Результат интеллектуальной деятельности: СПОСОБ ПРОГНОЗИРОВАНИЯ РАБОТОСПОСОБНОСТИ ИНСТРУМЕНТОВ, ОСНАЩЕННЫХ РЕЖУЩЕЙ КЕРАМИКОЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования или контроля работоспособности (прочности, износостойкости) керамических пластин режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов (авторское свидетельство СССР №268720, опубл. 01.01.1970 г.), заключающийся в том, что испытуемый материал помещают в переменное магнитное поле, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала.
Недостатками является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры, на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость, контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из составляющих материала - кобальтовой связке. Поэтому с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформационное состояние. При этом совершенно не учитываются другие свойства поверхности и объема инструментального материала, в том числе адгезионное состояние на границах фаз и в объеме компонентов материала инструмента. Вследствие рассмотренных причин, этот способ отличается низкой точностью при оценке износостойкости инструментальных материалов, круг которых ограничен присутствием в них кобальтовой связки.
Известен способ контроля режущих свойств партии твердосплавных инструментов (авторское свидетельство СССР №1651155, опубл. 23.05.1991 г.), заключающийся в том, что на инструмент воздействуют путем равномерно распределенного импульсного нагрева, затем регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности, а режущие свойства инструментов всей партии определяют, используя зависимость износостойкости инструмента от температуропроводности.
Недостатком способа является трудность точного определения скорости распространения тепла в материалах, в которых носителями тепла являются свободные электроны, что приводит в итоге к высокой стоимости регистрирующей аппаратуры и всей операции в целом. Вследствие этого данный способ контроля является малоперспективным для использования, как в лабораторных, так и в производственных условиях.
Известе способ прогнозирования износостойкости твердосплавных режущих инструментов (патент РФ №2251095, опубл. 27.04.2005 г.), согласно которому проводят эталонные испытания режущих пластин инструментов при близкой к оптимальной скорости резания. Проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость «исходный параметр - износостойкость», выполняют статистический контроль только величины исходного параметра для текущей партии режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов, и производят оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов.
Основным недостатком данного способа является высокая организационная сложность в его осуществлении, так как для реализации этого способа необходим радиоактивный источник, для которого необходимо иметь специальное помещение для его хранения, измерение соответствующих параметров и обработку полученных результатов может производить только специально подготовленный и обученный персонал.
Известен способ прогнозирования износостойкости твердосплавных режущих инструментов (патент РФ №2518238, опубл. 10.06.2014 г.), согласно которому проводят испытание инструмента для определения изменения величины исходного параметра в зависимости от свойств структуры, сформированной в процессе изготовления режущего материала. Проводят эталонные испытания на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ на близкой к оптимальной скорости резания. Строят эталонную корреляционную зависимость «исходный параметр - износостойкость». Осуществляют статистический контроль у текущей партии режущих инструментов только величины исходного параметра, в качестве которого используют величину концентрации водорода, содержащегося во внутренней структуре материала, с уменьшением которой износостойкость режущих инструментов возрастает. Прогнозирование износостойкости для текущей партии твердосплавных инструментов осуществляют на основании зависимости.
Основным недостатком данного способа является проведение эталонных испытаний, при которых партия инструментов, предназначенная для испытания, не может быть использована в дальнейшем для процесса обработки, так как характер их износа является критическим или приближен к нему. Кроме этого, данный способ применяется в основном для определения износостойкости инструментов на основе твердых сплавов, поэтому прогнозирование работоспособности инструментов из других материалов фактически с такой же степенью точности маловероятно.
Известен способ прогнозирования износостойкости твердосплавных режущих инструментов (патент РФ №2459192, опубл. 20.08.2012 г.), принятый за прототип, при котором осуществляют проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной скорости резания. Проводят испытания на изменение величины исходного параметра от свойств структуры, сформированной в процессе изготовления режущего инструмента. Осуществляют построение эталонной корреляционной зависимости «исходный параметр - износостойкость». Контролируют только величину исходного параметра у текущей партии твердосплавных режущих инструментов и прогнозируют износостойкость для текущей партии инструментов на основании зависимости. В качестве исходного параметра используют площадь гистерезисной петли, полученной при контроле поверхностной термо-эдс с включенным и выключенным нагревом горячего зонда, с увеличением площади которой износостойкость возрастает.
Недостаток данного способа заключается в том, что при его использовании отсутствует вероятность получения достоверного результата, если в качестве инструментального материала используется не твердый сплав, а режущая керамика. Таким образом, данный способ интересен тем, что по изменению исходного параметра инструментального материала контролируется параметры его структуры, влияющие на его работоспособность (износостойкость).
Техническим результатом является повышение качества обработки точных элементов заготовок деталей машин за счет определения (прогнозирования) работоспособности инструмента, оснащенного режущей керамикой.
Технический результат достигается тем, что в качестве исходного параметра используют величину удельного электрического сопротивления режущей керамики, с увеличением которой работоспособность инструмента возрастает.
Способ поясняется следующими фигурами.
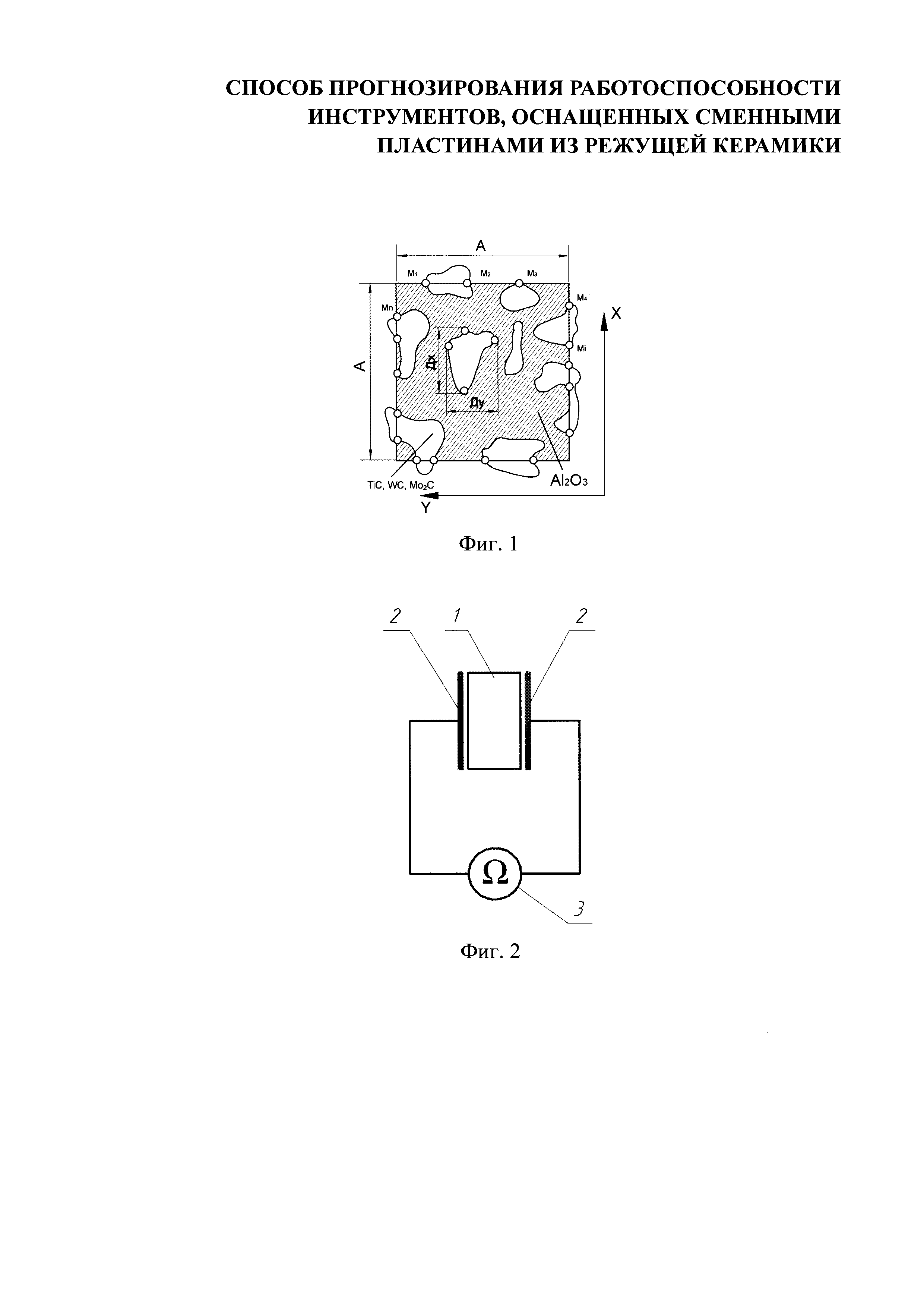
Фиг. 1 - параметры микроструктуры режущей керамики.
Режущая керамика состоит из основной фазы - 75% оксида алюминия, и зерен карбидов титана, вольфрама и молибдена. Режущие свойства керамики зависят от микроструктурных параметров - диаметра карбидных зерен DСР, их количества Н, суммарной линии протяженности границ зерен С и процента пористости П материала. Количество зерен карбидов определяется исходя из Н=П+0,5Р-1, где П - количество зерен, не пересекающихся с ограничивающим квадратом площадью S=625 мкм (согласно тарированной сетке окуляра микроскопа); Р - количество зерен, пересекающихся с ограничивающим квадратом. Суммарная линия протяженности границ карбидных зерен определяется исходя из  , 1/мм2, где М - число пересечений границ зерен со стороной квадрата А. Средний диаметр карбидных зерен определяется исходя из
, 1/мм2, где М - число пересечений границ зерен со стороной квадрата А. Средний диаметр карбидных зерен определяется исходя из  , где DX,Y - средний диаметр зерен по оси X и Y. Чем меньше диаметр карбидных зерен, больше их количество, длиннее суммарная линия протяженности границ карбидных зерен и меньше процент пористости материала, тем лучше его режущие свойства (прочность, износостойкость) и соответственно больше работоспособность.
, где DX,Y - средний диаметр зерен по оси X и Y. Чем меньше диаметр карбидных зерен, больше их количество, длиннее суммарная линия протяженности границ карбидных зерен и меньше процент пористости материала, тем лучше его режущие свойства (прочность, износостойкость) и соответственно больше работоспособность.
Фиг. 2 - схема определения удельного электрического сопротивления режущей керамики.
Удельное электрическое сопротивление керамической пластины (1) определяется при помощи измерительного прибора - омметра (3), соединенного с пластиной при помощи контактов (2).
Фиг. 3 - однофакторные графические зависимости величины удельного электрического сопротивления керамической пластины от  при C и DСР, равных постоянной величине;
при C и DСР, равных постоянной величине;  при Н и DСР, равных постоянной величине;
при Н и DСР, равных постоянной величине;  при Н и С, равных постоянной величине.
при Н и С, равных постоянной величине.
Способ осуществляется следующим образом.
Производится выборка необходимого количества керамических пластин из партии в зависимости от ее величины.
Проводятся измерения величины удельного электрического сопротивления R каждой керамической пластины из выборки согласно приложенной схеме, которые позволяют оценить через исходный параметр микроструктуру керамики, сформированную в процессе изготовления керамических режущих пластин, на основе зависимости  :
:
Производится статистический контроль величины исходного параметра - величины удельного электрического сопротивления - у всей текущей партии инструментов из режущей керамики.
Осуществляется сравнение полученных данных с эталонной корреляционной зависимостью «исходный параметр - износостойкость». Поскольку керамическим пластинам с относительно малым удельным электрическим сопротивлением (R≈10 Ом) присущи большой средний диаметр зерен (2,2 мкм), большой процент пористости (14%) и малое количество карбидных зерен (21 зерно). Образцам с относительно большим удельным электрическим сопротивлением (R≈100 Ом) присущи меньший средний диаметр зерен (1,5 мкм), малый процент пористости (8%) и большое количество карбидных зерен в исследуемом квадрате (47 зерен).
Осуществляется прогнозирование работоспособности (износостойкости) для текущей партии инструментов на основе среднего значения величины удельного электрического сопротивления. Керамические пластины с величиной удельного электрического сопротивления R≈100 Ом гарантированно будут иметь более лучшую работоспособность (прочность, износостойкость, длительный период стойкости) по сравнению с керамическими пластинами, у которых величина удельного электрического сопротивления R≈10 Ом. Определив зависимость удельного электрического сопротивления от составляющих режимов резания, можно выявить зависимости, которые позволят определить наиболее оптимальные режимы обработки для каждой керамической пластины.
Таким образом, предлагаемый способ прогнозирования работоспособности (износостойкости) режущих инструментов, оснащенных режущей керамикой, может быть использован с достаточно высокой эффективностью на предприятиях, изготавливающих или использующих керамический инструмент.
Способ прогнозирования работоспособности инструментов, оснащенных режущей керамикой, включающий испытания на изменение величины исходного параметра от свойств структуры, сформированной в процессе изготовления режущего инструмента, построение эталонной корреляционной зависимости «исходный параметр - износостойкость», контроль только величины исходного параметра у текущей партии режущих инструментов и прогнозирование работоспособности (износостойкости) для текущей партии инструментов на основании зависимости, отличающийся тем, что в качестве исходного параметра предлагается использовать величину удельного электрического сопротивления режущей керамики.
Способ получения лигатуры алюминий-эрбий
Способ обогащения флюоритовых руд
Когенерационная система энергоснабжения кустовой буровой установки
Плавучая платформа
Способ получения вяжущего
Состав для вытеснения для закачки в глинизированный нефтяной пласт
Перфоратор
Способ формирования и разработки техногенного месторождения и устройство для его осуществления
Способ обогащения флюоритовых руд
Способ оценки риска взрывов метана и пыли в шахтах
Способ механической обработки с дроблением стружки
Способ механической обработки стальной заготовки с дроблением стружки
Способ магнитно-абразивной обработки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

