Результат интеллектуальной деятельности: Способ изготовления графитовой формы для получения отливок из жаропрочных и химически активных сплавов
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к сплавам на основе титана, и может быть использовано при получении литых деталей авиационных, вертолетных и ракетных двигателей, а также других литых деталей, например, для атомной энергетики или химической промышленности.
Литые детали из титановых сплавов отличаются сложной формой и небольшой толщиной стенки (минимально 2,5 мм), поэтому их, как правило, изготавливают из титановых сплавов типа ВТ20Л, ВТ5Л (ТУ 1-92-148-91) и т.п. в основном методом центробежного литья в оболочковые формы, изготавливаемые по технологии выплавляемых моделей. В качестве одного из материалов огнеупорной оболочки, используется графитовая крошка различной фракции, также известен способ литья титановых сплавов в спеченные графитовые формы или в формы, изготовленные из графитовых заготовок путем их механической обработки с использованием фрезерных станков по т.н. «безмодельной» технологии.
В то же время известно, не для титановых сплавов, что отливки можно получать в промышленных условиях в формы, изготовленные методами быстрого прототипирования (RP-технологии), например, на промышленных установках 3d печати. Известны разработки фирмы ProMetal (ExOne), выпускающей промышленные 3d-принтеры, позволяющие получать литейные формы большого размера. Например, установка S-15 позволяет получать элементы литейной формы, имеющие размеры до 750×750×1400 мм, используя способ послойного выращивания элементов формы за счет применения технологии струйной печати InkJet для нанесения связующего. Однако из-за использования кварцевых песков в качестве огнеупорного наполнителя и органических смол в качестве связующих эта технология не может быть применена при заливке химически активных сплавов типа титановых.
К заявленному способу относится патент ЕР 0945494 (А1). Дата публикации 04 мая 2005 года.
В патенте раскрыт способ получения изделий из мелкого порошка графита (сажи) путем прессования влажной углеродной сажи с дибутилфталатом (DBP oil) и другими компонентами, в качестве пластификатора и связующего, в специальной пресс-форме.
Недостатком изобретение является необходимость применения для получения изделия специальной пресс-формы.
Наиболее близким к заявляемому способу является способ, раскрытый в патенте US 5340656 А (прототип). Дата публикации 23 августа 1994 года.
В патенте раскрыт способ получения объекта путем трехмерной печати. Процесс печати состоит в следующих этапах: нанесения первого слоя порошкового материала в замкнутом объеме, а затем нанесения связующего материала в выбранных областях слоя порошкового материала, чтобы получить слой из порошкового материала, связанного в отдельных местах. Такие шаги повторяются определенное число раз, чтобы произвести последовательные слои отдельных областей связанного порошкового материала так, чтобы образовать желаемый объект. Несвязанный порошковый материал затем удаляют. В некоторых случаях компонент может быть дополнительно обработан, как, например, при нагревании его до дальнейшего усиления связывания порошкового материала.
Недостатком изобретения является невозможность использования элементов форм и стержней, изготовленных этим методом для получения отливок из химически активных сплавов, в т.ч. титановых, т.к. материалы, используемые при их создании, активно взаимодействуют с расплавом.
Задачей изобретения является создание нового способа изготовления форм для получения фасонных отливок из титановых сплавов методом центробежного и гравитационного литья для летательных аппаратов, атомной энергетики и других отраслей промышленности. При этом форма может состоять целиком из элементов, изготовленных предлагаемым способом, но может содержать также элементы, изготовленные другим способом, например, выточенных из графитовых заготовок на 3-5-координатных фрезерных станках с ЧПУ.
Техническим результатом является создание нового способа получения элементов форм и стержней для фасонных отливок из титановых сплавов, позволяющего использовать возможности трехмерной печати при разработке технологии получения отливок из жаропрочных и химически активных сплавов, в частности титановых.
Технический результат достигается тем, что разработан способ изготовления элементов литейных форм и стержней для получения фасонных отливок из титановых сплавов центробежным и гравитационным литьем, включающий послойную трехмерную струйную печать элементов. Элементы форм и стержней изготавливаются из порошка кристаллического графита фракцией 0,05-0,2, состоящего из частиц с компактной не чешуйчатой формой, который, при необходимости, смешивают с алюминиевым порошком в количестве 3-7 вес. %, а в качестве связующего используют жидкую термореактивную смолу, при этом печать элементов осуществляют путем нанесения опорного слоя порошкового материала, на который последовательно слой за слоем наносят слои порошка графита, на каждый из которых в требуемых местах по меньшей мере одной печатающей головкой наносят связующее для формирования связанного в требуемых точках каждого слоя порошка графита, поверхность каждого из которых подвергают воздействию излучения от инфракрасного источника для испарения летучих компонентов связующего и его частичной полимеризации, причем после получения напечатанного объекта, соответствующего изготавливаемому элементу, осуществляют его нагрев до температуры начала процесса полимеризации связующего, в большинстве случаев 250-350°C без его выемки из окружающего несвязанного порошка графита или после выемки, если это допускает получаемая прочность полученного объекта, для дополимеризации связующего и спекание при температуре 900±50°C в вакууме или в инертной атмосфере в опорном наполнителе из инертного по отношению к титану и графиту материала.
В качестве связующего используется раствор пульвербакелита, или другой фенолоформальдегидной, или иной термореактивной смолы в спирте или другом подходящем растворителе с добавками, обеспечивающими процесс печати или без оных, которая наносится с помощью хотя бы одной печатающей головки.
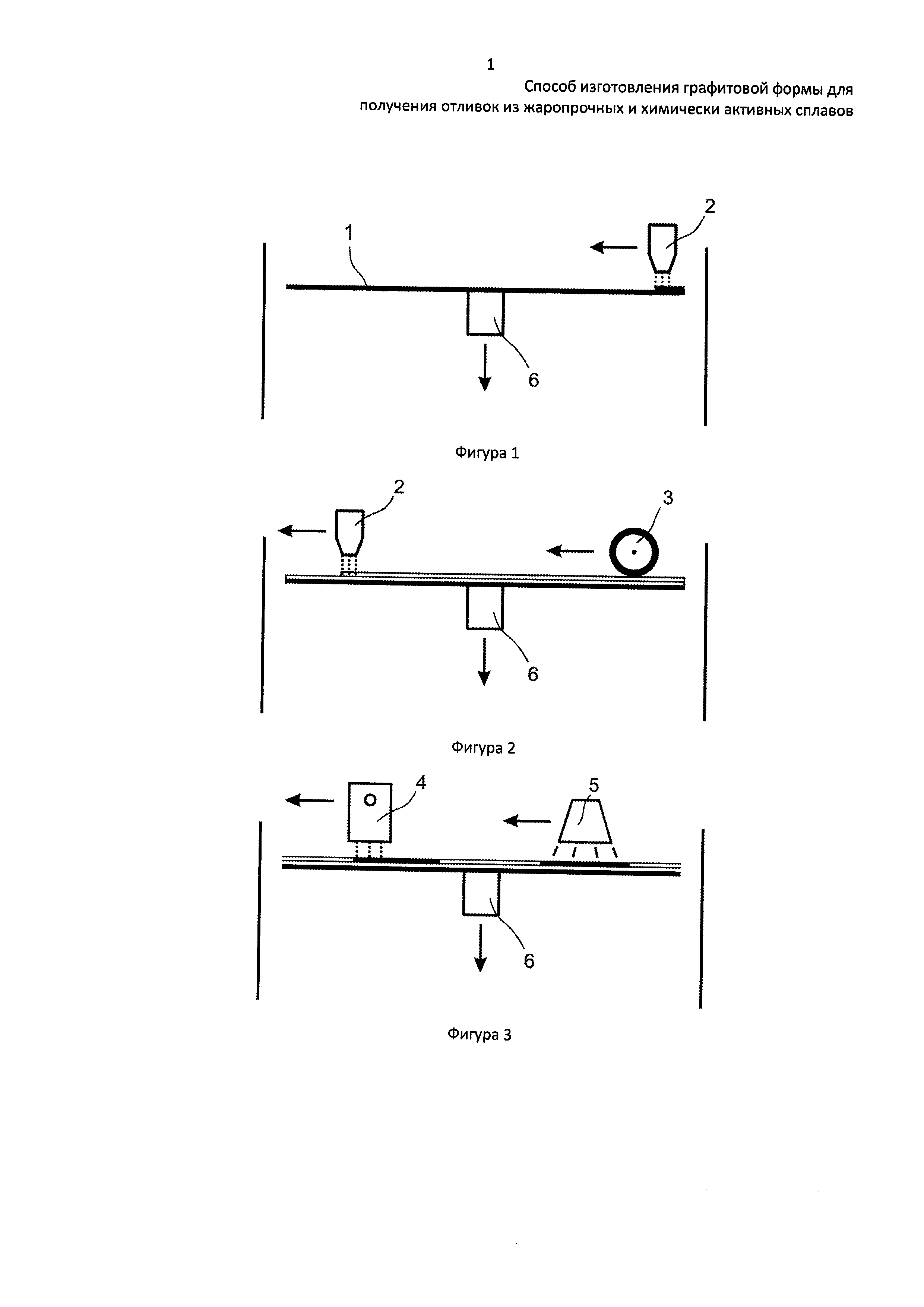
Процесс печати состоит из следующих этапов: нанесения опорного слоя порошкового материала (7) на поддон (1) хотя бы за один или более проходов с помощью рекоутера (2), который переносит порошок из подающей камеры на поддон, для предотвращения склеивания получаемого тела с поддоном, затем его выравнивание и уплотнение с помощью специального устройства барабанного типа (3), которое уплотняет порошок, затем нанесение последующих слоев порошка толщиной 0,1-1 мм с нанесением связующего материала с помощью печатающей струйной головки (4) в выбранных местах каждого слоя порошкового материала, формирующего проекцию слоя будущего тела, чтобы получить слой из порошкового материала, связанного в отдельных местах. После нанесения связующего каждый слой прогревается путем облучения поверхности тепловыми лучами с помощью инфракрасного нагревателя (5), который проходит над поверхностью вслед за печатающей головкой. При этом происходит испарение летучих компонентов связующего и его частичная полимеризация. За счет высокой теплопроводности графита тепло быстро рассеивается в толще материала, не создавая зон локального перегрева и коробления. После этого платформа принтера опускается на толщину слоя при помощи подающего поршня (6). Такие шаги повторяются определенное число раз, чтобы произвести последовательные слои, формирующие тело из связанного порошкового материала так, чтобы образовать желаемый объект. Полученный объект выдерживается в контейнере, в котором производилась печать до тех пор, пока не испарится основная часть летучих компонентов связующего, и он не достигнет температуры окружающей среды.
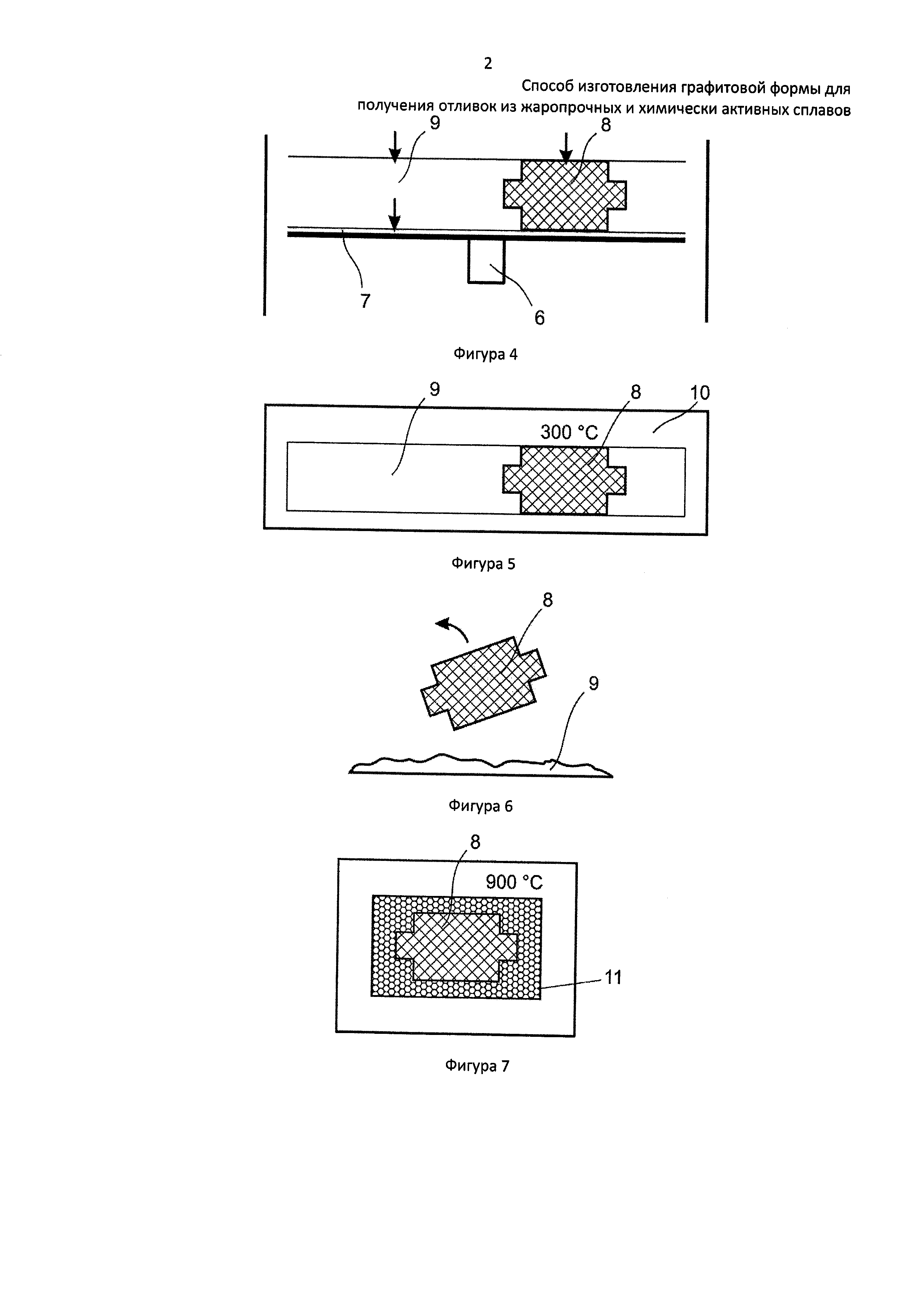
После этого объект (8) может быть осторожно, поскольку прочность его не велика, извлечен из контейнера, а может и не извлекаться для предотвращения его коробления и разрушения. Затем напечатанный объект (8) вместе с окружающим его несвязанным порошком (9) или без него перемещается в термическую печь (10), где при температуре 250-350°C производится дополимеризация связующего. После остывания с объектом можно производить различные манипуляции.
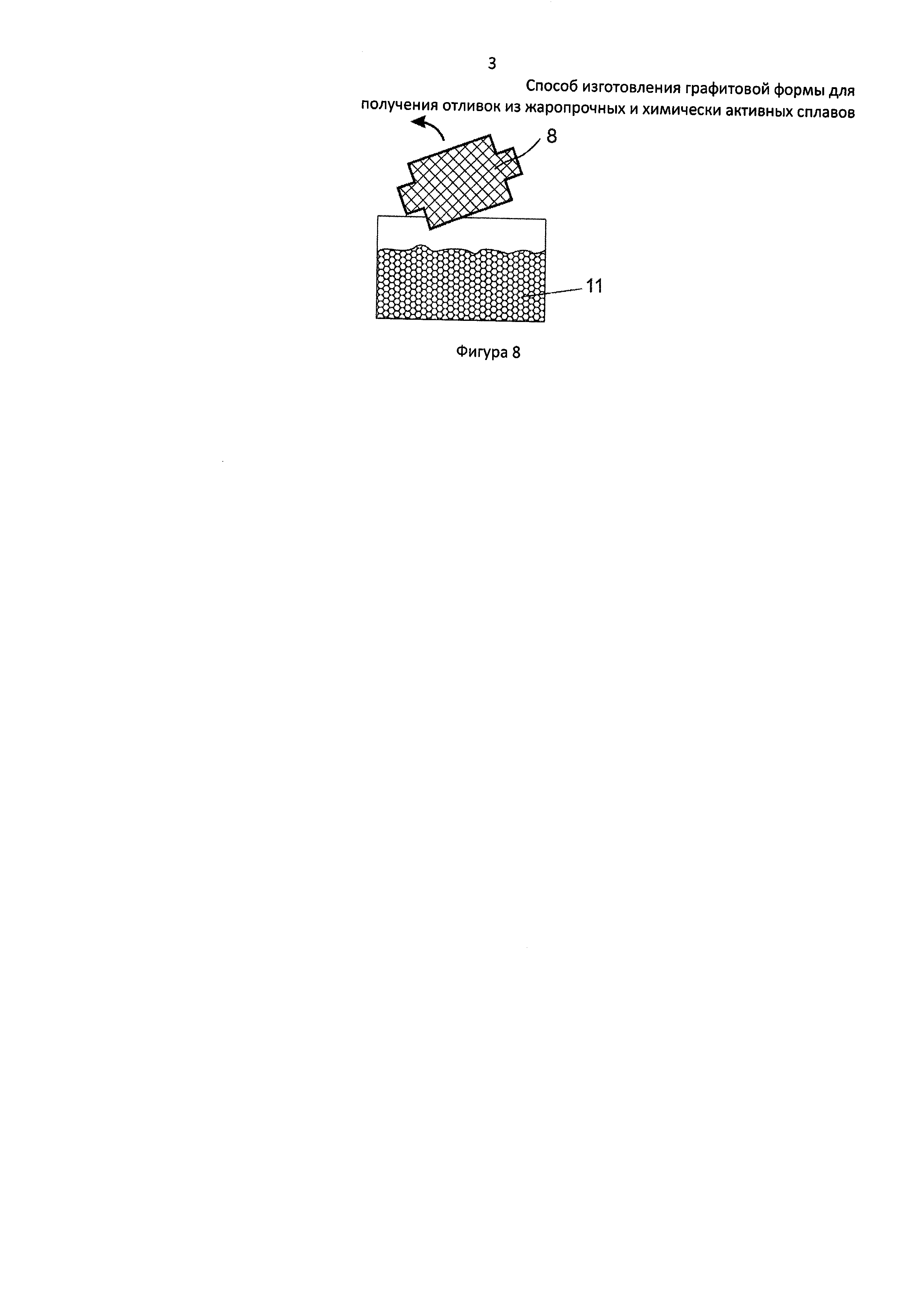
Затем объект в засыпке из опорного наполнителя (11) или без оного перемещается в термическую вакуумную печь или печь с инертной контролируемой атмосферной (например, аргона), где происходит его окончательная термообработка при температуре 900±50°C, состоящая в удалении газифицируемых составляющих связующего, с последующим его коксованием и во взаимодействии частиц алюминия с графитом, вследствие чего получается монолитный объект, который после остывания и очистки от опорного наполнителя можно использовать для сборки литейной формы. В качестве опорного наполнителя может применяться любой сыпучий материал с высокой огнеупорностью, относительно инертный по отношению к титану и графиту, например алундовый песок или крошка.
Изобретение поясняется схемой, где на фигуре 1 показан процесс нанесения опорного слоя (7) на поддон (1) с помощью рекоутера (2). Затем (фигура 2) происходит уплотнение слоя порошка с помощью устройства барабанного типа (3). На фигуре 3 схематически показан процесс нанесения связующего с помощью печатающей головки (4) на отдельные участки уплотненного порошка, которое подсушивается с помощью инфракрасного излучателя (5), двигающегося вслед за печатающей головкой, объект (8) создается путем послойного выращивания с постепенным опусканием поддона (1) с помощью подающего поршня (6). На фигуре 4 показан конечный этап печати объекта (8). Далее, фигура 5, объект (8) проходит термообработку для деполимеризации связующего в окружении несвязанного порошка (9) или без оного в термической печи (10). После извлечения объекта, фигура 6, он помещается в опорную засыпку (11) и проходит спекание в вакууме или защитной атмосфере, фигура 7. После охлаждения готовое изделие (8) извлекается из засыпки (11) (фигура 8) и используется для сборки литейной формы.
Сущность изобретения состоит в следующем.
Предложен новый способ создания элементов форм и стержней из графита, опирающийся на технологии быстрого прототипирования (3d печать), не использовавшиеся до этого при литье титановых отливок, отличающийся тем, что в качестве материала формы предложен порошок кристаллического графита, имеющего фракцию 0,05-0,2 мм, состоящего из частиц, имеющих компактную (не чешуйчатую) форму, смешанного с алюминиевым порошком в количестве 3-7% вес. В качестве связующего используется раствор пульвербакелита или другой фенолоформальдегидной или иной термореактивной смолы в спирте или другом подходящем растворителе, которая наносится с помощью хотя бы одной печатающей головки, термореактивная смола отверждается в два этапа, на первом этапе с помощью инфракрасного нагревателя происходит сушка и частичная полимеризация термореактивной смолы, обеспечивающая формирование слоя будущего тела толщиной 0,1-1 мм и соединение его с предыдущим слоем, после чего, на втором этапе, уже вне принтера, связующее окончательно полимеризуется путем нагревания напечатанного объекта до температуры 250-350°C. Для получения рабочего элемента формы или стержня полученный объект подвергается спеканию в опорном наполнителе, обеспечивающем отсутствие коробления объекта при температуре 900±50°C в вакууме или в инертной атмосфере. После остывания в защитной атмосфере элементы могут быть использованы для сборки литейной формы.
Литейная форма для центробежной заливки крупногабаритных фасонных отливок сложной формы из жаропрочных и химически активных сплавов
Электропривод
Интегральная схема силового биполярно-полевого транзистора
Способ дефосфорации марганцевых руд и концентратов
Композиция для изготовления режущего инструмента для стали и чугуна
Способ определения термостойкости углей
Способ определения пористости металлоизделий
Способ сорбционного извлечения селена, теллура и мышьяка из водных растворов.
Способ измерения величины и пространственного распределения локальных магнитных полей, возникающих вследствие протекания коррозионных процессов на металлической поверхности в проводящем растворе
Способ получения порошка титаната диспрозия для поглощающих элементов ядерного реактора
Литейная форма для центробежной заливки крупногабаритных фасонных отливок сложной формы из жаропрочных и химически активных сплавов
Электропривод
Интегральная схема силового биполярно-полевого транзистора
Способ дефосфорации марганцевых руд и концентратов
Композиция для изготовления режущего инструмента для стали и чугуна
Способ определения термостойкости углей
Способ определения пористости металлоизделий
Способ сорбционного извлечения селена, теллура и мышьяка из водных растворов.
Способ измерения величины и пространственного распределения локальных магнитных полей, возникающих вследствие протекания коррозионных процессов на металлической поверхности в проводящем растворе
Способ получения порошка титаната диспрозия для поглощающих элементов ядерного реактора

