Результат интеллектуальной деятельности: Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием
Вид РИД
Изобретение
Группа изобретений относится к обработке металлов давлением, в частности к производству полых профилей методом прессования, и может быть использовано при производстве прецизионных труб как из специальных сталей и сплавов, так и из цветных металлов (титан).
Из уровня техники известен способ прессования труб, включающий размещение заготовки в контейнере, прессование трубы выдавливанием в кольцевой зазор между пуансоном и контейнером, вырезку донца трубы, продвижение трубы вперед, выталкивание трубы из контейнера (Жолобов В.В., Зверев Г.И. Прессование металлов. - М.: Металлургия, 1971 г., стр. 27).
Недостатками данного способа являются значительная разнотолщинность получаемых труб, необходимость приложения больших усилий при прессовании труб и существенные потери металла за счет увеличения высоты донца. Согласно ГОСТ 9940-81 «Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия» предельные отклонения по толщине стенки бесшовной трубы +/-12,5%, что является неприемлемым при использовании труб в ответственных конструкциях.
Из уровня техники известен способ изготовления полых профилей методом прессования, включающий установку матрицы, подачу в контейнер пресса подогретой заготовки с осевым отверстием, установку пресс-иглы в осевое отверстие заготовки, выдавливание заготовки под воздействием сил движущегося пуансона через канал матрицы, расположенной на противоположном торце контейнера по отношению к пуансону (Перлин И.Л. Теория прессования металлов / И.Л. Перлин. М.: Металлургия, 1964 г. - С. 14-15).
Недостатками указанного способа являются необходимость приложения больших усилий прессования и разнотолщинность труб, обусловленная неравномерностью истечения материала заготовки.
Из уровня техники известно устройство для прессования полых профилей, содержащее контейнер с пресс-штемпелем и пресс-шайбой, иглу с центрирующей втулкой и матрицу с центрирующей втулкой (а.с. СССР №252272, «Устройство для прессования полых профилей», В21С 25/04, опубл. 22.09.1969).
Недостатками устройства является разовое использование центрирующих втулок, используемых только для одного изделия, увеличение расхода металла и повышение затрат на изготовление центрирующих втулок. Кроме того, при распрессовке заготовки в контейнере происходит изменение формы центрирующих втулок, что ведет к смещению пресс-иглы. В результате увеличивается разностенность полого профиля.
Наиболее близким техническим решением, принятым за прототип, является устройство для прессования полых профилей, содержащее контейнер, пресс-штемпель, пресс-иглу и матрицу. Пресс-игла снабжена центрирующим элементом в виде пробки, наружная поверхность которой соприкасается с рабочими стенками (внутренней поверхностью) матрицы, при этом центрирующий элемент выполнен из обычной малоуглеродистой стали. При распрессовке заготовки в контейнере пресс-игла жестко фиксируется одним концом в отверстии пресс-шайбы. Рабочий конец иглы через центрирующий элемент входит в очко матрицы, что позволяет произвести распрессовку заготовки в контейнере, не нарушая центровку пресс-иглы (патент РФ №2314887, «Устройство для прессования полых профилей», МПК В21С 25/00, опубл. 20.01.2008).
Недостатками прототипа являются невозможность обеспечения равномерного истечения металла заготовки при заполнении калибрующего участка матрицы и, как следствие, осевое смещение центрирующего элемента (пробки) при продвижении деформируемого металла в калибрующем участке матрицы. В результате увеличивается разностенность полого профиля.
Техническая задача, решаемая изобретением, заключается в снижении разнотолщинности полых профилей, повышении коэффициента выхода годного, а также снижении энергозатрат.
Поставленная задача решается за счет того, что в устройстве для прессования прецизионных труб, содержащем контейнер, пуансон, матрицу, снабженную центрирующим стаканом, пресс-иглу, рабочий конец которой размещен в центрирующем стакане, согласно изобретению, пресс-игла выполнена с центральным осевым несквозным отверстием и по меньшей мере с четырьмя равномерно расположенными пазами на ее поверхности, в которых размещены с возможностью перемещения сегменты.
Поставленная задача решается также за счет того, что в способе прессования полых профилей, включающем установку матрицы в матрицедержатель, установку центрирующего стакана в отверстие матрицы, подачу в контейнер пресса подогретой заготовки с осевым отверстием, пуансона с пресс-шайбой и пресс-иглой, устанавливаемой в осевое отверстие заготовки, перемещение и выдавливание пуансоном металла заготовки в отверстие матрицы, согласно изобретению, после установки пресс-иглы в осевое отверстие заготовки, сегменты пресс-иглы разводят до их контакта с внутренней поверхностью заготовки, и позиционируют заготовку с обеспечением ее соосности с матрицей.
Разведение сегментов пресс-иглы может быть осуществлено, например, путем подачи в ее полость жидкости под давлением.
Центрирование пресс-иглы, осуществляемое путем ее закрепления в центрирующем стакане, предохраняет пресс-иглу от изгиба и смещения относительно оси прессования.
Пресс-шайба предохраняет пуансон от термических воздействий и уменьшает трение о внутреннюю втулку контейнера.
Минимально допустимый диаметр пресс-иглы определяется в зависимости от размеров заготовки по следующей зависимости:
где D - наружный диаметр пресс-иглы, м;
РЗАГ - вес заготовки, Н;
LЗАГ - длина контакта заготовки с пресс-иглой, м;
b - расстояние от опоры иглодержателя до расчетного сечения, м;
х - расстояние от опоры иглодержателя до ближайшего торца заготовки, м;
Ra - усилие в опоре иглодержателя, Н;
[σи] - допустимое напряжение на изгиб для материала пресс-иглы, Н/мм2;
d - внутренний диаметр пресс-иглы, м;
 - отношение внутреннего диаметра пресс-иглы к наружному.
- отношение внутреннего диаметра пресс-иглы к наружному.
Процесс прессования труб характеризуется схемой напряженного состояния - всестороннее неравномерное сжатие. Неравномерность сжатия, в первую очередь, зависит от соосного расположения заготовки в контейнере. Всестороннее сжатие обеспечивает деформируемому металлу наиболее высокую пластичность. При этом неравномерность деформации, вызванная нарушением соосного расположения заготовки, неизбежно приводит к повышению усилия прессования и, соответственно, повышению энергозатрат (Прозоров Л.В. Прессование стали. - М.: Государственное научно-техническое издательство машиностроительной литературы, 1956 г., стр. 4).
Вместе с этим, неравномерность скоростей истечения металла заготовки в контейнере возрастает с увеличением сил трения на контактной поверхности «наружная поверхность заготовки - внутренняя поверхность контейнера». Так, в случае нарушения соосного размещения заготовки в контейнере, заготовка наружной поверхностью контактирует с внутренней поверхностью контейнера частично. Следовательно, при распрессовке заготовки в контейнере, в первую очередь, возникают силы трения на поверхности контакта, при этом часть заготовки, поверхность которой не контактирует с контейнером, устремляется не только в направлении стенок контейнера, но и в отверстие, образованное матрицей с пресс-иглой. Это может приводить к нарушению разностенности трубы (Прозоров Л.В. Прессование стали. - М.: Государственное научно-техническое издательство машиностроительной литературы, 1956 г., стр. 41).
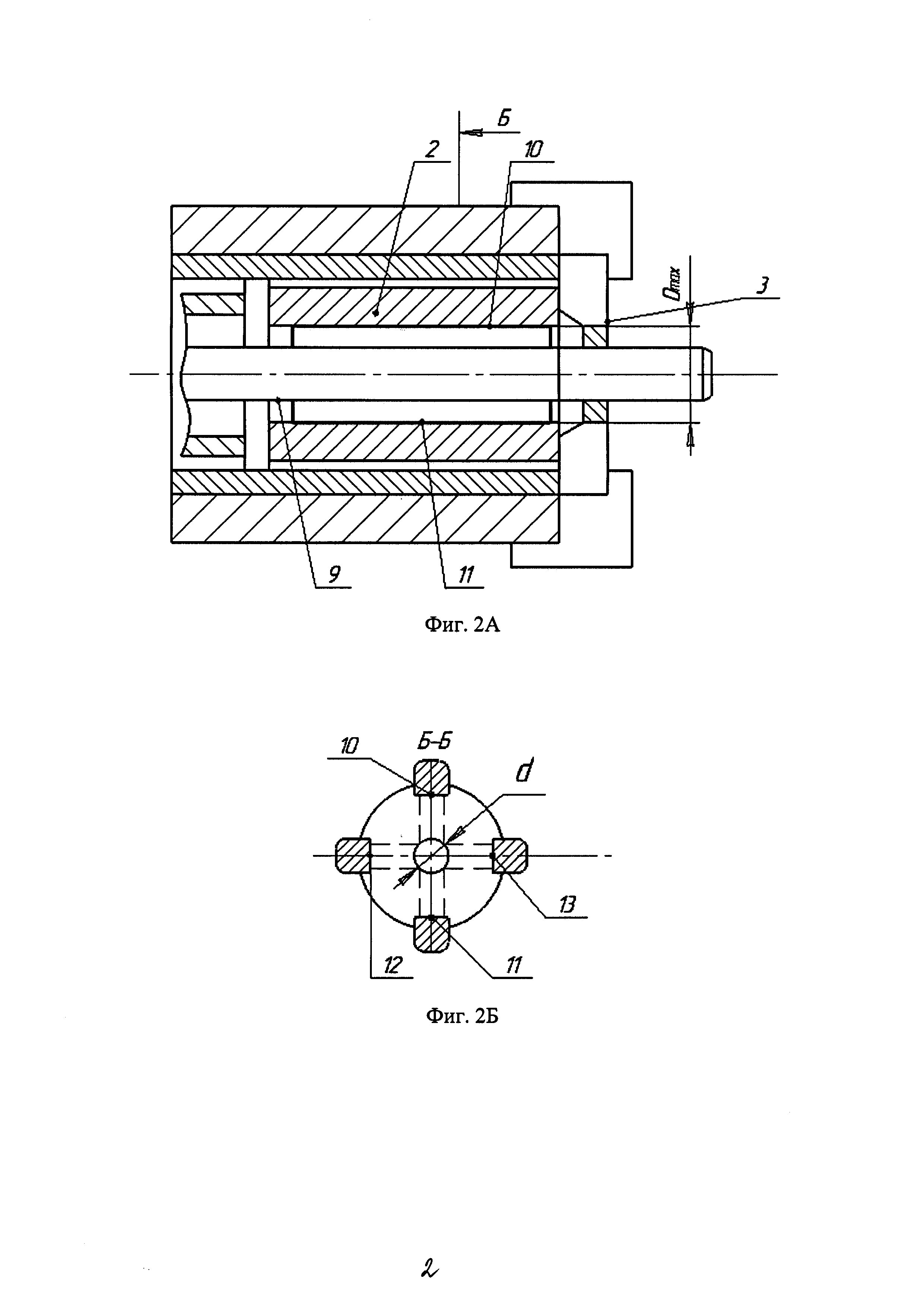
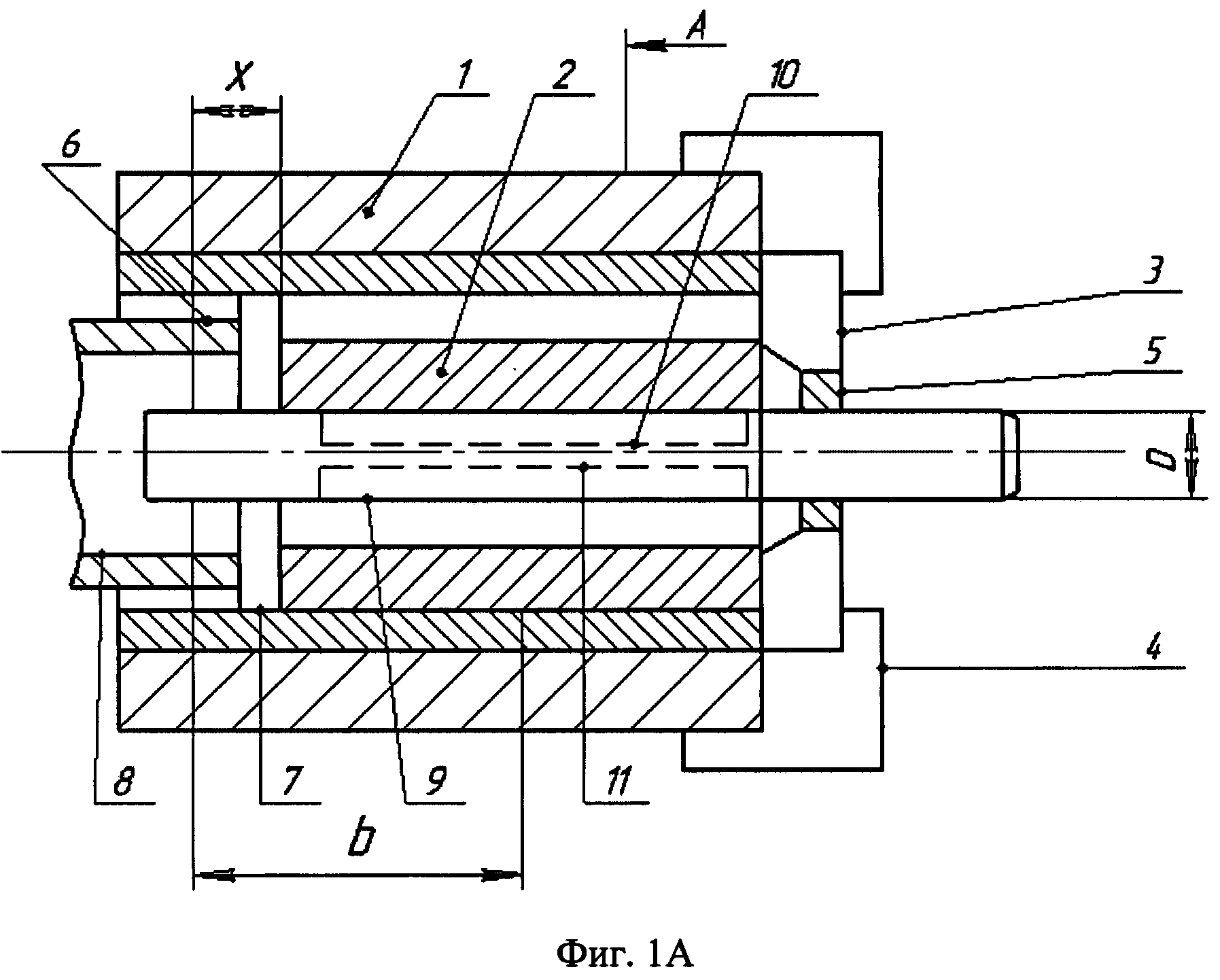
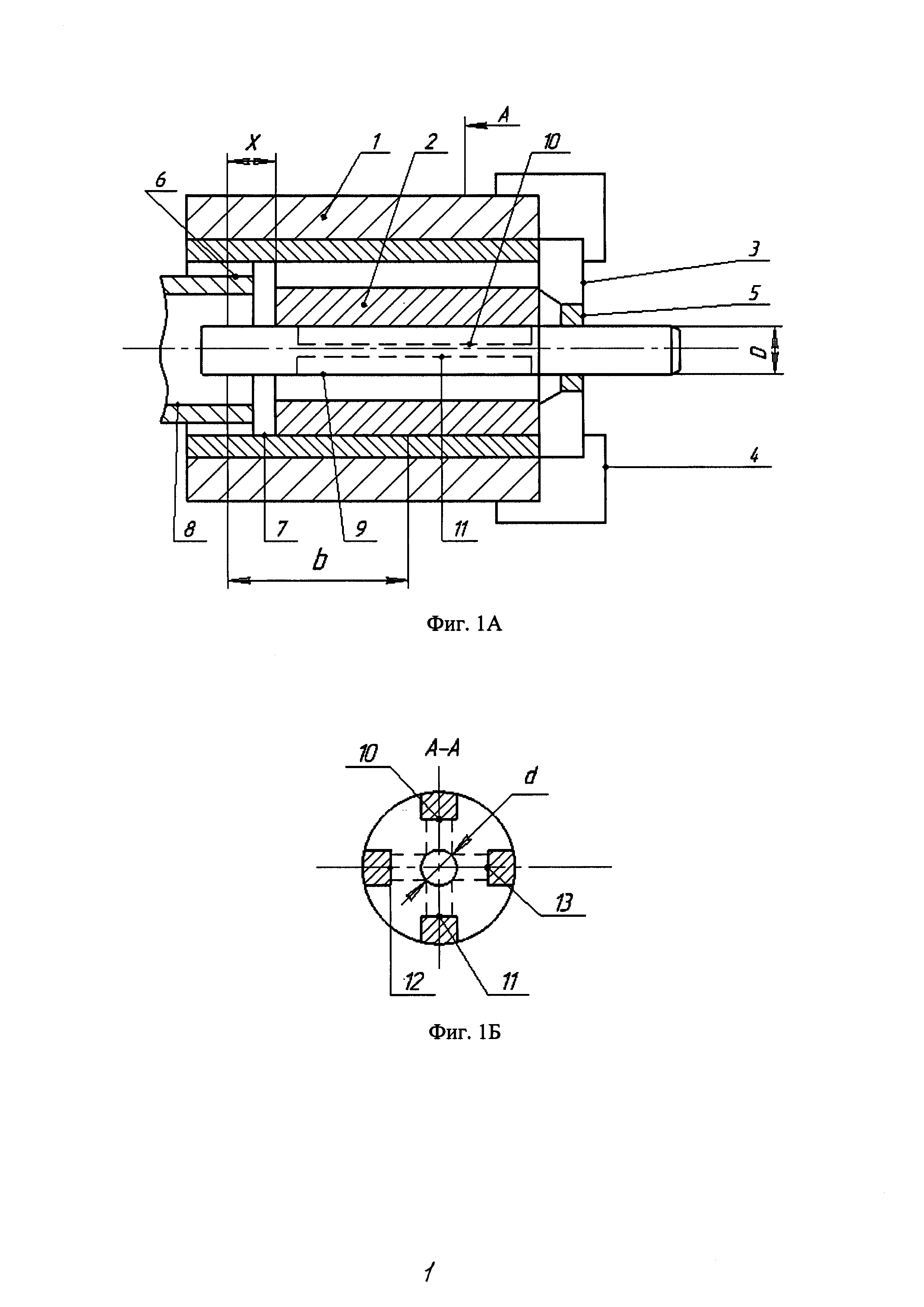
Сущность изобретения поясняется чертежами, где на фиг. 1А схематично показано в разрезе устройство на начальной стадии прессования (пресс-игла сжата, заготовка расположена асимметрично), на фиг. 1Б показан разрез Α-A сегментированной пресс-иглы на начальной стадии прессования, на фиг. 2А показана стадия центрирования заготовки относительно оси прессования, на фиг. 2Б показан разрез Б-Б сегментированной пресс-иглы в момент разведения ее сегментов, на фиг. 3А показана стадия распрессовки, на фигуре 3Б показан разрез В-В сегментированной пресс-иглы на завершающей стадии распрессовки, на фиг. 4А показано начало процесса прессования, на фиг. 4Б показан разрез Г-Г сегментированной пресс-иглы в момент прессования трубы.
Предлагаемый способ осуществляется с помощью устройства, которое содержит контейнер 1 с размещенной в нем заготовкой 2, матрицу 3, установленную в матрицедержателе 4. В матрице 3 установлен центрирующий стакан 5. Также устройство содержит пуансон 6, с укрепленной на его конце пресс-шайбой 7, иглодержатель 8, в котором установлена пресс-игла 9 с сегментами 10, 11, 12 и 13 (см. фиг. 1А и 1Б).
На начальной стадии прессования (фиг. 1А) с одной стороны контейнера 1 в матрицедержатель 4 устанавливают матрицу 3, в отверстии которой размещают центрирующий стакан 5. Нагретую до заданной температуры заготовку 2 с осевым отверстием размещают в контейнере 1.
После размещения заготовки 2 в контейнер 1 вводят пуансон 6, на конце которого размещена пресс-шайба 7 с сегментированной пресс-иглой 9. Пресс-игла 9 проходит через осевое отверстие заготовки 2 и своим рабочим концом закрепляется в центрирующем стакане 5. Сегменты 10, 11, 12 и 13 пресс-иглы 9 на этой стадии прессования не разведены (см. фиг. 1А и 1Б).
Центрирование заготовки 2 относительно оси прессования включает подачу жидкости под давлением в полость пресс-иглы 9 (фиг. 2А). При этом сегменты 10, 11, 12 и 13 пресс-иглы 9 разводятся до контакта с внутренней поверхностью заготовки 2 (см. фиг. 2А и 2Б), тем самым приподнимая заготовку 2 и позиционируя соосное размещение заготовки относительно матрицы 3.
За счет дальнейшего поступательного движения пуансона 6 заготовка 2 распрессовывается и обжимает пресс-иглу 9 (см. фиг. 3А), тем самым сводя сегменты 10, 11, 12 и 13 (см. фиг. 3А и 3Б).
Затем заготовка 2 выпрессовывается через зазор, образованный отверстием матрицы 3 и пресс-иглы 9 (см. фиг. 4). На этой стадии прессования сегменты 10, 11, 12 и 13 пресс-иглы 9 сведены (см. фиг. 4А и 4Б).
Наружный диаметр полого профиля получается равным диаметру Dmax матрицы 3 (см. фиг. 2А), а внутренний диаметр полого профиля будет равен наружному диаметру Dигл пресс-иглы 9 (см. фиг. 4А).
Способ прессования полых профилей был опробован на горизонтальном гидравлическом прессе усилием 55 МН.
Из сплава марки 4Х5МФС была изготовлена пресс-игла наружным диаметром 154,3 мм с центральным осевым отверстием диаметром 100 мм и длиной 1520 мм. На расстоянии 770 мм от ее переднего конца были выполнены 4 сегмента длиной 700 мм.
Цилиндрическую заготовку из сплава марки 08Х22Н6Т диаметром 316 мм и длиной 805 мм с центральным осевым отверстием диаметром 165 мм, предварительно нагретую до 1100°С, загружали в контейнер диаметром 321 мм, с установленной матрицей диаметром 177,3 мм с центрирующим стаканом диаметром 156,0 мм. Затем в осевое отверстие заготовки и центрирующего стакана устанавливали пресс-иглу диаметром 154,3 мм.
Пресс-игла крепилась с помощью резьбового соединения к иглодержателю, через который подводился подвод гидравлической жидкости.
В осевое отверстие пресс-иглы подавали гидравлическую жидкость под давлением 4,0 кН и разводили сегменты пресс-иглы до их контакта с внутренней поверхностью заготовки. Одновременно с этим приподнимали заготовку и позиционировали ее соосное размещение относительно матрицы, при этом диаметр пресс-иглы в месте разведения ее сегментов был равен 159,7 мм.
За счет дальнейшего движения пуансона производилась распрессовка заготовки.
При завершении стадии распрессовки заготовки давление гидравлической жидкости в полости пресс-иглы снизилось до нуля, за счет чего сегменты вернулись в первоначальное положение. Далее, за счет дальнейшего движения пуансона производилось прессование трубы.
Минимально допустимый диаметр пресс-иглы определялся в зависимости от размеров заготовки по вышеуказанной зависимости:

где D - наружный диаметр пресс-иглы, м;
РЗАГ=3585,0 Н - вес заготовки;
LЗАГ=0,815 м - длина контакта заготовки с пресс-иглой;
b=1,2 м - расстояние от опоры иглодержателя до расчетного сечения, м;
х=0,6 м - расстояние от опоры иглодержателя до ближайшего торца заготовки, м;
Ra=1578 Н - усилие в опоре иглодержателя;
[σИ]=0,3 Н/м2 - допустимое напряжение на изгиб для материала пресс-иглы;
 - отношение внутреннего диаметра пресс-иглы к наружному.
- отношение внутреннего диаметра пресс-иглы к наружному.

Таким образом, был реализован процесс прессования и изготовлена труба с наружным диаметром 173 мм, толщиной стенки 11,0 мм в допуске +/- 2,6% и длиной 7210 мм.
Способ прессования полых профилей и устройство для его осуществления
Способ комбинированной высадки концов труб
Устройство для изготовления труб с внутренним винтообразным оребрением
Способ пластического структурообразования металлов и устройство для его осуществления
Способ получения труб с внутренним винтообразным оребрением и устройство для его осуществления
Смазочная шайба для прессования изделий и способ прессования с применением шайбы
Способ изготовления электроугольных изделий
Устройство подпора заготовки на стане винтовой прокатки
Инструмент для прошивки заготовки под прессование
Способ изготовления бесшовных холоднодеформированных высокопрочных труб из хромоникелевого сплава
Способ прессования полых профилей и устройство для его осуществления
Способ комбинированной высадки концов труб
Устройство для изготовления труб с внутренним винтообразным оребрением
Способ пластического структурообразования металлов и устройство для его осуществления
Способ получения труб с внутренним винтообразным оребрением и устройство для его осуществления
Смазочная шайба для прессования изделий и способ прессования с применением шайбы
Способ изготовления электроугольных изделий
Устройство подпора заготовки на стане винтовой прокатки
Инструмент для прошивки заготовки под прессование
Способ изготовления бесшовных холоднодеформированных высокопрочных труб из хромоникелевого сплава

