СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДНОГО ВОЛОКНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ УКАЗАННЫМ СПОСОБОМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к области получения изделий из композиционных материалов. Более конкретно изобретение относится к способу термического компрессионного формования для получения изделий из композиционных материалов, содержащих углеродные волокна, и к изделию, полученному указанным способом.
Уровень техники
В известных способах получения изделий из композиционных материалов используется технология термического компрессионного формования, в которой заданные количества материалов, содержащих термически отвержденную матрицу, армированную волокнами из жестких материалов, вводят в пресс-формы, выполненные из стали или алюминия, подходящие для придания заданной формы изделию. Эта технология разработана для формования изделий, армированных стеклянными волокнами, однако в настоящее время она все более применяется также для изделий, армированных углеродными волокнами, что позволяет получать компоненты, отличающиеся небольшой массой и отличными механическими свойствами, а также хорошими допустимыми отклонениями размера.
Технология термического компрессионного формования является весьма подходящей для изготовления изделий, практически свободных от подрезаемых деталей, которые образуются в пресс-формах, выполненных из двух накладывающихся деталей, внутри которых формируется форма изделия в виде негатива и в двух частях.
В типичном способе термического компрессионного формования для изделий из композиционного материала на основе углеродных волокон используются полуфабрикаты, изготовленные из термически отверждаемых смол и углеродных волокон. Указанные полуфабрикаты, изготовленные в процессах, отдельно от процесса компрессионного формования, имеют вид предварительно пропитанных листов, которые в промышленности известны под английским сокращением "SMC" (Листовые формовочные материалы).
Полуфабрикаты SMC обычно содержат множество предварительно пропитанных листов, наложенных таким образом, чтобы образовался единый блок. До загрузки внутрь пресс-формы полуфабрикаты SMC можно выгодным образом подвергать термической обработке, например, под действием инфракрасного излучения, что облегчает их размещение в пресс-форме и позволяет снизить время отверждения термически отверждаемой смолы.
С целью регулирования таких характеристик, как пространственная усадка во время фазы горячего образования поперечных связей, чистота обработки поверхности, легкость высвобождения из пресс-формы и поведение при пожаре, обычно в термически упрочняемые смолы добавляют минеральные добавки, смазывающие вещества, разделительные составы, огнезащитные составы и тому подобное. Некоторыми наиболее часто используемыми добавками являются карбонат кальция, каолин, стеараты, оксиды и гидроксиды кальция, магния, алюминия.
Благодаря низкой массе и высоким механическим характеристикам изделия из композиционных материалов с углеродными волокнами, полученные по технологии термического компрессионного формования, исходя из полуфабрикатов SMC, используются в течение нескольких лет в автомобильной промышленности для производства конструктивных элементов, например, таких как опоры для фар, опоры для ветрового стекла и опорные элементы деталей кузова.
Тем не менее, указанные изделия обычно не используются для производства эстетических элементов автомобиля, например, таких как детали конструкции кузова и детали салона автомобиля, из-за их довольно низкой чистоты обработки поверхности. В частности, изделия из композиционного материала, изготовленные, исходя из полуфабрикатов SMC, имеют поверхностные дефекты, например, такие как пористость и шероховатости поверхности, которые видны даже невооруженным глазом, и поэтому, несмотря на отличные механические характеристики, они непригодны для использования также (или исключительно) в эстетических целях.
В патенте США №4855097 описан способ получения внешней автомобильной панели кузова путем компрессионного формования, в котором загрузка, содержащая отверждаемую смолу, покрывает от 40% до 80% площади поверхности пресс-формы. В соответствии с этим известным документом покрытие более 80% площади поверхности пресс-формы не обеспечивает достаточное течение загрузки, что необходимо для получения легкого движения загрузки.
Следовательно, целью настоящего изобретения является разработка способа получения изделий из композиционных материалов, содержащих углеродные волокна, которые свободны от указанных недостатков, а также изделий, полученных способом изобретения. Указанная цель достигнута с помощью способа и изделия, существенные признаки которых перечислены соответственно в пунктах 1 и 13 формулы изобретения, в то время как другие признаки указаны в остальных пунктах формулы.
Идея решения, лежащего в основе настоящего изобретения, заключается в минимизации проскальзывания материала полуфабрикатов SMC для того, чтобы минимизировать образование поверхностных дефектов. Авторы изобретения обнаружили, что наличие поверхностных дефектов, таких как пористость и шероховатость, главным образом, зависит от течения композиционного материала, загруженного в пресс-форму, которое определяет различные ориентации углеродных волокон в различных областях законченного изделия. В частности, было обнаружено, что в изделии из композиционного материала на основе углеродного волокна, полученном в соответствии с известным способом термического компрессионного формования, участки поверхности с меньшей концентрацией поверхностных дефектов находятся там, где ориентация волокон является по существу идентичной ориентации волокон в полуфабрикате SMC, введенном в пресс-форму.
Для получения изделия, не содержащего поверхностных дефектов, в соответствии с изобретением загрузку полуфабриката SMC в пресс-форму определяют путем расчета как массы, подходящей для обеспечения полного заполнения формы, соответствующей форме изделия, а также развертки поверхности формы, образовавшейся в пресс-форме; и путем обеспечения того, что поверхности полуфабриката покрывают поверхности формы в процентной доле, составляющей от 70 до 99%, в частности, большей, чем 80%, и меньше или равной 99%. Благодаря указанным характеристикам можно минимизировать проскальзывание композиционного материала в пресс-форме, и таким образом, углеродных волокон, в результате значительно снижая образование поверхностных дефектов, в частности, пористости и шероховатости. Поэтому изделия, изготовленные в соответствии со способом изобретения, являются подходящими как для конструкционного, так и эстетического применения, как, например, для получения компонентов кузова автомобилей и/или покрывающих компонентов для салона автомобиля, которые, в частности, до сих пор были недостижимы для известных способов термического компрессионного формования SMC изделий.
В соответствии с предпочтительным вариантом осуществления способ согласно изобретению включает стадию добавления по меньшей мере одного слоя предварительно пропитанной ткани с однонаправленными углеродными волокнами, причем на этой стадии указанный по меньшей мере один слой расположен в контакте с одной или обеими поверхностями полуфабриката SMC, которые предназначены для приведения в контакт с поверхностями формы изделия, образованными в пресс-форме.
Для ускорения удаления воздуха и любых других летучих соединений, захваченных между полуфабрикатом SMC одним или несколькими слоями предварительно пропитанной ткани, наложенных на полуфабрикат, целесообразно производить надрезы на однонаправленных волокнах. Это дает возможность избежать образования пузырей и таким образом дополнительно улучшить чистоту обработки поверхности изделия.
Для того чтобы не ослаблять слой предварительно пропитанной ткани с однонаправленными волокнами, надрезы предпочтительно находятся под наклоном относительно направления волокон и не совпадают друг с другом в одном направлении. Кроме того, надрезы имеют заданную длину и относительное расстояние.
В качестве альтернативы слою предварительно пропитанной ткани из однонаправленных углеродных волокон можно использовать лист нетканого материала, изготовленного из углеродного волокна, стекловолокна или акрилового материала, который, как в предыдущем случае, может быть расположен в контакте с одной или обеими поверхностями полуфабриката SMC, которые предназначены для приведения в контакт с поверхностями формы изделия, образованными в пресс-форме.
Использование одного или нескольких слоев предварительно пропитанной ткани из однонаправленных волокон или одного или нескольких листов нетканого углеродного материала является выгодным, поскольку это позволяет дополнительно улучшить чистоту обработки поверхности, таким образом получая продукт, который по существу не содержит поверхностных дефектов. Фактически, указанные слои или листы имеют даже лучшие характеристики чистоты обработки поверхности по сравнению с полуфабрикатом SMC.
Кроме того, возможно обеспечение комбинации использования по меньшей мере одного слоя предварительно пропитанной ткани из однонаправленных углеродных волокон и по меньшей мере одного листа нетканого углеродного материала.
Другое преимущество, предоставляемое изобретением, заключается в том, что способ термического компрессионного формования не влечет за собой повышенных затрат, по сравнению с традиционным способом термического компрессионного формования.
Краткое описание чертежей
Дальнейшие преимущества и характеристики способа получения композиционных материалов, содержащих углеродные волокна, в соответствии с настоящим изобретением станут очевидными специалистам в данной области техники из следующего подробного и не ограничивающего описания варианта осуществления изобретения со ссылкой на прилагаемые чертежи, в которых:
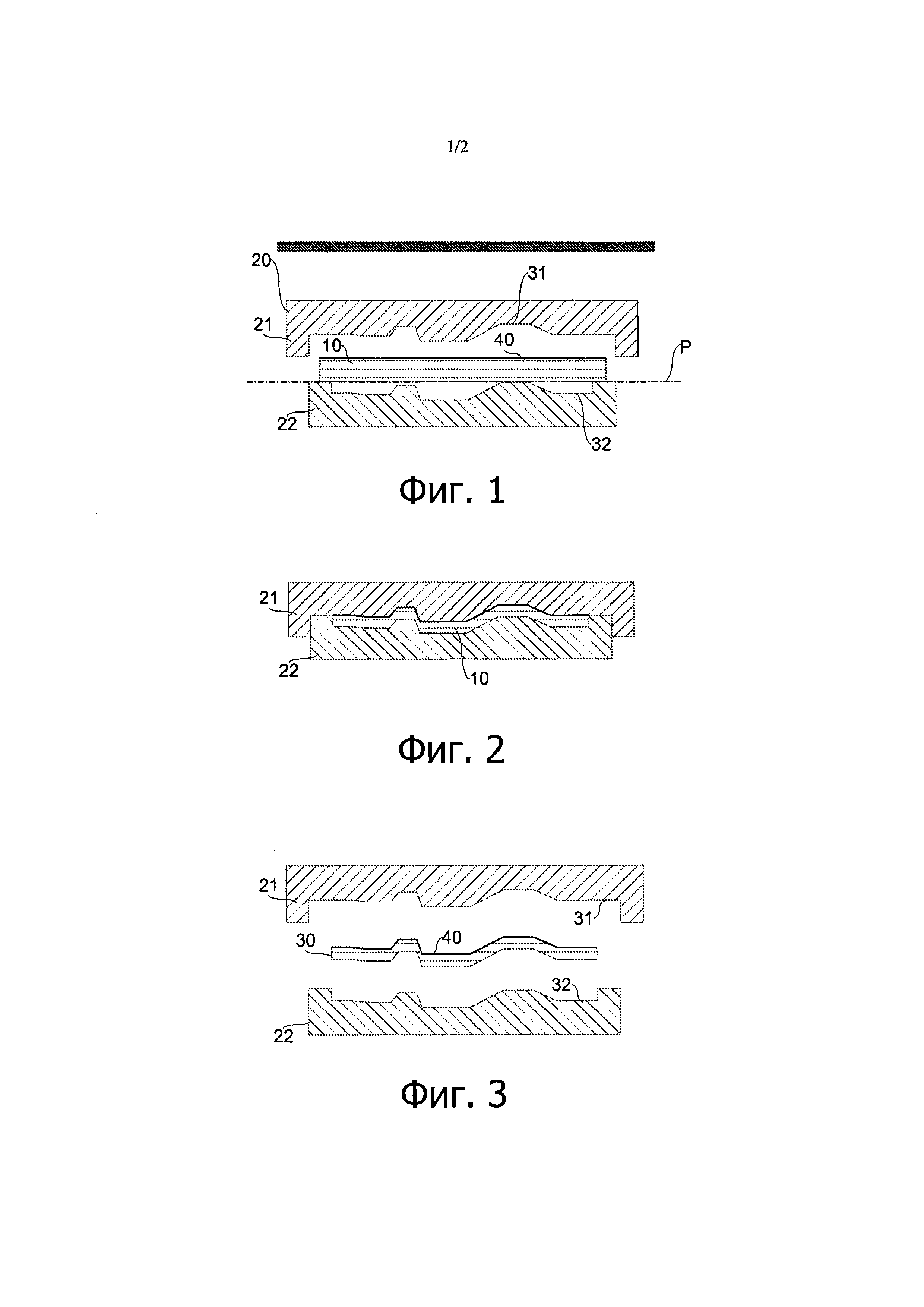
- На фигурах 1-3 схематически показаны основные стадии способа термического компрессионного формования изделия, изготовленного из композиционного материала в соответствии с изобретением; и
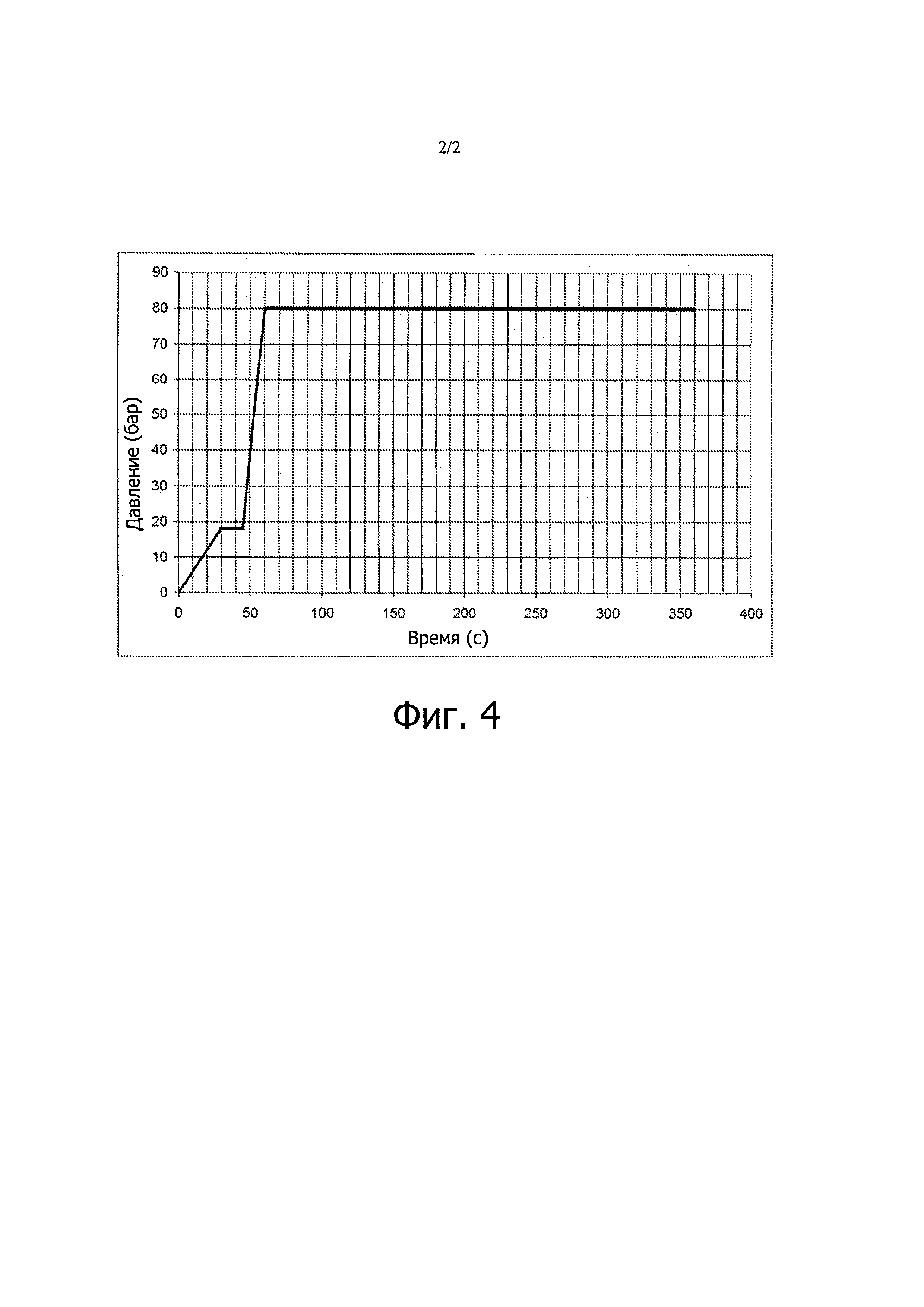
- фигура 4 представляет собой график, иллюстрирующий изменение давления во времени, в ходе процесса формования согласно изобретению.
На фигурах 1-3 схематически показаны основные стадии способа термического компрессионного формования изделия, изготовленного из композиционного материала в соответствии с изобретением.
Полуфабрикат 10 SMC, содержащий один или несколько листов композиционного материала, содержащего матрицу из термически отверждаемой смолы и углеродные волокна, вводится в пресс-форму 20, в которой форма изделия 30, подлежащая изготовлению, воспроизведена в виде негатива. Как известно, форма изделия разделяется на две части вдоль плоскости Ρ открытия пресс-формы, которая обеспечивает возможность введения полуфабриката SMC и выемки законченного изделия. Поверхности, образующие форму изделия 30 в негативе, обозначены на чертеже позициями 31, 32 и сформированы в первой части 21 и второй части 22 пресс-формы 20 соответственно.
Термически отверждаемая смола, используемая в полуфабрикате SMC, предпочтительно выбрана из группы, состоящей из винильно-эфирных, фенольных, эпоксидных, полиэфирных, полиамидных, циано-эфирных смол или их комбинаций.
Используемый углерод находится в виде комплексных нитей длиной в диапазоне от 5 до 200 мм, предпочтительно длиной 1 дюйм (25,4 мм). Каждая углеродная комплексная нить состоит из множества углеродных волокон, включая от 3000 до 24000 волокон, предпочтительно около 12000 волокон. Количество углеродных волокон составляет от 25% до 75% от массы термически отверждаемой смолы и предпочтительно составляет 50% по массе.
Для получения изделия пресс-форму 20 подогревают до подходящей температуры, обеспечивающей образование поперечных связей в термически отверждаемой смоле, которая представляет собой матрицу полуфабриката SMC. В случае указанных выше термически отверждаемых смол эта температура находится, например, от 120 до 150°C и предпочтительно составляет 130°C.
Количество полуфабриката SMC, введенного в пресс-форму, рассчитывается путем взвешивания на основе объема изделия, которое должно быть изготовлено.
В соответствии с настоящим изобретением кроме расчета массы полуфабриката SMC рассчитываются размеры поверхностей полуфабриката SMC, предназначенных для введения в контакт с поверхностями 31, 32 формы, образовавшейся в пресс-форме 20 таким образом, чтобы процент покрытия указанных поверхностей составлял от 70 до 99%, в частности, больше чем 80% и меньше или равен 99%. Благодаря указанным характеристикам проскальзывание материала, в ходе фазы закрывания пресс-формы и последующих стадий компрессии, является весьма ограниченным, что обеспечивает сохранение по существу неизменного изотропного расположения волокон в полуфабрикате SMC. Следовательно, изделие 30, полученное в способе формования согласно изобретению, будет характеризоваться чистотой обработки поверхности, которая по существу не содержит дефектов.
При расчете поверхности покрытия учитывается вся развертка поверхностей 31, 32 формы, в том числе плоские участки, выступы и углубления, площадь нефронтальной поверхности, возникающей, например, на плоскости Ρ открытия пресс-формы. Однако экспериментально подтверждено, что при расчете поверхности покрытия можно не учитывать детали, имеющие малую толщину, такие как ребра.
Можно понять, что в ходе процесса формования будет происходить более значительное проскальзывание материала при меньшем проценте покрытия, то есть ближе к 70%, и практически нулевое проскальзывание при наибольшем проценте покрытия, а именно около 99%. Путем экспериментальных испытаний было установлено, что минимальные доли покрытия более подходят для изделий, имеющих толщины порядка 2 мм, когда проскальзывание материала в любом случае является весьма ограниченным, в то же время более высокие проценты покрытия являются более подходящими для изделий, имеющих толщины порядка 4 мм, когда происходит более значительное проскальзывание материала в ходе процесса формования.
В соответствии с предпочтительным вариантом осуществления изобретения способ может включать стадию добавления одного или нескольких слоев предварительно пропитанной ткани с однонаправленными углеродными волокнами, расположенных в контакте с одной или обеими поверхностями полуфабриката 10 SMC, предназначенными для введения в контакт с поверхностями 31, 32 формы, таким образом предназначенными для образования внешних поверхностей изделия.
Используемый предварительно пропитанный материал, например, может содержать матрицу из термически отверждаемой смолы, например, эпоксидной, в которую погружено множество углеродных волокон, расположенных параллельно. Использование одного или нескольких дополнительных слоев, содержащих однонаправленные углеродные волокна, позволяет дополнительно улучшить чистоту обработки поверхности, таким образом, позволяя получать продукт, по существу не содержащий поверхностных дефектов.
Перекрывание одного или нескольких слоев предварительно пропитанной ткани с однонаправленными углеродными волокнами также позволяет выгодно улучшить механические характеристики изделия, например, обеспечить возможность выбора ориентации волокон в соответствии с направлением нагрузки, которая будет прилагаться к волокну при эксплуатации. Эта характеристика является весьма важной при производстве изделий, имеющих как эстетическое, так и конструкционное назначение.
Использованный на этой стадии материал может представлять собой, например, предварительно пропитанную ткань с однонаправленными волокнами, имеющую содержание углерода в диапазоне от 20 до 140 г/м2, предпочтительно равное приблизительно 40 г/м2.
Для облегчения удаления воздуха и любых других летучих соединений, захваченных между слоями, чтобы избежать образования пузырей и дополнительно улучшить чистоту обработки поверхности, целесообразно выполнять надрезы на однонаправленных волокнах.
Предпочтительно надрезы имеют наклон относительно направления волокон и расположены таким образом, чтобы последовательные надрезы в указанном направлении были частично смещены относительно друг друга, а именно захватывая только частично одни и те же волокна.
В частности, угол наклона надрезов относительно волокон составляет от 30° до 60°, например 45°, и последовательные надрезы в направлении углеродного волокна имеют общими не более 50% волокон. Эти характеристики обеспечивают удаление воздуха и любых других летучих соединений без ослабления слоя предварительно пропитанной ткани с однонаправленными волокнами.
Более того, всегда с целью обеспечения удаления воздуха и любых других летучих соединений без ослабления слоя предварительно пропитанной ткани с однонаправленными волокнами, надрезы имеют длину в диапазоне от 1 до 20 мм, например 5 мм, и удалены друг от друга с интервалом от 5 до 100 мм, например 50 мм.
В качестве альтернативы предварительно пропитанной ткани с однонаправленными углеродными волокнами можно использовать один или несколько листов нетканого углеродного, стекловолоконного или акрилового материала, который, как в предыдущем случае, может быть расположен в контакте с одной или обеими поверхностями полуфабриката SMC, которые предназначены для приведения в контакт с передней и задней формами. Использованный материал может иметь содержание углерода в диапазоне от 40 до 200 г/м2, предпочтительно равное приблизительно 100 г/м2.
На фигурах 1-3 показан пример единственного слоя 40 предварительно пропитанной ткани, расположенной на поверхности полуфабриката SMC, которая предназначена для приведения в контакт с поверхностью 31 формы, образованной в пресс-форме 20.
Кроме того, можно обеспечить комбинированное использование по меньшей мере одного слоя предварительно пропитанной ткани с однонаправленными углеродными волокнами и по меньшей мере одного листа нетканого углеродного материала, стекловолокна или акрилового материала на одной или обеих поверхностях полуфабриката SMC, которые предназначены для приведения в контакт с передней и задней формами. В этом случае благодаря улучшенным эстетическим характеристикам слои нетканого материала предпочтительно расположены в контакте с поверхностями 31, 32 формы и, следовательно, предназначены составлять внешние поверхности изделия.
Загрузка полуфабриката 10 SMC в пресс-форму 20 проводится при атмосферном давлении, причем требуется время от 10 до 60 сек. Затем пресс-форму 20, подогретую до температуры от 120 до 150°C, закрывают, начиная цикл компрессии в автоклаве в соответствии с заданной зависимостью давления от времени.
Как видно из графика на фигуре 4, давление увеличивается, например, в соответствии с линейной зависимостью, до величины, составляющей от 15 и 25 бар, предпочтительно равной приблизительно 18 бар, за время, приблизительно равное 30 сек. Указанное условие давления поддерживают приблизительно в течение времени от 10 и 20 сек, например 15 сек, после этого давление быстро увеличивают до величины от 70 и 90 бар, например 80 бар. В этом случае давление может возрастать во времени также по линейной зависимости.
Затем изделие выдерживают в указанных условиях давления и температуры приблизительно в течение 300 сек и после этого давление снижают до атмосферного, открывают пресс-форму 20 и извлекают изделие 30, которое охлаждают в специальных формах, подходящих для предотвращения деформации, и, наконец, изделие подвергают чистовой обработке, например, такой как удаление заусенцев прессования.
Описанные и иллюстрированные здесь варианты осуществления изобретения являются только примерами, допускающими многочисленные варианты. Например, всегда с целью минимизации перемещений углеродных волокон, и более обобщенно, течения материала внутри пресс-формы, при изготовлении сильно асимметричных деталей с одинаковым процентом покрытия возможно обеспечение стадии придания формы полуфабрикату SMC в соответствии с заданной формой изготовляемого изделия.
Петля для композиционных материалов и способ её изготовления
Литейная форма, выполненная из композиционного материала, и способ изготовления изделий с использованием данной литейной формы
Способ, литейная форма, устройства и набор для изготовления изделий из композиционных материалов, а также изделия, изготовленные с применением этого способа и(или) этих средств
Способ и система изготовления изделий из композитного материала, а также изделия, изготовленные посредством указанного способа или системы
Способ изготовления изделий из композитного материала, а также изделия, изготовленные посредством указанного способа
Ткань из углеродного волокна и способ ее производства
Шарнир из композитного материала и способ его изготовления
Способ получения ткани из углеродного волокна и ткань, полученная указанным способом
Компоновка привода для механического транспортного средства с гибридным приводом
Устройство для наружных ортопедических фиксаций
Петля для композиционных материалов и способ её изготовления
Литейная форма, выполненная из композиционного материала, и способ изготовления изделий с использованием данной литейной формы
Способ, литейная форма, устройства и набор для изготовления изделий из композиционных материалов, а также изделия, изготовленные с применением этого способа и(или) этих средств
Способ и система изготовления изделий из композитного материала, а также изделия, изготовленные посредством указанного способа или системы
Способ изготовления изделий из композитного материала, а также изделия, изготовленные посредством указанного способа
Ткань из углеродного волокна и способ ее производства
Шарнир из композитного материала и способ его изготовления
Способ получения ткани из углеродного волокна и ткань, полученная указанным способом

