Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ И ЛАЗЕРНОЙ ОБРАБОТКИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области газотермического напыления покрытий, в частности к способам напыления жаростойких и теплозащитных покрытий, и может быть использовано для защиты деталей горячего тракта авиационных газотурбинных двигателей (ГТД) и наземных газотурбинных установок (ГТУ) от воздействия высоких температур, эрозионного износа и коррозии.
Традиционно для защиты лопаток и других деталей горячего тракта от воздействия высоких температур, эрозионного износа и коррозии используются двухслойные теплозащитные покрытия (ТЗП). На поверхность детали сначала наносится металлический подслой для защиты от высокотемпературной коррозии и окисления. Сегодня самыми распространенными материалами жаростойких покрытий являются сплавы из систем M-Cr-Al-Y (M=Ni, Со, Fe) и Ni(Pt)-Al. Они термически и химически совместимы с жаропрочными сплавами на основе никеля или кобальта, из которых изготавливаются детали ГТД, и оказывают минимальное влияние на их свойства. В ходе эксплуатации ТЗП на поверхности металлического подслоя образуется защитная пленка (слой оксидов роста, TGO). Для обеспечения долговечности ТЗП, она должна состоять преимущественно из α-Al2O3, а ее формирование должно быть медленным, фазово-однородным и бездефектным. Такая пленка TGO имеет очень низкую анионную проводимость и благодаря этому создает превосходный диффузионный барьер, замедляя дальнейшее окисление металлического подслоя.
Верхний керамический слой ТЗП призван снизить температуру детали за счет низкой теплопроводности. В качестве верхнего керамического слоя ТЗП используются материалы на основе диоксида циркония, стабилизированного 6-8% по массе оксида иттрия (ZrO2-7Y2O3). Они обладают уникальным сочетанием свойств - они имеют один из самых низких коэффициентов теплопроводности (2,3 Вт/м⋅К при 1000°С для плотного материала) и стабильно высокий коэффициент термического расширения (11⋅10-6 1/°С в диапазоне 20-1000°С). Кроме того, они обладают выдающимися для керамического материала механическими свойствами - высокой вязкостью разрушения (K1C=2,5-3 МПа/м0,5), ударной вязкостью (Г~300 Дж/м2), модулем упругости (Е=160-210 ГПа) и твердостью (14 ГПа), что придает покрытию стойкость к эрозионному износу и термоциклическим нагрузкам. Применение этих материалов ограничено дестабилизацией тетрагональной фазы t'-ΖrΟ2→m-ZrO2+c-ZrO2 и, как следствие, фазовым переходом с изменением объема, высокой анионной проводимостью и высокой скоростью спекания, что определяет максимальную температуру их эксплуатации на уровне 1200°С.
Верхний керамический слой традиционно наносят несколькими способами - физического осаждения из газовой фазы (EB-PVD) в вакууме и плазменного напыления (APS) на воздухе. Каждый из этих методов обладает своими преимуществами и недостатками, которые являются следствием радикального отличия в механизме формирования и микроструктуре получаемых покрытий. При плазменном напылении покрытие формируется при ударе расплавленных капель исходного порошка размером 10-120 мкм о подложку. Покрытие имеет слоистую микроструктуру с большим количеством пор и горизонтальных границ раздела. За счет такой структуры и пористости 10-20% теплопроводность покрытий заметно ниже, чем у плотных материалов. При осаждении из газовой фазы методом PVD покрытие формируется по механизму кинетического роста в виде столбчатых кристаллов, особенностями таких покрытий являются повышенная термостойкость и стойкость к эрозионному износу, а также низкая шероховатость поверхности.
Немаловажными преимуществами технологии APS является возможность нанесения покрытий на крупногабаритные детали, высокая производительность, а также сравнительно низкая стоимость оборудования и нанесения покрытия. По этой причине актуальными являются исследования, направленные на приближение характеристик теплозащитных покрытий, нанесенных методом APS, к покрытиям, нанесенным EB-PVD при незначительном увеличении стоимости.
Одной из технологий, позволяющих повысить эксплуатационные свойства ТЗП, нанесенных методом APS, является обработка поверхности концентрированными потоками энергии. Известны методы обработки поверхности ТЗП, основанные на применении электронного, ионного и лазерного луча (Клименов, В.А. Формирование структуры плазменных порошковых покрытий при высокоэнергетических воздействиях [Текст]: автореф. дис. на соиск. учен. степ. докт. техн. наук (01.04.07) / Клименов В.А. - Томск, 2000. - 23 с.). При воздействии излучения на материал покрытия происходит его локальный разогрев и плавление. Наибольший интерес в настоящее время представляют процессы лазерной обработки ТЗП, так как они обеспечивают равномерное проплавление поверхностного слоя ТЗП на заданную глубину и наилучшим образом подходят по технологическим параметрам - не требуют применения вакуумных камер и обладают высокой производительностью.
Из уровня техники известен способ нанесения и лазерной обработки теплозащитного покрытия, включающий нанесение металлического жаростойкого подслоя, нанесение верхнего керамического слоя методом плазменного напыления и оплавление керамического слоя непрерывным твердотельным Nd:YAG-лазером с диодной накачкой (Ahmaniemi, S. Modified Thick Thermal Barrier Coatings [Текст]: Thesis for the degree of Doctor of Technology, Tampere University of Technology, 2004, 86 p.). Данное решение позволяет получить теплозащитное покрытие с низкой шероховатостью, однако имеет ряд существенных недостатков. При использовании для лазерной обработки твердотельных Nd:YAG-лазеров частой замене из-за низкого ресурса (300-500 часов) подлежит дорогостоящий кристалл иттрий алюминиевого граната. Кроме того, Nd:YAG-лазеры (с ламповой накачкой) имеют самый низкий КПД (~3%) и высокие требования к системе охлаждения.
Известен способ нанесения и лазерной обработки теплозащитного покрытия, включающий нанесение металлического жаростойкого подслоя, нанесение верхнего керамического слоя методом плазменного напыления и оплавление керамического слоя непрерывным газовым СО2-лазером (Batista, С. Laser-glazing of Plasma-sprayed Thermal Barrier Coatings - Experimental and Computational Studies [Текст]: Thesis for the degree of Doctor of Materials Science, Unversidade do Minho, 2007, 149 p.). Данное решение позволяет получить теплозащитное покрытие с низкой шероховатостью, однако имеет ряд существенных недостатков. При использовании газовых СО2-лазеров невозможно обрабатывать детали сложной формы, так как излучение с длиной волны 10,6 мкм не может быть передано при помощи оптического волокна на оптическую систему. СО2-лазеры также имеют достаточно низкий КПД (~10%).
Общим недостатком твердотельных Nd:YAG-лазеров и газовых СО2-лазеров является гауссово распределение энергии по сечению пучка. Для того чтобы на каждую единицу площади поверхности обрабатываемой детали приходилась одинаковая мощность лазерного излучения, необходимо выполнять последовательное сканирование поверхности лазерным лучом с частичным перекрытием соседних проходов. Именно в области перекрытия образуются дефекты в виде каверн и горизонтальных трещин, которые ограничивают ресурс обработанного покрытия.
Ближайшим аналогом является техническое решение (US 5576069, дата публикации 19.11.1996, МПК С23С 4/10), в котором описывается способ нанесения многослойного теплозащитного покрытия, включающий нанесение основного металлического жаростойкого подслоя и нанесение верхнего керамического теплозащитного слоя с последующей лазерной обработкой.
Основным недостатком данного решения является использование для лазерной обработки газового СО2-лазера, специфика которого описана выше. Кроме того, способ подразумевает нанесение специальной суспензии и повторную лазерную обработку. Данное решение и оборудование неприменимо для лазерной обработки крупногабаритных деталей и деталей сложной формы.
Технической задачей, на решение которой направлено изобретение, является продление ресурса деталей горячего тракта авиационных газотурбинных двигателей (ГТД) и наземных газотурбинных установок (ГТУ).
Техническим результатом является повышение стойкости теплозащитных покрытий к воздействию высоких температур (термостойкости и жаростойкости), эрозии и коррозии с помощью оплавления верхнего керамического слоя.
В первом варианте изобретения желаемый технический результат достигается тем, что в способе нанесения многослойного теплозащитного покрытия, включающем нанесение основного металлического жаростойкого подслоя и нанесение верхнего керамического теплозащитного слоя с последующей лазерной обработкой, лазерную обработку выполняют с использованием лазерного излучения, имеющего П-образное распределение энергии по сечению, причем задают выходные значения мощности в диапазоне 100-6000 Вт и скорость сканирования лазерного излучения от 0,01-1 м/с.
На материал детали после очистки и подготовки поверхности наносится металлический жаростойкий подслой, который может быть выполнен из материала на основе сплавов систем M-Cr-Al-Y (M-Ni, Со). Металлический подслой может быть нанесен одним или сочетанием методов плазменного напыления в вакууме (VPS), плазменного напыления на воздухе (APS), высокоскоростного газопламенного напыления (HVOF), детонационного напыления (D-Gun), ионно-плазменного и электронно-лучевого напыления для получения покрытий с высокой адгезией и минимальным количеством дефектов (пор, трещин, включений). Металлический подслой может иметь толщину 20-350 мкм.
Затем на поверхность подслоя наносится верхний керамический теплозащитный слой, который может быть выполнен из материала на основе диоксида циркония, частично стабилизированного 6-8% по массе оксида иттрия (ZrO2-7 Y2O3). Верхний керамический слой может быть нанесен методом плазменного напыления на воздухе (APS) для получения покрытий с низким коэффициентом теплопроводности. Верхний керамический слой может иметь толщину 100-1000 мкм.
После чего деталь с теплозащитным покрытием подвергается лазерной обработке с использованием лазерного излучения, имеющего П-образное распределение энергии по сечению (tophat).
В качестве источника излучения для этого могут быть использованы диодные лазеры или волоконные лазеры со специальными оптическими системами (гомогенизаторами) с длиной волны в диапазоне 0,980-1,080 мкм. Обработку лазерным излучением выполняют в импульсном или непрерывном режиме.
В отличие от твердотельных или газовых, распределение энергии по сечению в данных лазерах близко к П-образному (отклонение не более 3%). В случае применения для лазерной обработки ТЗП это означает, что величина необходимого перекрытия соседних проходов и, следовательно, количество дефектов оплавленного слоя будет минимально. Кроме того, формируемый оплавленный слой будет обладать равномерной толщиной и высокой однородностью. Благодаря этому лазеры с П-образным распределением энергии лучше подходят для лазерной обработки ТЗП.
Предпочтительно для лазерной обработки ТЗП использовать диодные лазеры. Устройство диодного лазера представлено диодной матрицей, представляющей собой водоохлаждаемую пластину (радиатор), на которой установлены лазерные диоды, при работе которых возникает инверсная населенность в p-n-переходе. Диодные моды (источники лазерного излучения) имеют высокий ресурс (>10000 часов), а КПД диодных лазеров достигает 50%. При эксплуатации диодных лазеров снижаются затраты на электроэнергию в 1,5-2 раза.
Обработку лазерным излучением выполняют последовательным сканированием поверхности по линейной траектории без перекрытия соседних проходов или с перекрытием на величину до 30% диаметра пятна. Для обработки лазерное излучение фокусируют в виде круга, эллипса, линии, прямоугольника или используют расфокусированное лазерное излучение.
Во втором варианте изобретения желаемый технический результат достигается тем, что в способе нанесения многослойного теплозащитного покрытия, включающем нанесение основного металлического жаростойкого подслоя и нанесение верхнего керамического теплозащитного слоя с последующей лазерной обработкой, отличающемся тем, что лазерную обработку выполняют с использованием лазерного луча, имеющего П-образное распределение энергии по сечению, причем задают выходные значения мощности в диапазоне 100-6000 Вт и скорость сканирования лазерного луча от 0,01-1 м/с и затем повторно проводят лазерную обработку с использованием лазерного луча, имеющего П-образное распределение энергии по сечению, при этом задают выходное значение мощности в диапазоне 100-6000 Вт и скорость сканирования лазерного луча от 0,01-1 м/с.
Повторно обработку лазерным излучением могут выполнять последовательным сканированием поверхности по линейной траектории, перпендикулярной первичной.
В результате лазерной обработки образуется равномерный по толщине оплавленный стекловидный слой, характеризующийся высокой плотностью (пористость менее 0,1%), высокой твердостью, эрозионной стойкостью и низкой шероховатостью. Кроме того, благодаря формированию сетки вертикальных трещин в оплавленном слое, увеличивается термостойкость ТЗП.
Заявляемый технический результат достигается только при выполнении в заявляемой последовательности нанесения слоев. В случае, если последовательность нанесения слоев, методы их нанесения и их толщины будут нарушены в силу вышеизложенного, технический результат достигнут не будет.
Пример
На поверхность образцов из никелевого сплава ХН60ВТ нанесли теплозащитное покрытие, включающее металлический подслой на никелевой основе (Ni-22Cr-10Al-1Y) толщиной 100 мкм, полученный методом плазменного напыления на воздухе, и верхний керамический слой на основе диоксида циркония, частично стабилизированного оксидом иттрия (ZrO2-7Y2O3) толщиной 200 мкм, также полученный методом плазменного напыления на воздухе. После напыления образец с теплозащитным покрытием подвергается лазерной обработке по технологическим параметрам (Таблица 1):
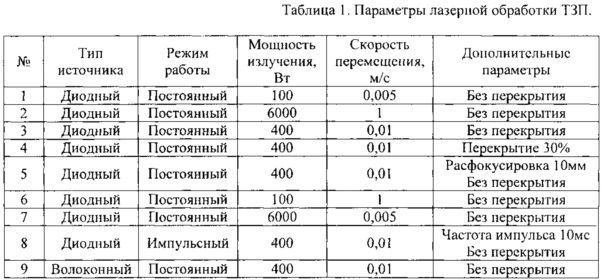
По данным металлографического исследования, в результате лазерной обработки образцов №1-4 и №7-9 образовался оплавленный слой равномерной толщины. Слой характеризуется высокой плотностью и наличием вертикальных трещин, не проникающих вглубь покрытия. Поверхность оплавленного слоя имеет низкую шероховатость и глянцевый внешний вид.
По данным металлографического исследования, в результате лазерной обработки образца №6 оплавленный слой не образовался, а на образце №7 разрушилось теплозащитное покрытие.
По результатам испытаний образцов №1-4 и №7-9 на жаростойкость при температуре 1100°С продолжительностью 500 часов, трещин, отслоений и других дефектов не обнаружено.
По данным испытаний на термостойкость образцов №1-4 и №7-9, выполненных на стенде с односторонним нагревом образцов газовой горелкой до 1200°С, лазерная обработка позволяет увеличить ресурс теплозащитного покрытия не менее чем на 20%.
Выходное устройство турбины авиационного газотурбинного двигателя
Сопловой аппарат турбомашины с конвективно-пленочным охлаждением
Выходное устройство турбины
Способ регулирования подачи топлива в камеру сгорания газотурбинного двигателя и система для его осуществления
Лопатка турбомашины
Подшипник скольжения с наноструктурным антифрикционным керамическим покрытием
Способ контроля технического состояния и обслуживания двухроторного газотурбинного двигателя при его эксплуатации
Энергосберегающий подшипник скольжения
Способ нанесения покрытия
Элемент охлаждаемой лопатки турбомашины
Выходное устройство турбины авиационного газотурбинного двигателя
Сопловой аппарат турбомашины с конвективно-пленочным охлаждением
Выходное устройство турбины
Способ регулирования подачи топлива в камеру сгорания газотурбинного двигателя и система для его осуществления
Лопатка турбомашины
Подшипник скольжения с наноструктурным антифрикционным керамическим покрытием
Способ контроля технического состояния и обслуживания двухроторного газотурбинного двигателя при его эксплуатации
Энергосберегающий подшипник скольжения
Способ нанесения покрытия
Элемент охлаждаемой лопатки турбомашины

