Результат интеллектуальной деятельности: Способ оценки геометрических размеров дефектов стенки трубной секции и сварных швов по данным ультразвукового внутритрубного дефектоскопа с помощью поиска связанных индикаций
Вид РИД
Изобретение
Изобретение относится к способам обработки данных внутритрубных дефектоскопов, а именно к способу оценки геометрических размеров дефектов стенки трубной секции и сварных швов по данным ультразвукового внутритрубного дефектоскопа с помощью поиска связанных индикаций. Способ предназначен для дефектоскопов с различными диаметрами, и может быть использован для оценки длины, ширины и глубины дефектов.
Известна система интерпретации данных внутритрубного обследования трубопроводов (варианты) (RU 27708 U1, МПК G01N 27/72, G01M 3/00, G01N 29/00, приоритет с 13.08.2002), включающая в себя накопитель цифровых данных внутритрубного обследования трубопроводов, вычислительную систему, включающую в себя средства совмещения или сравнения данных от электромагнито-акустических или иных ультразвуковых датчиков ультразвукового обследования с данными ультразвукового обследования или с данными магнитного обследования трубопровода.
Известен способ аналитической диагностики разрушающего давления трубопроводов с поверхностными дефектами (RU 2240469 C1, МПК F16L 5/00, приоритет с 25.09.2003), заключающийся в измерении геометрических параметров дефекта и трубопровода в месте локализации дефекта, сравнении текущего рабочего давления трубопровода с разрушающим давлением, которое определяют математически, и по результатам сравнения принимают решение о возможности эксплуатации дефектного участка трубопровода или о необходимости снижения рабочего давления и выводе данного участка в ремонт.
Известен способ определения глубины залегания дефекта (RU 2437081 C1, МПК G01N 23/18, приоритет с 02.06.2010), заключающийся в сравнении изображений дефекта на двух, отличающихся различной геометрией просвечивания, снимках, и отличающийся тем, что устанавливают на контрольный участок изделия со стороны источника излучения образец - имитатор дефектов, имеющий эталонный дефект, соответствующий по размеру реальному, выявленному на снимке дефекту, глубина залегания которого подлежит определению, затем проводят двойное просвечивание без изменения направления излучения при различных расстояниях от источника излучения до контролируемого образца, после чего замеряют размеры изображений эталонных и реальных замеров.
Технический результат заявленного изобретения состоит в том, что изобретение на основе полученных диагностических данных внутритрубного инспекционного прибора с ультразвуковой системой CD позволяет оценивать геометрические параметры, а также проводить классификацию типов дефектов стенки трубной секции и сварных швов, при этом снижены трудозатраты на обработку отдельного участка нефтепровода и значительно снижено время детектирования опасных видов дефектов.
Технический результат заявленного способа достигается тем, что заявленный способ оценки геометрических размеров дефектов стенки трубной секции и сварных швов включает в себя аппаратные и программные средства.
Аппаратные средства содержат:
- внутритрубный инспекционный прибор с ультразвуковой системой CD (англ. Crack Detector - Детектор трещин);
- рабочую станцию с программой - терминалом, предназначенной для выгрузки данных;
- файловый сервер для хранения данных;
- рабочую станцию с программой, реализующей способ оценки;
- сервер базы данных для хранения результатов применения способа.
Способ состоит из следующих этапов:
1. Этап предобработки данных ультразвукового дефектоскопа.
1.1. Определение времени прихода сигнала ультразвукового дефектоскопа от внутренней стенки трубы.
Предварительно вычисляется время достижения зондирующим сигналом стенки трубы и осуществляется разделение данных на скипы, при этом время прихода сигнала от внутренней стенки трубы является нулевым скипом при первом отражении (от внутренней стенки трубы) и при следующем (от внешней стенки трубы) и т.д. Время прихода сигнала от внутренней стенки трубы лежит в нулевом скипе, для нахождения которого рассматриваются А-сканы в каждом датчике, при этом данные из А-скана считаются как некоторое распределение, заданное дискретно, и для большей точности результата используется среднее распределение, полученное из нескольких подряд идущих А-сканов, далее, проходя по усредненному распределению окном в несколько микросекунд, находится область, в которой сумма амплитуд имеет локальный максимум, и так как сигнал от стенки трубы самый сильный, то найденная область будет находиться в районе времени прихода сигнала от стенки трубы, для этого находится средневзвешенная точка распределения, попавшего в окно с максимальной суммой, и далее найденная точка считается средним значением времени прихода сигнала от внутренней стенки трубы для данного датчика и скана, а ее окрестность - нулевой скип.
1.2. Поиск продольных швов на основе полученных данных ультразвукового дефектоскопа с целью разделения трубной секции на «пришовную» область и «тело» трубы.
После нахождения сигнала от стенки трубы следующим шагом является разделение датчиков на смотрящие на сварной шов и остальные, так как поведение сигнала на сварном шве нестабильно из-за неоднородности материала в месте сварки, тогда как вне сварного шва данные более структурированы.
Среди всех датчиков выбираются датчики, которые лежат вблизи первой угловой координаты шва. Окрестность, в которой будут производиться поиски сварного шва относительно заданного положения, задается параметром в настройках, при этом для каждого найденного датчика в нулевом скипе выбирается сигнал с максимальной амплитудой, такой датчик с максимальной найденной амплитудой и считается датчиком сварного шва.
1.3. Предварительная фильтрация данных ультразвукового дефектоскопа с целью снижения показателя избыточности информации.
С целью снижения избыточности данных и снижения нагрузки на программу обработки перед началом работы, данные проходят проверку:
- толщина стенки трубы должна быть больше нуля;
- длина секции трубы (в сканах) должна быть не меньше и не больше параметров настройки алгоритма.
Дополнительно к основным настройкам алгоритма включатся параметр cutTime, являющийся фильтром, дополнительно отсекающим данные снизу по значению minTime, а сверху - по значению maxTime, данные с дефектных датчиков не используются при расчете дефектов при включении параметра DefectiveSensors.
2. Этап построения связанных индикаций на основе полученных данных ультразвукового дефектоскопа.
2.1. Общие определения.
Связанная индикация - это группа точек, удовлетворяющих следующим условиям:
- в каждом скане лежит по одной точке;
- расстояние между точками в соседних сканах (по времени) не превосходит указанное в настройках алгоритма, при этом используются псевдоцепочки, которые необходимы для того, чтобы не считать объединение близко идущих связанных индикаций шумом, и которые являются группой точек, удовлетворяющих следующим условиям:
- в одном скане может находиться до двух точек, лежащих на расстоянии, не превосходящем расстояния шума (NoiseTimeDelta);
- в соседних сканах найдется пара точек, которые лежат на расстоянии, (по времени) не превосходящем расстояние в связанной индикации (ChainTimeDelta).
При построении связанных индикаций рассматриваются три вида групп:
- young - группа с неопределенным типом (это группы, у которых количество точек меньше MinChainPoints);
- similar - группа псевдоцепочки;
- noise - группа шума (группа, не являющаяся Young или Similar).
2.2. Построение связанных индикаций. Алгоритм поиска связанных индикаций начинается с построения псевдоцепочек:
- рассматриваются все точки В-скана и строятся все возможные пары точек, которые лежат не больше, чем на NoiseTimeDelta (учитываются точки как в соседних сканах, так и в одном);
- амплитудой пары считается минимальная амплитуда, при этом отсортировка пары происходит на основании уменьшения амплитуды и расстояния между точками;
- последовательно выкладываются пары на В-скан;
- если обе точки не принадлежат еще группам, то считается, что они образовали новую группу - young, при этом если одна из точек уже принадлежит группе, то относительно второй точки возможны случаи:
- noise - добавляем точку в группу;
- young - добавляем точку в группу. Если количество точек в группе стало достаточно большим (некий порог на количество точек), то ей присваивается тип similar, если она удовлетворяет определению, иначе присваивается тип noise;
- similar - добавляется точка к группе лишь в том случае, если она не нарушит правил построения псевдоцепочек, иначе точка без группы образует новую группу;
Если у обеих точек есть группы и они разные, то:
- две noise, две young или noise и young группы объединяются между собой и для young при достижении порога по количеству точек присваивается тип noise или young;
- если одна из групп similar, а вторая не noise, то объединяются группы только в том случае, если общая группа остается псевдоцепочкой;
- если similar и noise, то группы не объединяются.
2.3. Выделение связанных индикаций из псевдоцепочек.
После рассмотрения всех точек проводится процедура перевода псевдоцепочек в связанные индикации, по точкам в псевдоцепочке происходит поиск и находится наибольшая связанная индикация, которую можно построить из крайней левой точки, удаляется эта связанная индикация из группы и повторяется процедура до получения набора связанных индикаций из одной псевдоцепочки. Далее идет процедура объединения всех полученных связанных индикаций - соединяются связанные индикации, в которых найдется по точке, что они лежат в соседних сканах и расстояние между ними по времени удовлетворяет расстоянию между точками в связанной индикации.
2.4. Фильтрация связанных индикаций включает следующие параметры:
- скип - рассматриваются связанные индикации, лежащие в скипах не меньше, чем в MinSkip, и не больше, чем MaxSkip. Чаще всего не рассматриваются нулевой скип и скипы больше второго;
- амплитуда и длина - фильтрация с помощью списка фильтров. Каждый из фильтров содержит минимальную длину, максимальную длину (LengthTo) в сканах и минимальную амплитуду связанной индикации;
- удельный вес - отбрасываются связанные индикации, удельный вес которых меньше MinDensity;
- аспект - связанные индикации, у которых отношение ширины к длине больше, чем MaxAspect, дальше не рассматриваются;
- производной - если правая или левая производные меньше, чем MinRDreivative и MinLDreivative соответственно, то они отбрасываются из рассмотрения;
- преобразование Радона - отбрасываем связанные индикации, у которых результат преобразования меньше чем MinRadon.
3. Фильтрация связанных индикаций по ряду параметров и классификации дефектов стенки трубной секции и сварных швов на основе полученных групп связанных индикаций.
3.1. Формирование группы дефектов стенки трубной секции и сварных швов на основе группы отфильтрованных связанных индикаций.
Оставшиеся после фильтрации связанные индикации объединяются в дефекты, при этом две связанные индикации объединяются, если выполняются условия:
- связанные индикации отстоят друг от друга не больше, чем на некоторый угол;
- расстояние между центрами связанных индикаций не превосходит длины наибольшей связанной индикации с некоторым наложением.
3.2. Поиск параметров дефектов стенки трубной секции и сварных швов. Дефекты формируются из связанных индикаций из следующих параметров:
- продольные координаты - наименьший и наибольший скан, длина и дистанция от начала прогона;
- угловые координаты - наименьший и наибольший датчики, на которых виден дефект, углы краев дефекта и ширина дефекта в миллиметрах;
- главная связанная индикация дефекта - это связанная индикация с самой большой амплитудой;
- количество датчиков, на которых виден дефект;
- максимальное количество пересечений - для каждого датчика вычисляется, какое количество связанных индикаций имеет пересечение по сканам, наибольшее значение записывается в параметр и берется максимальное;
- двойственность - признак видимости дефекта прямыми и оппозитными датчиками одновременно или только на одном направлении датчиков;
- сторона дефекта - позиция дефекта в стенке трубной секции;
- тип дефекта - осуществляется классификация дефекта по трем типам: трещина, риска, подрез продольного шва.
Изобретение позволяет на основе полученных данных ультразвукового дефектоскопа оценивать геометрические параметры, а также проводить классификацию типов дефектов стенки трубной секции и сварных швов с целью снижения трудозатрат на обработку отдельного участка нефтепровода и значительного снижения времени детектирования опасных видов дефектов.
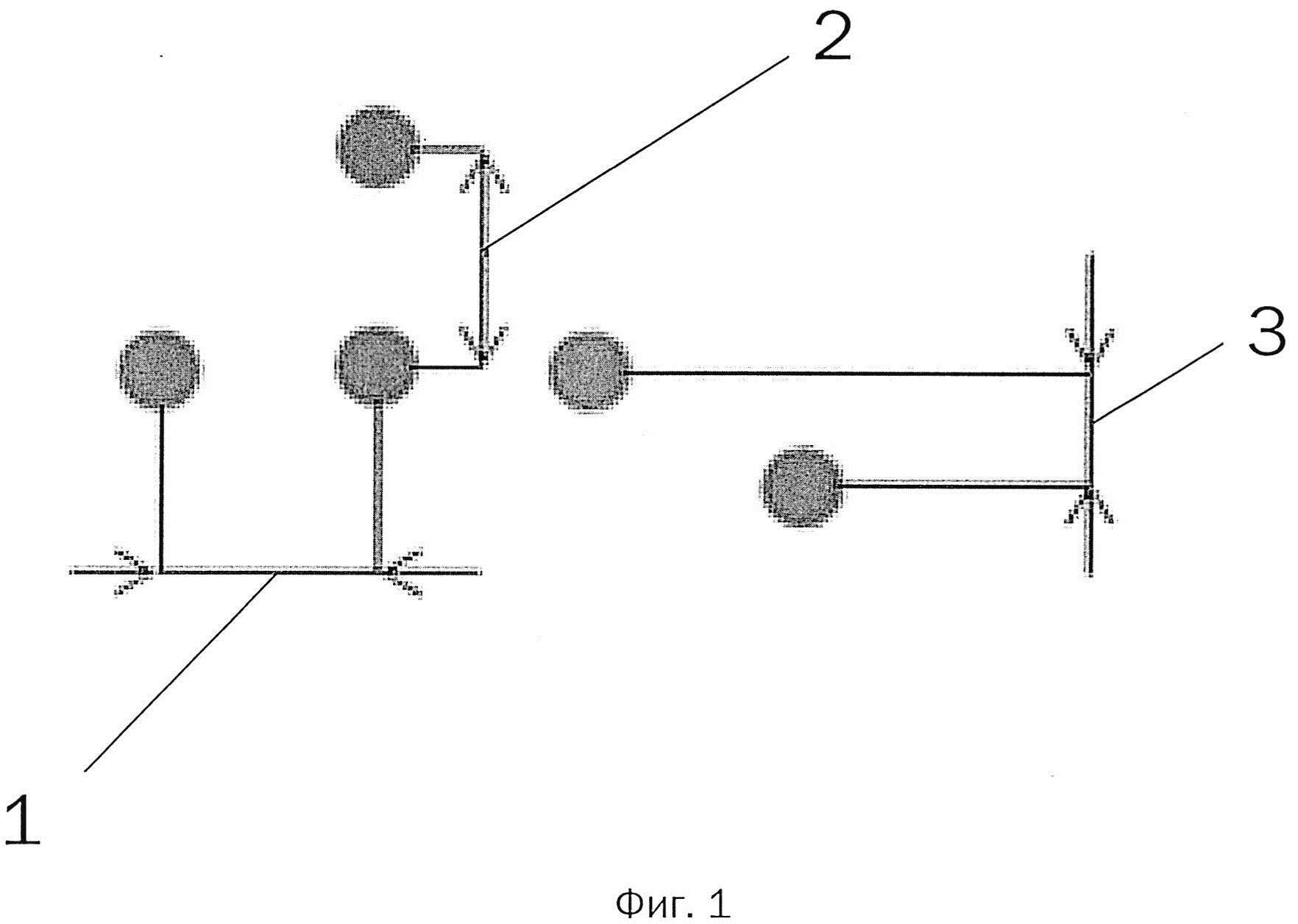
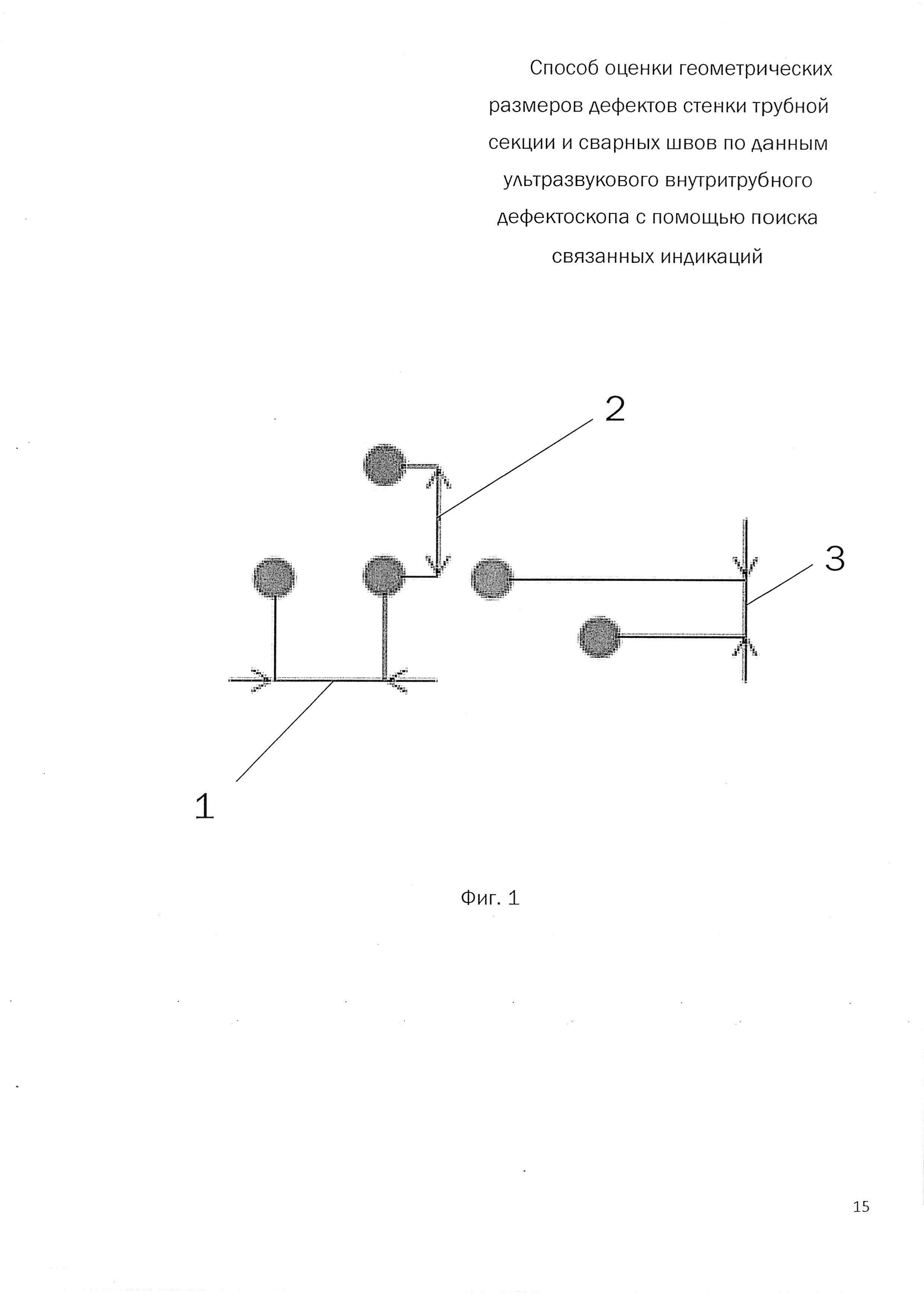
На фиг. 1 изображена псевдоцепочка из пяти точек.
На фиг. 1 приняты следующие обозначения:
1. 1 скан;
2. Расстояние шума (Noise Time Delta);
3. Расстояние в сквозной индикации (Chain Time Delta).
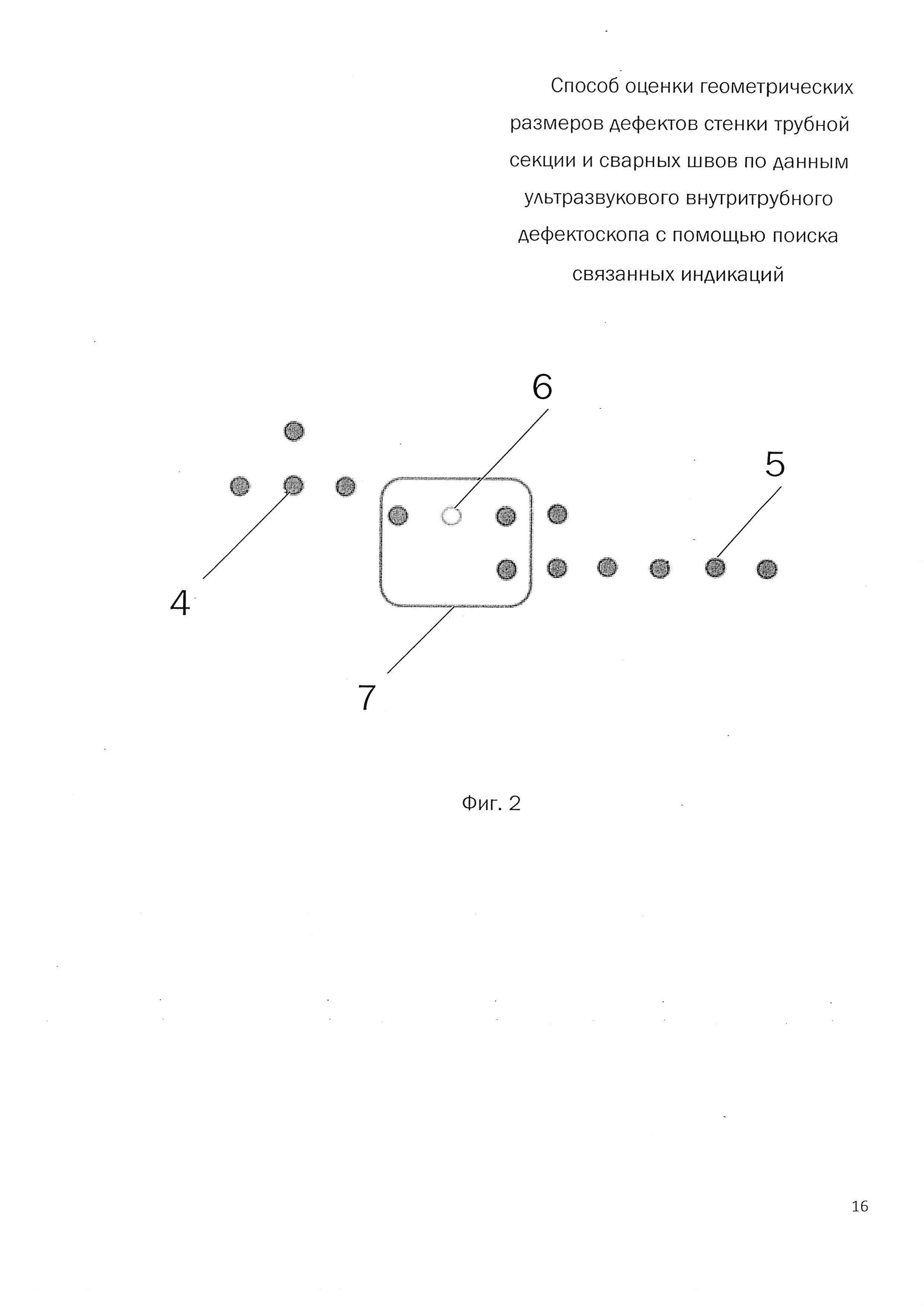
На фиг. 2 изображен пример объединения псевдоцепочек.
На фиг. 2 приняты следующие обозначения:
4. Первая псевдоцепочка;
5. Вторая псевдоцепочка;
6. Точка объединения псевдоцепочек;
7. Объединение псевдоцепочки, если в этой области выполняются правила псевдоцепочки.
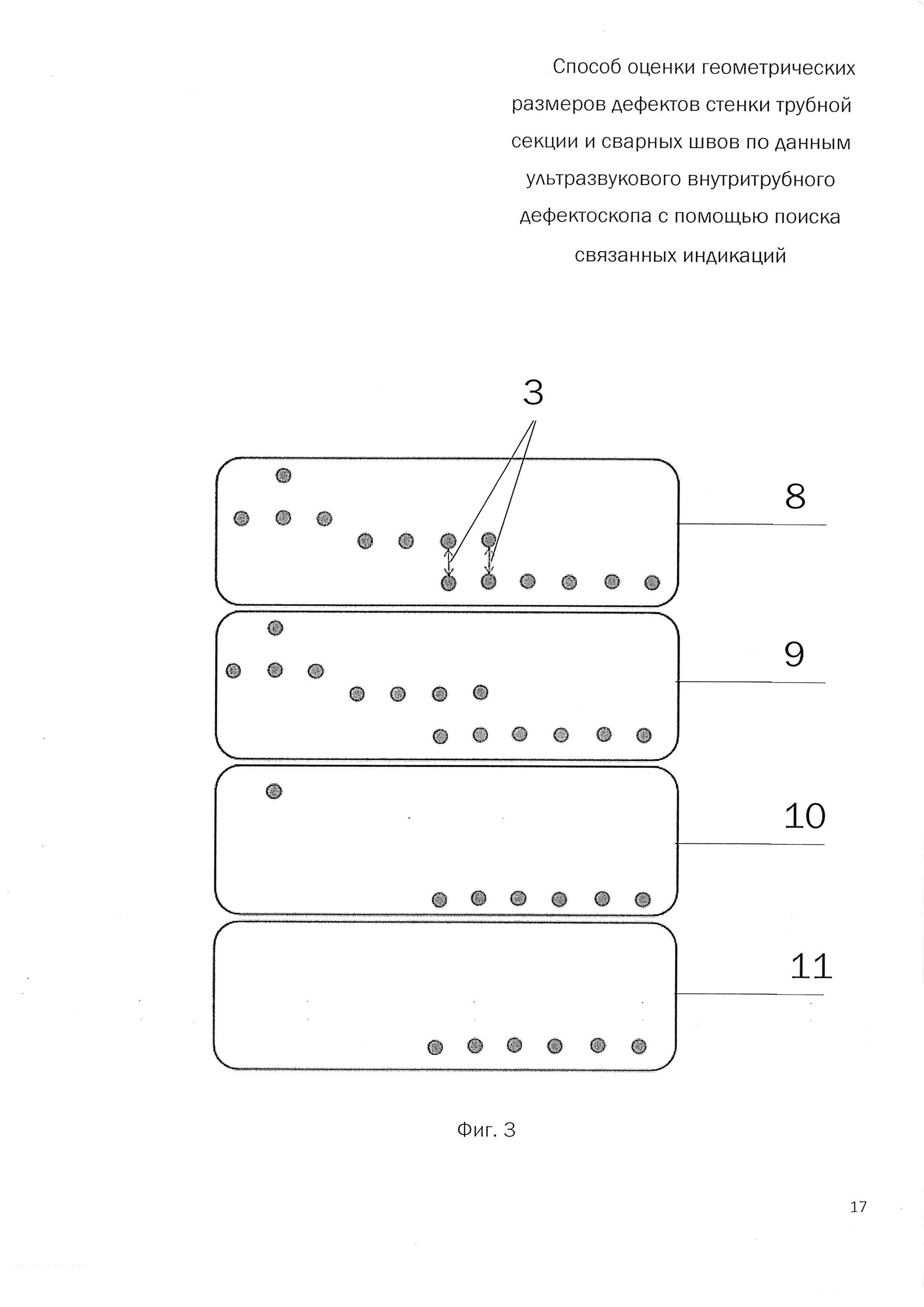
На фиг. 3 изображен процесс выделения связанных индикаций из псевдоцепочек.
На фиг. 3 приняты следующие обозначения:
8. Исходная псевдоцепочка;
9. Выделенная индикация длиной в 7 точек;
10. Выделенная индикация длиной в 1 точку;
11. Выделенная индикация длиной в 6 точек.
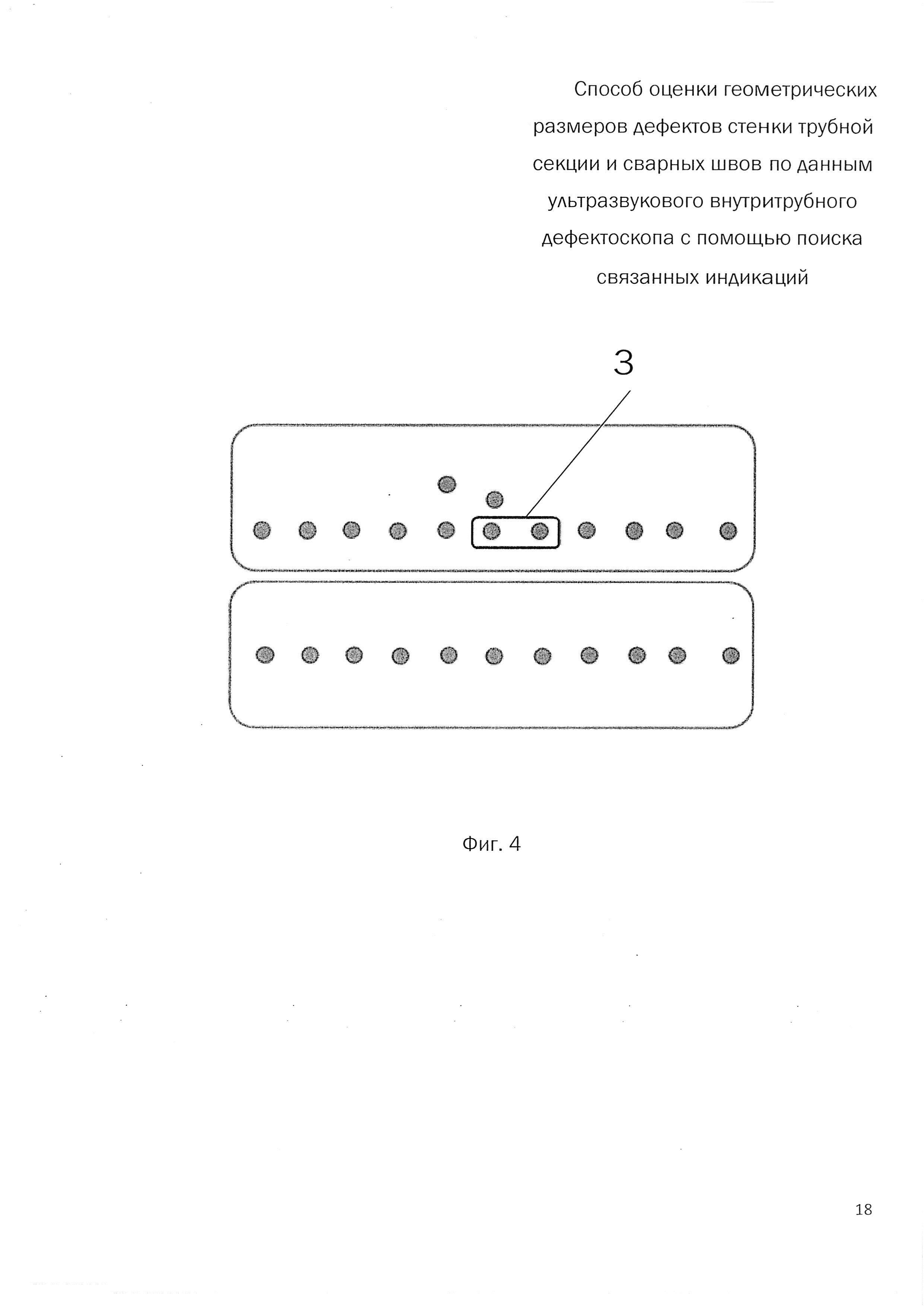
На фиг. 4 изображено объединение связанных индикаций.
Способ пуска средств очистки и диагностики трубопроводов
Способ получения депрессорной присадки in situ в процессе трубопроводного транспорта высокопарафинистой нефти, обработанной противотурбулентной присадкой
Способ компаундирования нефтей и система его осуществления
Способ пенной атаки при тушении пожаров в резервуарном парке
Способ гидродинамической очистки внутренней поверхности технологических трубопроводов нефте- и нефтепродуктоперекачивающих станций
Способ определения сигнала от стенки трубы по данным вип cd статистики энергетических линий
Устройство для измерения внутреннего профиля трубопровода
Взрывозащищенное внутритрубное устройство
Носитель датчиков дефектоскопа внутритрубного ультразвукового
Носитель датчиков внутритрубного ультразвукового дефектоскопа
Носитель датчиков для контроля трубопроводов с использованием дифракционно-временного метода tofd
Носитель датчиков для контроля трубопроводов с использованием дифракционно-временного метода tofd
Система неразрушающего контроля методом tofd (варианты)

