Результат интеллектуальной деятельности: Способ контроля положения оси прокатки непрерывного стана
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к трубному и сортопрокатному производствам, и может быть использовано при изготовлении труб или сортового металла, на станах продольной прокатки непрерывного типа.
Известен способ контроля положения оси прокатного стана, предусматривающий применение специального устройства, включающего фиксатор геометрической оси и шаблоны с центральными отверстиями под калибр каждой клети (АС 668142 СССР, В21В 37/00; В21В 17/04. Устройство для выверки оси многоклетьевого стана. / А.Н. Городецкий, Л.М. Арист, Л.С. Ляховецкий и др. - №2468284/22; - заявл. 01.04.1977; опубл. 20.06.1985. - Бюл. №23). Для повышения точности настройки стана фиксатор выполнен в качестве лазерного прибора, проецирующего луч на экран со шкалой, в центре которой выполнено пятно диаметром 0,3-2,0 мм, а шаблоны выполнены наружной поверхностью в соответствии с профилем калибров и имеют сквозное отверстие по центральной оси. Способ осуществляют посредством последовательной установки шаблонов в калибры клетей стана и регулировки валков (или клетей) таким образом, чтобы обеспечить беспрепятственное прохождение луча лазера через отверстия в шаблонах.
На ряде непрерывных станов, например трубопрокатных раскатном (МРМ) и извлекательно-калибровочном станах (ИКС) ТПА «159-426» АО «ВТЗ», в силу конструктивных особенностей установка шаблонов в клети с установленными валками существенно затруднена. Поэтому на данных станах используют специальные массивные шаблоны с мишенями, устанавливаемые в станины клетей стана вместо узлов прокатных валков. По отклонению центра мишени конкретной клети стана от центра мишени, установленной на траверсе перед первой по ходу прокатки клетью, судят о положении оси проектных центров калибров, образованных ручьями валков всех клетей стана (оси прокатки).
Основным недостатком известного способа является сложность точной ориентации шаблонов в клетях, что приводит к существенным погрешностям в установке линии прокатки. Кроме того, шаблоны требуют периодической поверки, а установка массивных шаблонов с мишенями (как в случае со станами ТПА «159426») сопряжена с необходимостью использования грузоподъемного оборудования и существенными затратами производственного времени.
Наиболее близким техническим решением, принятым за прототип, является способ контроля положения оси прокатки непрерывного стана, предусматривающий определение координат проектных центров калибров, образованных ручьями валков всех клетей стана, с использованием координатно-измерительной системы на базе лазерного трекера (Применение лазерных нивелиров для контроля монтажа и настройки оборудования на трубных и металлургических предприятиях. / С.П. Лариков, С.Н. Павлов, А.А. Самсонов // Труды XXI МНТК «Трубы-2014». - Челябинск: ОАО «РосНИТИ», 2014. - Т. 2. - С. 226-230).
Данный способ реализован на непрерывных раскатном (МРМ) и извлекательно-калибровочном (ИКС) станах ТПА 159-426 АО «ВТЗ» взамен применяемого ранее способа, предусматривающего использование шаблонов с мишенями.
Особенностью конструкции станов МРМ и ИКС является расположение рабочих клетей под углом 45°. Конструкции клетей в зависимости от места их расположения в стане принципиальных отличий не имеют, а различаются диаметром валков. Изменение размера калибра в радиальном направлении производится перемещением нажимных винтов, а в осевом направлении - изменением толщины направляющих пластин, устанавливаемых между посадочными поверхностями станин и фланцами подушек.
Для реализации способа используют лазерный трекер - высокотехнологичный измерительный прибор, основанный на принципе слежения за специальным уголковым отражателем с помощью лазерного луча. При попадании лазерного луча, испускаемого прибором, в центр уголкового отражателя он возвращается обратно в объектив прибора, а далее - на приемный датчик дальномера. С учетом двух углов и расстояния вычисляются текущие пространственные координаты отражателя.
Перед началом измерения создают сеть предназначенных для установки лазерного трекера опорных площадок перед каждой клетью путем определения пространственных координат этих площадок по отношении к координатам «реперным» площадкам. Затем относительно «реперных» площадок рассчитывают координаты точек, лежащих на теоретической (конструктивной) оси прокатки, оговоренной технической документацией стана.
Определение координат проектных центров калибров проводят при извлеченных из станин рабочих валках с подушками. Отражатель размещают на поверхности направляющих пластин и определяют координаты точек базовой посадочной поверхности опорных узлов рабочих валков, после чего расчетным путем (через известное конструктивное расстояние от поверхности направляющей пластины до вертикальной оси симметрии валков) определяют координаты вертикальной оси калибра, образуемого ручьями валков данной клети. Координаты горизонтальной оси калибра определяют пересчетом (через известное конструктивное расстояние от подпятника подушки до оси разъема валков) координат точек поверхностей торцов нажимных винтов. Координаты проектного центра калибра данной клети определяют как координаты точки пересечения вертикальной и горизонтальной осей калибра. Полученные координаты проектного центра калибра сравнивают с координатами теоретической (конструктивной) оси прокатки. В случае превышения нормативной величины отклонения проводят корректирующие мероприятия: изменяют толщину направляющих пластин или положение нажимных винтов, после чего проводят повторное определение координат проектного конструктивного центра калибра, добиваясь нормативной величины отклонения. Указанные выше операции проводят для всех клетей стана, добиваясь максимального совпадения координат проектного центра калибра каждой клети с координатами теоретической (конструктивной) оси прокатки.
Следует отметить, что способ контроля положения оси прокатки, выбранный в качестве аналога, предусматривает использование луча лазера как средство формирования теоретической оси прокатки, тогда как способ-прототип использует луч лазера для определения координат точек характерных поверхностей конструкции с последующим определением положения оси прокатки. В этом их принципиальное, качественное различие.
Основным недостатком известного способа, выбранного в качестве прототипа, является невозможность определения фактического положения оси прокатки стана, с установленными в его клетях валками, что существенно снижает эффективность упомянутого способа.
Техническая задача, решаемая изобретением, заключается в обеспечении возможности определения положения реальной оси прокатки, проходящей через фактические центры калибров, образованных ручьями валков клетей непрерывной группы.
Поставленная задача решается за счет того, что в способе контроля положения оси прокатки непрерывного трубопрокатного стана, включающем измерения координат характерных точек поверхностей конструкции клети стана с использованием координатно-измерительной системы на базе лазерного трекера и последующее определение положения оси прокатки на основании измеренных координат, согласно предлагаемому техническому решению измеряют координаты по меньшей мере двух точек, расположенных на поверхности радиусного участка дна ручья каждого валка и находящихся в плоскости, проходящей через продольные оси валков, посредством размещения в этих точках отражателя упомянутой координатно-измерительной системы, при этом на основании измеренных координат рассчитывают координаты фактического центра калибра каждой клети стана, определяющие положение оси прокатки, контроль которого осуществляют путем сравнения упомянутых рассчитанных координат фактических центров с координатами проектных центров калибров клетей стана.
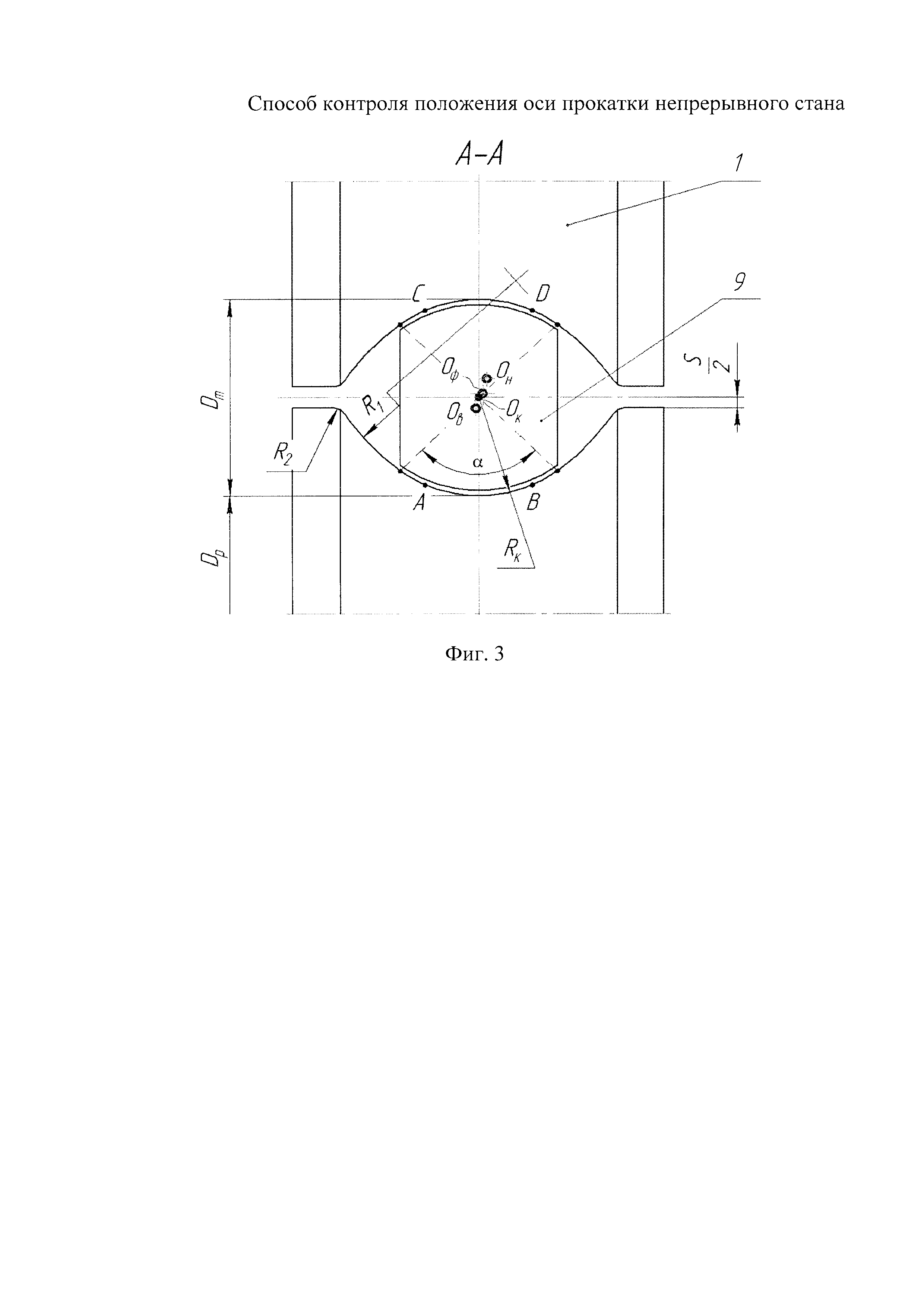
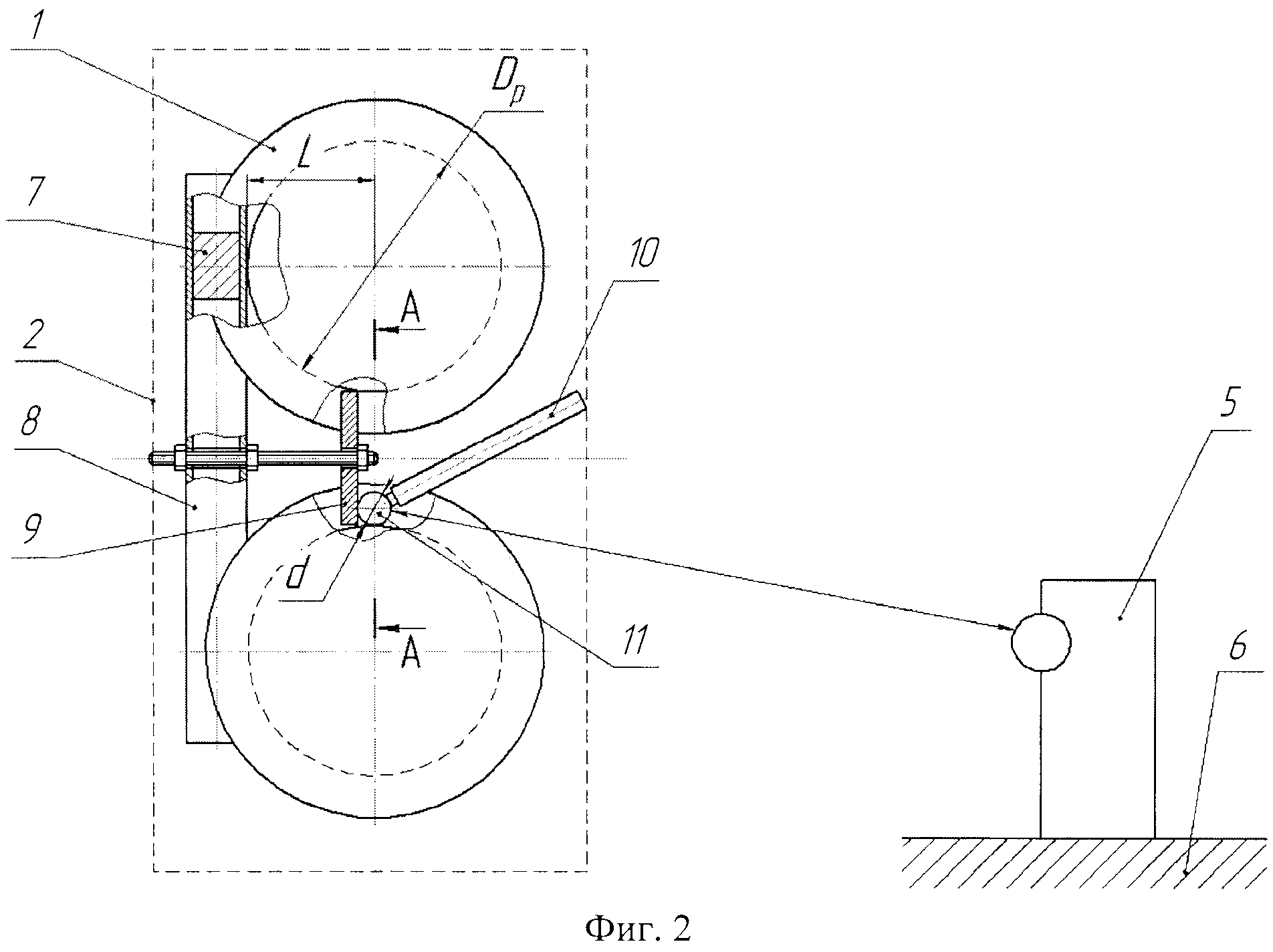
Предлагаемый способ поясняется чертежами, где на фиг. 1 показан общий вид двухвалковой клети непрерывного трубопрокатного стана, на фиг. 2 - схема измерения координат линии фактических центров калибров, на фиг. 3 - разрез А-А на фиг. 2.
Предлагаемый способ контроля положения оси прокатки непрерывного стана осуществляют следующим образом. Первоначально выполняют последовательность действий по определению координат проектных центров калибров, образованных ручьями валков 1 (фиг. 1) всех клетей 2 стана, описанную в способе-прототипе. При необходимости выполняют корректировку положения оси проектных конструктивных центров калибров путем перемещения нажимных винтов 3 и замены направляющих пластин 4.
В соответствии с предлагаемым техническим решением измерения проводят для всех клетей стана, последовательно устанавливая в станины комплекты рабочих валков с подушками. Лазерный трекер 5 (фиг. 2) устанавливают на «реперную» площадку 6 с входной стороны первой по ходу прокатки клети 2. С выходной стороны клети к дну ручьев валков крепят, например, посредством постоянных магнитов 7 кронштейн 8 с регулируемым упором 9, предварительно установленным от базовой поверхности кронштейна на расстояние, равное
L=0,5(Dp-d),
где Dp - диаметр валка по дну ручья; d - диаметр отражателя ручного щупа. На поверхности радиусного участка дна ручья каждого валка 1 ручным щупом 10 с отражателем 11 фиксируют координаты, по меньшей мере, двух точек (на фиг. 3: точки А и В - для нижнего валка, точки С и D - для верхнего валка), при этом отражатель 11 ручного щупа располагают вплотную к упору 9, не выходя за его габариты по ширине, что обеспечивает нахождение фиксируемой точки поверхности ручья в пределах сектора, ограниченного углом α. Угол α определяет границы радиусного участка дна ручья валка, выполненного радиусом Rк, определяющим размер получаемого в данной клети круглого профиля или трубы.
Получив координаты двух точек единой окружности радиусом Rк, решают систему двух уравнений вида
(x-a)2+(y-b)2=R2к,
где а и b - координаты центра окружности радиусом Rк.
Величина радиуса Rк заранее известна и соблюдается при изготовлении ручья с высокой точностью, которую обеспечивают современные металлообрабатывающие станки с ЧПУ. Таким образом знание координат точек А и В (фиг. 3), принадлежащих поверхности ручья нижнего валка, позволяет определить координаты центра окружности ручья нижнего валка Он (ан, bн). Аналогично, с использованием лазерного трекера определяют координаты точек С и D принадлежащих поверхности ручья верхнего валка, после чего рассчитывают координаты центра окружности ручья верхнего валка Ов (ав, bв).
Полученные координаты центров Он и Ов (фиг. 3) позволяют оценить качество настройки рабочих валков в радиальном и осевом направлениях, а также определить (по их среднему арифметическому значению) координаты фактического центра калибра данной клети Оф (aф, bф), которые сравнивают с координатами проектного центра калибра Ок.
При превышении величины разности координат в одном из направлений нормативной величины, установленной для данного прокатного стана, проводят либо дополнительные операции по установке рабочих валков на ось прокатки, например, путем перемещения нажимных винтов и замены направляющих пластин, либо отправляют кассету с рабочими валками на ревизию.
Далее проводят описанные выше операции для остальных клетей непрерывного стана.
Предлагаемый способ был опробован при проведении капитального ремонта ТПА 159-426 АО «ВТЗ». Первоначально с использованием промышленной координатно-измерительной системы на базе лазерного трекера API Tracker 3 и программного обеспечения NRK Spatial Analyzer определяли координаты проектной оси прокатки непрерывного извлекательно-калибрующего стана (ИКС). После проведения мероприятий по восстановлению положения проектной оси прокатки (установка новых опорных пластин и перемещение нажимных винтов) максимальное отклонение координат проектных центров калибров клетей стана от единой прямой не превышало 0,5 мм. С использованием предлагаемого способа были определены координаты фактических центров клетей (всего девять) ИКС, величина отклонения которых от координат проектных центров калибров для всех клетей стана не превышала значения 0,7 мм, что обеспечило получение заданной точности размеров сечения и прямолинейности прокатанных труб.
Использование предлагаемого способа позволяет контролировать положение фактической оси прокатки непрерывного стана, что обеспечивает симметрию процесса прокатки и, тем самым, повышает точность размеров и соблюдение формы поперечного сечения готового проката, его прямолинейность, снижает количество дефектов поверхности (например, подрезы), обусловленных нарушением оси прокатки. Предварительная оценка эффективности предложенного технического решения показала, что в зависимости от сортамента прокатываемых труб может быть получено снижение себестоимости продукции на 2,5…3% за счет снижения количества некондиционных труб. При невозможности использования способа в линии стана, например, ввиду конструктивных особенностей последнего (малое расстояние между станинами клетей), способ может быть использован на специальном стенде для проверки точности настройки опорных узлов подушек с рабочими валками перед их установкой в станины клетей стана.
Способ контроля положения оси прокатки непрерывного трубопрокатного стана, включающий измерение координат характерных точек поверхностей конструкции клети стана с использованием координатно-измерительной системы на базе лазерного трекера и последующее определение положения оси прокатки на основании измеренных координат, отличающийся тем, что измеряют координаты по меньшей мере двух точек, расположенных на поверхности радиусного участка дна ручья каждого валка и находящихся в плоскости, проходящей через продольные оси валков, посредством размещения в этих точках отражателя упомянутой координатно-измерительной системы, при этом на основании измеренных координат рассчитывают координаты фактического центра калибра каждой клети стана, определяющих положение оси прокатки, контроль которого осуществляют путем сравнения упомянутых рассчитанных координат фактических центров с координатами проектных центров калибров клетей стана.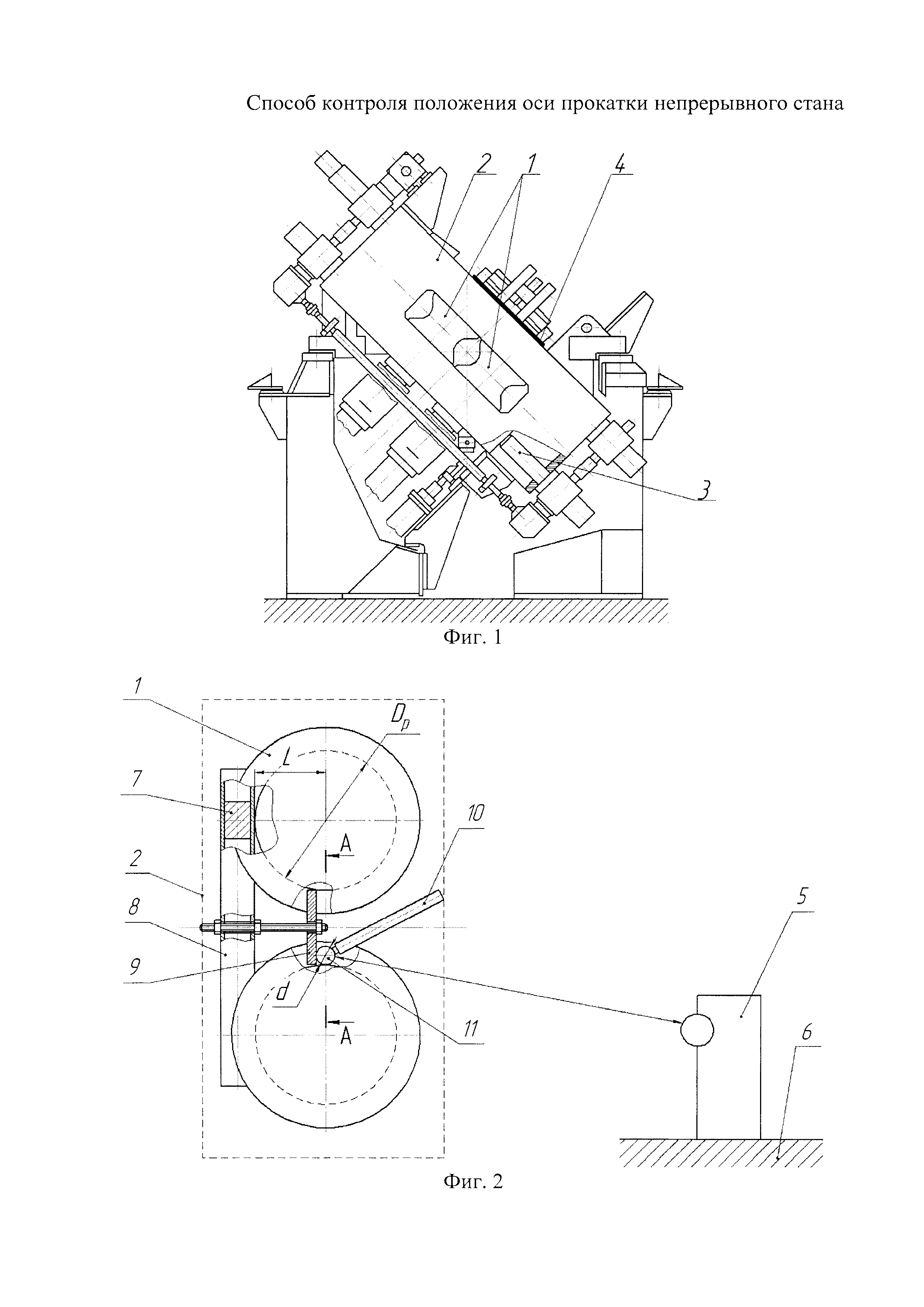
Система обеспечения буферным газом "сухих" газодинамических уплотнений
Способ волочения труб (варианты)
Теплообменный элемент и пластинчатый теплообменник
Способ высадки концов труб
Устройство для изготовления труб с внутренним винтообразным оребрением
Система уплотнений вала компрессора
Способ контроля и диагностики электрооборудования вагонов-термоцистерн
Способ механической обработки глубокого отверстия в трубной заготовке
Способ изготовления прямошовных сварных труб большого диаметра
Способ изготовления теплоизолированной лифтовой трубы
Система обеспечения буферным газом "сухих" газодинамических уплотнений
Способ волочения труб (варианты)
Теплообменный элемент и пластинчатый теплообменник
Способ высадки концов труб
Устройство для изготовления труб с внутренним винтообразным оребрением
Система уплотнений вала компрессора
Способ контроля и диагностики электрооборудования вагонов-термоцистерн
Способ механической обработки глубокого отверстия в трубной заготовке
Способ изготовления прямошовных сварных труб большого диаметра
Способ изготовления теплоизолированной лифтовой трубы

