Результат интеллектуальной деятельности: Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем
Вид РИД
Изобретение
Изобретение относится к машиностроению и может найти применение в нефтяной промышленности при изготовлении крупноразмерных аппаратов для хранения и подготовки нефти.
Известен роликовый стенд, содержащий две балансирные опоры, на каждой из которых смонтированы ролики, двигатель, червяк и червячные колеса, установленные на осях роликов. Балансирные опоры установлены с возможностью независимого поворота (Патент РФ №2076796, кл. B23K 37/04, опубл. 10.04.1997).
Недостатком известного стенда является то, что роликовый стенд не предназначен для совмещения стенок обечайки с обечайкой и обечайки с днищем, работы для сборки обечаек по кольцевым стыкам проводить сложно.
Наиболее близким к предложенному изобретению по технической сущности является роликовый стенд для совмещения обечайки с обечайкой и обечайки с днищем (Патент РФ №2541215, кл. B23Q 3/152, опубл. 10.02.2015 - прототип). На стенде отдельная секция приводной редукторной роликоопоры состоит из рамы, пары приводных роликовых опор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, пары холостых роликовых опор, имеющих свободное вращение. Одна или несколько секций приводных роликоопор состоят из рамы, пары приводных роликовых опор, связанных муфтами с парами приводных роликовых опор секции приводной редукторной роликоопоры, пары холостых роликовых опор. Секции приводных роликоопор смонтированы рамами впритык к секции приводной редукторной роликоопоры и друг к другу и образуют объединенную секцию с соосной непрерывной приводной роликовой опорой и соосной непрерывной холостой роликовой опорой. Роликоопоры в парах установлены на разных высотах, ближние к продольной оси стенда установлены ниже дальних с расчетом касания типичных обечаек четырех роликов одновременно. Число секций приводных роликоопор подобрано исходя из того, чтобы роликовый стенд позволял устанавливать на него калиброванные обечайки, выставлять их и выполнять сборку по кольцевому стыку. Секции передвижной роликоопоры установлены на рельсовом пути с возможностью перемещения по нему вдоль оси симметрии роликового стенда. Стенд позволяет собирать из обечаек цилиндрические корпусы различной длины.
Известный роликовый стенд предназначен для совмещения стенок обечайки с обечайкой и обечайки с днищем для последующей сварки, однако отсутствие механизации работ вызывает значительные трудности при совмещении, предопределяет неточность совмещения и появление брака в готовом изделии.
В предложенном изобретении решается задача механизации работ и повышение точности совмещения соединяемых деталей.
Задача решается тем, что роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем, включающий отдельную секцию приводной редукторной роликоопоры, состоящей из рамы, пары приводных роликовых опор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, пары холостых роликовых опор, имеющих свободное вращение, одну или несколько секций приводных роликоопор, состоящих из рамы, пары приводных роликовых опор, связанных муфтами с парами приводных роликовых опор секции приводной редукторной роликоопоры, пары холостых роликовых опор, секции приводных роликоопор, смонтированных рамами впритык к секции приводной редукторной роликоопоры и друг к другу и образующих объединенную секцию с соосной непрерывной приводной роликовой опорой и соосной непрерывной холостой роликовой опорой, с роликоопорами в парах, установленными на разных высотах, ближними к продольной оси стенда, установленными ниже дальних с расчетом касания обечаек с переходными диаметрами четырех роликов одновременно, с числом секций приводных роликоопор, подобранных исходя из того, чтобы установка позволяла устанавливать на него калиброванные обечайки, выставлять их и выполнять сборку по кольцевому стыку, секции передвижной роликоопоры, установленной на рельсовом пути с возможностью перемещения по нему вдоль оси симметрии установки, согласно изобретению снабжен семафорным прижимом, установленным на краю крайней приводной роликоопоры, состоящим из основания с опорным червячным редуктором и опорной щекой, на валу и в оси которых установлен с возможностью вращаться с помощью червячного редуктора поворотный рычаг с продольным винтом, траверсы с нажимными роликами, установленной с возможностью перемещения вдоль поворотного рычага под действием продольного винта, роликовый стенд для сборки под сварку снабжен устройством для совмещения упомянутых обечаек, имеющим возможность перемещаться вдоль оси роликового стенда по рельсам, смещенным от продольной оси симметрии роликового стенда на заданную величину, имеющим две полускобы, установленные своими центральными частями на поперечной балке с возможностью бесступенчатого перемещения центров полускоб относительно друг друга и возможностью ступенчатого перемещения и шарнирного закрепления на каждом шаге перемещения концов полускоб, расположенных противоположно упомянутым совмещаемым обечайкам. Полускобы имеют возможность вертикального и горизонтального перемещения относительно продольной оси симметрии роликового стенда, с установленным на конце одной полускобы со стороны, обращенной к упомянутым обечайкам, гидроцилиндром с возможностью поворота в обе стороны от нормали к поверхности полускобы, на которой он установлен, в горизонтальной диаметральной плоскости упомянутых обечаек, с возможностью установки на штоке гидроцилиндра самоустанавливающегося коромысла, на конце другой полускобы со стороны, обращенным к упомянутым обечайкам, установлен упор с двумя опорными поверхностями, с возможностью размещения на опорных поверхностях технологических пластин переменной толщины.
Сущность изобретения
Для получения большого диапазона собираемых корпусов по диаметрам без выполнения на предлагаемой установке дополнительных наладочных работ секции приводных роликоопор выполнены четырехроликовыми с двумя (парой) приводными двухсторонними и двумя (парой) холостыми роликовыми опорами Для сборки из калиброванных обечаек цилиндрических корпусов большой длины установка имеет секцию передвижной роликоопоры, состоящей из четырех (двух пар) холостых роликовых опор с геометрией их расположения, аналогичной секциям приводных роликоопор. Рама секции передвижной роликоопоры выполнена в виде тележки на колесах с возможностью передвижения по рельсам вдоль оси собираемого цилиндрического корпуса. Рельсовый путь выполнен так, что ролики передвижной роликоопоры соосны с соответствующими роликами приводной роликоопоры.
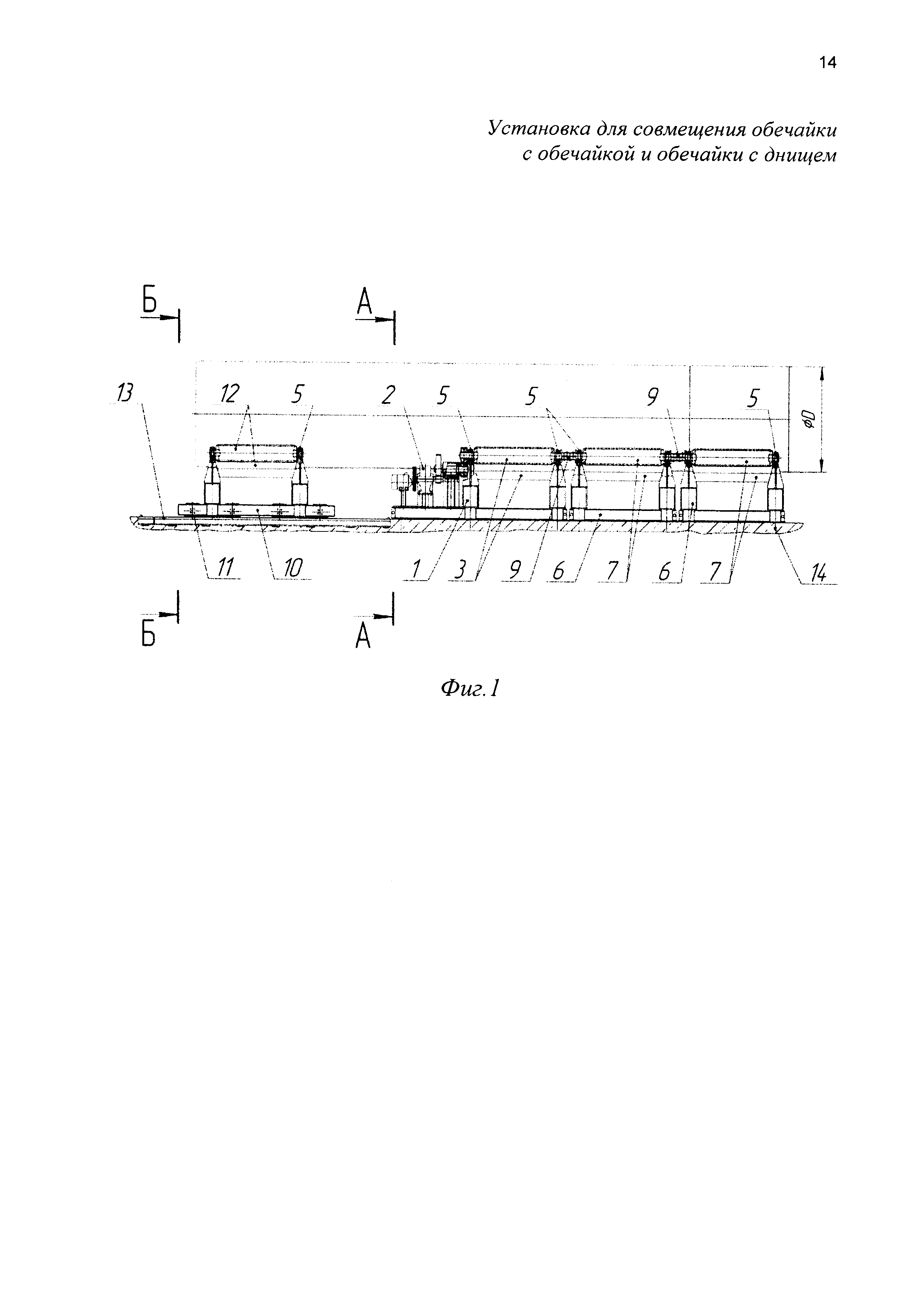
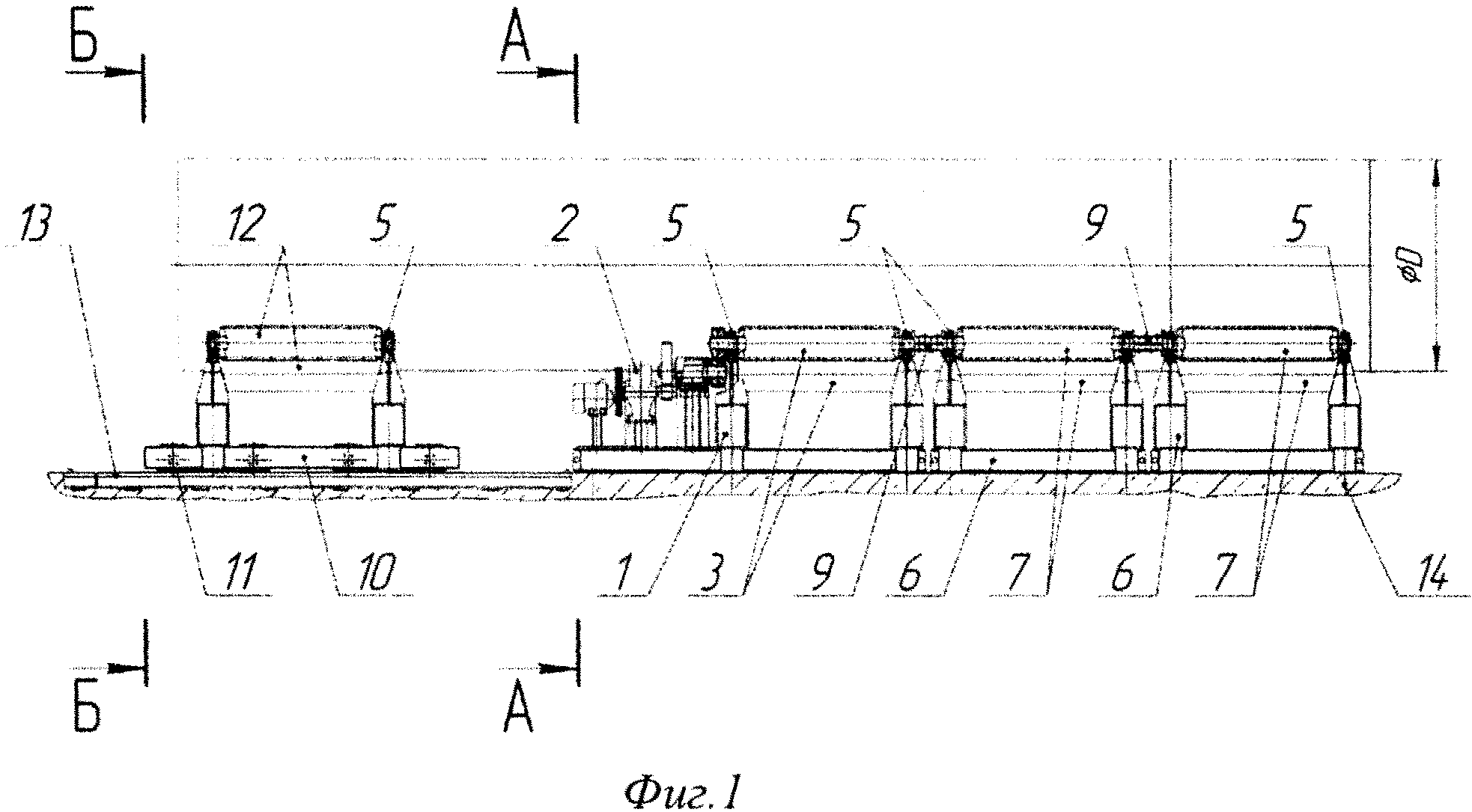
На фиг. 1 показан главный вид роликового стенда для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем.
На фиг. 2 показан вид роликового стенда под сварку сверху.
На фиг. 3 показан вид сбоку секции приводной редукторной роликоопоры с контурами собираемых корпусов наименьшего и наибольшего диаметров и переходного с внутренних роликов на наружные.
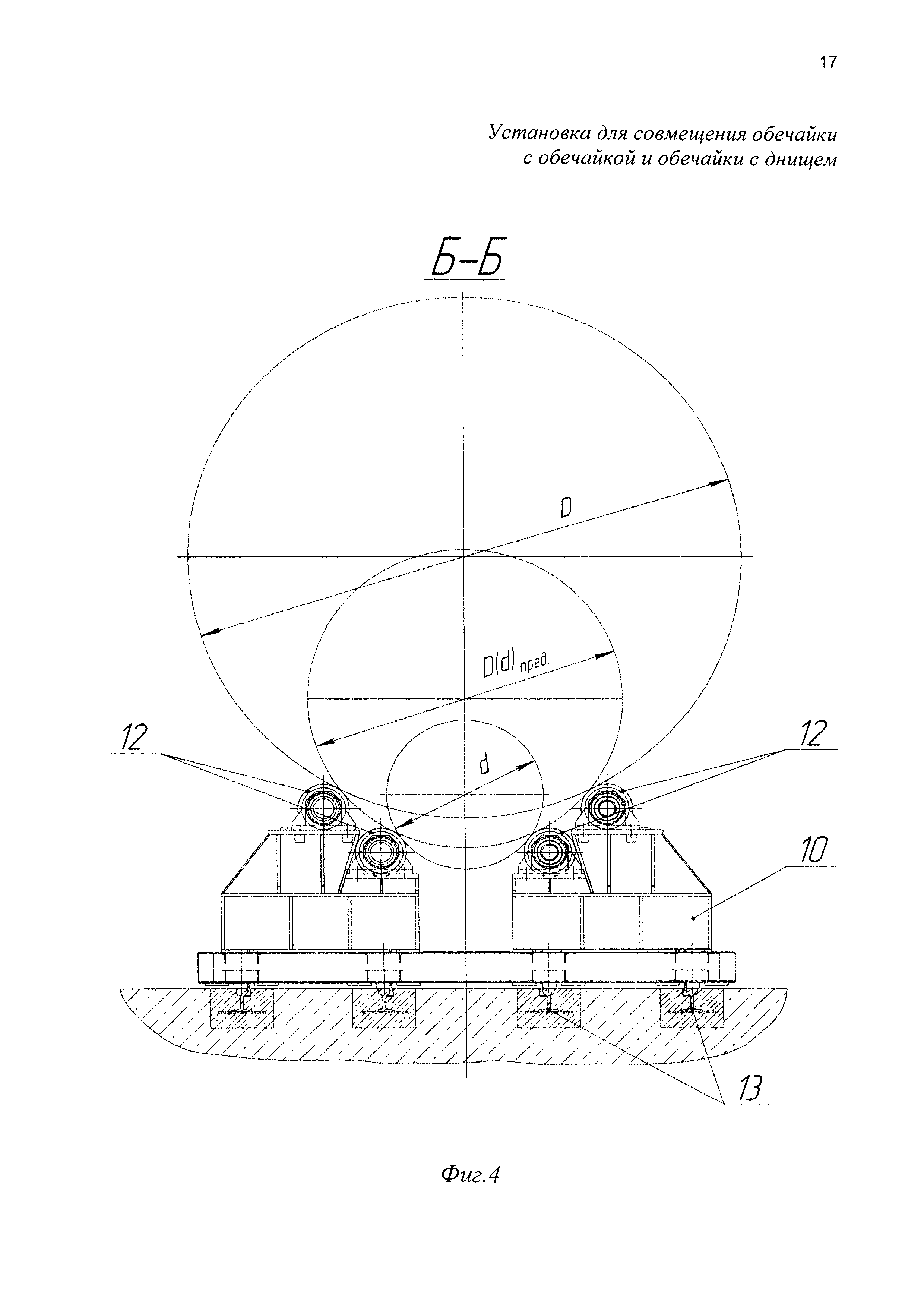
На фиг. 4 показан вид сбоку передвижной роликоопоры с контурами собираемых корпусов наименьшего и наибольшего диаметров и переходного с внутренних роликов на наружные.
Предлагаемый роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем состоит из: 1 - рамы секции приводной редукторной роликоопоры, 2 - привода секции приводной редукторной роликоопоры, состоящего из электродвигателя, редуктора и механических передач, 3 - приводных двусторонних роликовых опор секции приводной редукторной роликоопоры, 4 - холостых роликовых опор секции приводной редукторной роликоопоры, 5 - подшипниковых опор приводных и холостых роликовых опор, 6 - рамы секций приводных двусторонних роликоопор, 7 - приводных двусторонних роликовых опор секций приводной двусторонней роликоопоры, 8 - холостых роликовых опор секции приводной двусторонней роликоопоры, 9 - муфты, соединяющей приводные роликовые опоры между собой, 10 - рамы секции передвижной роликоопоры, 11 - колеса секции передвижной роликоопоры, 12 - холостых роликовых опор секции передвижной роликоопоры, 13 - рельсового пути для перемещения секции передвижной роликоопоры. Конструкция роликового стенда для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем состоит из отдельной секции приводной редукторной роликоопоры с рамой 1, двух секций приводных двусторонних роликоопор с рамой 6 и секции передвижной роликоопоры с рамой 10 (фиг. 1, фиг. 2, фиг. 3, фиг. 4). Общее число секций приводных роликоопор, приведенное на фиг. 1 и фиг. 2, равно трем, приводной редукторной и двух приводных двухсторонних, является условным, зависящим от изделия и конкретных технологических условий, и может быть другим.
Секция приводной редукторной роликоопоры состоит из рамы 1, на раме в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 3, внутренняя и наружная, имеющие возможность вращаться от привода 2, смонтированного на раме 1. Привод 2 состоит из электродвигателя, редуктора и механических передач. Симметрично относительно оси симметрии роликоопоры на раме 1 в подшипниковых опорах 5 установлены две холостые роликовые опоры 4, внутренняя и наружная, с возможностью свободного вращения (фиг. 1, фиг. 2).
Конструкция роликового стенда для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем, выполненная по четырехроликовой схеме с двумя приводными двусторонними и двумя холостыми роликовыми опорами, позволяет охватывать большой диапазон собираемых цилиндрических корпусов по диаметрам, обеспечивая при этом их устойчивую установку на роликовых опорах, предельный максимальный диаметр обечайки, допустимый для внутренних роликовых опор, переходит в предельный минимальный диаметр, допустимый для наружных роликовых опор (фиг. 3, фиг. 4). При этом при переходе с одного диаметра собираемого корпуса на другой отпадает необходимость выполнять на роликовом стенде для сборки под сварку дополнительные настроечные, наладочные и монтажные работы.
Секция приводной двусторонней роликоопоры состоит из рамы 6, на которой в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 7, внутренняя и наружная, и две холостые роликовые опоры 8, внутренняя и наружная. Геометрическая схема установки приводных и холостых роликовых опор аналогична схеме, выполненной на секции приводной редукторной роликоопоры (Фиг. 3). Подшипниковые опоры 5 установлены по краю рамы 1 секции приводной редукторной роликоопоры и по обоим краям рамы 6 секций приводных двусторонних роликоопор. Соответственно, приводные и холостые роликовые опоры секций приводных роликоопор имеют длину, равную длине рамы роликоопоры. При выставлении при монтаже секции приводной редукторной роликоопоры с рамой 1 и секции приводных двусторонних роликоопор с рамами 6 согласно фиг. 1 и фиг. 2 приводные роликовые опоры 3 и 7 и холостые роликовые опоры 4 и 8 располагаются соосно между собой с небольшим расстоянием между их подшипниковыми опорами 5 и образуют непрерывную приводную роликовую опору или непрерывную холостую роликовую опору и строят объединенную приводную секцию. При этом приводные роликовые опоры 3 и 7 всех секций соединены между собой муфтами 9 и получают вращение от привода 2 секции приводной редукторной роликоопоры. Число секций приводных роликоопор берется таким, чтобы роликовый стенд для сборки под сварку позволял устанавливать на роликовые опоры две калиброванные обечайки любой длины с возможностью точно их выставлять одну относительно другой и выполнить между ними сборку по кольцевому стыку. При монтаже секций приводных роликоопор, выверке на соосность их приводных и холостых роликовых опор в соответствии с требованиями чертежа рамы секций приводных роликоопор крепятся к полу анкерными болтами 14.
Для сборки цилиндрических корпусов большой длины, для опирания второго свободного края собираемого корпуса роликовый стенд для сборки под сварку имеет секцию передвижной роликоопоры. Секция передвижной роликоопоры состоит из рамы 10, являющейся одновременно рамой тележки. На раме смонтированы колеса 11, с помощью которых рама опирается и передвигается вдоль рельсов 13 (фиг. 1, фиг. 2, фиг. 4). На фиг. 2 и фиг. 4 условно показано четыре рельса, расположенные параллельно и симметрично относительно оси симметрии роликового стенда. На раме секции передвижной роликоопоры установлены четыре холостые роликовые опоры 12 в подшипниковых опорах 5 с геометрической схемой расположения, аналогичной схеме, выполненной на секции приводной редукторной и секциях приводных двусторонних роликоопорах (фиг. 3, фиг. 4). Оси холостых роликовых опор 12 секции передвижной роликоопоры выполнены соосными с соответствующими осями приводных и холостых роликовых опор секций приводных роликоопор по всей длине рельсового пути.
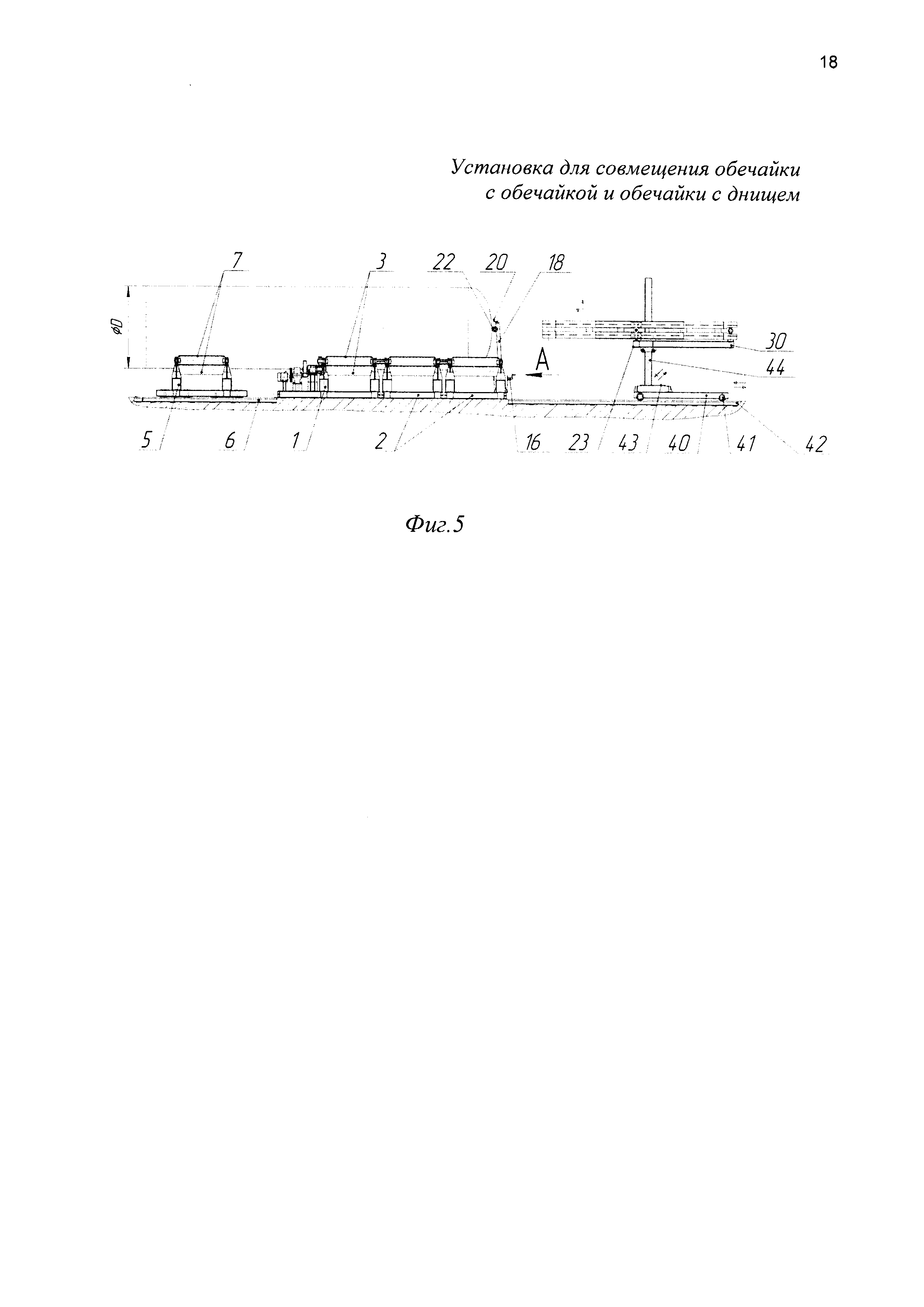
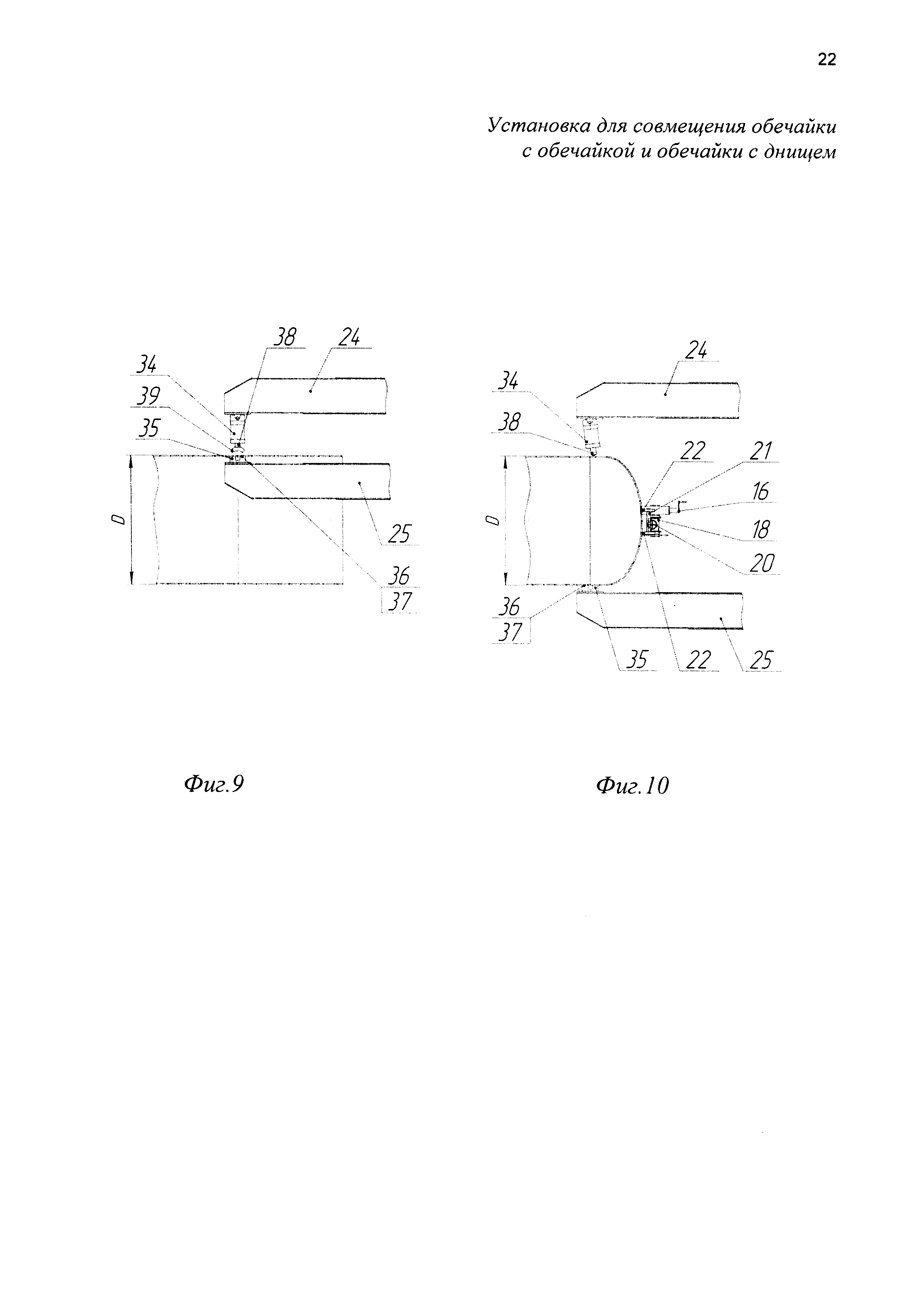
На фиг. 5-12 представлены семафорный прижим и устройство для совмещения упомянутых обечаек.
Семафорный прижим состоит из:
15 - основания с червячным редуктором 16 и опорной щекой 17, 18 - поворотного рычага с продольным винтом 19 со штурвалом 20, 21 - траверсы с нажимными роликами 22.
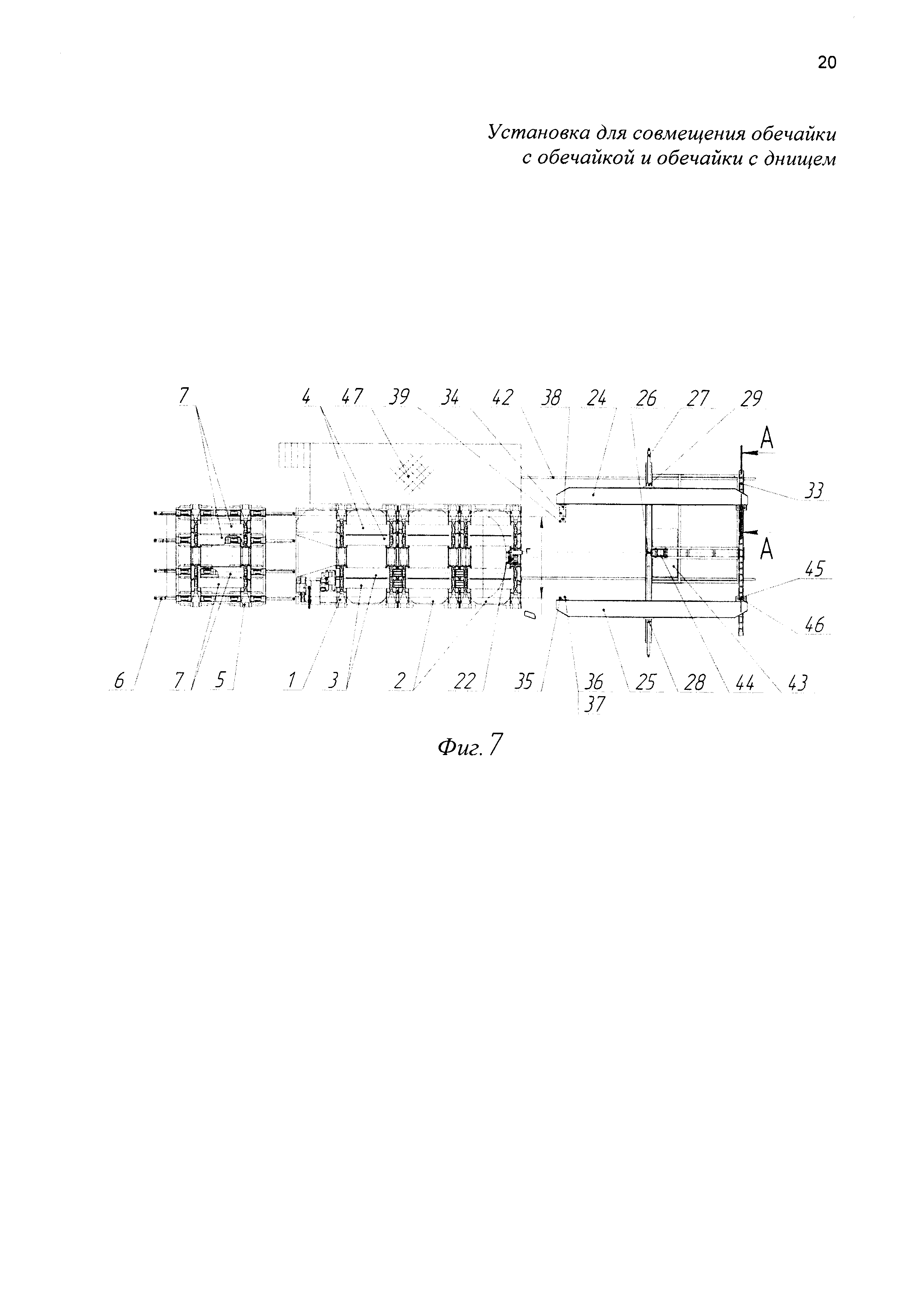
Устройство для совмещения упомянутых обечаек состоит из:
40 - рамы, которая одновременно является рамой тележки продольного перемещения 41, установленной на продольных рельсах 42, на раме 40 тележки продольного перемещения 41 установлена тележка поперечного перемещения 43 с вертикальной направляющей 44, поперечной балки 23, жестко соединенной с консолью 30, на консоли 30 установлены ролики 31, охватывающие вертикальную направляющую 44 для перемещения вверх или вниз вдоль этой направляющей, на середине поперечной балки 23 в вертикальной стойке 26 крепится поперечный винт 27 с правой и левой резьбой встречного направления, по резьбам винта 27 перемещаются две гайки-траверсы 28, каждая с резьбой соответствующего направления нарезки, гайки-траверсы устанавливаются в вертикальных подшипниках 29 полускобы 24 и полускобы 25, Полускобы 24 и 25 имеют возможность перемещаться вдоль поперечной балки 23, опираясь на нее, с помощью поперечного винта 27 и гаек-траверс 28, на конце консоли 30 крепится поперечная штанга 32 с поперечными вертикальными симметричными относительно ее середины отверстиями 33.
На конце полускобы 24 установлен гидроцилиндр 34 с возможностью поворота на угол в обе стороны от нормали к поверхности полускобы, на которой он установлен, в горизонтальной диаметральной плоскости упомянутых обечаек. На конце полускобы 25 закреплен упор 35 с двумя опорными поверхностями 36 под совмещаемые кромки обечаек и с технологической пластиной 37 требуемой толщины. На шток 38 гидроцилиндра 34 может насаживаться коромысло 39, имеющее возможность самоустанавливаться относительно стенок собираемых обечаек. Гидроцилиндр 34 и упор 35 размещены на краю полускоб 24 и 25, противоположном краю, где крепится поперечная штанга 32.
Для соединения полускоб и поперечной штанги полускобы снабжены ползунами 45, а поперечная штанга снабжена съемными пальцами 46.
Конструкция роликового стенда для сборки под сварку состоит из отдельной секции приводной редукторной роликоопоры с рамой 1, двух секций приводных двусторонних роликоопор с рамой 6 и секции передвижной роликоопоры с рамой 10 (фиг. 1, фиг. 2, фиг. 3, фиг. 4). Общее число секций приводных роликоопор, приведенное на фиг. 1 и фиг. 2, равно трем, приводной редукторной и двух приводных двухсторонних, является условным, зависящим от изделия и конкретных технологических условий, и может быть другим. Секция приводной редукторной роликоопоры состоит из рамы 1, на раме в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 3, внутренняя и наружная, имеющие возможность вращаться от привода 2, смонтированного на раме 1. Привод 2 состоит из электродвигателя, редуктора и механических передач. Симметрично относительно оси симметрии роликоопоры на раме 1 в подшипниковых опорах 5 установлены две холостые роликовые опоры 4, внутренняя и наружная, с возможностью свободного вращения (фиг. 1, фиг. 2).
Конструкция роликоопоры, выполненная по четырехроликовой схеме с двумя приводными двусторонними и двумя холостыми роликовыми опорами, позволяет охватывать большой диапазон собираемых цилиндрических корпусов по диаметрам, обеспечивая при этом их устойчивую установку на роликовых опорах, предельный максимальный диаметр обечайки, допустимый для внутренних роликовых опор, переходит в предельный минимальный диаметр, допустимый для наружных роликовых опор (фиг. 3, фиг. 4). При этом при переходе с одного диаметра собираемого корпуса на другой отпадает необходимость выполнять на роликовом стенде дополнительные настроечные, наладочные и монтажные работы.
Секция приводной двусторонней роликоопоры состоит из рамы 6, на которой в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 7, внутренняя и наружная, и две холостые роликовые опоры 8, внутренняя и наружная. Геометрическая схема установки приводных и холостых роликовых опор аналогична схеме, выполненной на секции приводной редукторной роликоопоры (Фиг. 3). Подшипниковые опоры 5 установлены по краю рамы 1 секции приводной редукторной роликоопоры и по обоим краям рамы 6 секций приводных двусторонних роликоопор. Соответственно, приводные и холостые роликовые опоры секций приводных роликоопор имеют длину, равную длине рамы роликоопоры. При выставлении при монтаже секции приводной редукторной роликоопоры с рамой 1 и секции приводных двусторонних роликоопор с рамами 6 согласно фиг. 1 и фиг. 2 приводные роликовые опоры 3 и 7 и холостые роликовые опоры 4 и 8 располагаются соосно между собой с небольшим расстоянием между их подшипниковыми опорами 5 и образуют непрерывную приводную роликовую опору или непрерывную холостую роликовую опору и строят объединенную приводную секцию. При этом приводные роликовые опоры 3 и 7 всех секций соединены между собой муфтами 9 и получают вращение от привода 2 секции приводной редукторной роликоопоры. Число секций приводных роликоопор берется таким, чтобы роликовый стенд позволял устанавливать на роликовые опоры две калиброванные обечайки любой длины с возможностью точно их выставлять одну относительно другой и выполнить между ними сборку по кольцевому стыку. При монтаже секций приводных роликоопор, выверке на соосность их приводных и холостых роликовых опор в соответствии с требованиями чертежа рамы секций приводных роликоопор крепятся к полу анкерными болтами 14.
Для сборки цилиндрических корпусов большой длины, для опирания второго свободного края собираемого корпуса роликовый стенд для сборки под сварку имеет секцию передвижной роликоопоры. Секция передвижной роликоопоры состоит из рамы 10, являющейся одновременно рамой тележки. На раме смонтированы колеса 11, с помощью которых рама опирается и передвигается вдоль рельс 13 (фиг. 1, фиг. 2, фиг. 4). На фиг. 2 и фиг. 4 условно показано четыре рельса, расположенные параллельно и симметрично относительно оси симметрии роликового стенда. На раме секции передвижной роликоопоры установлены четыре холостые роликовые опоры 12 в подшипниковых опорах 5 с геометрической схемой расположения, аналогичной схеме, выполненной на секции приводной редукторной и секциях приводных двусторонних роликоопорах (фиг. 3, фиг. 4). Оси холостых роликовых опор 12 секции передвижной роликоопоры выполнены соосными с соответствующими осями приводных и холостых роликовых опор секций приводных роликоопор по всей длине рельсового пути.
Для сборки двух обечаек цилиндрического корпуса друг с другом вручную две отдельные калиброванные обечайки устанавливают на роликовые опоры объединенной приводной секции. Суммарная длина образующих обечаек должна быть меньше длины объединенных роликовых опор, чтобы образующие обечаек опирались на роликовые опоры всей своей длиной. Обечайки устанавливают торцами впритык друг к другу с требуемым гарантированным зазором, технологически обоснованным под сварку. На настроенных и выставленных роликовых опорах объединенной приводной секции торцовый гарантированный зазор должен быть постоянным по всей длине окружности обечайки. Далее вручную выполняют совмещение стенок в одной или в нескольких точках, расположенных в зоне сборщика. Совмещенные участки окружности точечно прихватывают сваркой. Далее включают привод секции приводной редукторной роликоопоры, приводные роликовые опоры начинают вращаться и вращать обечайки. Сборщик подводит в зону своей работы участок окружности, где необходимо выполнить совмещение стенок и прихватку, и так по всей окружности обечайки в плоскости стыка. Собранный на точечных прихватках корпус сдвигают к тому краю объединенной приводной секции, со стороны которого установлена секция передвижной роликоопоры. На фиг. 1 и фиг. 2 это в левую сторону. На фиг. 1 контур собираемого из отдельных обечаек корпуса показан с указанием D. С правой стороны свободным остается участок секции объединенной приводной роликоопоры с длиной приводных и холостых роликовых опор, позволяющих устанавливать на них новую отдельную калиброванную обечайку для стыковки ее с уже собранным корпусом. Операцию совмещения стенок и точечной прихватки сваркой повторяют. При сборке цилиндрического корпуса из отдельных калиброванных обечаек, когда длина корпуса становится больше длины объединенных приводных и холостых роликовых опор, и при сдвиге корпуса влево (фиг. 1, фиг. 2) для установки новой отдельной калиброванной обечайки возможно опрокидывание, отрыв корпуса от роликовых опор, край корпуса устанавливают на роликовые опоры 12 секции передвижной роликоопоры.
При сборке обечайки цилиндрического корпуса с днищем технология сборки по совмещению стенок корпуса и днища аналогична технологии сборки корпуса из отдельных калиброванных обечаек. Так как днище нельзя устанавливать на роликовые опоры секций роликоопор, при выполнении операции по совмещению стенок его поддерживают и фиксируют в пространстве грузоподъемным краном.
Для сборки обечаек цилиндрического корпуса друг с другом механизированным способом две отдельные калиброванные обечайки устанавливают на роликовые опоры объединенной приводной секции. Суммарная длина образующих обечаек должна быть меньше длины объединенных роликовых опор. Обечайки устанавливают торцами впритык друг к другу с требуемым гарантийным зазором так, чтобы зона стыка двух обечаек могла обслуживаться устройством для совмещения упомянутых обечаек.
Для фиксации полускоб 24 и 25 в рабочем положении, позволяющим выполнять сборочные работы, устройство для совмещения упомянутых обечаек имеет раму, которая одновременно является рамой 40 тележки продольного перемещения 41, установленной на продольных рельсах 42, что позволяет перемещать полускобы вдоль оси собираемых обечаек. На раме 40 тележки продольного перемещения 41 установлена тележка поперечного перемещения 43, позволяющая охватывать диаметры всех собираемых обечаек и позволяющая полускобам самоустанавливаться относительно стенок собираемых обечаек или собираемых обечайки и днища. На тележке поперечного перемещения 43 установлена вертикальная направляющая 44, позволяющая полускобам совершать вертикальные перемещения
Для настройки полускоб 24 и 25 на нужный размер между ними, съемные пальцы 45 вынимают из отверстий, соединяющих полускобы и поперечную штангу 32. Вращением поперечного винта 27 полускобы, имеющие возможность опираться на поперечную балку 23 и перемещаться вдоль нее, передвигают до нужного размера между ними. После получения нужного размера и совмещения отверстий в ползунах 45 с сквозными вертикальными отверстиями 33 поперечной штанги, пальцы 46 устанавливают в данные отверстия, обеспечивая соединение полускоб 24 и 25 с поперечной штангой 32.
При выполнении работ по сборке под сварку цилиндрических обечаек создаваемое гидроцилиндром усилие вызывает изгиб полускоб 24 и 25, создает растягивающее усилие в поперечном винте 27 и сжимающее усилие в поперечной штанге 32. Изгибающие усилия поперечная балка 23, поперечный винт 27 и поперечная штанга 32 не воспринимают. Полускобы 24 и 25 располагаются в горизонтальной диаметральной плоскости упомянутых обечаек и днищ.
Непрерывные приводные роликовые опоры 3 и непрерывные холостые роликовые опоры 4 объединенной приводной секции позволяют устанавливать на них две калиброванные обечайки максимальной технологически возможной длины и точно выставлять их одну относительно другой. Рельсы 42, по которым перемещаются тележки продольного перемещения 41 стенда с полускобами 24 и 25, подходят впритык к раме объединенной приводной роликоопоры. Длина консолей полускоб обеспечивает подход гидроцилиндра 34 с коромыслом 39 и упора 35 к плоскости сборки двух калиброванных обечаек. Рельсы 42 тележки продольного перемещения 41 смещены от центральной оси установки и выставлены так, что совместно с тележкой поперечного перемещения 43 имеют длину хода, позволяющую полускобам охватывать стенки обечаек максимального собираемого диаметра и смещаться от центральной оси устройства на радиус обечайки максимального диаметра в сторону правой полускобы с гидроцилиндром 34, а также и обечайки максимального диаметра по их наружному диаметру. Совмещение стенок обечаек выполняют при расположении полускоб 24 и 25 в горизонтальной диаметральной плоскости собираемых обечаек. Вертикальная направляющая 44, закрепленная на тележке поперечного перемещения 43, допускает вертикальный ход регулируемой скобы с возможностью устанавливаться в горизонтальной диаметральной плоскости собираемого на стенде корпуса любого диаметра.
Для удобного доступа к месту выполнения сборочных работ установка имеет площадку сборщика, регулируемую по высоте. Площадка сборщика 47 установлена вдоль объединенной приводной секции и впритык к ней со стороны полускобы 24 с гидроцилиндром 34.
Перед совмещением стенок двух собираемых обечаек поворотный рычаг 18 семафорного прижима устанавливают в положение, в котором он не мешает регулируемой скобе и сборочной работе. Две отдельные калиброванные обечайки устанавливают на роликовые опоры объединенной приводной секции так, чтобы образующие обечаек опирались на роликовые опоры всей своей длиной. Обечайки устанавливают торцами впритык друг к другу с требуемым гарантированным технологическим зазором. При вращении обечаек зазор должен сохраняться постоянным. Полускобы 24 и 25 сдвигают на размер, позволяющий выполнять сборочную работу. Упор 35 с помощью технологических пластин 37 настраивают на требуемое смещение стенок собираемых обечаек. Поперечным и вертикальным перемещением полускобы подводят к стенке обечайки. Продольным перемещением полускобу 25 с упором 35 вводят внутрь обечайки, полускоба 24 с гидроцилиндром 34 и насаженным на его шток 38 коромыслом 39 охватывают стенку обечайки по наружной поверхности. Упор 35 с гидроцилиндром 34 устанавливают в плоскости совмещения стыка двух обечаек. Гидроцилиндр 34 через коромысло 39 воздействует на стенки обечаек и прижимает каждую стенку к своей опорной поверхности упора 35 усилием, равным половине усилия, создаваемого гидроцилиндром 34. Совмещение стенок также можно проводить за счет поворота гидроцилиндра 34 сборщиком на угол в плоскости полускобы с воздействием непосредственно штоком 38 гидроцилиндра 34 на одну из стенок полным усилием, создаваемым гидроцилиндром 34.
Перед совмещением стенок обечайки и днища поворотный рычаг 18 семафорного прижима устанавливают в вертикальное положение. Обечайку устанавливают на ролики объединенной приводной роликоопоры так, чтобы между торцом обечайки и нажимными роликами 22 семафорного прижима был размер, равный или несколько больший высоты днища. Устанавливают грузоподъемным краном в данный размер днище. Выдерживают технологически требуемый зазор между торцом днища и обечайкой. Вращая с помощью штурвала 20 продольный винт 19, перемещают траверсу 21 с нажимными роликами 22 в положение, близкое с горизонтальной диаметральной плоскостью днища. Поворотом рычага 18 с помощью червячного редуктора 16 подводят нажимные ролики 22 к днищу и поджимают его в таком положении к обечайке. Совместно с нажимными роликами 22 объединенной приводной роликоопоры семафорный прижим центрирует и фиксирует днище в нужном положении. Семафорный прижим позволяет днищу вращаться вместе с стыкуемой с ним обечайкой. Для совмещения стенок обечайки и днища полускобы 24 и 25 сдвигают так, чтобы могли охватить обечайку и днище по их наружному диаметру. Гидроцилиндр 34 поворачивается на угол от нормали к полускобе и воздействует на одну из стенок, совмещая ее с другой.
Предлагаемая конструкция совмещает в одной линии роликовый стенд для совмещения стенок обечайки с обечайкой и обечайки с днищем, установленным на роликовом стенде семафорным прижимом, обеспечивающим центрирование и фиксацию днища при сборке корпусов и устройство для совмещения упомянутых обечаек для сборки по кольцевым стыкам обечаек друг с другом и обечайки с днищем при горизонтальном расположении обечаек в плоскости, что позволяет строить объединенную приводную секцию с непрерывными приводными двусторонними роликовыми опорами и непрерывными холостыми роликовыми опорами любой длины, устанавливать на роликовых опорах отдельные калиброванные обечайки и днища, точно выставлять их относительно друг друга, совмещать стенки двух отдельных обечаек или обечайки и днища, используя для этого две полускобы при горизонтальном расположении обечаек в плоскости. При этом усилия, создаваемые гидроцилиндром по совмещению стенок, замыкаются в скобе и не передаются на стенд и роликоопору. Сборщик располагается снаружи около собираемых обечаек, имеет хороший обзор рабочей зоны и минимальное воздействие отрицательных факторов, сборщику не надо находиться внутри обечайки и вращаться вместе с ней. Процесс сборки обечайки с обечайкой и обечайки с днищем полностью механизирован. Точность соединения деталей повышается, что выражается в отсутствии несоосности деталей, отсутствии эллипсности соединений.
Применение предложенной установки позволит механизировать процесс сборки и повысить точность соединения обечайки с обечайкой и обечайки с днищем.
Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем, содержащий секции передвижной роликоопоры, установленные на рельсовом пути с возможностью перемещения по нему вдоль продольной оси симметрии стенда, отдельную секцию приводной редукторной роликоопоры, состоящей из рамы, пары приводных роликовых опор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, и пары холостых роликовых опор, выполненных с возможностью свободного вращения, по меньшей мере одну секцию приводных роликоопор, состоящую из рамы, пары приводных роликовых опор, связанных муфтами с парами приводных роликовых опор секции приводной редукторной роликоопоры, и пары холостых роликовых опор, при этом секции приводных роликоопор смонтированы рамами впритык к секции приводной редукторной роликоопоры и друг к другу с образованием объединенной секции с соосной непрерывной приводной роликовой опорой и соосной непрерывной холостой роликовой опорой с роликоопорами в парах, установленными на разных высотах, причем ближние к продольной оси симметрии стенда роликоопоры установлены ниже дальних роликоопор с обеспечением одновременного касания упомянутых обечаек четырех роликоопор, а число секций приводных роликоопор выбрано из условия возможности обеспечения установки на стенд калиброванных обечаек с их совмещением и выполнением сборки по кольцевому стыку, отличающийся тем, что он снабжен семафорным прижимом, установленным на краю крайней приводной роликоопоры и состоящим из основания с опорным червячным редуктором и опорной щекой, соответственно на валу и оси которых установлен с возможностью вращения посредством упомянутого червячного редуктора поворотный рычаг с продольным винтом, и траверсы с нажимными роликами, установленной с возможностью перемещения вдоль поворотного рычага посредством продольного винта, и устройством для совмещения упомянутых обечаек, установленным со стороны, противоположной секции передвижной роликоопоры, с возможностью перемещения вдоль продольной оси симметрии стенда по рельсам, смещенным от продольной оси симметрии стенда на заданную величину, и с размещенным на нем с возможностью вертикального и горизонтального перемещения перпендикулярно продольной оси симметрии стенда с двумя полускобами, на конце одной из которых, обращенном к упомянутым обечайкам, установлен гидроцилиндр с возможностью поворота на угол в обе стороны от нормали к поверхности полускобы, на которой он установлен, в горизонтальной диаметральной плоскости упомянутых обечаек, причем шток гидроцилиндра выполнен с возможностью размещения на нем самоустанавливающегося коромысла, а на конце другой, обращенном к обечайке, установлен упор с двумя опорными поверхностями под совмещаемые кромки упомянутых обечаек, выполненный с возможностью размещения технологических пластин переменной толщины, при этом упомянутые полускобы установлены своими центральными частями на поперечной балке с возможностью бесступенчатого перемещения относительно друг друга, а своими концами, размещенными противоположно упомянутым обечайкам, полускобы установлены на поперечной штанге с возможностью ступенчатого перемещения относительно друг друга и с возможностью шарнирного закрепления на каждом шаге перемещения.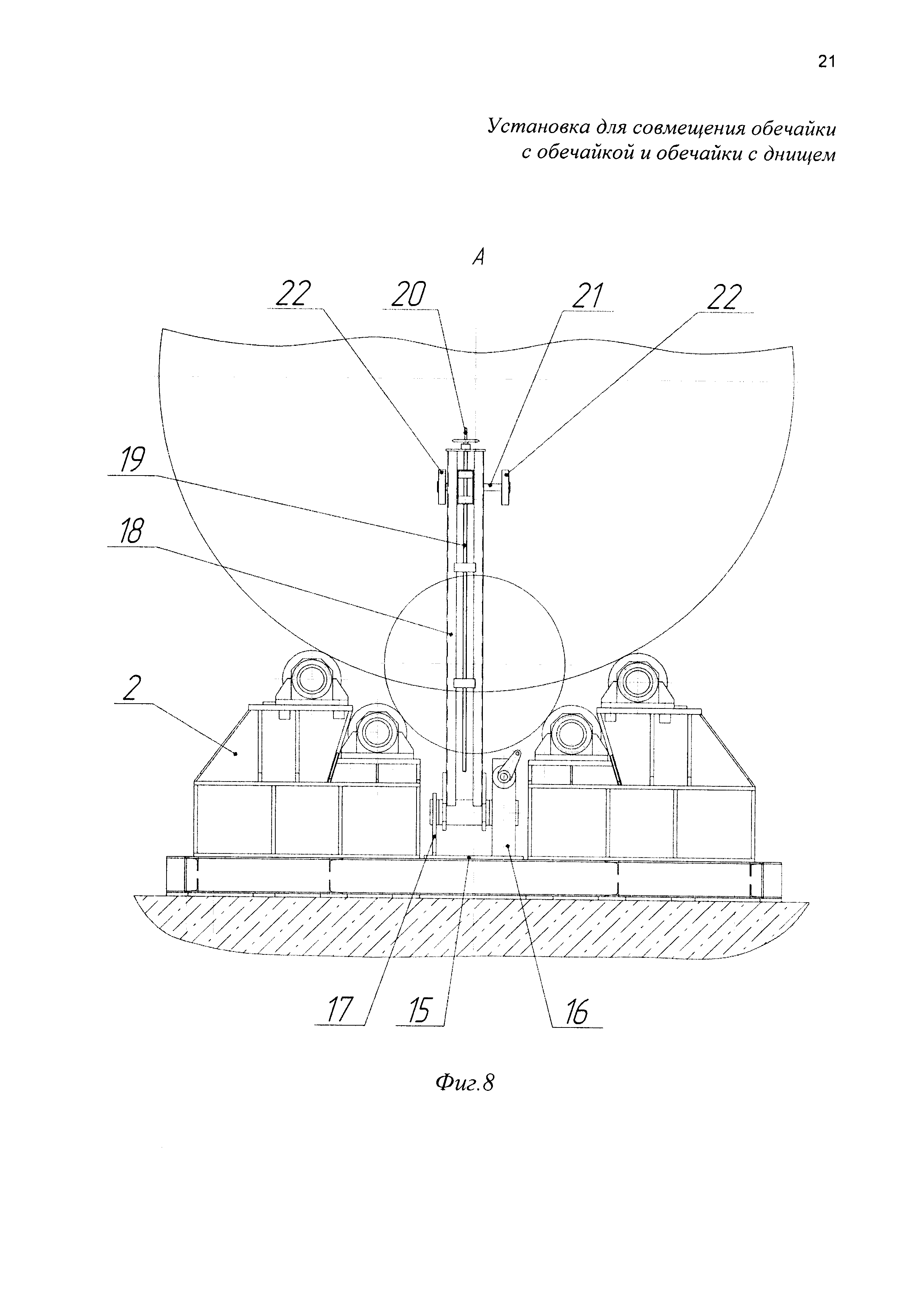
Способ получения дистиллята
Способ защиты от коррозии сварного соединения труб с внутренним антикоррозионным покрытием
Теплообменник-реактор
Способ защиты внутренней зоны соединений труб с внутренним покрытием (варианты)
Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа
Механизм, вырабатывающий кинетическую энергию (двигатель механический)
Стальная труба с внутренней пластмассовой оболочкой
Способ эксплуатации горизонтальной скважины
Способ изготовления металлической трубы с внутренним противокоррозионным покрытием
Способ борьбы с коррозией, вызванной сульфатвосстанавливающими бактериями
Способ эксплуатации нагнетательной скважины
Способ очистки сточной воды
Способ регулирования разработки неоднородного нефтяного пласта (варианты)
Способ определения мест нарушений эксплуатационной колонны скважины
Устройство для одновременно раздельной эксплуатации многопластовой скважины
Устьевое оборудование насосных нефтедобывающих скважин

