Результат интеллектуальной деятельности: Способ производства термоупрочненной проволоки из стали
Вид РИД
Изобретение
Изобретение относится к способам производства проволоки волочением с помощью формирования наноструктур в металле, в том числе в его поверхностном слое, и может использоваться при производстве высокопрочной термоупрочненной проволоки из стали.
Известен способ изготовления проволоки с помощью специализированной установки (SU 1447465 A1, МПК В21С 3/14, C21D 1/02, опубл. 30.12.1988) для производства высокопрочной проволоки, включающий разматывание заготовки, деформацию с помощью волоки, обжатие и полную закалку.
Недостатком известного способа является возможность обрыва проволоки при выходе ее из волоки вследствие того, что сила натяжения проволоки при волочении создает напряжение растяжения, в несколько раз превышающее предел прочности нагретой до температуры 900-1050°С проволоки. Кроме этого, расположение закалочного устройства практически на выходе установки не обеспечивает образования полигональной субструктуры в стали, что в целом снижает прочность получаемой проволоки.
Техническим решением, признанным наиболее близким к заявленному изобретению и выбранным в качестве прототипа, является способ изготовления композиционного слоистого материала (RU 2220852 C2, МПК В32В 15/08, В32В 31/12, С23С 28/00, опубл. 10.01.2004), включающий получение слоистой металлической основы, состоящей из двух или нескольких металлических слоев, формирование заданного рельефа поверхности наружного металлического слоя, нанесение полимерного покрытия из политетрафторэтилена и последующую его термообработку. При этом деформацию покрытия осуществляют путем протяжки слоистой основы с термообработанным покрытием через неприводной деформирующий инструмент, в частности роликовую волоку.
Недостатком известного способа являются недостаточно высокие прочностные характеристики изготавливаемой таким образом проволоки вследствие отсутствия в составе технологического процесса операций по формированию субструктур в стали.
Технической задачей, на решение которой направлено изобретение, является совершенствование способа изготовления за счет принципиального исключения обрывности процесса высокотемпературного упрочнения и повышения прочностных характеристик изготавливаемой проволоки.
Указанная задача решена тем, что способ производства термоупрочненной проволоки из стали включает в себя разматывание бунтовой проволоки, правку, первый индукционный нагрев проволоки до 1000°С, ее термодеформационное упрочнение, последеформационную выдержку, закалку, второй индукционный нагрев до температуры отпуска, охлаждение и смотку в бунт. Способ отличается от известных тем, что термодеформационное упрочнение проволоки осуществляют ее прокаткой в последовательно установленных роликовых волоках с суммарной степенью деформации до 80% и со степенью деформации в последней из них, равной 15-20%.
При этом упрочнение может быть выполнено с помощью последовательности роликовых волок по схеме «круг-стрельчатый квадрат-круг», а после упрочнения проволока может подвергаться дополнительному деформированию с помощью цельной твердосплавной волоки со степенью деформации не более 2%. Упомянутая волока может иметь периодический профиль наружной поверхности.
Положительным техническим результатом, обеспечиваемым указанной выше последовательностью технологических операций, является значительное повышение качества изготавливаемой проволоки за счет использования эффекта термодеформационного упрочнения с управляемым формированием наноразмерной структуры стали путем высокоскоростной прокатки с помощью одной или нескольких роликовых волок.
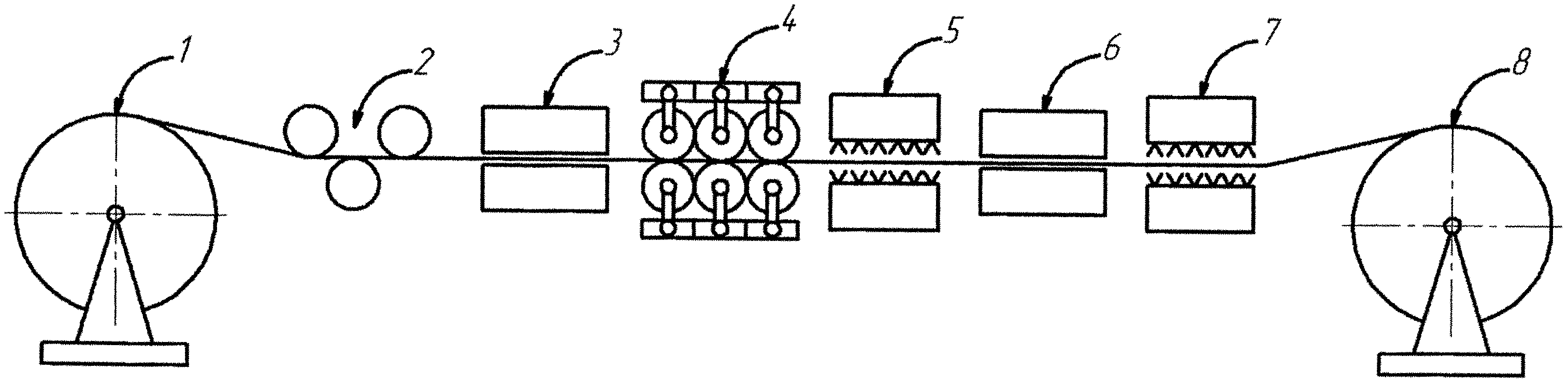
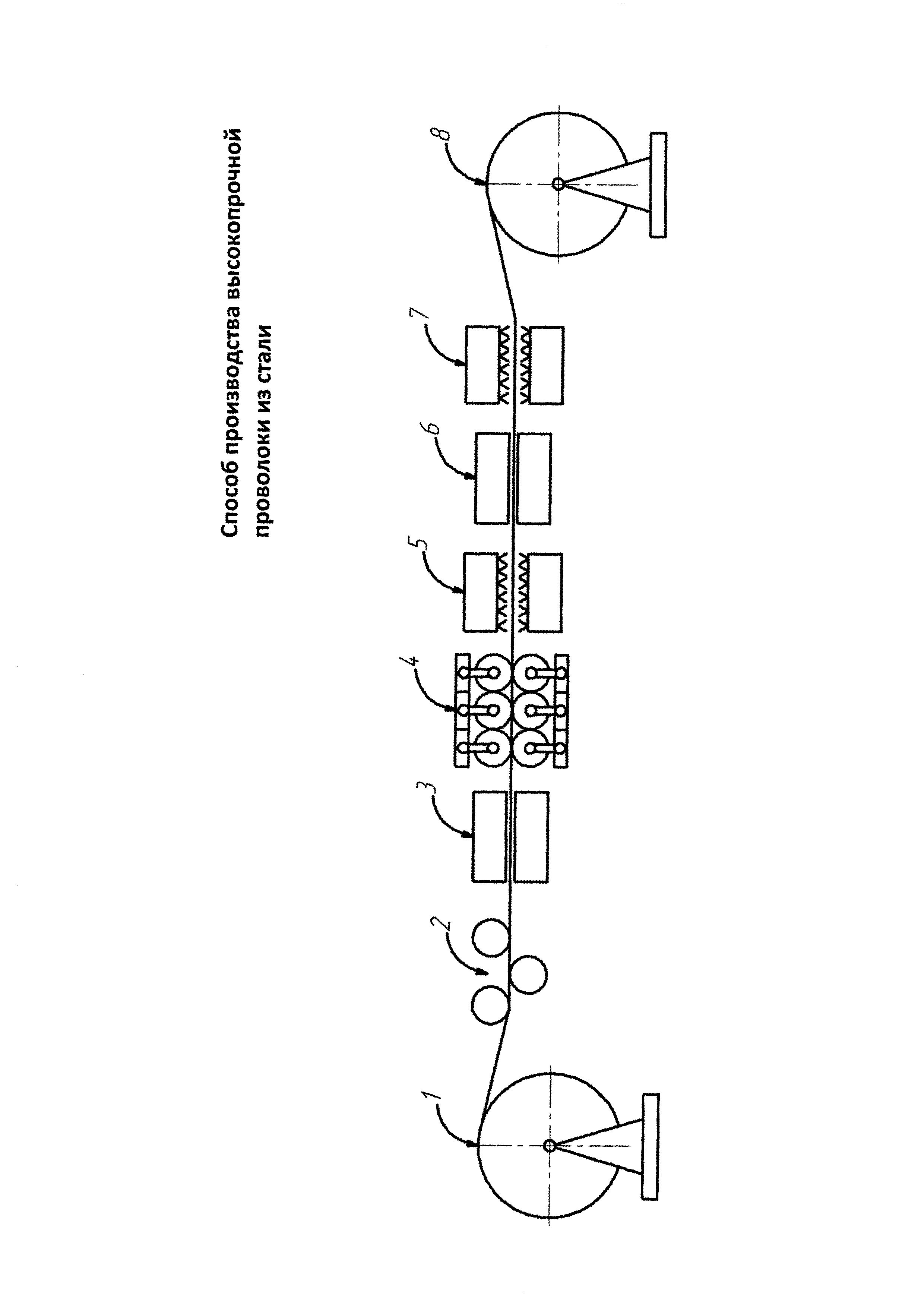
Способ поясняется чертежом, где схематично представлена линия по производству проволоки, с помощью которой осуществляется волочение.
Линия по производству проволоки состоит из следующих последовательно установленных механизмов: устройства размотки 1, устройства правки 2, узла первого индукционного нагрева 3, устройства термодеформационного упрочнения, выполненного в виде одной или нескольких роликовых волок 4, закалочного устройства 5, узла второго индукционного нагрева для проведения отпуска 6, узла для охлаждения после отпуска 7, устройства смотки проволоки в бунт 8.
Рассмотрим пример осуществления способа при изготовлении проволоки из стали 60С2А с использованием в устройстве термодеформационного упрочнения нескольких последовательно установленных роликовых волок.
Бунт проволоки помещается на устройство размотки 1, проволока проводится через устройство правки 2, узел первого индукционного нагрева 3, устройство термодеформационного упрочнения 4, закалочное устройство 5, узел второго индукционного нагрева для проведения отпуска 6, узел для охлаждения после отпуска 7. Конец проволоки закрепляется в захвате устройства для смотки 8, после чего проволока сматывается в бунт.
При протягивании проволоки устройством для смотки 8 осуществляется нагрев проволоки в узле первого индукционного нагрева 3 до температуры t=1000°C. Нагретая до высокой температуры проволока непрерывно-последовательно поступает в устройство термодеформационного упрочнения 4, в котором производится высокоскоростная прокатка с суммарной степенью деформации до 80%, в том числе 15-20% в последней роликовой волоке для термодеформационого формирования наноразмерной структуры. Для получения проволоки с повышенным качеством поверхности и геометрии сечения после роликовых волок используется цельная твердосплавная волока с небольшой степенью деформации в пределах 0,5÷2%. Закалочное устройство 5, выполненное в виде горизонтального спрейера 5, располагается от устройства термодеформационного упрочнения 4 на расстоянии, достаточном для создания последеформационной паузы, во время которой происходит полигонизационная перестройка дислокационной субструктуры металла, возникающей в процессе высокоскоростной прокатки проволоки при высокой температуре.
Далее закаленная проволока непрерывно-последовательно перемещается через узел второго индукционного нагрева для проведения отпуска 6, в котором проволока нагревается до температуры 400-550°С, что позволяет снизить ее твердость и повысить пластичность. В последующем нагретая проволока проходит через узел охлаждения после отпуска 7, который может быть выполнен в виде ванны или горизонтального спрейера. Отпущенная и охлажденная проволока наматывается на барабан устройства для смотки 8.
Предложенный способ изготовления позволяет значительно уменьшить силу натяжения проволоки по сравнению с использованием в составе линии, например, цельных волок и исключить обрывы в процессе упрочнения при высокоскоростной прокатке. Последнее обстоятельство делает ненужным применение смазки проволоки графитом, и, следовательно, дополнительной операции по очистке проволоки от графитизированной пленки.
Способ изготовления пружин и линия для их производства
Способ изготовления цилиндрических винтовых пружин
Способ горячей навивки винтовых пружин и оправка для его реализации
Способ изготовления высокопрочных пружин из стали и устройство его реализации (варианты)
Устройство для деформации проволоки из стали, линия и способ производства высокопрочной проволоки из стали
Способ упрочнения цилиндрических винтовых пружин сжатия
Способ упрочнения цилиндрических винтовых пружин сжатия
Планетарная передача
Бесконтактная шаровая колесная опора
Способ определения среднего диаметра зерна металлических изделий и устройство для его осуществления
Способ изготовления пружин и линия для их производства
Способ изготовления цилиндрических винтовых пружин
Способ горячей навивки винтовых пружин и оправка для его реализации
Способ изготовления высокопрочных пружин из стали и устройство его реализации (варианты)
Устройство для деформации проволоки из стали, линия и способ производства высокопрочной проволоки из стали
Способ упрочнения цилиндрических винтовых пружин сжатия
Способ упрочнения цилиндрических винтовых пружин сжатия
Планетарная передача
Бесконтактная шаровая колесная опора
Способ определения среднего диаметра зерна металлических изделий и устройство для его осуществления

