Результат интеллектуальной деятельности: Способ изготовления печатных кабелей
Вид РИД
Изобретение
Изобретение относится к области изготовления печатных кабелей, а более конкретно к изготовлению печатных кабелей с контактными лепестками для электромонтажа, в том числе и под винт.
Как правило, в электрорадиоаппаратуре электромонтаж печатных кабелей осуществляется пайкой.
Однако в ряде случаев возникает технологическая необходимость осуществлять электрическое соединение механическим прижатием контакта кабеля винтом. Такой способ электромонтажа применяется при присоединении к установочным элементам с контактами под винт (контакторы, некоторые исполнения реле, переключатели и т.п.) или при электромонтаже взрывоопасных элементов, например, таких как электровоспламенители.
Обычно печатные кабели, как частный случай печатных плат, изготавливаются на унифицированном технологическом оборудовании для производства печатных плат.
ГОСТ 10317 в п. 2 устанавливает габариты печатных плат: «Максимальный размер любой из сторон должен быть не более 470 мм».
Современный уровень развития техники и технологии позволяет изготавливать гибкие печатные кабели с параллельными и прямолинейными проводниками длиной до нескольких метров. Так, например, патент США №3239441, кл. 204-143, опубл. 08.03.66 г., а.с. СССР №911748, H05K 3/06, опубл. 07.03.82 г., эти способы позволяют формировать только прямолинейные и параллельные печатные проводники на длинномерной гибкой изоляционной подложке быстро вращающимся электродом-инструментом за счет анодного растворения медной фольги.
Наиболее близким по технической сути является способ изготовления печатных кабелей по патенту РФ №2343813 C1, H05K 3/16, опубл. 27.12.2008 г., принятый авторами за прототип, в котором после формообразования печатных проводников на рулонной заготовке осуществляются операции по раскрою групповой заготовки на отдельные конкретные печатные кабели.
Задачей данного технического решения (прототипа) являлось повышение технологичности и, соответственно, производительности обработки, обеспечение надежности электрической прочности изоляции и высоких эксплуатационных характеристик кабеля в целом, а также снижение трудоемкости изготовления печатных кабелей в рулонной заготовке.
Необходимо отметить, что этот способ позволяет изготавливать рулоны длинномерного печатного кабеля только с параллельными и прямолинейными печатными проводниками.
Таким образом, задачей данного технического решения является изготовление длинномерного печатного кабеля с контактными лепестками.
Общими признаками с предлагаемым авторами способом изготовления гибкого печатного кабеля является наличие рулонной заготовки фольгированного диэлектрика на гибкой изоляционной подложке, размерной электрохимической обработки быстро вращающимся электродом-инструментом при формообразовании группы печатных проводников под действием технологического напряжения с последующей раскройкой по контуру.
В отличие от прототипа в предлагаемом авторами способе изготовления гибкого печатного кабеля группу печатных проводников формообразуют при подаче на электрод-инструмент технологического напряжения на длине печатных проводников, заданной метками на рулонной заготовке, затем технологическое напряжение снимают без остановки движения заготовки, при этом оставляют участок необработанного фольгированного диэлектрика, после чего технологическое напряжение вновь включают для формообразования следующей группы печатных проводников, а при раскрое по контуру печатного кабеля из необработанных участков фольгированного диэлектрика формируют контактные площадки.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- без технологического напряжения формируют участок рулонной заготовки не менее удвоенной длины контактных площадок;
- контактные площадки выполняют в виде контактных лепестков;
- перед раскройкой по контуру в необработанных участках фольгированного диэлектрика формируют контактные либо монтажные отверстия.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигнутым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является возможность формообразования печатного кабеля с гальванически связанными контактными площадками или контактными лепестками в рулоне заготовки.
При осуществлении изобретения указанный технический результат достигается тем, что в отличие от известного способа (прототипа) изготовления печатных кабелей с параллельными и прямолинейными проводниками в рулонной заготовке фольгированного диэлектрика на гибкой изоляционной подложке методом размерной электрохимической обработки быстро вращающимся электродом-инструментом, включающего операции формообразования по меньшей мере одной группы печатных проводников под действием технологического напряжения и последующей раскройки по контуру, особенность заключается в том, что группу печатных проводников формообразуют при подаче на электрод-инструмент технологического напряжения на длине печатных проводников, заданной метками на рулонной заготовке, затем технологическое напряжение снимают без остановки движения заготовки, при этом оставляют участок необработанного фольгированного диэлектрика, после чего технологическое напряжение вновь включают для формообразования следующей группы печатных проводников, а при раскройке по контуру печатного кабеля из необработанных участков фольгированного диэлектрика формируют контактные площадки.
Новая совокупность существенных признаков, а также наличие взаимосвязи между ними:
- за счет изготовления при подаче технологического напряжения группы печатных проводников на длине, заданной метками, позволяет формообразовать печатные проводники необходимой длины;
- после снятия технологического напряжения без остановки движения заготовки остается участок необработанного фольгированного диэлектрика, что обеспечивает сохранение гальванической связи между печатными проводниками и необработанным участком фольгированного диэлектрика;
- вновь включение технологического напряжения без остановки движения заготовки после выполнения необработанного участка заготовки позволяет формообразовать последующую группу печатных проводников, также гальванически связанную с необработанным участком заготовки;
- раскройка по контуру печатного кабеля позволяет из необработанных участков фольгированного диэлектрика, за счет межпроводниковых зазоров, формировать более широкие контактные площадки в виде лепестков или гальванически объединять контактной площадкой однопотенциальные печатные проводники.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- выполнения без технологического напряжения участка не менее удвоенной длины контактных площадок, обеспечить в рулоне заготовки возможность повторяемости изготовления печатных кабелей, соответствующих чертежу, в случае изготовления печатного кабеля с двухсторонним расположением контактных площадок при рациональном использовании материала заготовки;
- выполнения контактных площадок в виде контактных лепестков расширить область применения печатных кабелей, ибо в контактных лепестках выполняются отверстия для монтажа «под винт», расширить область применения печатных кабелей;
- формирования в необработанных участках фольгированного диэлектрика контактных либо монтажных отверстий позволяет повысить технологичность этой операции за счет выполнения ее в едином рулоне заготовки.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Сущность изобретения заключается в том, что в способе изготовления печатных кабелей с параллельными и прямолинейными проводниками в рулонной заготовке фольгированного диэлектрика на гибкой изоляционной подложке методом размерной электрохимической обработки быстро вращающимся электродом-инструментом, включающем операции формообразования по меньшей мере одной группы печатных проводников под действием технологического напряжения и последующей раскройки по контуру, в отличие от прототипа, согласно изобретению группу печатных проводников формообразуют при подаче на электрод-инструмент технологического напряжения на длине печатных проводников, заданной метками на рулонной заготовке, затем технологическое напряжение снимают без остановки движения заготовки, при этом оставляют участок необработанного фольгированного диэлектрика, после чего технологическое напряжение вновь включают для формообразования следующей группы печатных проводников, а при раскройке по контуру печатного кабеля из необработанных участков фольгированного диэлектрика формируют контактные площадки.
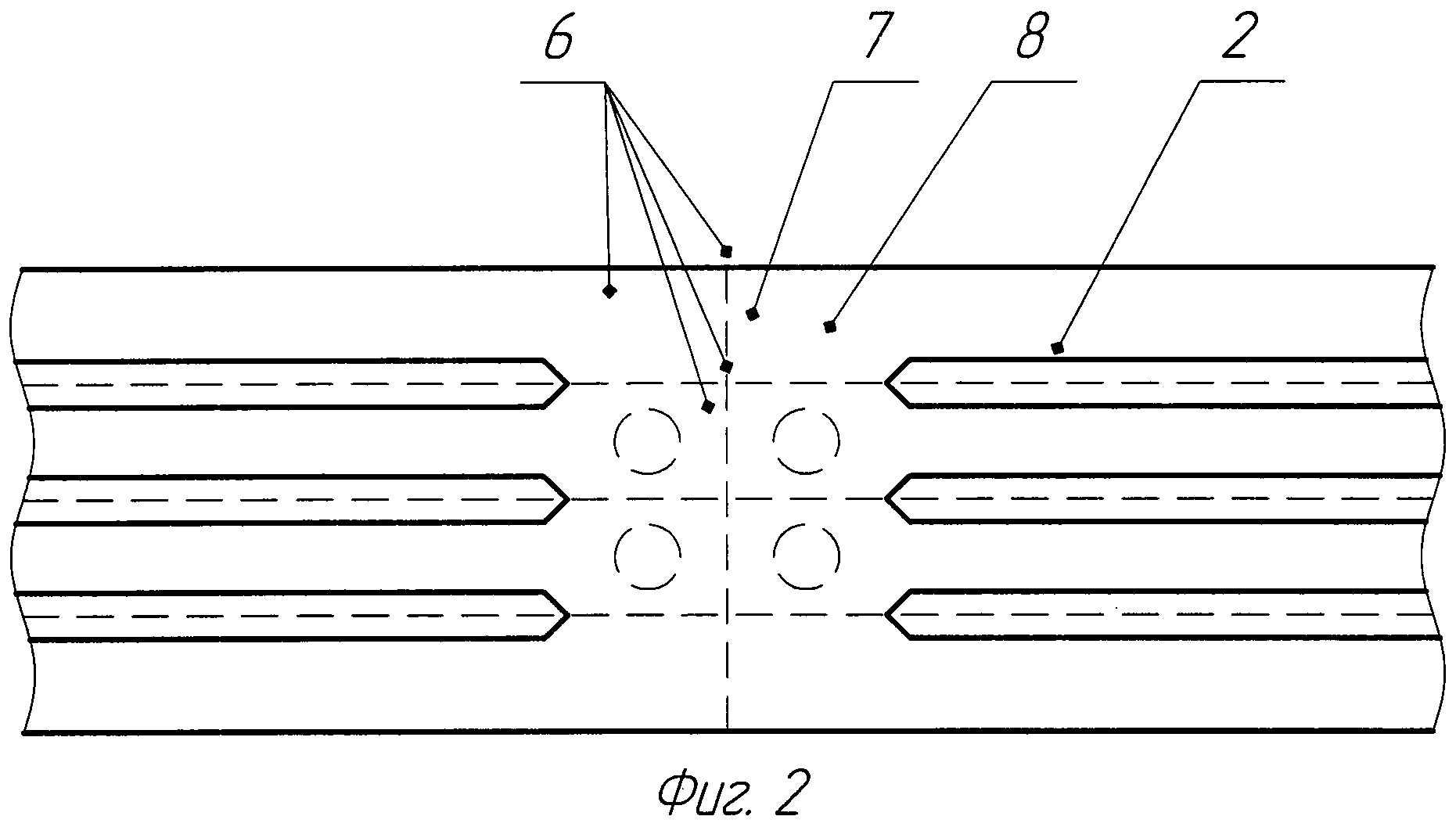
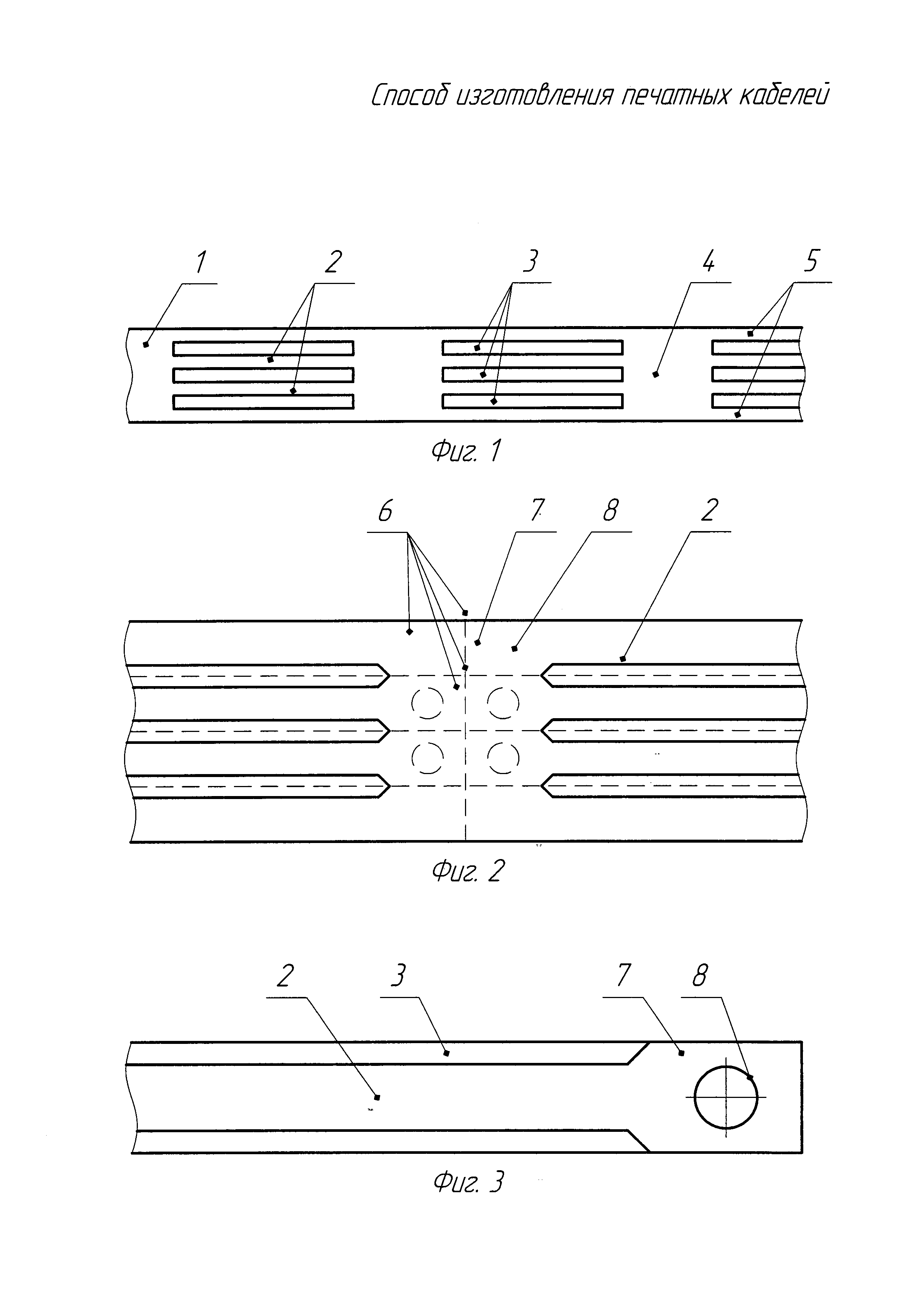
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1, 2 и 3 представлено последовательное преобразование от рулонной заготовки до печатного кабеля при реализации предлагаемого способа изготовления печатного кабеля с контактными лепестками.
Фиг. 1 - рулонная заготовка с группами печатных кабелей, фиг. 2 - схема обработки по контуру печатного кабеля, фиг. 3 - готовый печатный кабель.
На фиг. 1 изображен участок рулонной заготовки 1 из гибкого фольгированного диэлектрика с формообразованными группами печатных проводников 2 необходимой длины, между которыми расположены межпроводниковые зазоры 3 из изоляционной подложки фольгированного диэлектрика, а между группами печатных проводников 2 участки необработанной фольги 4. По боковым краям рулонной заготовки 1 могут остаться боковые кромки 5 из необработанного фольгированного диэлектрика.
На фиг. 2 штриховыми линиями 6 показана схема обработки по контуру (выкройки) отдельных кабелей фиг. 3 и их контактных площадок 7 с необходимыми отверстиями 8.
На фиг. 3 представлен один из конструктивных вариантов длинномерного печатного кабеля, изготовленный по предлагаемому способу, где на концах печатных проводников 2 расположены гальванически связанные с последними контактные лепестки 7, с отверстиями 8, а с боков печатных проводников 2 - изоляция из межпроводниковых зазоров 3.
Предлагаемый способ изготовления печатных кабелей с контактными площадками реализуется следующим образом.
Предварительно рулон фольгированного диэлектрика размечается поперечными метками по необходимой длине печатных проводников и удвоенных размеров контактных лепестков, заданных чертежом или несколькими чертежами.
Далее рулон заправляется в станок электрохимической обработки для его перемотки во время работы с отдающей кассеты на приемную через рабочую камеру. Оператор станка, во время движения ленты и при совмещении первой линии разметки ленты с указателем на станке, включает подачу технологического напряжения. При этом начинается формообразование группы печатных проводников одинаковой длины.
При совмещении второй метки с указателем на станке оператор выключает технологическое напряжение при сохранении движения заготовки. При этом обработка заготовки прекращается, и на рулоне остается участок не обработанной фольги. Совмещение следующей метки с указателем приводит к повторению вышеописанного цикла работы.
Изобретение может быть использовано при изготовлении печатных кабелей с контактными площадками для их монтажа в различной аппаратуре, что даст снижение по массе и габаритам аппаратуры, а также повысит ее надежность в целом и снизит трудоемкость изготовления.
Указанный положительный эффект подтвержден изготовлением для ряда изделий опытных партий гибких печатных кабелей с контактными площадками и контактными лепестками, реализованным в соответствии с изобретением.
В настоящее время разработана технологическая документация, изготовлена необходимая оснастка, проведены государственные испытания, начато серийное производство.
Ракетная часть реактивного снаряда
Способ ротационной вытяжки тонкостенных оболочек с утолщениями
Кассетная головная часть вращающегося реактивного снаряда
Система разделения и стабилизации головной части
Сопло ракетного двигателя на твердом топливе
Автономный каталитический обогреватель
Боевой отсек для жидкотекущего наполнителя
Ракетная часть со стабилизатором реактивного снаряда
Блок системы управления реактивного снаряда, запускаемого из трубчатой направляющей
Способ получения полиамидокислот с заданной степенью полимеризации из высокоактивных мономеров
Ракетная часть реактивного снаряда
Способ ротационной вытяжки тонкостенных оболочек с утолщениями
Кассетная головная часть вращающегося реактивного снаряда
Система разделения и стабилизации головной части
Сопло ракетного двигателя на твердом топливе
Автономный каталитический обогреватель
Боевой отсек для жидкотекущего наполнителя
Ракетная часть со стабилизатором реактивного снаряда
Блок системы управления реактивного снаряда, запускаемого из трубчатой направляющей
Способ получения полиамидокислот с заданной степенью полимеризации из высокоактивных мономеров

