Результат интеллектуальной деятельности: СПОСОБ УМЕНЬШЕНИЯ ФЛИКЕРА В ЭЛЕКТРОДУГОВЫХ ПЕЧАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу и устройству для уменьшения фликера при производстве стали с помощью электродуговых печей.
В электродуговых печах для производства стали преимущественно расплавляется металлолом. В первую очередь электродуговые печи, в которых используется только металлолом, оказывают обратное воздействие на сеть, которое при превышении определенных предельных показателей часто облагается энергообеспечивающим предприятием договорными штрафными санкциями. Поэтому на сталеплавильных заводах для поддержания заранее заданных предельных показателей устанавливаются компенсационные установки (SVC) для уменьшения обратных воздействий, таких как фликер и высшие гармоники, на сеть. Такого рода SVC-системы реагируют, однако, на возникшие при расплавлении металлолома в электродуговых печах высшие гармоники или фликер лишь после произошедшего уже повреждения сети и не всегда могут выдержать предписанные предельные показатели, особенно когда электродуговые печи эксплуатируются в слабых сетях электроснабжения.
Для предотвращения слишком высоких показателей фликера известны разные обычные вспомогательные мероприятия. Например, предлагается осуществлять производственный процесс плавки со слабо выраженным фликером, при котором используется соответствующим образом подобранная смесь металлолома с минимальным значением KSt, дополнительный реактанс в контуре печи и относящаяся к управлению параметризация для стабилизации электрической дуги. При этом KSt-коэффициент является показателем, который, в частности, отражает вид, вес и плотность металлолома. Согласно UIE этот показатель находится в диапазоне от 48 до 85. В качестве дополнительного реактанса в контуре печи может применяться, например, предвключенный дроссель печи. Дополнительно, уже в течение десятилетий используются так называемые компенсационные установки (SVC) обычного типа, с помощью которых образовавшийся фликер может уменьшаться примерно наполовину. Также известны обычные SVC-системы со статическими преобразователями частоты источников тока на основе IGBT (биполярных транзисторов с изолированным затвором), которые используются тогда, когда требуется уменьшение фликера более чем вдвое.
Эти обычные мероприятия связаны, однако, или с высокими капитальными и эксплуатационными затратами, или со сложностями в работе. Обратное воздействие на сеть зависит не только от состава и качества металлолома, но и от эффективности регулировки электродов, обратные воздействия на сеть могут существенно зависеть и от протекания процесса в фазе расплавления металлолома. Так, выявление перемещений металлолома и обрушений металлолома в значительной степени предоставлено обслуживающему персоналу. Обычное регулирование электродов может происходить при этом лишь после того, как указанные события произошли. Известны лишь обычные подходы, которые применяются в процессе производства стали постфактум относительно событий в нем. Соответственно, обычная компенсационная установка может реагировать лишь на складывающиеся условия при расплавлении, и тогда часто превышаются заранее заданные предельные показатели.
Задача настоящего изобретения состоит в создании способа и устройства для уменьшения фликера при производстве стали с использованием электродуговых печей, с помощью которых эффективно уменьшаются обратные воздействия на сеть, в частности фликер, и с высокой степенью вероятности выдерживаются предельные показатели. Дополнительно должна обеспечиваться максимально возможная эффективность расплавления или максимально возможная производительность печей.
Указанная задача решается за счет способа и устройства согласно независимым пунктам формулы изобретения.
Согласно первому аспекту изобретения предлагается способ уменьшения фликера при производстве стали с помощью электродуговой печи, причем посредством запоминающего устройства происходит создание банка данных по фликеру, в котором сохраняются временные общие динамики моментального фликера в зависимости от характеристик состояния и рабочих характеристик; посредством регистрирующего устройства во время начальной фазы расплавления в процессе производства стали происходит измерение временной динамики моментального фликера и определение имеющих к ней отношение характеристик состояния и рабочих характеристик; посредством вычислительного устройства происходит сравнение измеренной временной динамики моментального фликера во время фазы расплавления с сохраненными временными динамиками фаз расплавления общих динамик банка данных по фликеру с учетом характеристик состояния и рабочих характеристик; посредством вычислительного устройства осуществляется отбор одной временной общей динамики фликера с максимальным совпадением моментального фликера, а также характеристик состояния и рабочих характеристик в качестве спрогнозированной общей динамики фликера, и посредством управляющего устройства осуществляется упреждающее динамическое согласование управления дальнейшим процессом производства стали при сравнении спрогнозированной общей динамики с заранее заданными предельными показателями для фликера.
Согласно второму аспекту предлагается устройство для уменьшения фликера при производстве стали с использованием электродуговой печи, причем запоминающее устройство создает банк данных по фликеру, в котором временные общие динамики моментального фликера сохраняются в зависимости от характеристик состояния и рабочих характеристик; посредством регистрирующего устройства во время начальной фазы расплавления в процессе производства стали измеряется временная динамика моментального фликера и определяются имеющие к ней отношение характеристики состояния и рабочие характеристики; посредством вычислительного устройства сравнивают измеренную временную динамику моментального фликера во время фазы расплавления с сохраненными временными динамиками фаз расплавления общих динамик банка данных по фликеру с учетом характеристик состояния и рабочих характеристик; с помощью вычислительного устройства выбирают временную общую динамику с максимальным совпадением максимального фликера, а также характеристик состояния и рабочих характеристик в качестве спрогнозированной динамики фликера; посредством управляющего устройства, с упреждением динамически согласовывается дальнейшее управление процессом производства стали при сравнении заранее спрогнозированной общей динамики с заранее заданными предельными показателями для фликера.
В общем, выбранный здесь термин «управление» альтернативно или кумулятивно включает в себя термин «регулирование».
Согласно настоящему изобретению предлагается подход к упреждающему, автоматизированному вмешательству в процесс. Предлагается упреждающее определение фликера. Термин «упреждающий» в данном документе обозначает, в частности, «предусмотрительный, предотвращающий проблему».
Посредством анализа данных по текущей рабочей ситуации в начальной фазе процесса расплавления в сравнении с банком информационных данных по фликеру можно преимущественно сделать заключение о будущей динамике фликера. Таким образом может устанавливаться динамически оптимизированный режим ведения процесса расплавления, который обеспечивает максимально возможную производительность или максимально возможную эффективность работы и одновременно ограничение фликера заранее заданными показателями. Реализация может происходить, в частности, в рамках нового, интеллектуального, предусмотрительного и ориентированного на характеристики состояния регулирования электродов и контролирования расплавления, так что в электродуговых печах могут быть реализованы другие преимущества.
В рамках изобретения было выявлено, что показатели фликера, которые следует ожидать, с относительно высокой степенью надежности могут определяться исходя из соответствующих характеристик состояния и рабочих характеристик, определяемых в первые минуты фазы расплавления. В течение этого времени электрические дуги «прошивают» металлолом. Эта фаза называется поэтому фазой «прошивки». Возникающий при этом моментальный фликер в определенной степени симптоматичен для расплава и может вместе с другими измеренными характеристиками состояния использоваться для прогнозирования фликера.
Другие преимущества осуществления изобретения приведены в зависимых пунктах формулы изобретения.
Согласно одному из предпочтительных вариантов осуществления могут запоминаться и измеряться соответственно величина и уклон фликера.
Согласно другому варианту осуществления характеристиками состояния и рабочими характеристиками могут быть номер бадьи, сорт стали, электрические параметры и/или параметры металлолома.
Согласно еще одному предпочтительному варианту осуществления соответствующая начальная фаза расплавления может иметь соответственно фазу прошивки и фазу обрушения для соответственно загруженного одной бадьей металлолома, причем измерение и определение могут происходить соответственно во время первых ста - двухсот секунд расплавления загруженного металлолома.
Согласно еще одному предпочтительному варианту осуществления спрогнозированные показатели фликера могут быть меньше заранее заданных предельных показателей, поэтому посредством управляющего устройства в процессе производства стали можно настраиваться на достижение максимальной производительности при оптимальной подаче энергии.
Согласно еще одному варианту осуществления спрогнозированные показатели фликера могут быть больше заранее заданных предельных показателей, поэтому посредством управляющего устройства на протяжении периодов времени со спрогнозированными более высокими показателями фликера может настраиваться процесс производства стали на уменьшение фликера.
Согласно еще одному варианту посредством управляющего устройства можно учитывать дополнительную информацию о том, что спрогнозированные более высокие показатели фликера для любой бадьи предпочтительно проявляются в конце фазы прошивки и/или во время фазы обрушения.
Согласно другому варианту посредством управляющего устройства можно в течение промежутков времени со спрогнозированными более высокими показателями фликера увеличивать индуктивность электродуговой печи посредством более высоких ступеней дросселя или подключения дросселя.
Согласно другому варианту осуществления изобретения посредством управляющего устройства в течение промежутков времени со спрограммированными более высокими показателями фликера можно проводить регулировку электродов на короткие электрические дуги с более сильными токами.
Согласно еще одному варианту посредством управляющего устройства можно в течение промежутка времени со спрогнозированными более высокими показателями фликера вызывать периодические возбуждения в электрических дугах.
Согласно еще одному предпочтительному варианту осуществления посредством управляющего устройства в течение промежутка времени со спрогнозированными более высокими показателями фликера можно уже имеющуюся компенсационную установку динамически согласованно параметризировать заново.
Согласно другому варианту спрогнозированные показатели фликера могут находиться в предельном диапазоне относительно заранее заданных предельных значений, поэтому посредством управляющего устройства можно переключать процесс производства стали, находя компромисс между максимальной производительностью и уменьшением фликера.
Согласно другому предпочтительному осуществлению посредством управляющего устройства можно согласованно направлять процесс производства стали в течение промежутков времени в конце фазы прошивки для любой бадьи и во время фазы обрушения на уменьшение фликера.
Изобретение на основе примеров осуществления подробнее рассматривается на основании чертежей, показывающих:
фиг. 1 - первый пример осуществления динамики моментального фликера;
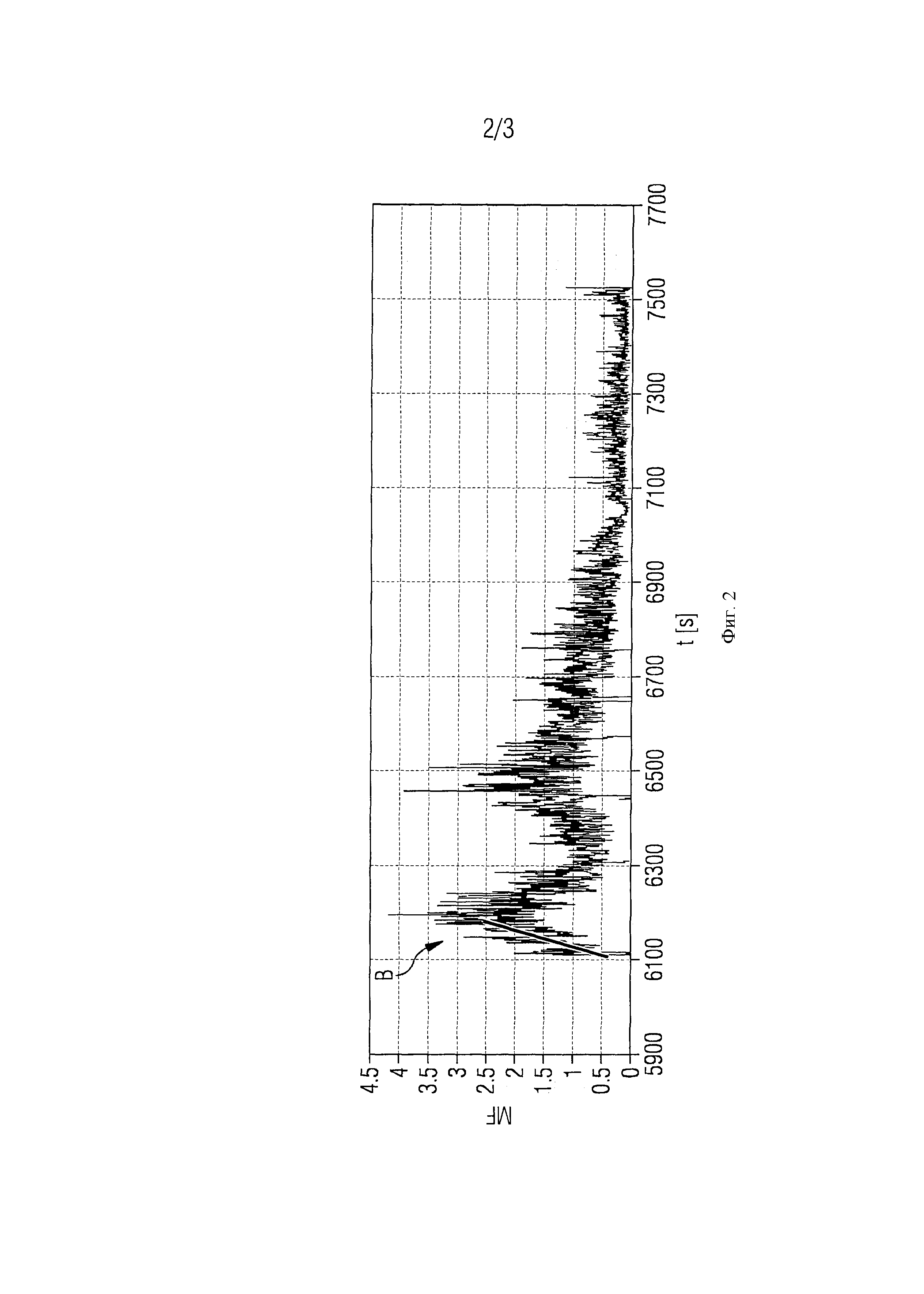
фиг. 2 - второй пример осуществления динамики моментального фликера;
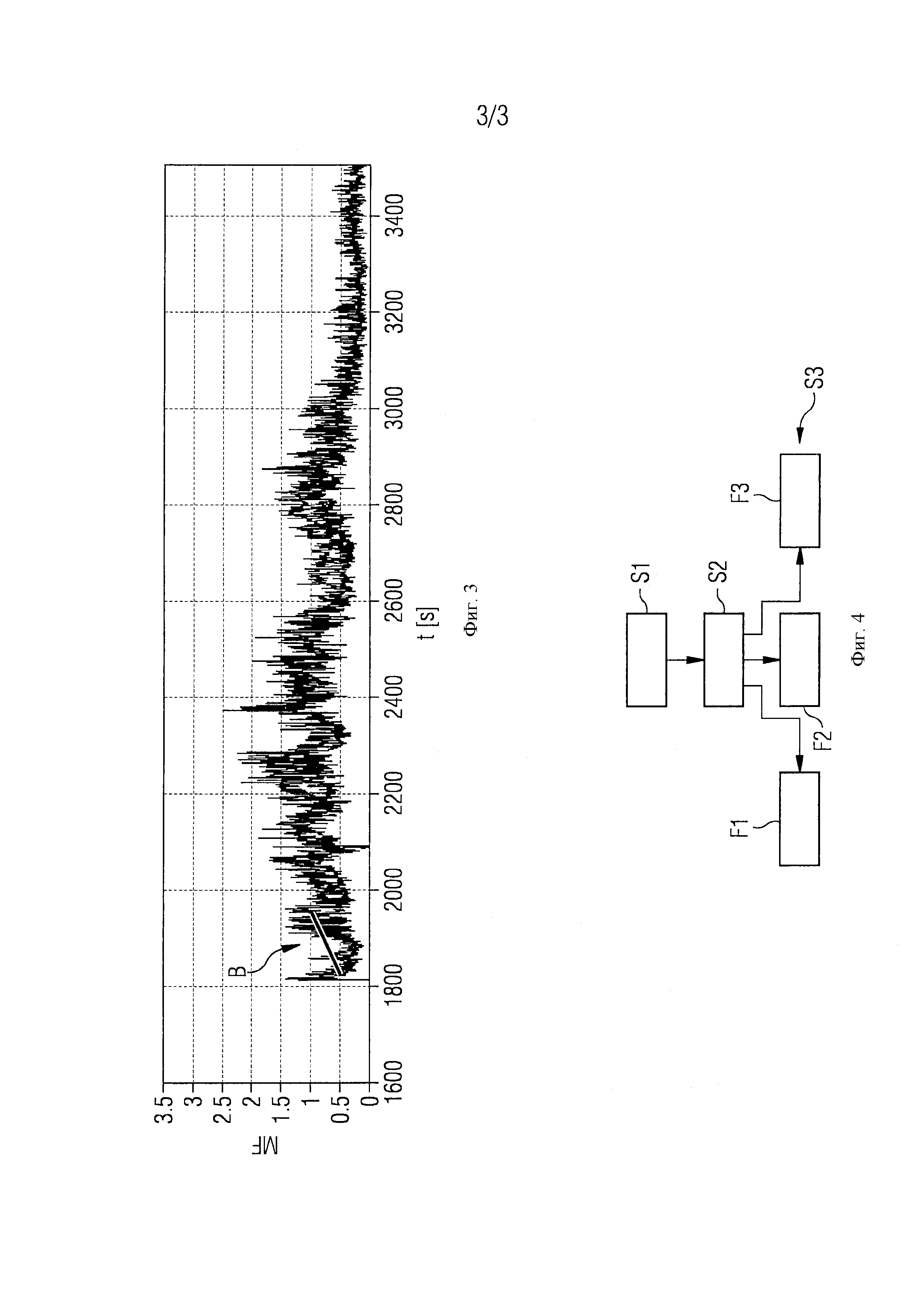
фиг. 3 - третий пример осуществления динамики моментального фликера;
фиг. 4 - пример осуществления соответствующего изобретению способа.
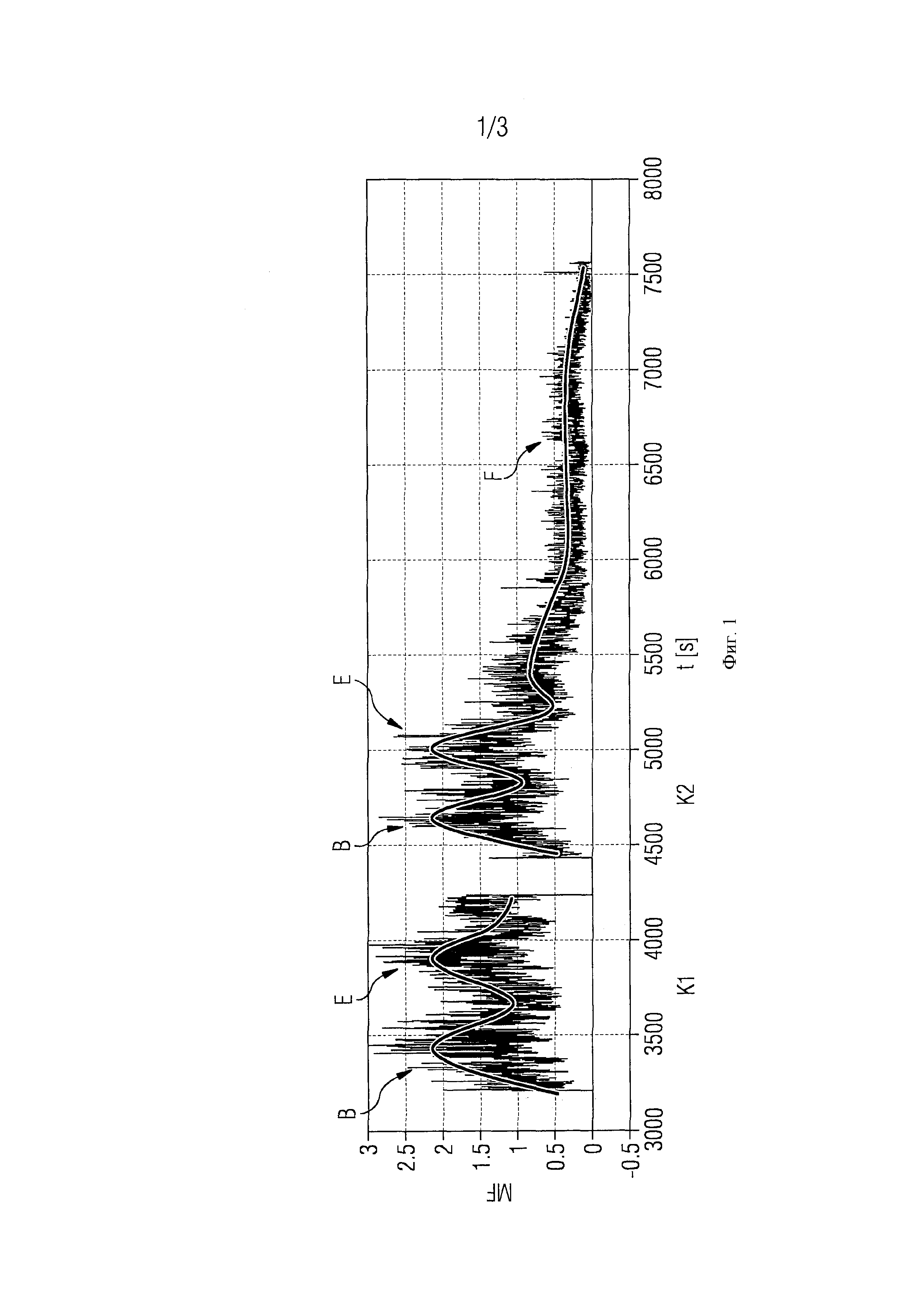
Фигура 1 показывает пример осуществления типичной динамики моментального фликера расплава. На оси X нанесено время t в секундах с. Ось Y показывает числовые характеристики моментального фликера. В промежуток времени от 3200 секунд до 4200 секунд расплавляется металлолом первой бадьи. Эта начальная фаза расплавления подразделяется на фазу В прошивки и фазу Е обрушения. Во временное окно от 4500 секунд до 5200 секунд в электродуговой печи расплавляется металлолом, находившийся во второй бадье. И для этого дополнительного этапа фаза расплавления подразделяется на фазу В прошивки и фазу Е обрушения. Для примера, на динамику моментального фликера может оказывать влияние третья бадья с металлоломом. Согласно фигуре 1 за фазой Е обрушения следует жидкая фаза F жидкости. MF обозначает моментальный фликер. Фигура 1 показывает типичную динамику моментального фликера в течение полной плавки. Моментальный фликер определялся для каждой из трех фаз на стороне высокого напряжения соответствующим нормам фликерметром и описывает кратковременное проявление сетевого фликера. При расплавлении первой бадьи К1 во время фазы В прошивки наблюдают сильный подъем моментального фликера, затем характерное падение и второй подъем во время так называемой фазы Е обрушения, в которой еще не расплавленный металлолом сползает со стенок печи в расплавленные зоны под электродами или же обрушается. Этот процесс приводит к высоким показателям фликера. В отношении второй бадьи К2 этот процесс повторяется, причем тогда подключается так называемая жидкая фаза F, в которой металлолом в значительной степени расплавлен и электрические дуги стабильно горят на расплаве. Это приводит к очень малым показателям фликера. Динамика и уровень фликера могут, однако, в зависимости от используемого металлолома и способа плавки отличаться очень сильно. Это представлено на фигурах 2 и 3.
Фигуры 2 и 3 четко показывают, что динамика и уровень фликера в зависимости от используемого металлолома и способа плавки могут отличаться очень сильно. Фигуры 2 и 3 показывают в увеличенном масштабе два разных процесса для двух плавок. В то время как в первом процессе согласно фигуре 2 показана динамика, описанная на фигуре 1, на фигуре 3 представлена совершенно другая динамика моментального фликера в качестве второго процесса. При втором процессе состав металлолома и возможно также рабочие параметры были другими по сравнению с первым процессом на фигуре 2, поэтому фликер ни в фазе прошивки, ни в фазе обрушения существенно не повышается и в целом является очень малым.
Процесс 1 демонстрирует в фазе В прошивки крутой подъем, а также высокие показатели фликера. Процесс 2 согласно фигуре 3 демонстрирует пологий подъем в фазе В прошивки при малых показателях фликера.
Фигура 4 показывает вариант осуществления соответствующего изобретению способа.
Особенно выгодно использовать для прогнозирования будущего фликера информацию, получаемую из динамики моментального фликера и соответствующих характеристик состояния и рабочих характеристик, в частности, в начальной фазе примерно от 100 до 200 секунд при расплавлении металлолома каждой бадьи К. Согласно первому этапу S1 для каждой печи в зависимости от процесса плавления и сортов стали создается банк информационных данных о динамике фликера, в котором сохранено достаточное число типичных случаев. В этом так называемом банке данных по фликеру сохраняются следующие данные: величина и уклон моментального фликера в начальной фазе в промежуток времени примерно от 100 до 200 секунд и в дальнейшей динамике, а также номер бадьи, сорт стали, электрические характеристики, например, напряжение, ток, ступень трансформации, ступень дросселя, эффективная и кажущаяся мощность и т.д., и могут быть характеристики металлолома, например, такие как качество металлолома, объем металлолома, вес металлолома и т.д. На втором этапе S2 происходит перевод этого банка данных по фликеру в классификатор, посредством которого в соответствующем объеме признаков может проводиться, например, с так называемым «ближайшим соседом»-классификатором поиск сходства. Для этого к измеренным характеристикам моментального фликера, которыми могут быть, например, величина и уклон моментального фликера, а также к относящимся к ним характеристикам состояния и рабочим характеристикам отыскивается самая схожая динамика фликера. Этот классификатор может работать также на динамически увеличивающемся банке информационных данных и реализовываться в качестве обучающейся системы. Банк информационных данных может также сохраняться децентрализованно в так называемом «фирменном облаке». Поскольку при этом сохраняются данные по многим отличающимся плавильным печам, начальная учебная нагрузка может уменьшаться. После того, как из начальной фазы будет отобрана сама вероятная динамика показателей фликера, на третьем этапе S3 может динамически оптимизироваться дальнейший режим эксплуатации. Для этого грубо можно различать три случая F1, F2 и F3. Случай 1: спрогнозированные показатели фликера находятся существенно ниже заранее заданных предельных показателей. В этом случае режим эксплуатации настраивается на оптимальную подачу энергии и максимальную производительность. Это предусматривает, например, для регулирования электродов регулировку на более длинные электрические дуги и более слабые токи. Случай 2: прогнозные показатели фликера находятся выше заранее заданных предельных величин. В этом случае режим эксплуатации для периодов, в которые ожидаются высокие показатели фликера, настраивается, как описывается в последующем. Как видно из фигур 1-3, периоды с высокими показателями фликера проявляются, в частности, в конце фазы прошивки, следовательно, примерно по истечении от 100 до 250 секунд после начала плавки, для каждой бадьи К и в фазе Е обрушения. Индуктивность в эти периоды может повышаться за счет более высоких ступеней дросселя или путем подключения дросселя или катушки, следствием чего является более стабильная электрическая дуга. Регулирование электродов проводится на более короткие электрические дуги с более сильными токами. К тому же, к уменьшению фликера могли бы приводить целенаправленные периодические возбуждения в электрических дугах специально в фазе Е обрушения. Кроме того, возможно подключенная SVC может динамически параметризироваться по-другому. Случай 3: спрогнозированные показатели фликера находятся в предельном диапазоне. Тут может достигаться компромисс между высокой эффективностью расплавления и уменьшением фликера в периоды с высокими его показателями. В частности, уменьшение фликера может осуществляться в конце фазы В прошивки и во время фазы Е обрушения.
Предложенные здесь способы обеспечивают оптимальную эффективность расплавления и, в общем, могут обеспечивать показатели фликера ниже заранее заданных предельных показателей. Абсолютной гарантии этого, правда, нет, поскольку способ основывается на прогнозе и проявляющиеся впоследствии показатели фликера могут отклоняться от него. Например, определенный элемент случайности вносят обрушения металлолома.
Настоящее изобретение исходит из знания того, что показатели фликера, которые следует ожидать, с высокой степенью вероятности могут определяться по характеристикам состояния и рабочим характеристикам, которые регистрируются в первые минуты в фазе расплавления. Таким путем фликер может существенно уменьшаться и удерживаться ниже заранее заданных предельных показателей. Изобретение, в частности, может быть использовано при производстве стали с использованием электродуговых печей.
Способ предоставления предварительно определенной приводной характеристики в самолете и соответствующее приводное устройство
Линейный защитный автомат постоянного напряжения
Электрическая машина, имеющая ротор для охлаждения электрической машины
Вч генератор
Способ и устройство управления грузоподъемной машиной, запоминающая среда и система грузоподъемной машины
Способ и устройство для файловой системы на программируемом логическом контроллере
Система слоев с двойным металлическим mcraly-покрытием
Выключатель для участка передачи постоянного тока высокого напряжения
Разрядник защиты от перенапряжений для высоких напряжений
Вч генератор
Гибридный самолет
Несущая платформа
Вч объемный резонатор и ускоритель
Способ и инструмент для изготовления соединения с плоским дном и центральным выступом
Сплав, защитное покрытие и конструктивный элемент
Водослив для санитарной системы рельсового транспортного средства
Устройство облучения и способ облучения для ввода дозы в целевой объем
Способ изготовления электроизоляционного материала, электроизоляционный материал, а также электрическая машина
Приводная система для шаровой мельницы и способ эксплуатации шаровой мельницы
Способ работы сети управления и сеть управления

