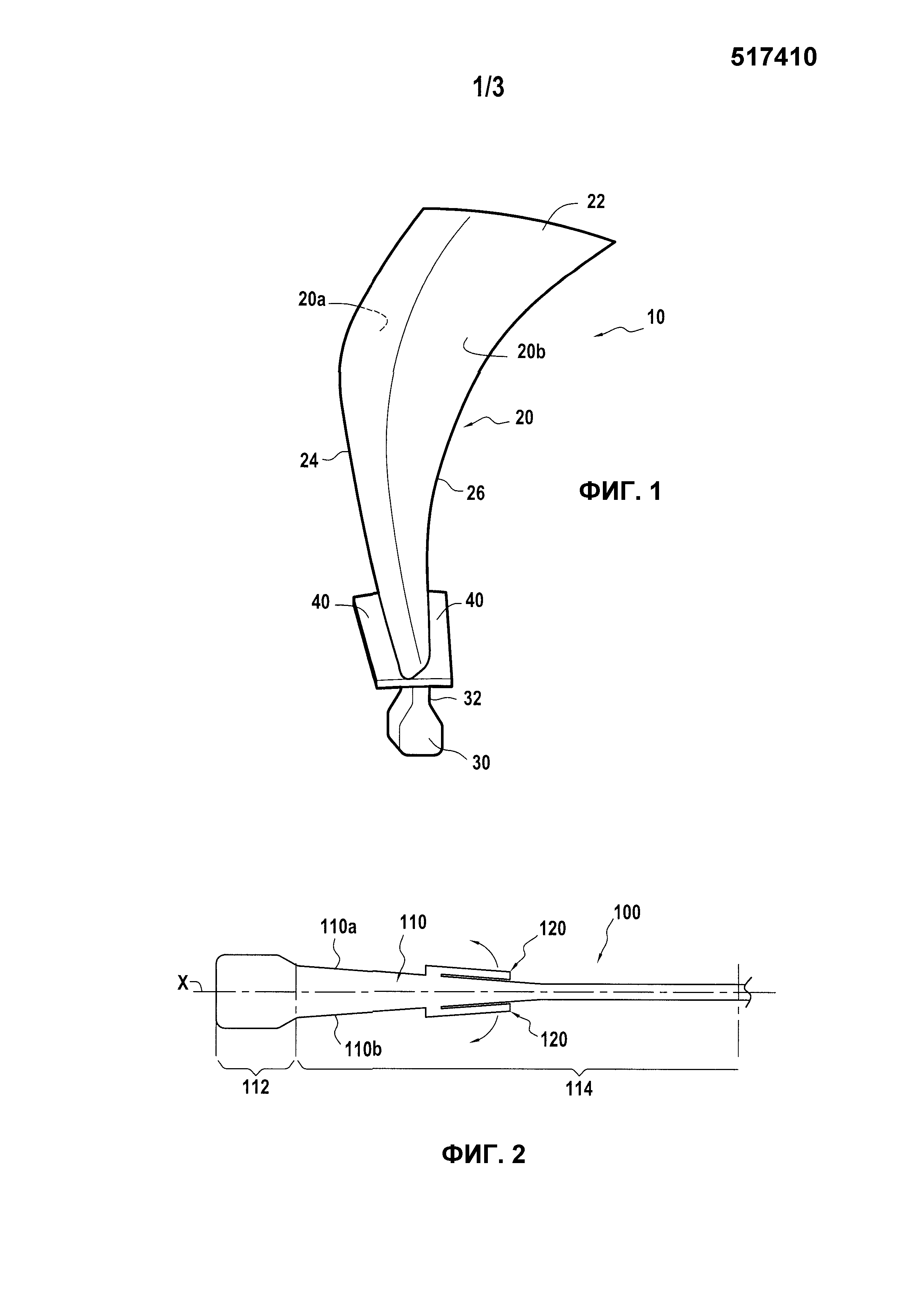
Лопатка 10, представленная на фиг. 1, содержит, как это хорошо известно, перо 20, ножку 30, которая образована частью, имеющей большую толщину, например, с сечением в форме каплевидного утолщения, продолжением которого является стойка 32 и две платформы лопатки 40, расположенные между стойкой 32 и пером 20.
Перо 20 проходит в продольном направлении между платформами 40 и вершиной лопатки 22 и имеет в поперечном сечении изогнутый профиль, толщина которого меняется между ее двумя противоположными боковыми кромками (а именно ее передней кромкой 24 и ее задней кромкой 26).
Своим внутренним радиальным концом перо 20 соединено с платформами 40 на внешней стороне последних, которые ограничивают внутри кольцевой тракт подвода воздуха в вентилятор; причем данный тракт ограничен с внешней стороны корпусом (не изображен).
В примере, представленном на фиг. 1, лопатка 10 также содержит две платформы лопатки 40, которые проходят от боковых сторон (сторона 20a корытца и сторона 20b спинки) пера 20. Безусловно, изобретение также применимо к лопаткам, которые содержат только одну платформу лопатки (которая проходила бы, например, от стороны спинки пера; причем та, что касается сторона корытца, лишена платформы).
На фиг. 2 изображено расположение слоев нитей в волокнистой заготовке 100, выполненной посредством трехмерного тканья, которая предназначена для выполнения лопатки вентилятора, представленной на фиг. 1.
Волокнистая заготовка 100 содержит центральную часть 110, образующую предварительно отформованную заготовку пера и ножки, и две боковые части 120, предназначенные для образования, после формообразования, предварительно отформованных заготовок платформы. Эти части 110 и 120 заготовки проходят, как правило, в направлении X, соответствующем продольному направлению осуществляемой лопатки. На данной фигуре изображены только оболочки этих двух частей.
Центральная часть 110 содержит две противоположные боковые стороны 110a, 110b, от которых проходят две боковые части 120. В случае выполнения лопатки вентилятора с одной платформой будет изображена только одна из этих боковых частей.
Центральная часть 110 содержит в своей части 112, предназначенной для образования предварительно отформованной заготовки ножки лопатки, утолщение (между боковыми сторонами 110a, 110b), определяемое в зависимости от толщины ножки осуществляемой лопатки. В своей части 114, предназначенной для образования предварительно отформованной заготовки пера, центральная часть 110 имеет переменную толщину, определяемую в зависимости от толщины профиля пера осуществляемой лопатки.
Вкратце, волокнистая предварительно отформованная заготовка, имеющая форму, близко похожую на форму изготавливаемой лопатки вентилятора, может быть получена из такой волокнистой заготовки 100 следующим образом. После контроля качества осуществляется отрезание волокнистой заготовки 100 плашмя для того, чтобы были устранены все излишние длины переплетения, а деталь имела размеры пресс-формы для литья под давлением. Этот этап отрезания относится, в частности, к части 112 заготовки, предназначенной для образования предварительно отформованной заготовки ножки; причем центральная часть 110, образующая предварительно отформованную заготовку пера на уровне ее передней кромки, ее задней кромки и ее вершины и конца боковых частей 120, предназначенных для образования предварительно отформованных заготовок платформ лопатки.
После осуществления отрезания осуществляют формообразование заготовки, располагая ее плашмя и приподнимая одну из ее боковых частей для ее расположения под углом 90° относительно соответствующей боковой стороны центральной части. Данное положение фиксируется, и предварительно отформованная заготовка поворачивается. Центральная часть заготовки затем деформируется для воспроизведения изогнутого профиля лопатки. Затем другая боковая часть раскрывается под углом 90° относительно соответствующей боковой стороны центральной части. Таким образом, получают волокнистую предварительно отформованную заготовку в виде единой детали с частью, образующей предварительно отформованную заготовку пера и ножки лопатки, и двумя частями, образующими предварительно отформованную заготовки платформы. Полученная таким образом волокнистая предварительно отформованная заготовка затем высушивается и размещается в пресс-форме для литья под давлением.
Размещение матрицы в волокнистой предварительно отформованной заготовке осуществляется путем удерживания предварительно отформованной заготовки в пресс-форме, по меньшей мере, до затвердевания (или консолидации) предварительно отформованной заготовки. Свойства матрицы подбираются в зависимости от предполагаемого применения, например, органическая матрица, получаемая, в частности, из смолы как исходного вещества полимерной матрицы, такой как эпоксидная смола, бисмалеимид или полиимид, или углеродная матрица, или керамическая матрица. В случае органической матрицы волокнистая предварительно отформованная заготовка пропитывается составом, содержащим смолу как исходное вещество матрицы, перед приданием определенной формы в оснастке или после придания определенной формы; причем пропитка в данном последнем случае осуществляется, например, путем инфузии или процесса типа RTM (Resin Transfer Moulding - трансферное формование). В случае углеродной или керамической матрицы уплотнение будет осуществлено путем химической инфильтрации в газовой фазе или путем CVI (Chemical Vapor Infiltration - химическая инфильтрация из паровой фазы), или путем пропитки жидким составом, содержащим смолу как исходное вещество углерода или керамики, и термической обработки пиролиза или спекания исходного вещества, причем эти способы хорошо известны.
Далее более детально будут описаны способы трехмерного тканья волокнистой заготовки 100.
Предполагается, что тканье осуществляется посредством нитей основы, которые проходят в продольном направлении X заготовки; причем было отмечено, что тканье посредством нитей утка в этом направлении также возможно.
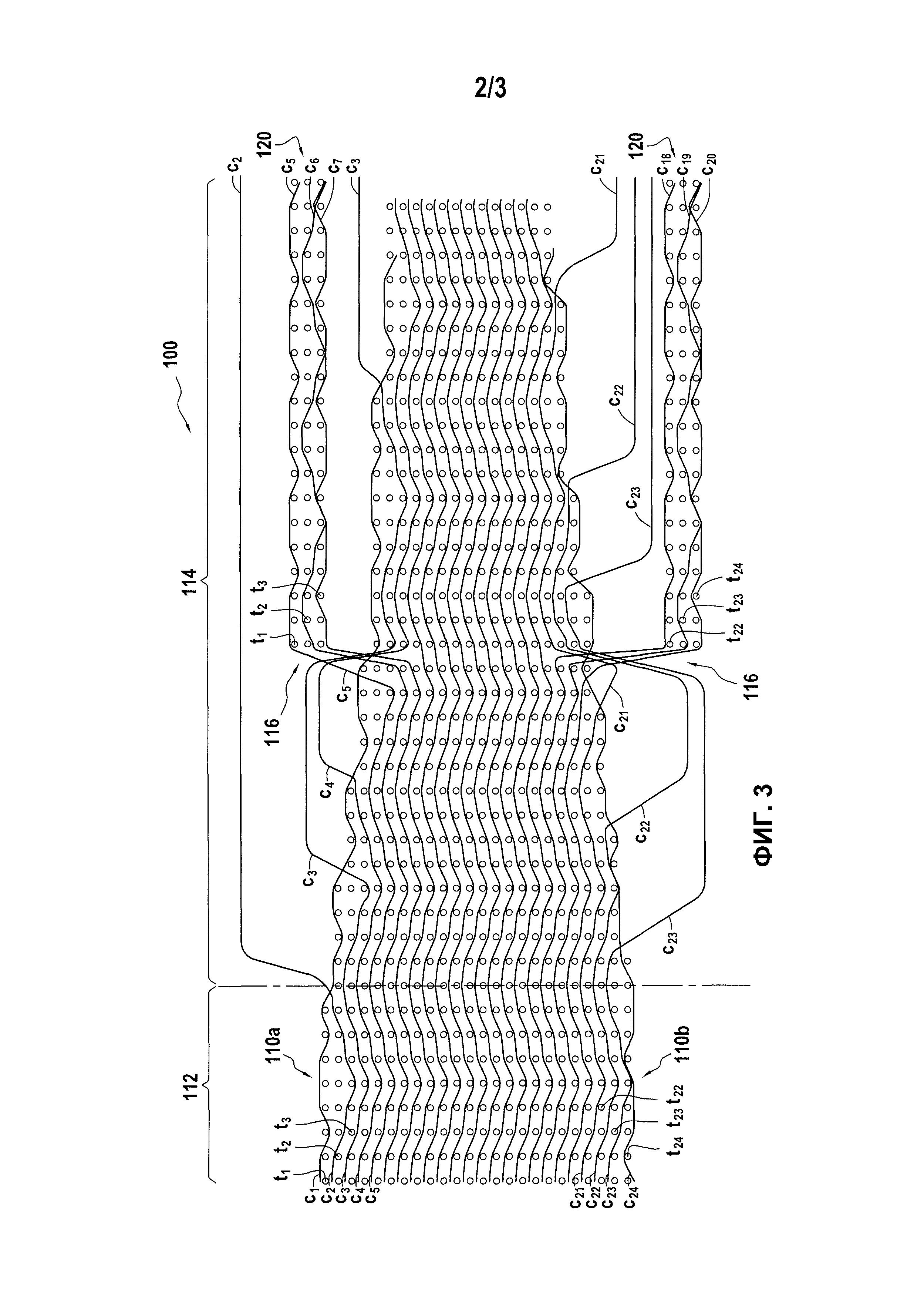
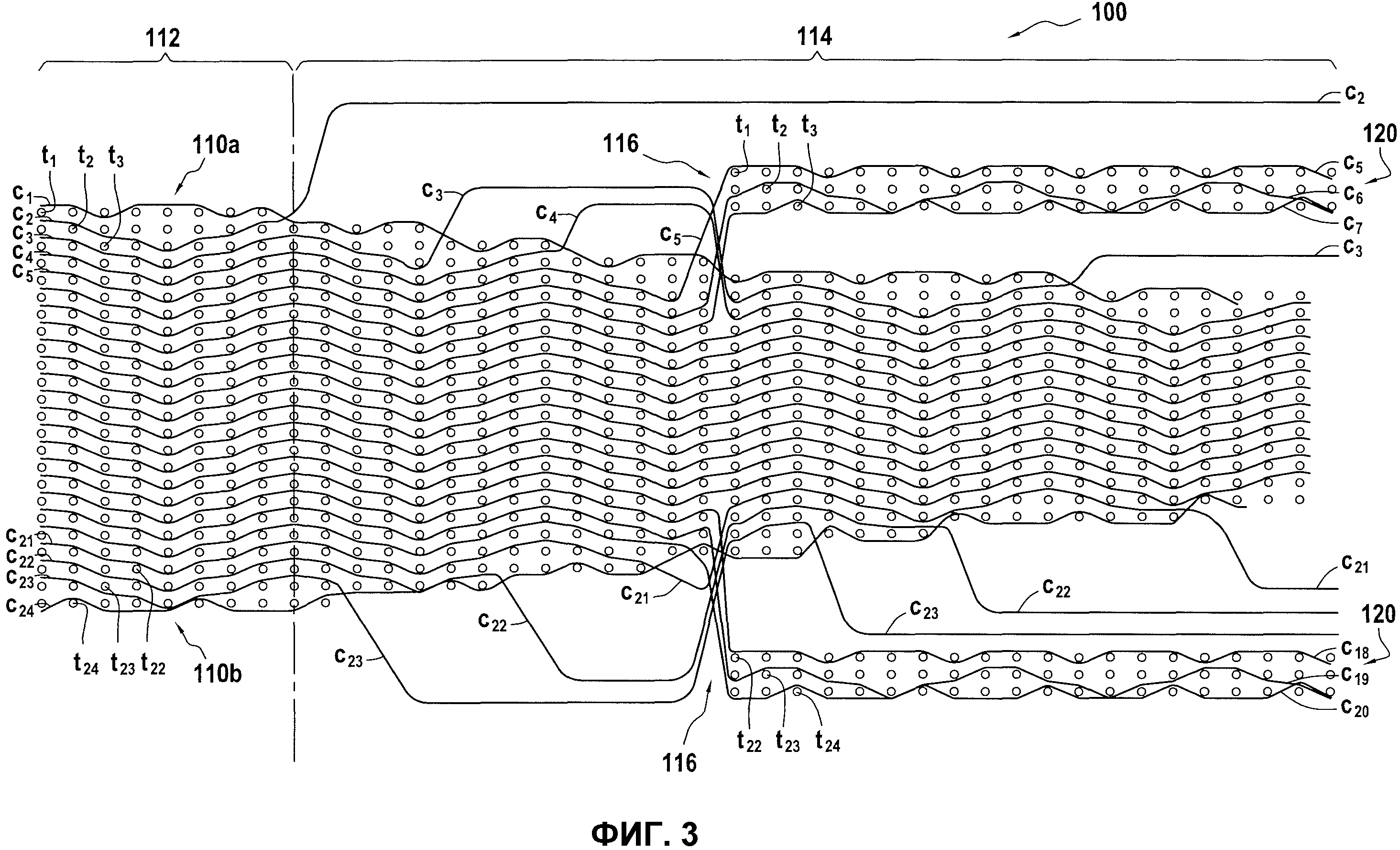
На фиг. 3 изображена плоскость основы волокнистой заготовки 100, выполненной трехмерным тканьем, которая предназначена для выполнения волокнистой предварительно отформованной заготовки, представленной на фиг. 2. Под плоскостью основы волокнистой заготовки в данном случае понимается плоскость, перпендикулярная нитям утка, которая содержит столбец нитей основы (на данной фиг. 3 сплошные линии изображают нити основы).
На уровне своей части 112, предназначенной для образования предварительно отформованной заготовки ножки, волокнистая заготовка содержит между своими противоположными боковыми сторонами 110a, 110b, например, 24 слоя нитей основы c1-c24 и такое же количество слоев нитей t1-t24 утка. В этой части 112 оболочка тканья относится к типу двойного ластика с переплетением типа атласного переплетения для нитей основы с1 и с24 в частях, смежных с противоположными боковыми сторонами 110a, 110b. Известно трехмерное тканье волокнистой структуры с оболочкой типа двойного ластика с сердечником и лист оболочки 2D или 3D типа атласного переплетения. Можно будет обратиться к документу WO 2006/136755.
На уровне части 114, предназначенной для образования предварительно отформованной заготовки пера, толщина волокнистой заготовки между ее боковыми сторонами 110a, 110b является переменной. Также для учета данного утончения профиля изготавливаемой лопатки постепенно убираются слои нитей утка и столько же слоев нитей утка волокнистой заготовки. Согласно примеру, представленному на фиг. 3, речь идет о нитях c2, c3 и c4 основы, которые последовательно выведены со стороны боковой стороны 110a, и о нитях с23, с22 и с21 основы, которые последовательно выведены из противоположной стороны боковой стороны 110b. Данное действие, заключающееся в выводе нитей во время тканья волокнистой заготовки, известно специалистам. Можно будет обратиться к документу EP 1528285.
На уровне зоны 116 части 114 волокнистой заготовки сотканы боковые части 120, предназначенные для образования предварительно отформованных заготовок платформы. С этой целью слои нитей основы убраны из волокнистой заготовки со стороны каждой боковой стороны и сотканы с некоторыми слоями нитей утка. В примере, представленном на фиг. 3, речь идет, таким образом, о соседних нитях с5-с7 основы, которые убраны со стороны боковой стороны 110a и сотканы с нитями t1-t3 утка для образования одной из боковых частей 120. Аналогично, соседние нити C18-C20 основы убраны со стороны другой боковой стороны 110b и сотканы с нитями t22-t24 утка для образования другой из боковых частей 120. Расцепления выполнены между слоями нитей основы, образующих части 120, и слоями нитей утка части 114, предназначенной для образования предварительно отформованной заготовки пера.
Кроме того, для поддержания постоянного уровня волокон в волокнистой заготовке, несмотря на удаление этих нитей основы, предназначенных для образования боковых частей 120, по меньшей мере, некоторые из нитей основы, убранных из волокнистой заготовки с учетом уменьшения толщины профиля лопатки, вновь вводятся в часть 114 волокнистой заготовки на уровне зоны 116 (в данном случае нити с3 и с4 основы - со стороны боковой стороны 110a и с21, с22 и с23 - со стороны боковой стороны 110b). Таким образом, данные нити основы перекрещиваются с нитями с5-с7 основы (со стороны боковой стороны 110a) и с18-с20 (со стороны боковой стороны 110b), предпочтительно, на уровне соединений части 114, соответствующей предварительно отформованной заготовке пера, с боковыми частями 120, соответствующими предварительно отформованным заготовкам платформы.
Таким образом, нити с3 и с4 основы со стороны боковой стороны 110a и нити с21, с22 и с23 со стороны боковой стороны 110b остаются плавающими (т.е. они остаются на поверхности волокнистой заготовки без переплетения с нитями утка) между их зоной выхода из части 114 волокнистой заготовки и их зоной 116 повторного введения в нее. Если уменьшение толщины профиля пера требует этого, то, по меньшей мере, некоторые из этих нитей основы могут быть вновь выведены из дальше сзади части 114 волокнистой заготовки. В примере, представленном на фиг. 3, это относится к нитям с3, с21, с22 и с23 основы. В ходе последующего этапа формообразования волокнистой заготовки участок этих нитей с3, с21, с22 и с23 основы, расположенный между их зонами выхода и введения в волокнистую заготовку, отрезается.
На фиг. 3 изображен пример осуществления перекрещивания нитей основы, введенных обратно в часть 114 волокнистой заготовки на уровне зоны 116, с нитями основы, выходящими из нее для тканья боковых частей 120, предназначенных для образования предварительно отформованной заготовки платформы. Безусловно, могут быть использованы другие известные типы перекрещивания, в частности, для недопущения очень грубых перекрещиваний.
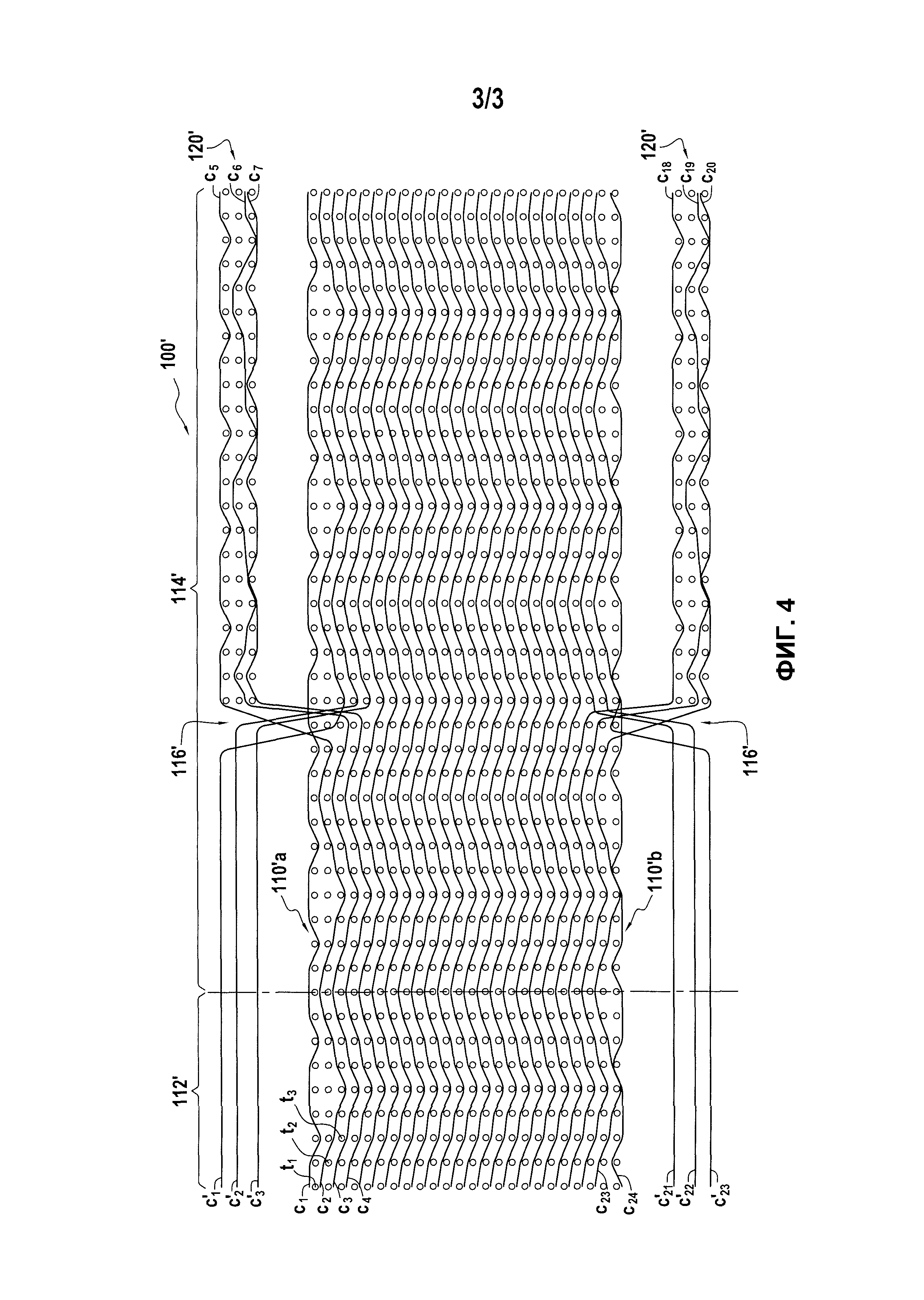
На фиг. 4 изображена плоскость основы волокнистой заготовки 100’, предназначенной для осуществления волокнистой предварительно отформованной заготовки лопатки вентилятора турбомашины и осуществленной согласно другому способу тканья.
Согласно этому другому примеру осуществления, профиль пера изготавливаемой лопатки не содержит уменьшения своей толщины, по меньшей мере, на нижней части пера лопатки, которая проходит за пределы платформ (толщина остается постоянной).
На уровне своей части 112’, предназначенной для образования предварительно отформованной заготовки ножки, волокнистая заготовка 100’ содержит, между своими противоположными боковыми сторонами 110’a, 110’b, 24 слоя нитей с1-с24 основы и столько же слоев нитей t1-t24 утка. В этой части 112’ оболочка тканья относится к типу двойного ластика с переплетением типа атласного плетения для нитей с1-с24 основы в частях, смежных с противоположными боковыми сторонами.
На уровне части 114’, предназначенной для образования предварительно отформованной заготовки пера, толщина волокнистой заготовки между ее боковыми сторонами 110’a, 110’b остается постоянной таким образом, что не осуществляется никакого выхода слоя нитей.
Как и для описанного ранее примера, на уровне зоны 116’ части 114’ волокнистой заготовки сотканы боковые части 120’, предназначенные для образования предварительно отформованной заготовки платформы. С этой целью согласно примеру, представленному на фиг.4, смежные нити с5-с7 основы убраны со стороны боковой стороны 110’a и сотканы с нитями t1-t3 утка для образования одной из боковых частей 120’. Аналогично, смежные нити С18-С20 основы убраны со стороны другой боковой стороны 110’b и сотканы с нитями t22-t24 утка для образования другой из боковых частей 120’.
Для поддержания постоянного уровня волокон в волокнистой заготовке, несмотря на удаление этих нитей утка, предназначенных для образования боковых частей 120’, дополнительные нити c’1-c’3 и c’21-c’23 основы введены в часть 114’ волокнистой заготовки на уровне зоны 116’. Таким образом, эти нити основы перекрещиваются с нитями c5-c7 основы (со стороны боковой стороны 110’a) и c18-c20 (со стороны боковой стороны 110’b), предпочтительно, на уровне соединений между частью 114’, соответствующей предварительно отформованной заготовке пера, и боковыми частями 120’, соответствующими предварительно отформованным заготовкам платформы.
Могут быть рассмотрены другие варианты тканья волокнистой заготовки согласно изобретению.
В частности, в том случае, когда изготавливаемая лопатка содержит только одну платформу, выход слоев нитей для тканья ее предварительно отформованной заготовки будет производиться только со стороны одной из боковых сторон волокнистой заготовки. Данное решение позволяет иметь преимущество в гибкости, если имеется лишь немного слоев нитей для тканья данной предварительно отформованной заготовки платформы.
Представляется также возможным осуществлять волокнистую предварительно отформованную заготовку, содержащую предварительно отформованные заготовки половины платформы, проходящей от их боковых сторон. В этом случае половины платформ лопатки, изготовленной из такой предварительно отформованной заготовки, не покрывают полностью пространство между двумя смежными лопатками, и представляется необходимым выполнять отдельно недостающие половины платформ. Их выполнение вместе с тем является относительно легким, поскольку их тканье не нуждается в учете кривизны пера лопатки.
Согласно альтернативному варианту тканья, представленному на фиг. 3, изменение толщины пера изготавливаемой лопатки может быть достигнуто путем использования нитей утка различных номеров. Данный альтернативный вариант позволяет избежать необходимости выхода слоев нитей волокнистой заготовки для их повторного ввода немного сзади.
Согласно другому альтернативному варианту тканья волокнистой заготовки имеется возможность разделять нити основы, образующие предварительно отформованные заготовки платформы, и их ткать в один ряд для облегчения их выхода из волокнистой заготовки с точной установкой места расположения платформ.
Машина для ткачества или намотки волокнистой структуры и обеспечение возможности обследования пороков посредством анализа изображений
Испытательный стенд эмс, включающий в себя испытываемое оборудование, предназначенное для установки на летательном аппарате
Покрытие из истираемого материала с низкой поверхностной шероховатостью
Газотурбинный двигатель, содержащий композитную деталь и металлическую деталь, связанные устройством упругого крепления
Способ и система коррекции цифровой модели
Устройство герметичного уплотнения для газотурбинного двигателя, содержащее средства смазки щеточного уплотнения
Устройство для создания избыточного давления в топливном баке ракетного двигателя
Капот турбинного двигателя, способный накрывать конус вентилятора
Цапфа для турбины высокого давления и турбореактивный двигатель, включающий в себя такую цапфу
Топливная система с многоканальными форсунками для газотурбинного двигателя и соответствующий способ регулирования
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

