Результат интеллектуальной деятельности: ЛИСТОВОЙ ПРОФИЛЬ С ПРОДОЛЬНЫМИ РЕБРАМИ ЖЕСТКОСТИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, в частности к производству листовых профилей для судостроения.
Листовые профили изготавливаются на толстолистовых станах путем прокатки за несколько проходов.
Известен листовой профиль с чечевичным рифлением. Конструкция такого профиля описана в ГОСТ 8568-77 «Листы стальные с ромбическим и чечевичным рифлением».
Недостатками известного профиля являются его низкие продольная и поперечная жесткости.
Известен листовой профиль с ромбическим рифлением. Конструкция такого профиля описана в ГОСТ 8568-77 «Листы стальные с ромбическим и чечевичным рифлением».
Недостатками известного профиля являются его низкие продольная и поперечная жесткости.
Наиболее близким аналогом к предлагаемому изобретению является листовой профиль с продольными ребрами жесткости относительно большой высоты (см. авт. св. СССР №101196, заявл. 09.10.1954).
Недостатком известного профиля является низкая поперечная жесткость, связанная с тем, что высота ребра жесткости существенно превышает толщину листа, что вызывает повышенные напряжения от изгибающих моментов при поперечных нагрузках из-за низкого момента сопротивления листового профиля.
Технической задачей настоящего изобретения является увеличение поперечной жесткости листового профиля с продольными ребрами жесткости.
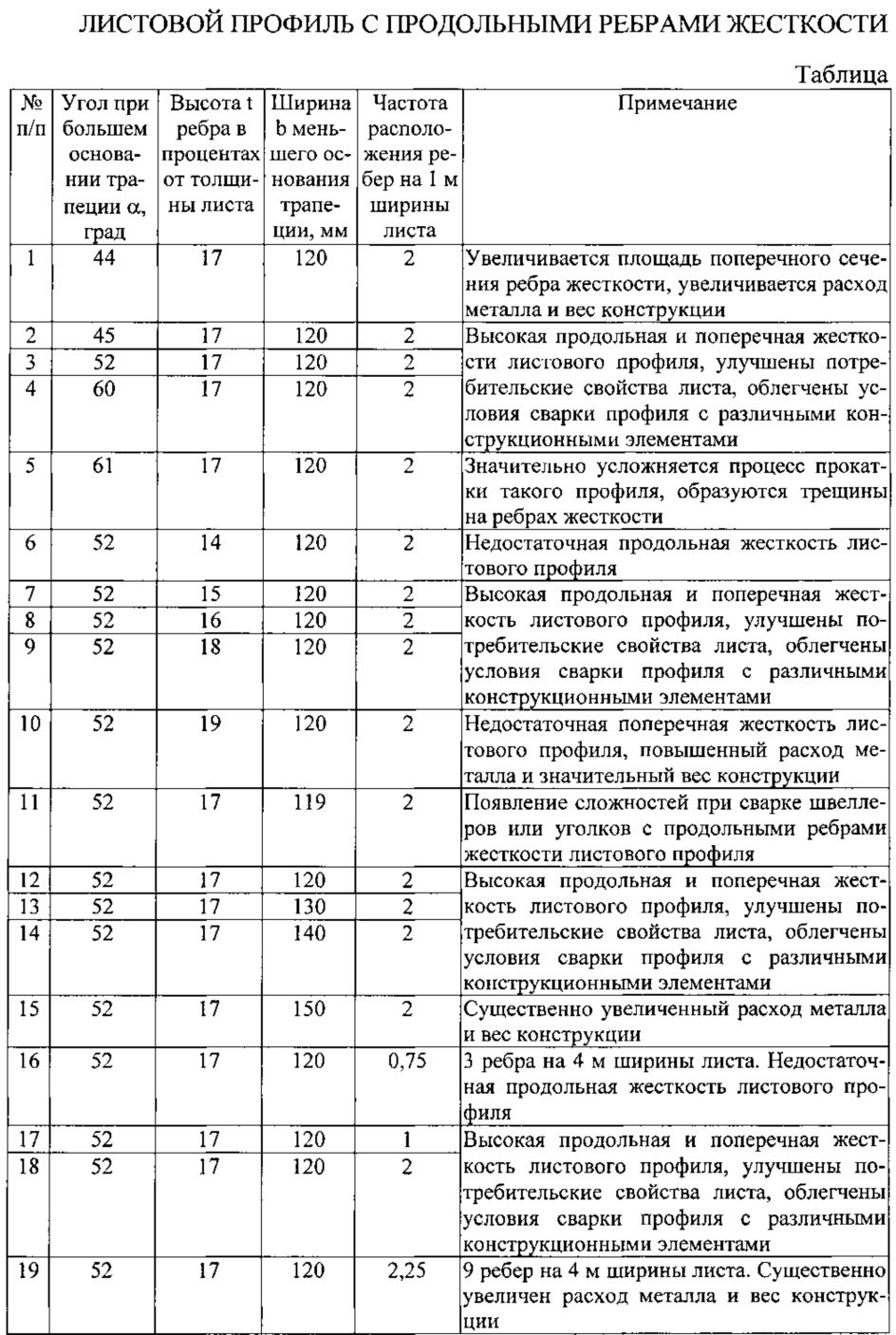
Поставленная задача решается тем, что в листовом профиле с продольными ребрами жесткости, расположенными как минимум на одной поверхности листа, согласно изобретению ребра жесткости выполнены с поперечным сечением в форме равнобедренной трапеции с углом при большем основании α=45…60°, высотой t=15…18% от толщины листа и шириной меньшего основания b=120…140 мм, расположенных с частотой 1 или 2 ребра на 1 м ширины листа.
Известно использование продольных ребер для повышения продольной жесткости листового профиля (см. авт. св. СССР №101196, заявл. 09.10.1954).
Однако наравне с известным техническим свойством заявляемый отличительный признак, характеризующийся заявляемыми параметрами формы и частотой расположения ребер жесткости на листе, создает новый технический результат, заключающийся в снижении напряжений от изгибающих моментов при воздействии поперечных сил на листовой профиль. Это достигается за счет существенного увеличения момента сопротивления, что приводит к увеличению поперечной жесткости листового профиля.
Кроме этого наличие продольных ребер жесткости листового профиля улучшает его потребительские свойства. Упрощается сварка профиля с различными конструкционными элементами, например, швеллерами, уголками и др.
На основании вышесказанного можно сделать вывод, что заявляемый листовой профиль с продольными ребрами жесткости не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
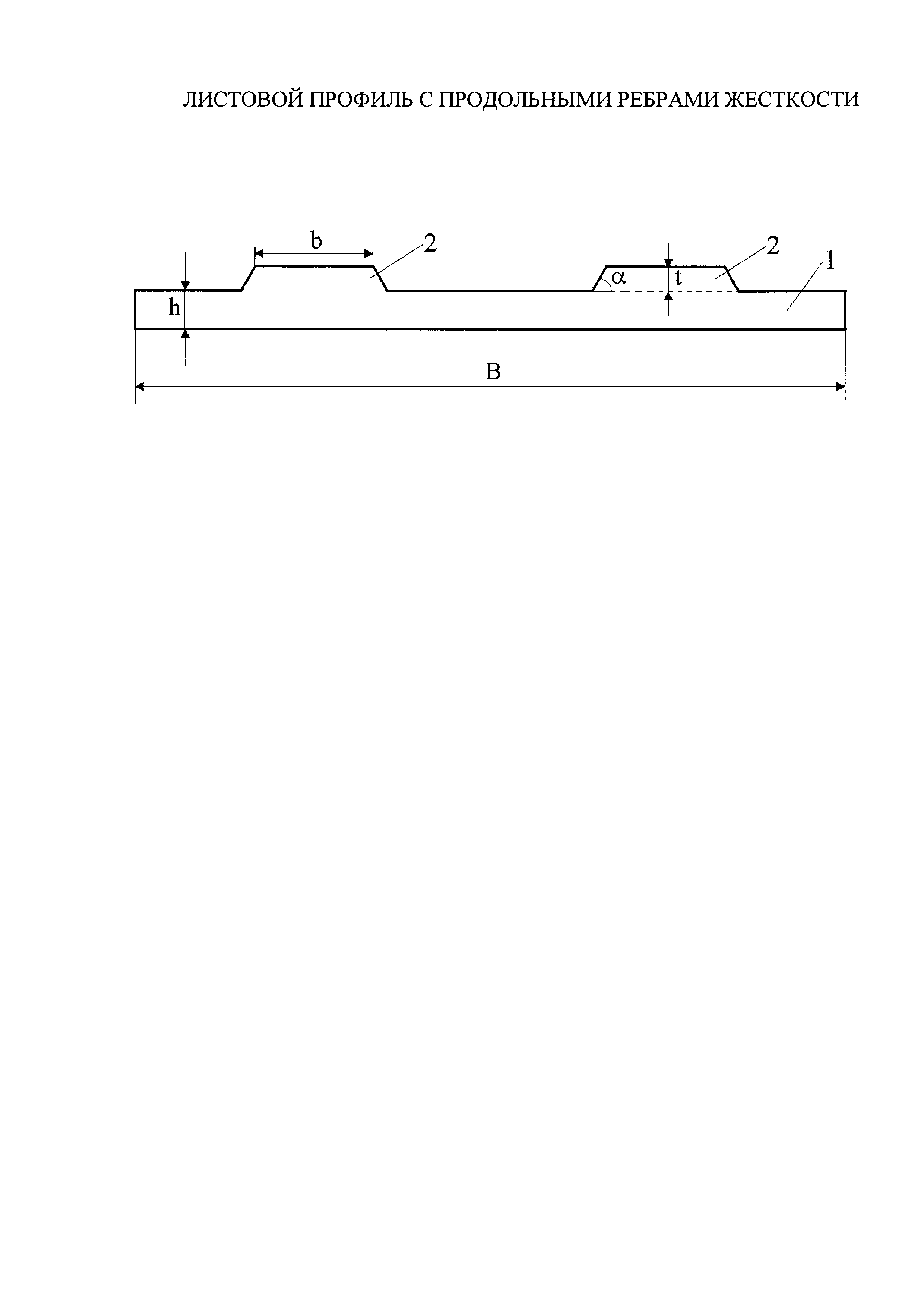
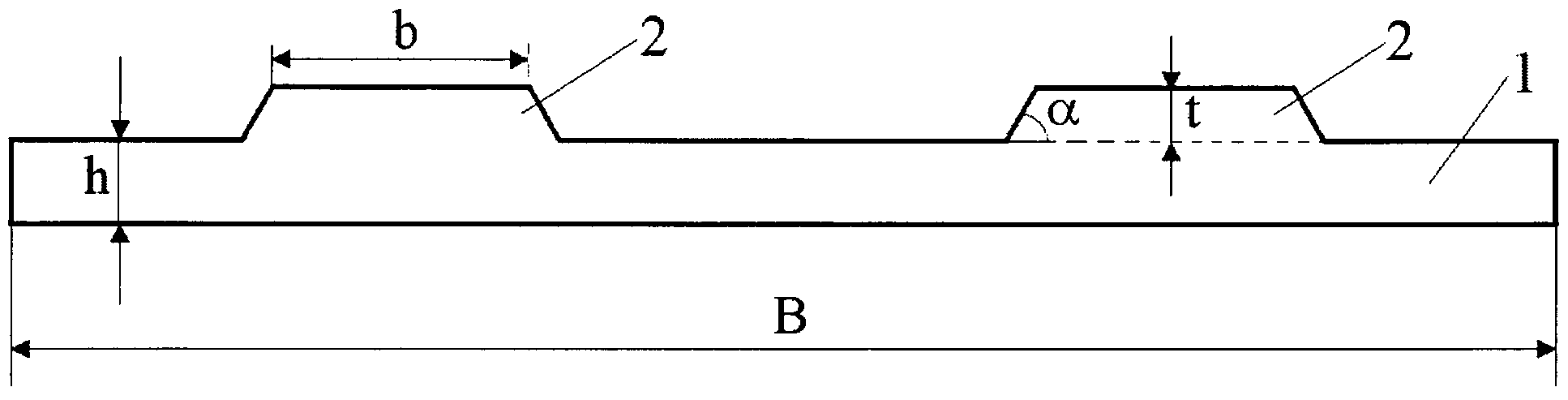
Сущность изобретения поясняется чертежом, где показана форма поперечного сечения листового профиля с продольными ребрами жесткости.
Листовой профиль 1 содержит продольные ребра жесткости 2, расположенные на одной или двух поверхностях листа. Ребра жесткости выполнены с поперечным сечением в форме равнобедренной трапеции с углом при большем основании α=45…60°, высотой t=15…18% от толщины листа и шириной меньшего основания b=120…140 мм, расположенных с частотой 1 или 2 ребра на 1 м ширины листа.
Если угол α при большем основании трапеции меньше 45°, то при этом увеличивается площадь поперечного сечения ребра жесткости, увеличивается расход металла, а также возрастает вес конструкции.
Если угол α при большем основании трапеции больше 60°, то значительно усложняется процесс прокатки такого профиля и увеличивается вероятность образования трещин на ребре жесткости.
Если высота t продольного ребра меньше 15% от толщины листа h, то продольная жесткость листового профиля уменьшается.
Если высота t продольного ребра больше 18% от толщины листа h, то, с одной стороны, уменьшается поперечная жесткость листового профиля, а с другой - увеличивается расход металла и возрастает вес конструкции.
Если ширина b меньшего основания трапеции меньше 120 мм, то трудно обеспечить сварку швеллеров или уголков с продольными ребрами жесткости листового профиля.
Если ширина b меньшего основания трапеции больше 140 мм, то существенно увеличивается расход металла и возрастает вес конструкции.
Если частота расположения продольных ребер меньше чем 1 на 1 м ширины В листа, то не происходит существенного увеличения продольной жесткости листового профиля.
Если частота расположения продольных ребер больше чем 2 на 1 м ширины В листа, то существенно увеличивается расход металла и возрастает вес конструкции.
Опытную проверку предлагаемого технического решения проводили для листовых профилей с продольными ребрами жесткости из стали A32 с толщиной листа h=10 мм и шириной В=4000 мм на толстолистовом прокатном стане. При этом использовали валки с калибрами. Результаты проверки представлены в таблице.
Таким образом, опытная проверка подтвердила правильность заявляемого технического решения для выполнения поставленной задачи.
Способ ассиметричной прокатки передних концов толстых листов на реверсивных станах
Способ прокатки толстых листов на реверсивном стане
Рабочая клеть стана для прокатки профилей в калибре
Рабочая клеть стана для прокатки профилей в калибре
Способ асимметричной прокатки металла
Способ асимметричной прокатки металла
Способ производства холоднокатаной полосы
Способ асимметричной прокатки толстолистового металла
Способ производства толстолистовой трубной стали
Способ производства толстолистовой трубной стали, микролегированной бором
Способ ассиметричной прокатки передних концов толстых листов на реверсивных станах
Способ прокатки толстых листов на реверсивном стане
Рабочая клеть стана для прокатки профилей в калибре
Рабочая клеть стана для прокатки профилей в калибре
Способ асимметричной прокатки металла
Способ асимметричной прокатки металла
Способ производства холоднокатаной полосы
Способ асимметричной прокатки толстолистового металла
Способ производства толстолистовой трубной стали
Способ производства толстолистовой трубной стали, микролегированной бором

