Результат интеллектуальной деятельности: СПОСОБ БЕЗАБРАЗИВНОЙ ДОВОДКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении запорных устройств для управления подачи жидких и газовых сред.
Известен способ электрохимической обработки по а.с. №537782 СССР, М. Кл.2 B23P 1/04 (В.П. Смоленцев, З. Б. Садыков); заявл. 19.05.75; опубл. 05.12.76, Бюл. №45, в котором для повышения точности обработки на диэлектрический трафарет, установленный в межэлектродном зазоре, подают колебания с частотой до 50 Гц. К недостаткам известного способа относятся необходимость увеличения межэлектродного зазора, как минимум, на толщину трафарета и значительное ухудшение шероховатости обрабатываемой поверхности.
Наиболее близким является способ электрохимической обработки по патенту 2216437 РФ, МПК7 B23H 3/08 (Смоленцев В.П., Газизуллин К.М.); заявл. 27.12.2001; опубл. 20.11.2003, Бюл. №32, в котором для повышения производительности и точности обработки в качестве жидкой токопроводящей рабочей среды используют реологическую жидкость, процесс выполняют импульсным током, где длительность импульсов регулируют вязкостью рабочей среды, а пауз - по времени восстановления максимального тока в импульсе.
К недостатку способа относится постоянное содержание металлического нанонаполнителя в реологической жидкости, что не позволяет достичь минимальной шероховатости и высокой точности сопряжения поверхностей.
В качестве прототипа выбираем способ по патенту 2216437 [1].
Изобретение направлено на снижение шероховатости и повышение точности сопрягаемых поверхностей при их безабразивной доводке. Это достигается тем, что в начале доводки между сопрягаемыми поверхностями устанавливают минимальный зазор по границе начала его пробоя в слабопроводящем электролите низковольтным током, далее увеличивают объемное содержание металлического нанонаполнителя, одновременно повышая межэлектродный зазор до конечной величины с поддержанием границы его пробоя до стабилизации величины тока, проходящего через электроды, затем включают вибрацию сопрягаемых поверхностей в направлении друг к другу, плавно увеличивают относительно конечного зазора амплитуду вибраций до стабильного получения пауз тока, продолжают процесс до получения на одной из сопрягаемых поверхностей минимальной стабильной шероховатости, после чего меняют полярность электродов и, не изменяя, режима формируют шероховатость на другой сопрягаемой поверхности.
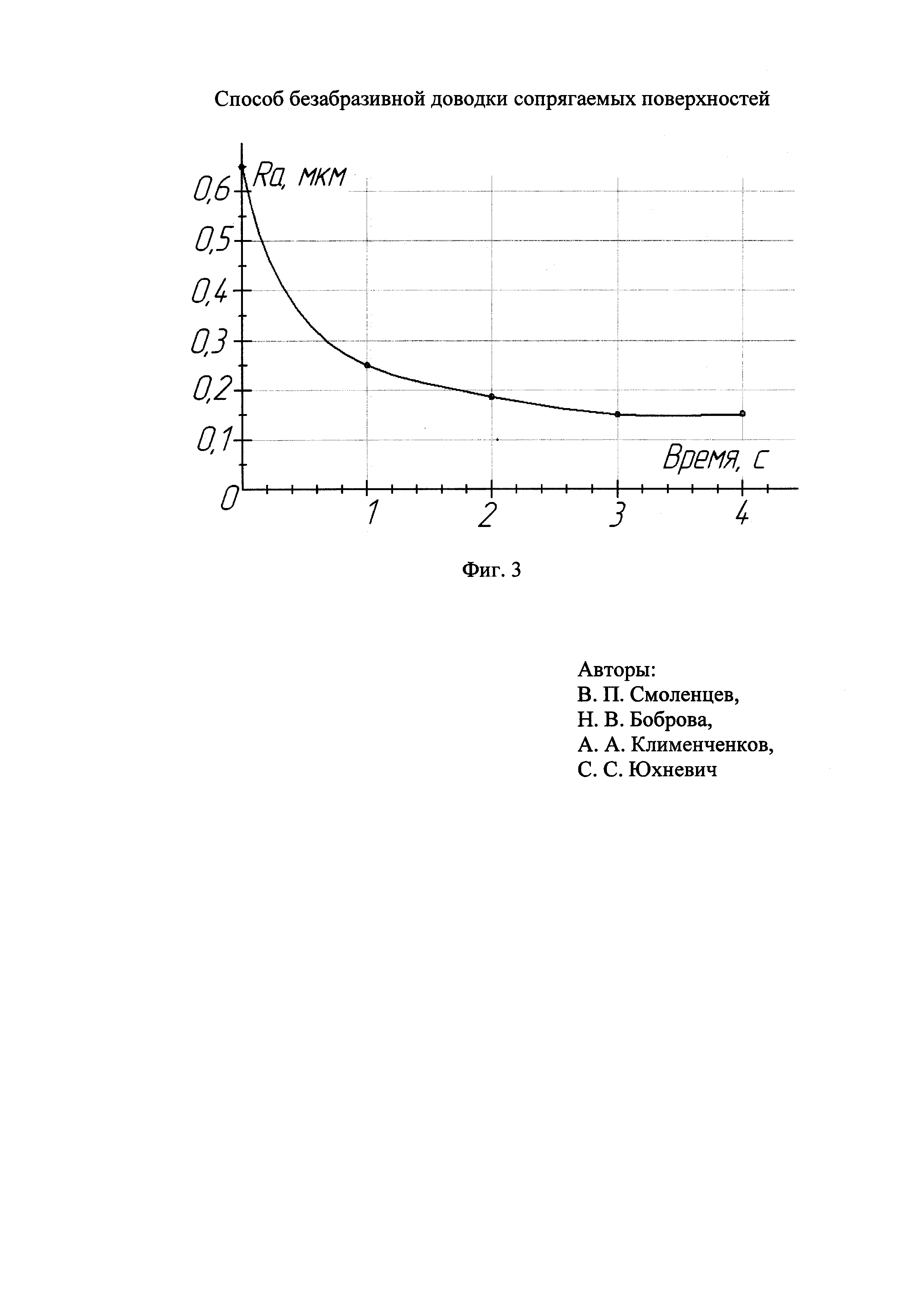
Способ поясняется фиг. 1, 2, 3. На фиг. 1 показана зависимость изменения тока, протекающего в среде слабого электролита в виде промышленной воды при напряжении между металлическими сопрягаемыми поверхностями, служащими электродами, 6 В от объемного содержания металлического нанонаполнителя с размером частиц 8 нм. На фиг. 2 приведено изменение пауз между импульсами постоянного тока от амплитуды вибраций при частоте 50 Гц. На фиг. 3 приведено изменение шероховатости поверхности от начала доводки до стабильной достижимой величины от времени протекания процесса доводки на режимах, приведенных на фиг. 1 и 2.
Способ осуществляют в следующей последовательности: устанавливают металлические сопрягаемые поверхности в емкость со слабопроводящим электролитом, в котором, в частности, может быть промышленная вода. К сопрягаемым поверхностям подключают источники низковольтного постоянного тока (на фиг. 1, 6B), разводят сопрягаемые поверхности до устранения короткого замыкания в виде пробоя. При повторном использовании промышленной воды в используемом слабопроводящем очищенном электролите остается незначительное остаточное содержание металлического нанонаполнителя. После подключения тока сопрягаемые поверхности становятся электродами. И плавно увеличивают объемное содержание металлического нанонаполнителя в электролите (фиг. 1), одновременно увеличивая межэлектродный зазор с поддержанием его величины на границе начала пробоя между электродами. За счет увеличения электропроводимости электролита возрастает сила проходящего тока, как это показано на фиг. 1 для металлического нанонаполнителя с размерами частиц 8 нм. После достижения объемного содержания 10-12% нанонаполнителя в электролите ток стабилизируется (фиг. 1). Затем включают вибрацию одного или нескольких электродов (с частотой 50 Гц, на фиг. 2) в направлении друг к другу с перемещением от величины зазора, установленного в конце процесса на фиг. 1. С увеличением амплитуды (фиг. 2) ток приобретает пульсирующий характер и образуются паузы тока, во время которых образуется обратная полуволна, в течение которой выравнивается равномерность состава нанонаполнителя. Для случая, приведенного на фиг. 2, стабилизация длительности пауз наступает при амплитуде около 100 мкм (получено экспериментально).
При токе на фиг. 1 и амплитуде на фиг. 2 выполняют доводку одной из сопрягаемых поверхностей, являющуюся положительным электродом (анодом) со временем обработки (фиг. 3) не менее интервала времени, обеспечивающего снижение шероховатости (Ra) до нижней границы ее изменения (около 0,16 мкм на фиг. 3). Время доводки этой сопрягаемой поверхности устанавливают экспериментально по графику, приведенному на фиг. 3. При этом следует учесть, что увеличенное время обработки (фиг. 3) не ухудшает шероховатость, что позволяет использовать такой режим при обработке.
После доводки сопрягаемой поверхности, служащей анодом, полярность переключают и выполняют на том же режиме доводку другой сопрягаемой поверхности.
Наличие в межэлектродном зазоре металлических наночастиц снижает электрическое сопротивлений электролита, за счет чего возрастает ток и его плотность, а наличие вибраций выравнивает условия протекания процесса доводки, позволяя при незначительных припусках устранить принудительную прокачку электролита, достигая за счет этого экономии энергопотребления и упрощения конструкции оборудования. За счет насосного действия вибрации сопрягаемых поверхностей наночастицы ускоряют перемещение продуктов обработки от зоны удаления микронеровностей шероховатости и интенсифицирует процесс доводки. Перемещение наночастиц в магнитном поле проходящего тока депассивирует обрабатываемую поверхность и позволяет снизить высоту микронеровностей относительно электрохимической обработки в электролитах на базе нейтральных солей.
Пример осуществления способа.
Необходимо выполнить безабразивную доводку плоского запорного устройства из стали 12X18H10T с площадью контакта 3 см2, работающего при давлении 32 МПа.
Сопрягаемые поверхности обработаны шлифованием с погрешностью ±5 мкм при шероховатости Ra=0,63 мкм.
Обработка выполнялась в среде промышленной воды с содержанием остаточного нанонаполнителя менее 1% по объему и очищенной от продуктов обработки предшествующей операции доводки.
Общий припуск на доводку е превышает 10-15 мкм, поэтому за счет вибрации продукты обработки будут переходить в электролит без его прокачки. Начальный межэлектродный зазор составил 0,01 мм. При напряжении 6 В стабилизация наступила при содержании металлического нанонаполнителя в электролите около 12-13% по объему. При этом конечный межэлектродный зазор увеличился до 0,02 мм.
Вибрация выполнялась при частоте 50 Гц, при этом амплитуда составила 110 мкм, когда паузы тока стали стабильными.
На таком режиме проведена доводка одной сопрягаемой поверхности (время обработки 6 с), после чего переключили полярность и на том же режиме выполнили доводку другой поверхности.
В результате погрешность в изменении зазора между сопрягаемыми поверхностями снизилась до ±1 мкм, а шероховатость Ra=0,12 мкм.
Способ безабразивной доводки металлических сопрягаемых поверхностей, включающий подключение сопрягаемых поверхностей к источнику низковольтного постоянного тока и обработку сопрягаемых поверхностей, служащих электродами, низковольтным постоянным током в слабопроводящем электролите с металлическим наполнителем, отличающийся тем, что в начале обработки между сопрягаемыми поверхностями устанавливают минимальный зазор по границе начала его пробоя низковольтным током в слабопроводящем электролите с незначительным содержанием металлического наполнителя с размером частиц 8 нм, а далее увеличивают объемное содержание упомянутого металлического наполнителя с одновременным повышением межэлектродного зазора и поддержанием его величины на границе начала пробоя между электродами до стабилизации величины тока, проходящего через электроды, затем осуществляют вибрацию сопрягаемых поверхностей в направлении друг к другу, плавно увеличивают амплитуду вибраций до стабильного получения пауз тока и продолжают обработку до получения на одной из сопрягаемых поверхностей минимальной стабильной шероховатости, после чего меняют полярность электродов и при таком же режиме обработки формируют шероховатость на другой сопрягаемой поверхности.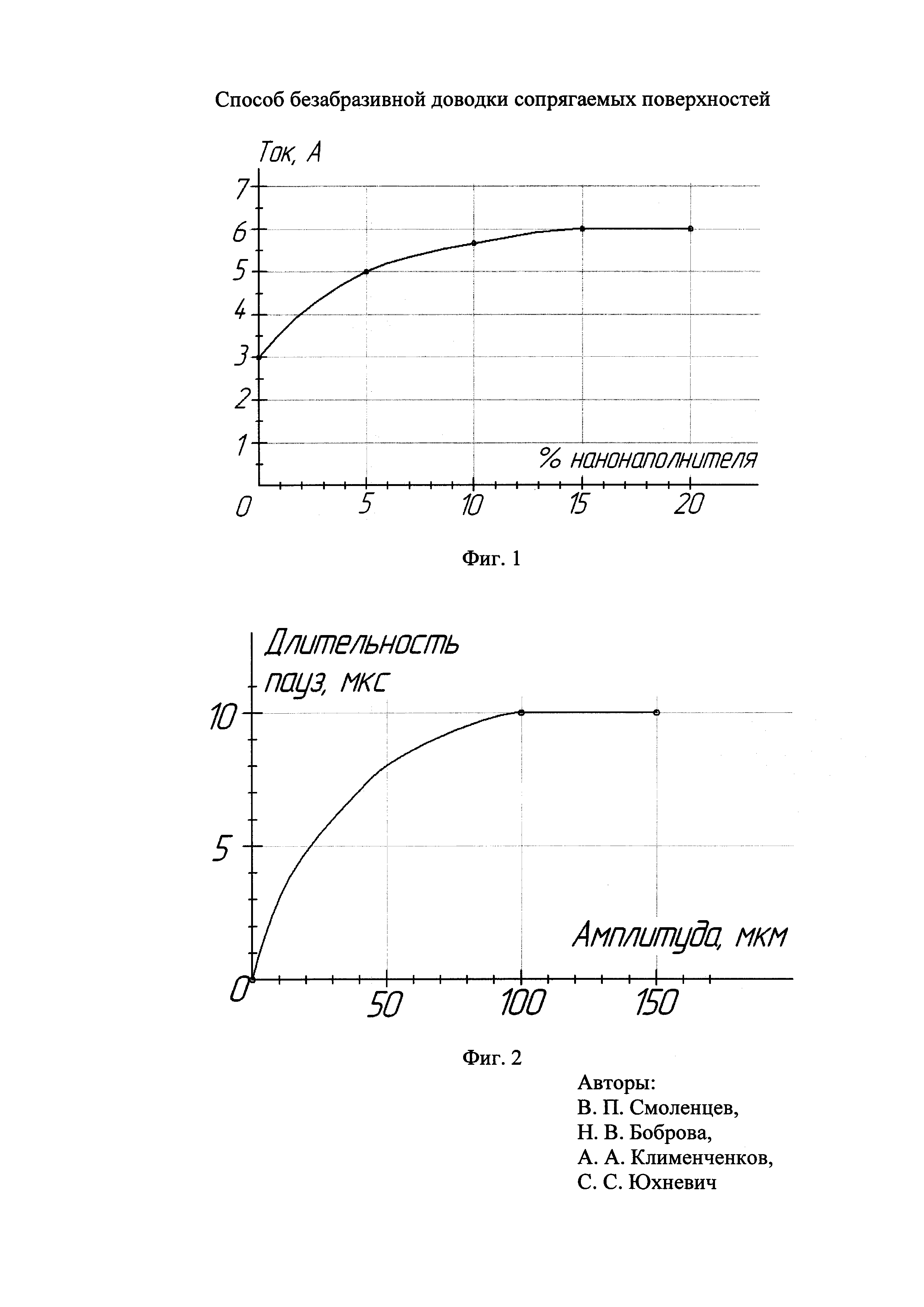
Генератор индукторный
Исполнительный орган робота
Промышленный робот
Промышленный робот
Индукторный генератор
Привод линейного перемещения
Гидротурбина
Способ нанесения композитного оксидного покрытия на металлическую поверхность
Цифровое квадратурное устройство фазовой синхронизации и демодуляции
Способ обработки рабочих поверхностей деталей газотурбинных установок
Способ обработки рабочих поверхностей газотурбинных установок
Наноструктурное композитное покрытие из оксида циркония
Способ обработки рабочих поверхностей деталей лопастных машин
Алиасный аналого-цифровой преобразователь
Привод линейного перемещения
Гидравлическая система скрепера

