ЛИНИЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПАНЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к строительству, а именно к линиям производства многослойных панелей, которые обеспечивают надежную защитную упаковку сформированной стопы панелей при их транспортировке и хранении.
Известна линия формирования длинномерных панелей, реализованная в способе по российскому патенту на изобретение №2248921 от 16.06.2003; МПК В65В 27/02, включающая последовательно расположенные и взаимосвязанные между собой узел размещения прокладок, узел формирования стопы панелей, узел обвязки и упаковки панелей в транспортный пакет.
Недостатком данного технического решения является то, что узел обвязки и упаковки панелей в транспортный пакет одно- или многослойной полиэтиленовой пленкой, не может обеспечить надежную защиту сформированной стопы панелей от механических повреждений при транспортировке и хранении.
Наиболее близкой по существу к заявляемому изобретению является линия производства трехслойных панелей (Патент на изобретение РФ №2248272 от 09.06.2003; МПК В28В 15/00), содержащая взаимосвязанные между собой функциональные узлы - узел подачи рулонов облицовок, узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования, узел отрезания панелей, узел формирования стопы панелей, узел упаковки с механизмом обвязки стопы панелей полиэтиленовой пленкой.
Недостатком указанного решения является то, что сформированная и упакованная полиэтиленовой пленкой стопа панелей недостаточно защищена от механических повреждений при транспортировке, проведении погрузочно-разгрузочных работ и хранении и требует дополнительной более надежной защиты.
Технический результат, который может быть получен, заключается в обеспечении надежной защитной упаковки сформированной стопы панелей непосредственно в процессе ее производства на автоматической поточной линии.
Технический результат может быть получен за счет создания линии производства многослойных панелей, содержащей взаимосвязанные между собой узел подачи рулонов облицовок в узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования, узел отрезания панелей, узел формирования стопы панелей и узел упаковки стопы панелей полиэтиленовой пленкой, при этом упомянутые узлы соединены между собой с возможностью профилирования поступивших облицовок, последующей укладки между профилированными облицовками заполнителя, нарезания из заполнителя ламелей и дальнейшего прессования профилированных облицовок вместе с ламелями до необходимой толщины, разрезания облицовок с ламелями на отдельные панели, формирования из отдельных панелей стопы панелей и упаковки стопы панелей полиэтиленовой пленкой, при этом она снабжена узлом формирования защитного покрытия, расположенным перед узлом упаковки стопы панелей полиэтиленовой пленкой, включающим механизм для нанесения защитного покрытия на сформированную стопу панелей вдоль длины стопы панелей в направлении ее движения по линии, выполненный в виде вала с размещенным на нем рулонным защитным материалом, и механизм для отрезания защитного материала, а узел упаковки стопы панелей полиэтиленовой пленкой установлен с возможностью нанесения пленки на сформированную стопу панелей, покрытой защитной пленкой, перпендикулярно направлению движения стопы по линии.
В качестве рулонного защитного материала используют, например, вспененный полиэтилен. В качестве полиэтиленовой пленки, узла упаковки стопы панелей, используют, например, стретч-пленку.
Сущность изобретения поясняется чертежами, где:
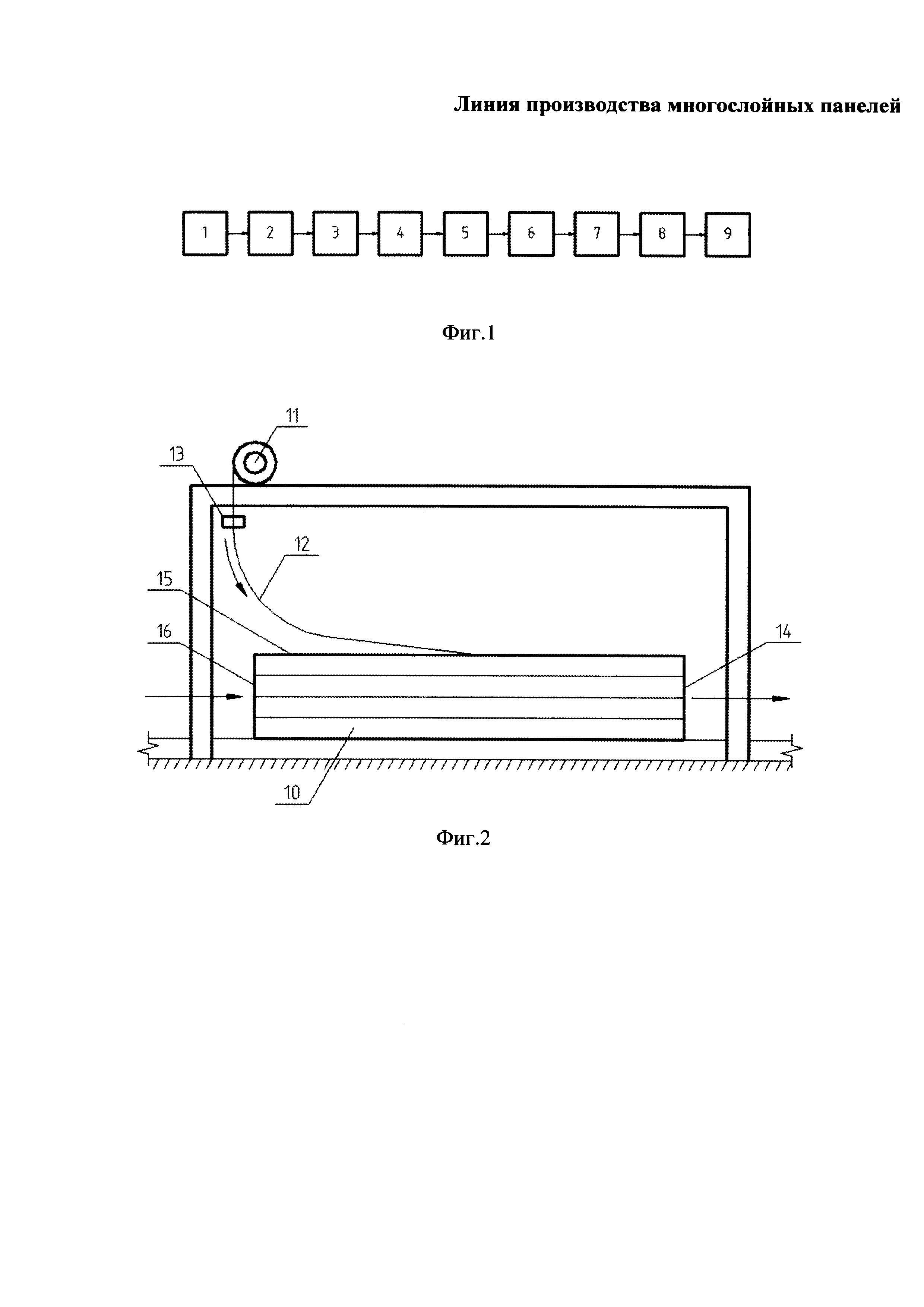
на фиг. 1 изображена структурная схема линии производства многослойных панелей;
на фиг. 2 изображена схема узла формирования защитного покрытия.
Линия производства многослойных панелей (фиг. 1) содержит взаимосвязанные между собой узел 1 подачи рулонов облицовок, которые поступают на вход узла 2 глубокого профилирования, где происходит профилирование главного профиля и замков, а затем передаются в узел 3 укладки заполнителя между профилированными облицовками, с узла 3 облицовка с заполнителем поступает в узел 4 загрузки ламелей. Узел 3 укладки заполнителя и узел 4 загрузки ламелей обеспечивают непрерывную подачу сформированных минераловатных ламелей между профилированными облицовками, после чего заготовка панели подвергается прессованию в узле 5 и поступает на вход узла 6 отрезания панелей, где формируются отдельные панели требуемой длины. Отдельные панели поступают в узел 7 формирования стопы панелей. Сформированная стопа панелей поступает в узел 8 формирования защитного покрытия, а затем в конечный узел линии - узел 9 упаковки стопы панелей полиэтиленовой пленкой.
В процессе работы линии осуществляется последовательное функционирование взаимосвязанных друг с другом узла 1 подачи рулонов облицовок, узла 2 глубокого профилирования, узла 3 укладки заполнителя, узла 4 загрузки ламелей, узла 5 прессования, узла 6 отрезания панелей, узла 7 формирования стопы панелей, узла 8 формирования защитного покрытия, узла 9 упаковки стопы панелей полиэтиленовой пленкой.
Согласно заявляемому техническому решению узел 8 формирования защитного покрытия (фиг. 2) на сформированную стопу панелей 10 включает в себя механизм для нанесения защитного покрытия, выполненный в виде вала 11, на котором размещен рулонный защитный материал 12, и механизм 13 для отрезания защитного материала 12.
Функционирование узла 8 формирования защитного покрытия осуществляется следующим образом.
Сформированная на узле 7 стопа панелей 10 поступает на узел 8 формирования защитного покрытия. Защитный материал 12, спадающий с вала 11, соприкасается со стопой панелей 10. За счет поступательного перемещения стопы панелей 10 относительно вала 11 защитный материал разматывается и укладывается последовательно на торцевую поверхность 14 сформированной стопы панелей 10, на верхнюю горизонтальную поверхность 15 стопы панелей 10 вдоль длины стопы панелей в направлении ее движения по линии, а затем на вторую противоположную торцевую поверхность 16 стопы панелей 10. После чего рулонный защитный материал 12 отрезается посредством механизма 13.
Далее, на узле 9 упаковки осуществляется обвязка стопы панелей 10, например, стретч-пленкой. Обвязка стопы панелей осуществляется за счет того, что барабан со стретч-пленкой начинает вращаться вокруг стопы панелей, перпендикулярно движению стопы по линии, обертывая ее вместе с уже лежащей на верхней поверхности стопы защитной пленкой. При этом защитная пленка оказывается под стретч-пленкой. Перпендикулярное направление обвязки обеспечивает максимально возможный охват поверхности стопы, предназначенной для покрытия стретч-пленкой, площадь которой значительно больше площади непокрытых стретч-пленкой торцов стопы, в то время как покрытие вдоль направления движения стопы панелей оставляет непокрытыми боковые стороны стопы, что минимизирует покрытую поверхность и тем самым уменьшает надежность защитной упаковки сформированной стопы панелей.
Следует отметить, что защитная пленка создает защиту верхней панели в стопе, а стретч-пленка закрепляет защитную пленку на поверхности стопы, а также за счет сжатия после нанесения на стопу панелей и перпендикулярной обвязки стопы обеспечивает плотное прилегание друг к другу панелей в стопе, придавая компактность и монолитность всей стопе панелей. Кроме того, стретч-пленка обеспечивает дополнительную защиту от влаги и пыли при транспортировке и хранении стопы панелей.
Таким образом, предлагаемая линия производства многослойных панелей обеспечивает заявляемый технический результат: надежную защитную упаковку сформированной стопы панелей непосредственно в процессе ее производства на автоматической поточной линии.