Результат интеллектуальной деятельности: СПОСОБ ДЕСУЛЬФУРАЦИИ СТАЛИ
Вид РИД
Изобретение
[0001] Настоящее изобретение относится к десульфурации стали.
УРОВЕНЬ ТЕХНИКИ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0002] Некоторые коммерческие стальные композиции требуют относительно низких количеств углерода (менее 0,05%), азота (менее 50 частей на миллион) и серы (менее 30 частей на миллион). В прошлом способ получения таких низкоуглеродистых и низкосернистых сталей использовал сочетание стадий обработки в сталеплавильной печи и в дегазаторе. Способ предшествующего уровня техники включает в себя снижение уровня углерода в стальной композиции в сталеплавильной печи, такой как электродуговая печь (EAF), с добавлением легирующих добавок во время процесса выпуска стали для десульфурации и легирования стали, а затем направление стали в дегазатор, такой как установка для вакуумной дегазации (ковшевой вакууматор, VTD). Этот производственный маршрут был простым и довольно прямым.
[0003] В прошлом для удовлетворения требований к составу стали таких коммерческих сортов, в сталеплавильной печи использовалась сталь с очень низким содержанием углерода, например, менее 0,025%. Уровни растворенного кислорода в печи перед выпуском стали, связанные с этими низкими количествами углерода, составляли порядка от 1200 частей на миллион до 1400 частей на миллион. Если дегазатор находился на расстоянии от сталеплавильной печи, сталь выпускалась с температурой примерно 1700°С для компенсации температурных потерь при транспортировке в дегазатор. В процессе выпуска стали ее подвергали раскислению алюминием и ферросилицием (FeSi). Известь и алюминиевый шлак также добавлялись для создания жидкого, раскисленного, десульфурирующего шлака. Посредством этих добавок реакция десульфурации начиналась в ковше во время транспортировки в дегазатор. У дегазатора производились дополнительные добавки алюминия, извести, алюмината кальция и доломитовой извести для обеспечения желаемого удаления серы во время цикла дегазации.
[0004] Способ предшествующего уровня техники имел недостатки, включающие в себя высокий износ огнеупорного материала в сталеплавильной печи. Повышенные температуры выпуска и высокое содержание кислорода, требовавшиеся перед выпуском стали из сталеплавильной печи, оказывали негативное воздействие на производительность печей. Высокие температуры и высокое содержание кислорода влекли за собой большое количество FeO в шлаке при высоких температурах, что приводило к чрезмерному износу огнеупорного материала стенки печи. Это приводило к увеличению простоев печи на заделывание огнеупора торкрет-бетоном. Кроме того, высокое содержание FeO в шлаке приводит к снижению эффективности плавки, так как большее количество железа теряется в шлаке.
[0005] Способ предшествующего уровня техники также требовал использования низкоуглеродистых сплавов и добавок на протяжении последующих процессов после сталеплавильной печи для поддержания низкого уровня углерода, ниже 0,05% по массе. Низкоуглеродистые легирующие элементы, такие как низкоуглеродистый ферромарганец, требовались для обеспечения желаемых элементов без нарушения конечного содержания углерода в стали. В последнее время цена низкоуглеродистых ферросплавов значительно возросла, что сделало этот способ экономически нежелательным для производства таких низкоуглеродистых сталей. Кроме того, снижение количества углерода в составе стали в сталеплавильной печи требовало дополнительного времени на обезуглероживание, что также отрицательно сказывалось на производительности сталеплавильной печи. Затраты дополнительно увеличивались в результате того, что для раскисления стали в результате более высокого содержания кислорода требовалось больше кремния и алюминия.
[0006] В дополнение к этому, в процессах обезуглероживания и десульфурации предшествующего уровня техники основным раскислителем является алюминий. В некоторых применениях алюминий нежелателен в стальном продукте, что требует дополнительных составов и способов, чтобы оставить алюминий в шлаке. Таким образом, сохраняется потребность в снижении затрат на производство низкоуглеродистых, низкоазотистых и низкосернистых сталей.
[0007] Авторы настоящего изобретения нашли альтернативный способ получения стали с низким содержанием углерода, менее 0,05% по массе, что позволяет избежать необходимости в алюминиевых добавках, снижает износ огнеупоров, а также повышает эффективность плавки.
[0008] Способ десульфурации раскисленной кремнием стали может включать в себя следующие стадии:
образование шлака на расплавленном металле,
доведение вакуума над комбинацией шлака и расплавленного металла до величины менее 5 мм рт. ст.,
перемешивание расплавленного металла и шлака,
раскисление и десульфурация расплавленного металла и шлака для дегазации металла, снижая содержание по меньшей мере серы, азота, кислорода и водорода, а также снижая активность кислорода в расплавленном металле до величины менее чем 30 частей на миллион (ppm), и
формирование шлаковой композиции после дегазации металла и шлака, включающей в себя:
CaO в количестве приблизительно от 50 до 70% по массе,
SiO2 в количестве приблизительно от 20 до 28% по массе,
CaF2 в количестве приблизительно от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO составляет по меньшей мере 85% по массе.
[0009] Способ десульфурации раскисленной кремнием стали может включать в себя следующие стадии:
образование шлака на расплавленной стали,
доведение вакуума над комбинацией шлака и расплавленной стали до величины менее 5 мм рт. ст.,
перемешивание расплавленной стали и шлака,
раскисление и десульфурация расплавленной стали и шлака для дегазации стали, снижая содержание по меньшей мере серы, азота, кислорода и водорода, а также снижая активность кислорода в расплавленной стали до величины менее чем 30 частей на миллион, и
формирование шлаковой композиции после дегазации стали, включающей в себя:
CaO в количестве от 50 до 70% по массе,
SiO2 в количестве от 20 до 28% по массе,
CaF2 в количестве от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO составляет по меньшей мере 85% по массе.
[0010] Стадия создания вакуума может включать в себя доведение вакуума до величины менее 1 мм рт. ст.
[0011] Стадия перемешивания может уменьшить содержание свинца, цинка, висмута и сурьмы в составе расплавленной стали.
[0012] Стадия перемешивания может включать в себя барботирование через плавку инертного газа с расходом между 0,1 и 1,0 стандартных кубических футов в минуту на тонну расплавленной стали в течение от 10 до 40 минут. Стадия перемешивания может снизить содержание серы до величины менее 30 частей на миллион, и альтернативно до величины менее 10 частей на миллион, содержание азота - до величины менее 50 частей на миллион, активность кислорода - до величины менее 15 частей на миллион, и водород - до величины менее 3 частей на миллион.
[0013] Способ десульфурации раскисленной кремнием стали может включать в себя следующие стадии:
образование шлака на расплавленном металле,
доведение вакуума над комбинацией шлака и расплавленного металла до величины менее 5 мм рт. ст.,
перемешивание расплавленного металла и шлака,
раскисление и десульфурация расплавленного металла и шлака для дегазации металла, снижая содержание по меньшей мере серы, азота, кислорода и водорода, а также снижая активность кислорода в расплавленном металле до величины менее чем 30 частей на миллион, и
формирование шлаковой композиции после дегазации металла и шлака, включающей в себя:
CaO в количестве приблизительно от 50 до 70% по массе,
SiO2 в количестве приблизительно от 20 до 28% по массе,
CaF2 в количестве приблизительно от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе,
Cr2O3 в количестве не более 15% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO+Cr2O3 составляет по меньшей мере 85% по массе.
[0014] Способ десульфурации раскисленной кремнием стали может включать в себя следующие стадии:
образование шлака на расплавленной стали,
доведение вакуума над комбинацией шлака и расплавленной стали до величины менее 5 мм рт. ст.,
перемешивание расплавленной стали и шлака,
раскисление и десульфурация расплавленной стали и шлака для дегазации стали, снижая содержание по меньшей мере серы, азота, кислорода и водорода, а также снижая активность кислорода в расплавленной стали до величины менее чем 30 частей на миллион, и
формирование шлаковой композиции после дегазации стали, включающей в себя:
CaO в количестве от 50 до 70% по массе,
SiO2 в количестве от 20 до 28% по массе,
CaF2 в количестве от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе,
Cr2O3 в количестве не более 15% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO+Cr2O3 составляет по меньшей мере 85% по массе.
[0015] Способ десульфурации стали может включать в себя следующие стадии:
(a) подготовка плавки стальной композиции в сталеплавильной печи с желаемой температурой выпуска металла для десульфурации в установке для вакуумной дегазации,
(b) открытый выпуск плавки расплавленной стали в разливочный ковш с уровнем кислорода между 250 и 1200 частей на миллион,
(c) добавление шлакообразующего соединения в разливочный ковш для образования шлака, покрывающего расплавленную сталь в разливочном ковше,
(d) транспортировка расплавленной стали в разливочном ковше к установке для вакуумной дегазации,
(e) обезуглероживание состава расплавленной стали в установке для вакуумной дегазации посредством создания вакуума с давлением в диапазоне между 0,5 и 300 мм рт. ст.,
(f) после обезуглероживания, создание вакуума с давлением меньше чем 5 мм рт. ст. и добавление к расплавленной стали флюсовых компонентов, раскислителей и легирующих агентов, образующих состав шлака, имеющий менее 1% Al2O3, чтобы раскислить и десульфурировать сталь, и
(g) перемешивание расплавленной стали и раскисление состава шлака и десульфурация расплавленной стали и состава шлака для дегазации стали, уменьшая содержание по меньшей мере серы, азота, кислорода и водорода, и снижая активность кислорода до величины менее 30 частей на миллион.
[0016] Стадия создания вакуума может включать в себя доведение вакуума до величины менее 1 мм рт. ст.
[0017] Стадия обезуглероживания расплавленной стали может иметь продолжительность от 2 до 10 минут.
[0018] В зависимости от конечного химического состава способ перед стадией обезуглероживания может дополнительно включать в себя стадию добавления дополнительного источника кислорода.
[0019] Стадия добавления флюсовых компонентов, раскислителей и легирующих агентов может включать в себя обеспечение такого начального состава шлака перед раскислением, чтобы обеспечить состав шлака после дегазации стали, включающий в себя:
CaO в количестве от 50 до 70% по массе,
SiO2 в количестве от 20 до 28% по массе,
CaF2 в количестве от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO составляет по меньшей мере 85% по массе.
[0020] Стадия добавления флюсовых компонентов, раскислителей и легирующих агентов может включать в себя обеспечение такого начального состава шлака перед раскислением, чтобы обеспечить шлаковую композицию после дегазации стали, включающую в себя:
CaO в количестве от 50 до 70% по массе,
SiO2 в количестве от 20 до 28% по массе,
CaF2 в количестве от 5 до 15% по массе,
MgO в количестве не более 8% по массе,
Al2O3 в количестве не более 1% по массе,
Cr2O3 в количестве не более 15% по массе, и
комбинацию FeO+MnO в количестве не более 2% по массе,
где общее количество CaO+CaF2+SiO2+MgO+Cr2O3 составляет по меньшей мере 85% по массе.
[0021] Способ подготовки стали включает в себя способы десульфурации стали, описанные в предыдущих параграфах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
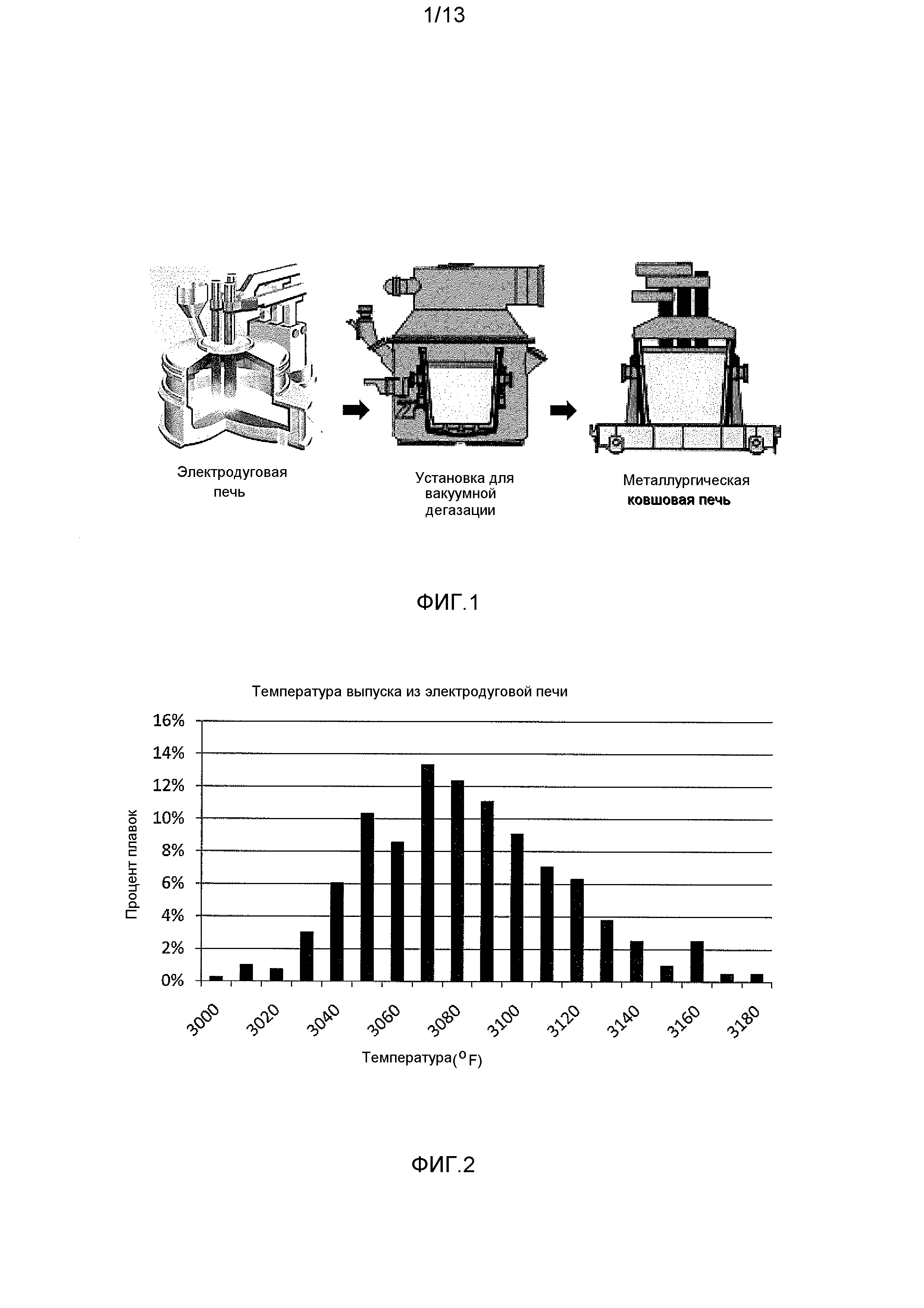
[0022] Фиг. 1 представляет собой схематическую блок-схему процессов, используемых в одном варианте осуществления способа десульфурации раскисленной кремнием стали в соответствии с настоящим изобретением,
[0023] Фиг. 2 представляет собой график, показывающий распределение температур выпуска плавки для множества плавок,
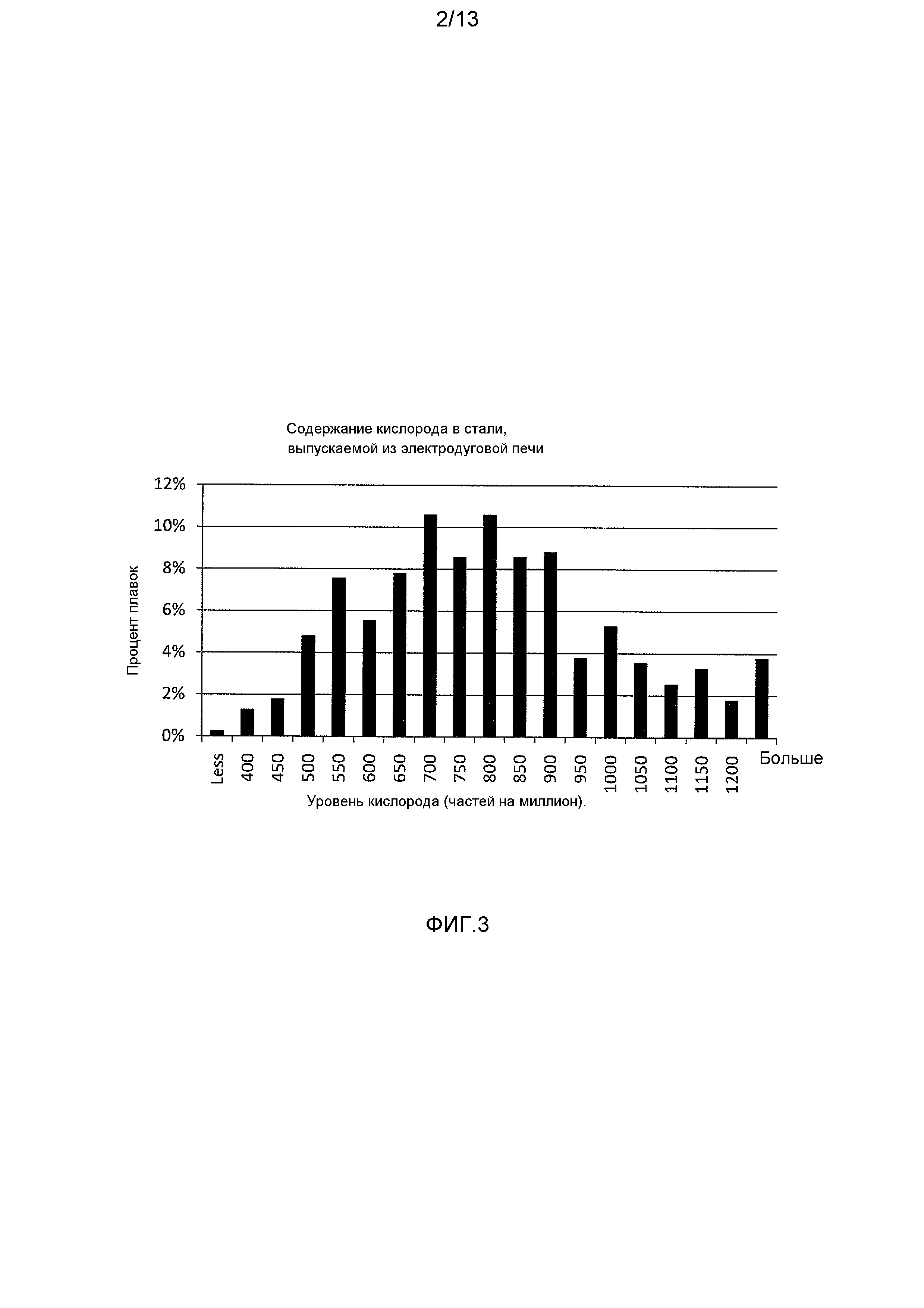
[0024] Фиг. 3 представляет собой график, показывающий распределение содержания кислорода в выпускаемой плавке для множества плавок,
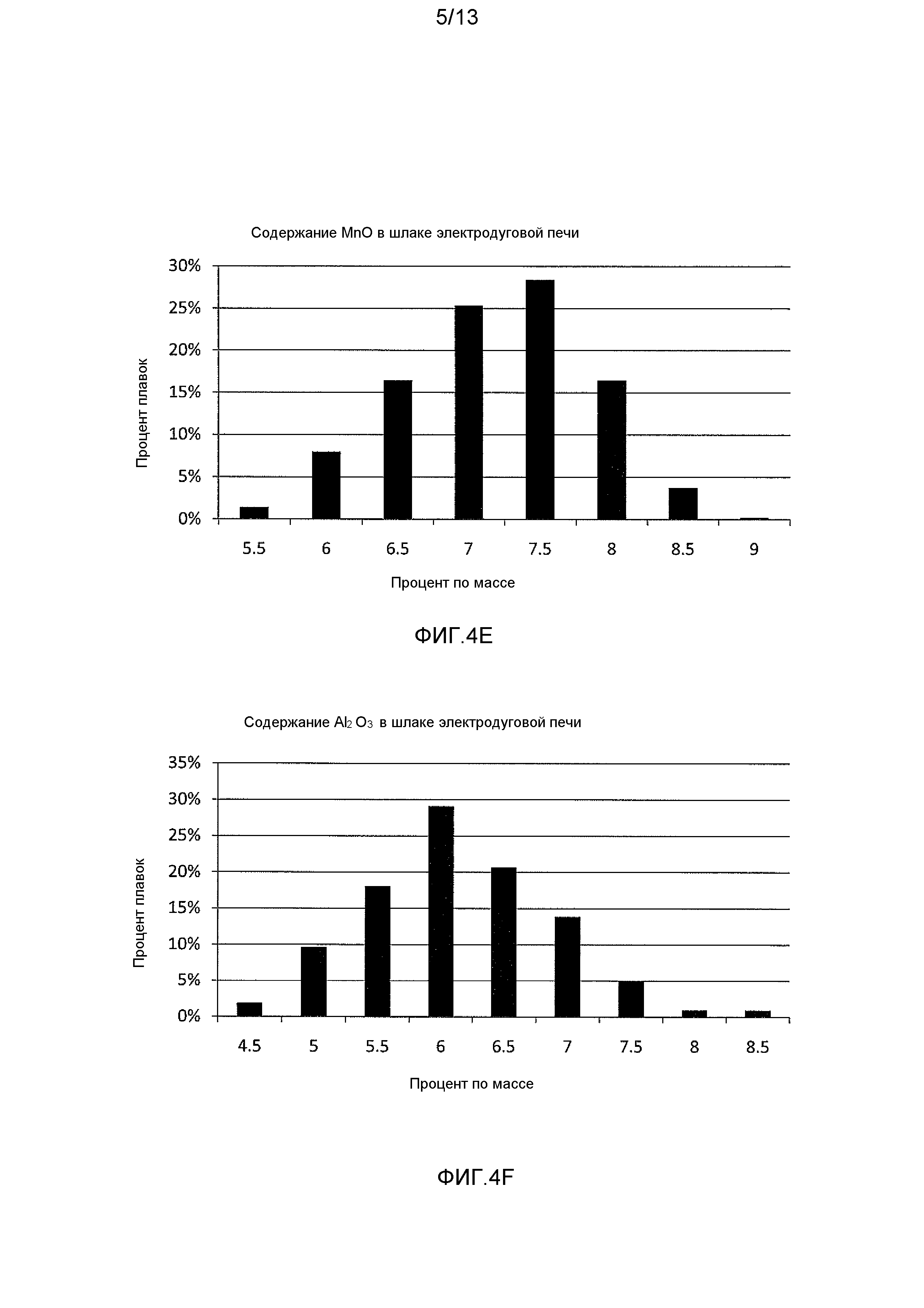
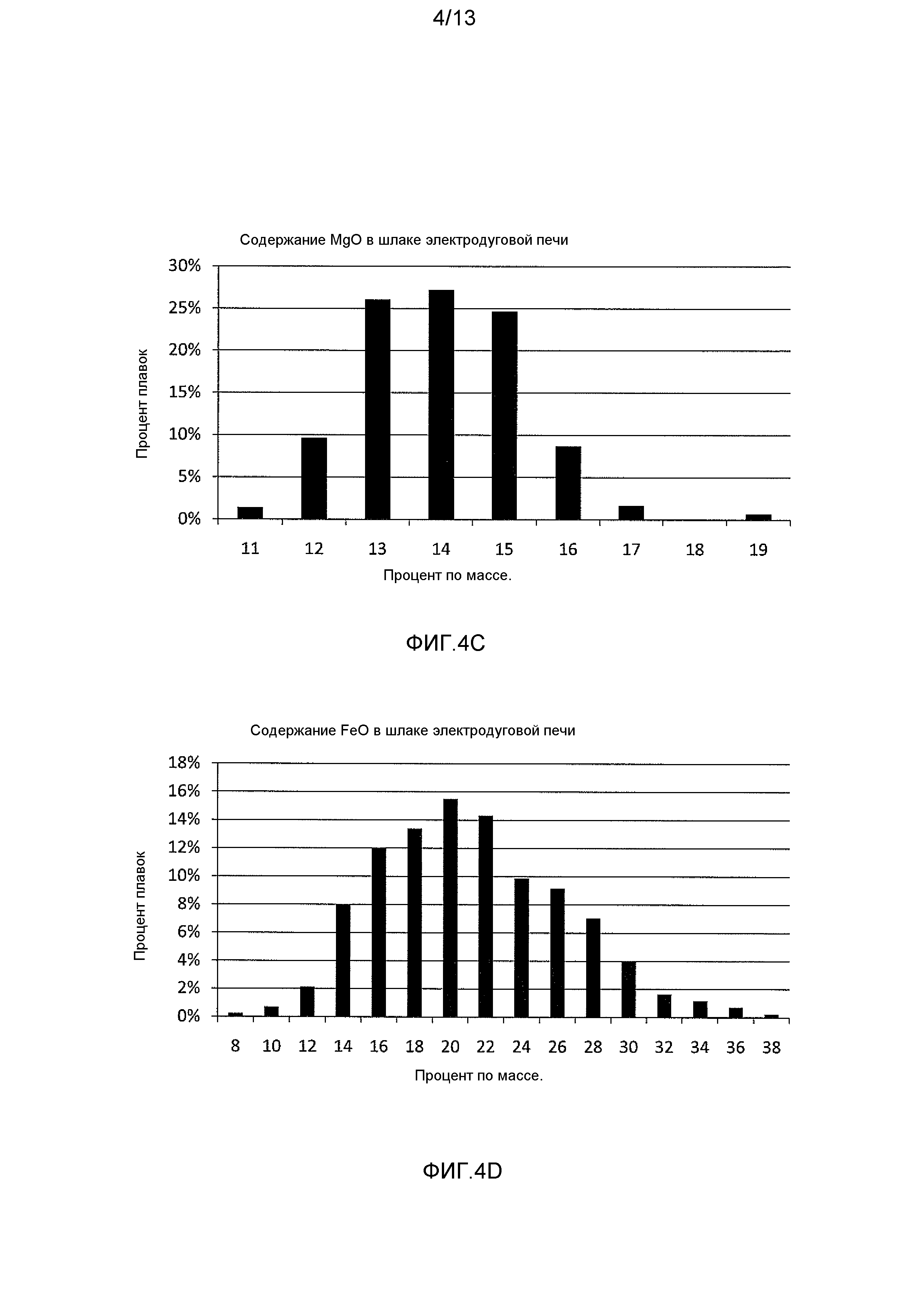
[0025] Фиг. 4A-4F представляют собой диаграммы, каждая из которых показывает распределение количества компонента в шлаке для множества плавок, для электродуговой печи,
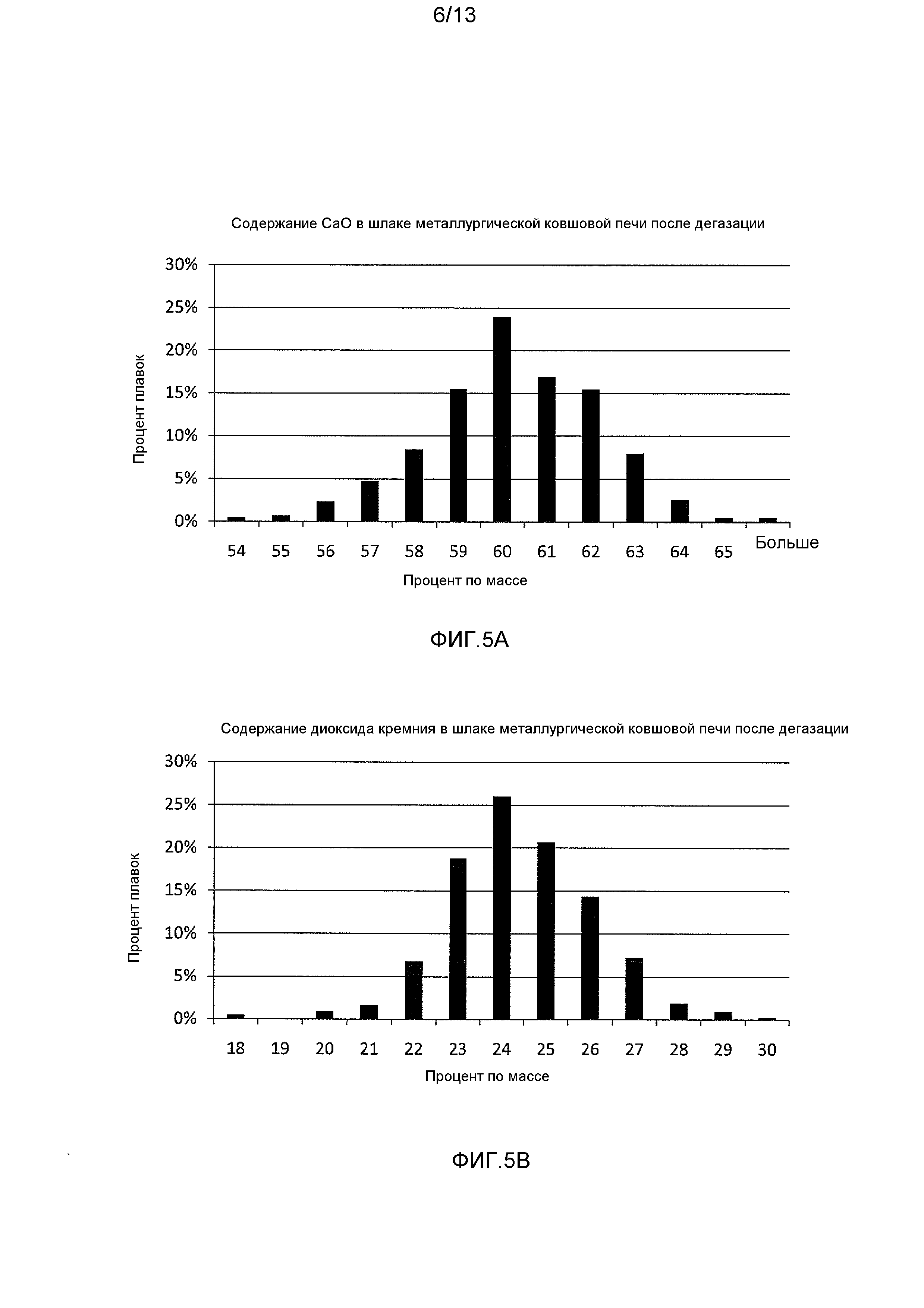
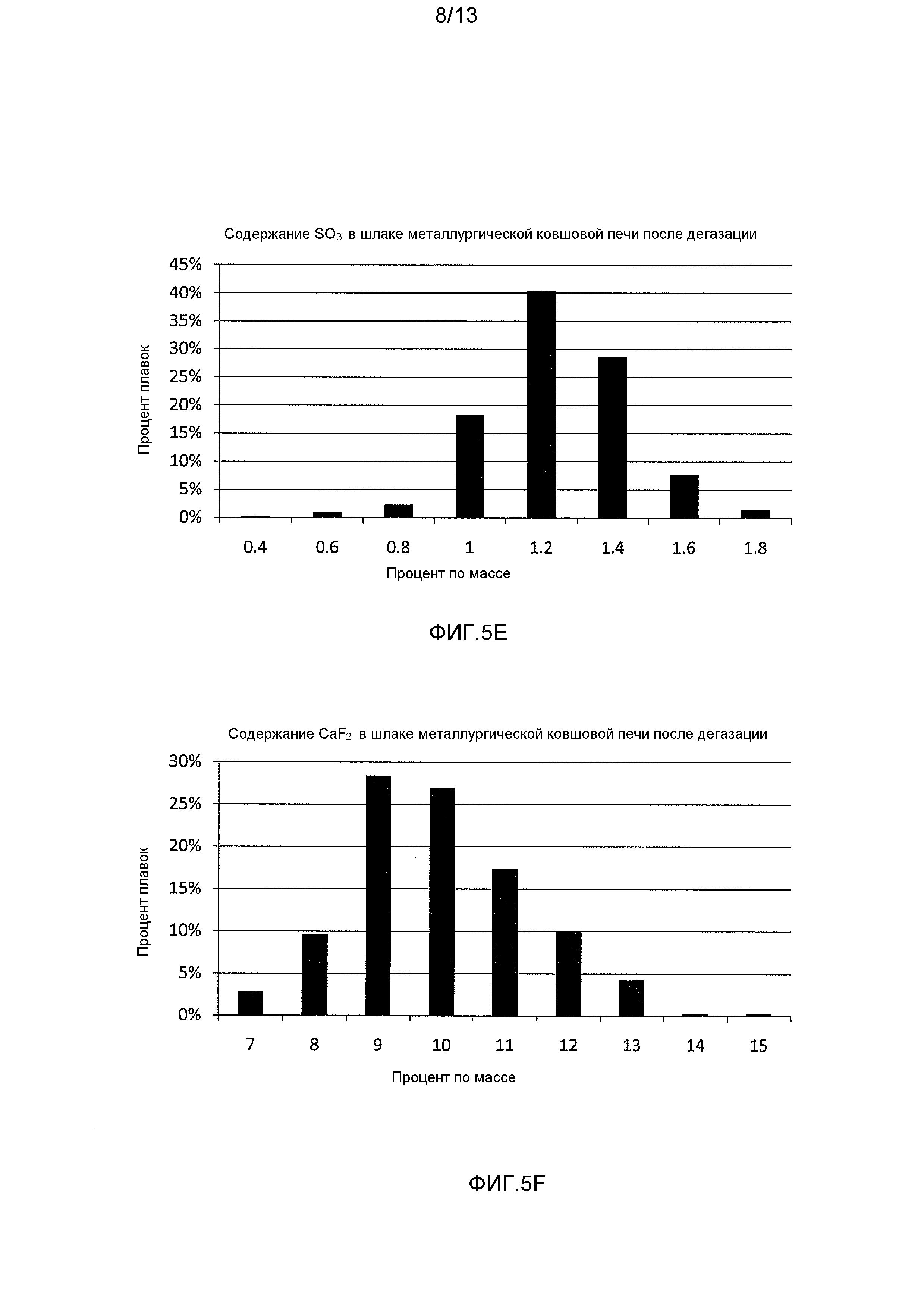
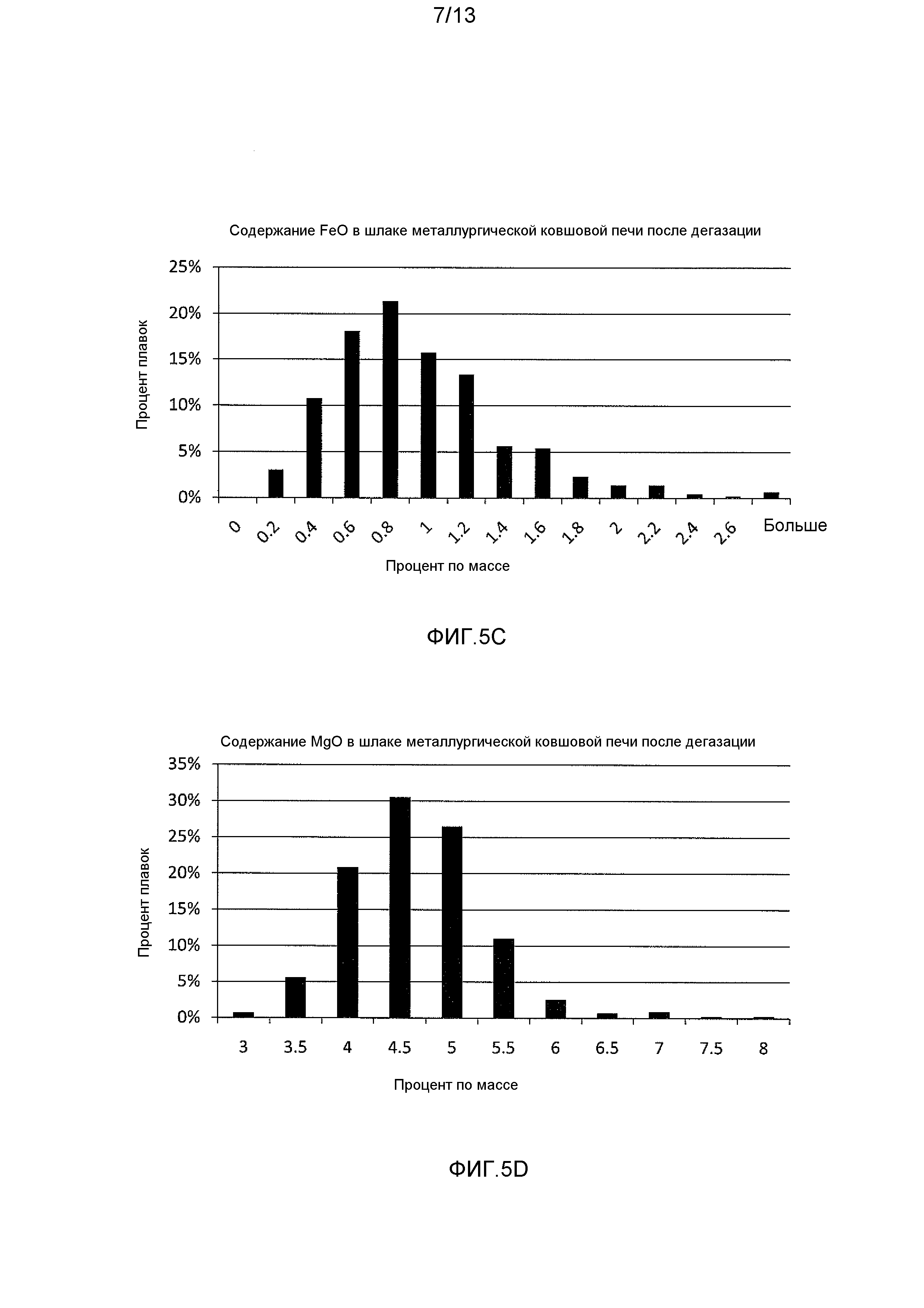
[0026] Фиг. 5A-5H представляют собой диаграммы, каждая из которых показывает распределение количества компонента в шлаке для множества плавок, после дегазации расплавленной стали, и
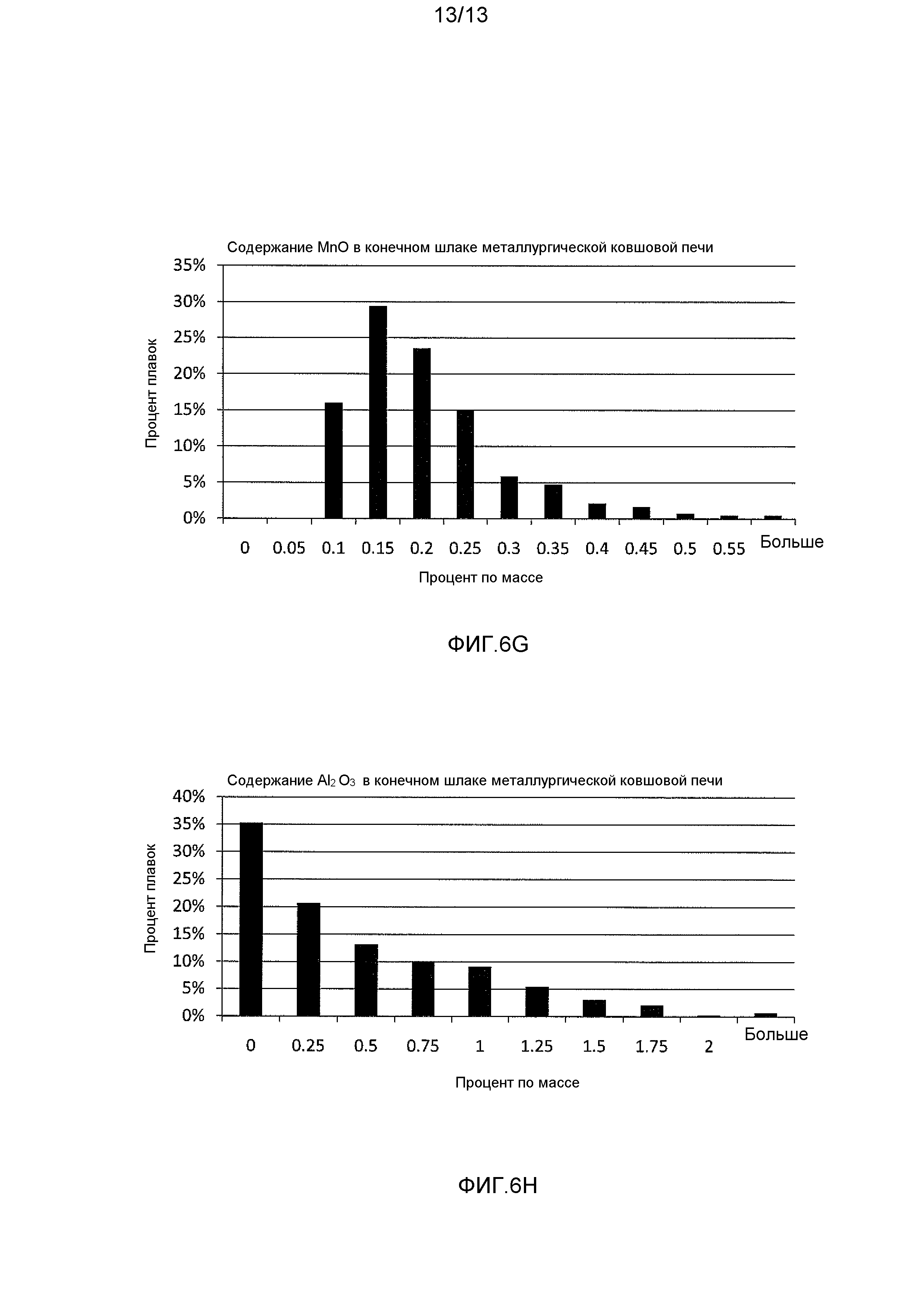
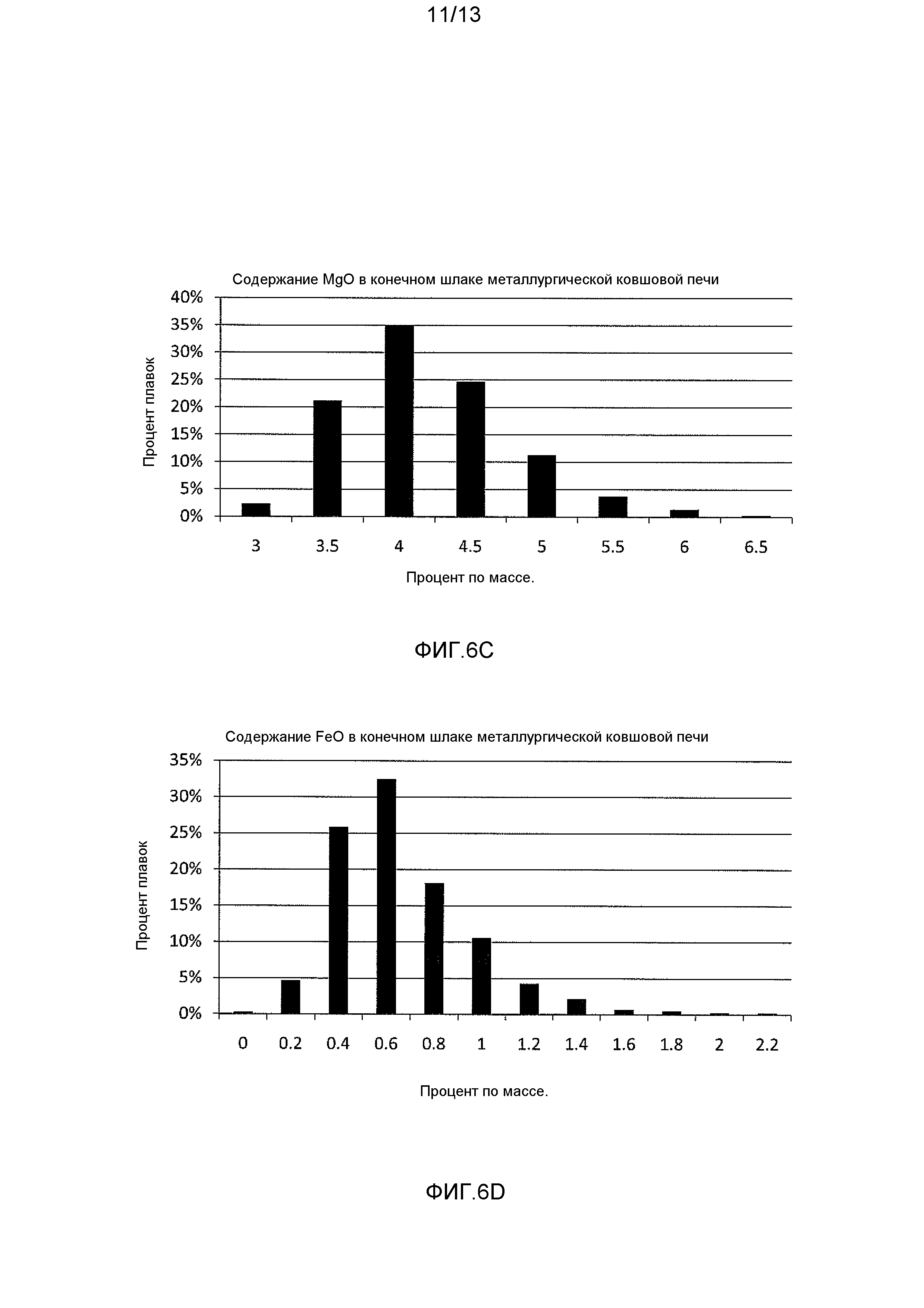
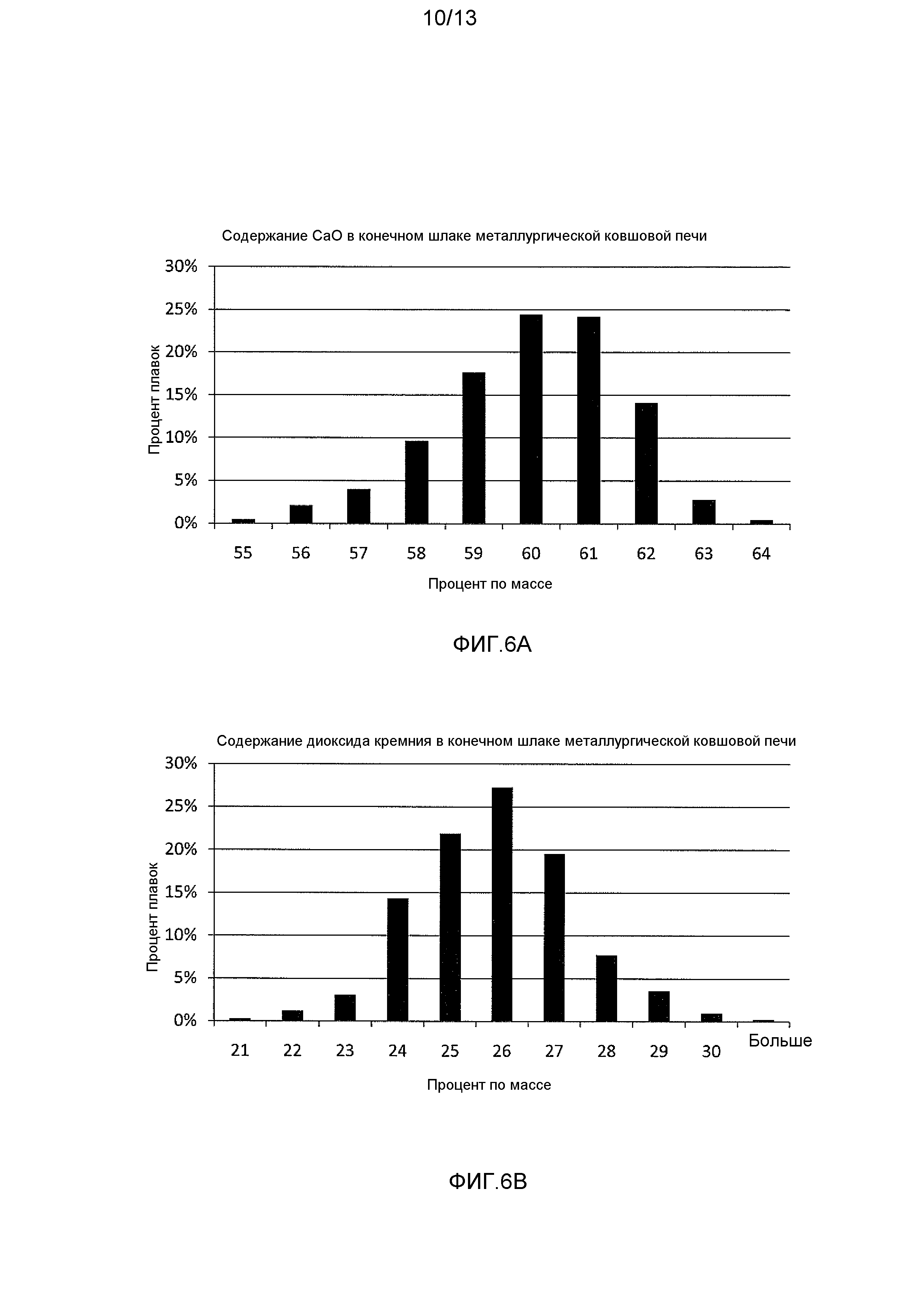
[0027] Фиг. 6A-6H представляют собой диаграммы, каждая из которых показывает распределение количества компонента в шлаке для множества плавок, перед литьем.
ПОДРОБНОЕ ОПИСАНИЕ
[0028] В варианте осуществления способа десульфурации раскисленной кремнием стали для литья в соответствии с настоящим изобретением, показанном схематически на Фиг. 1, расплавленная сталь обычно готовится в электродуговой печи (EAF) и передается от электродуговой печи к установке для вакуумной дегазации (VTD) и обрабатывается в установке для вакуумной дегазации, а затем передается от установки для вакуумной дегазации к металлургической ковшовой печи (LMF) и обрабатывается в металлургической ковшовой печи перед литьем.
[0029] Марки стали, произведенные с помощью раскрытого варианта осуществления способа по настоящему изобретению, обычно содержат менее приблизительно 0,05% по массе углерода. Такие марки стали также обычно содержат мало азота, менее приблизительно 0,005% по массе, и мало серы, менее приблизительно 0,003% по массе, или менее приблизительно 0,0015% по массе.
[0030] В сталеплавильном цехе обычно имеется одна или более электродуговых печей, таких как 120-тонная (метрические тонны) электродуговая печь, оборудованная трансформаторами на 110 мегавольт-ампер (MVA). Такие электродуговые печи могут иметь емкость приблизительно между 30 т и 400 т, но для непрерывной разливки обычно имеют емкость от 60 т до 120 т. Каждая печь может содержать фурмы для ввода газа, такие как газоинжекторные системы марки More, через которые в печь может быть вдута комбинация кислорода и природного газа, а также трубу для вдувания углерода. Они могут использоваться для инжекции углерода и кислорода в различных отношениях во время плавки стали, чтобы создать пенистый шлак в электродуговой печи. Приготовление пенистого шлака было описано в публикации Pretorius, E.B. and R.C. Carlisle, Foamy Slag Fundamentals and Their Practical Application to Electric Furnace Steelmaking, ISS-AIME, EF Conference Proceedings, 1998, pp. 275-291. Электродуговая печь может также быть оборудована системой верхней подачи флюса, через которую могут подаваться известь, доломит и углерод, чтобы управлять основностью шлака и его вязкостью для лучшего вспенивания шлака при плавке. Настоящий процесс может использоваться с другими сталеплавильными печами, такими как кислородный конвертер.
[0031] В раскрытом варианте осуществления способа по настоящему изобретению расплавленная сталь в плавке электродуговой печи выпускается открытым способом, когда содержание кислорода и температура стального состава находятся в пределах желаемых диапазонов изменения параметров. Поскольку электродуговая печь может находиться достаточно далеко от установки для вакуумной дегазации, температура выпуска стального состава в электродуговой печи выбирается так, чтобы уменьшение температуры во время перемещения от электродуговой печи к установке для вакуумной дегазации обеспечило бы желаемую температуру в установке для вакуумной дегазации для обезуглероживания и снижения содержания серы и азота. Стальной состав может быть выпущен открытым способом из печи в разливочный ковш через систему с эксцентрическим подовым выпускным отверстием (eccentric bottom tap, EBT), которая обычно используется для минимизации поступления шлака из электродуговой печи в разливочный ковш во время выпуска плавки. Например, в 120-тонной электродуговой печи в разливочный ковш выпускается приблизительно 95 тонн стали.
[0032] Когда установка для вакуумной дегазации удалена от сталеплавильной печи, температура выпуска плавки может быть приблизительно между 3100°F и 3180°F (приблизительно 1700°C и 1750°C) для того, чтобы учесть уменьшение температуры во время перемещения от печи до установки для вакуумной дегазации. Альтернативно, если время транспортировки к установке для вакуумной дегазации меньше, температура выпуска плавки может быть приблизительно между 2900°F и 3000°F (приблизительно 1590°C и 1650°C), или альтернативно приблизительно между 3000°F и 3100°F (приблизительно 1650°C и 1700°C). Фиг. 2 показывает типичное распределение температур выпуска плавки в электродуговой печи. В примере, показанном на Фиг. 2, большинство температур выпуска плавки находятся в диапазоне приблизительно между 3040°F и 3120°F (приблизительно 1670°C и 1715°C). Во время стадии выпуска плавки подача аргона отключается, чтобы стальной состав не перемешивался. Как только выпуск из печи в разливочный ковш закончен, может быть взят образец стали, и в разливочный ковш добавляется шлакообразующее соединение, такое как известь, чтобы покрыть сталь для снижения тепловых потерь и окисления во время транспортировки к установке для вакуумной дегазации. По желанию на разливочный ковш перед его транспортировкой к установке для вакуумной дегазации может быть помещена крышка.
[0033] В раскрытом варианте осуществления способа в соответствии с настоящим изобретением обезуглероживание не заканчивается в электродуговой печи, как в процессе предшествующего уровня техники. Вместо этого в раскрытом варианте осуществления уровень кислорода в выпускаемой из электродуговой печи стали понижается с соответствующим повышением уровня углерода. Этот улучшенный способ включает в себя стадии открытого выпуска плавки из сталелитейной печи и последующие стадии обезуглероживания, раскисления и десульфурации в установке для вакуумной дегазации. Открытый выпуск плавки (выпуск плавки открытым способом) означает выпуск без преднамеренного добавления раскислителей. В раскрытом варианте осуществления содержание кислорода в выпускаемой плавке стали приблизительно составляет от 250 до 1200 частей на миллион, и более предпочтительно - приблизительно от 700 до 1000 частей на миллион. Для уровней кислорода в выпускаемой плавке стали ниже чем приблизительно 700 частей на миллион, перед стадией обезуглероживания в разливочный ковш может быть добавлен дополнительный источник кислорода, такой как валковая окалина. Фиг. 3 показывает типичное распределение содержание кислорода в выпускаемой из электродуговой печи плавке.
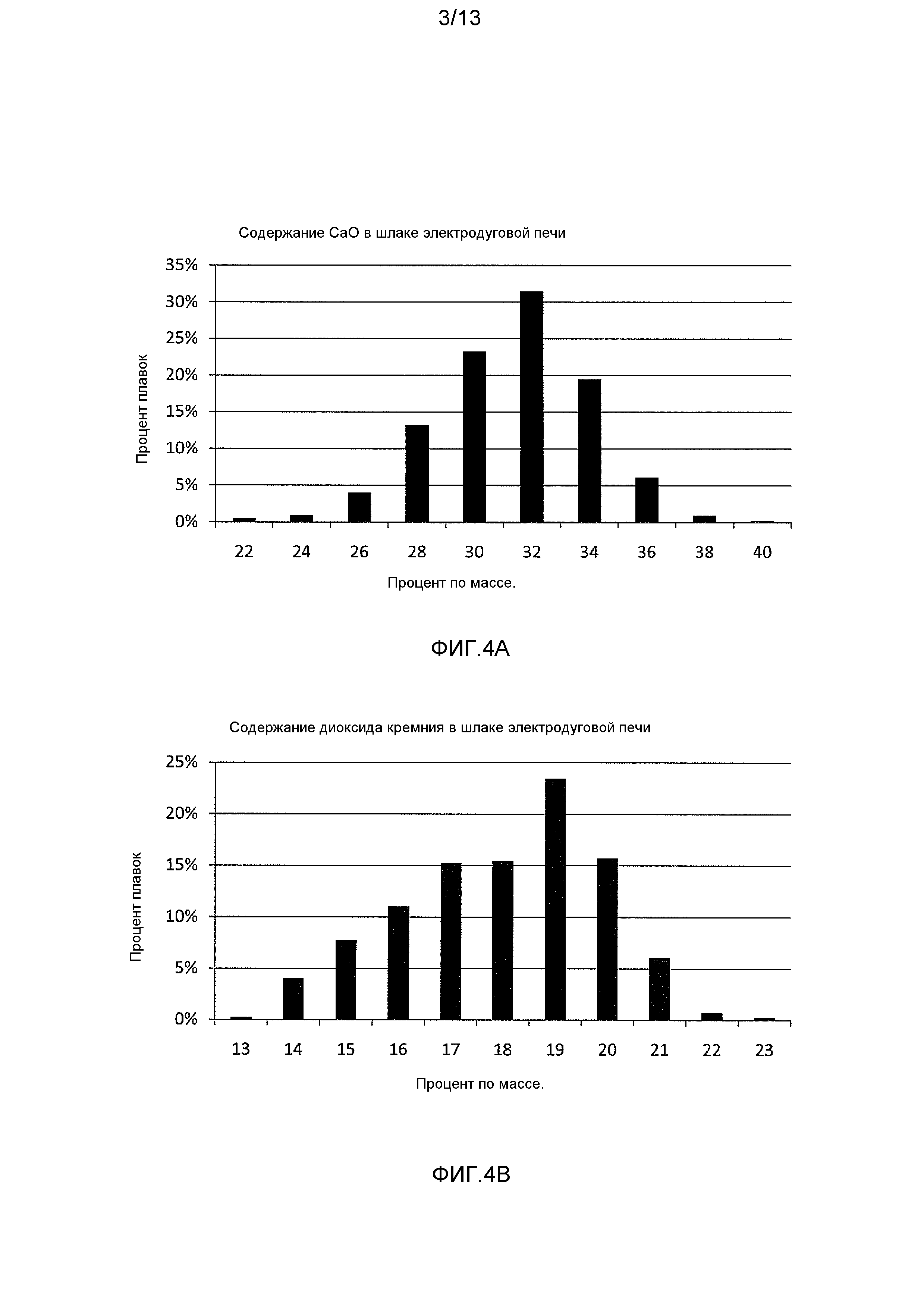
[0034] Разливочные ковши обычно оборудуются двумя пористыми пробками, которые позволяют по желанию вводить аргон в стальной состав. Захват пористой пробки может использовать автоматизированные соединения через соответствующие цапфы разливочного ковша. Выпускная станция также оборудуется системой измерения, которая может измерять и записывать температуру стали непосредственно после выпуска плавки, и может измерять и записывать дополнительную информацию, такую как уровень кислорода в составе стали. Как только процесс выпуска стали закончен, из электродуговой печи может быть взята проба шлака, чтобы измерить количество FeO в шлаке электродуговой печи. Фиг. 4A-4F показывают количества компонентов шлака для множества плавок в электродуговой печи.
[0035] Способ предшествующего уровня техники предусматривает добавки извести, алюмината кальция, алюминия, раскислителя шлака и ферросилиция к стальному составу во время выпуска плавки, и стальной состав в разливочном ковше размешивается в течение всего процесса выпуска стали, чтобы смешать добавки со стальным составом. В отличие от этого, в раскрытом варианте осуществления стальной состав по желанию не размешивается во время выпуска плавки. Дополнительно к этому, во время стадии выпуска плавки обычно не делается никаких добавок флюса, кроме добавления извести или доломитовой извести, чтобы покрыть сталь в разливочном ковше.
[0036] В раскрытом варианте осуществления стальной состав выпускается из печи открытым способом, без раскисляющих добавок. Как обсуждается ниже, стадия открытого выпуска плавки снижает способность к десульфурации в разливочном ковше перед установкой для вакуумной дегазации. В способе предшествующего уровня техники, включающем в себя добавление раскислителя в разливочный ковш и перемешивание металла и шлака для обеспечения некоторого количества десульфурации перед установкой для вакуумной дегазации, содержание серы в стальном составе в разливочном ковше перед стадией вакуумной дегазации обычно снижалось приблизительно с 350 частей на миллион до 160 частей на миллион (с 0,035% до 0,016% по массе).
[0037] В раскрытом варианте осуществления после стадии выпуска плавки стальной состав транспортируется в разливочном ковше к установке для вакуумной дегазации для дальнейшей обработки с целью снижения содержания углерода, водорода и азота и десульфурации стального состава. Хотя раскрытый вариант осуществления описывается в настоящем документе в отношении установки для вакуумной дегазации, следует понимать, что способ по настоящему изобретению не ограничивается этим. Способ по настоящему изобретению может быть адаптирован к другим системам дегазации, включающим в себя VAD и вакуумно-кислородное обезуглероживание (VOD). Разливочный ковш может быть транспортирован транспортным средством или мостовым краном. По прибытию к установке для вакуумной дегазации разливочный ковш может быть перемещен посредством мостового крана и помещен в резервуар установки для вакуумной дегазации.
[0038] Как только выполнены соединения установки для вакуумной дегазации с пористыми пробками, пористые пробки открываются и через них в стальной состав, находящийся в разливочном ковше, вводится аргон со скоростями потока обычно менее 1 м3/мин, то есть приблизительно от 10 до 35 стандартных кубических футов в минуту, но для некоторых применений эта скорость может составлять вплоть до 2,3 м3/мин (приблизительно 80 стандартных кубических футов в минуту). Поток аргона вызывает первоначальное перемешивание для разбивания шлака и превращения его в жидкость, и делает температуру стали в разливочном ковше более однородной. Когда шлак становится разбитым и/или разжиженным, пористые пробки закрываются и регистрируются измерения температуры и количества кислорода. Эти измерения в установке для вакуумной дегазации и измерения в печи, сделанные перед и/или после выпуска плавки, могут использоваться для того, чтобы определить необходимые легирующие и флюсовые добавки к стальному составу, а также для того, чтобы определить количество времени, необходимого для стадии обезуглероживания в установке для вакуумной дегазации.
[0039] В раскрытом варианте осуществления стадия обезуглероживания выполняется в установке для вакуумной дегазации, после чего выполняются стадия раскисления, стадия формирования шлака, стадия десульфурации и стадия удаления газа в установке для вакуумной дегазации.
[0040] Процесс обезуглероживания может начаться после того, как перемешивание аргоном прекращено и выполнены измерения температуры и количества кислорода в стальном составе в установке для вакуумной дегазации. Крышка помещается на разливочный ковш и начинается вакуумирование резервуара. Как только над разливочным ковшом создан вакуум, из стального состава в разливочном ковше удаляются газы, включая оксид углерода (CO), водород и азот. По мере того, как давление CO над стальным составом уменьшается, дополнительный углерод и кислород реагируют с образованием CO, который выводится из стального состава. Авторами установлено, что реакция углерода с кислородом обеспечивает достаточное перемешивание, и никакого перемешивания с помощью аргона не требуется. Однако, для определенных применений некоторое перемешивание с помощью аргона может быть желательным. Во время обезуглероживания используются уровни вакуума менее 300 мм рт. ст. (приблизительно 400 миллибар). В начале обезуглероживания уровень вакуума может иметь требуемое значение, такое как приблизительно от 150 до 300 мм рт. ст. (приблизительно от 200 до 400 миллибар), а затем по ходу обезуглероживания вакуум может быть усилен приблизительно до 0,5 мм рт. ст. или выше, или ниже, как это необходимо для протекания обезуглероживания в расплавленной стали. В одном примере обезуглероживание начинается при давлении приблизительно в 200 мм рт. ст. (приблизительно 270 миллибар) в течение приблизительно 4 минут, а затем давление снижается приблизительно до 0,5 мм рт. ст., или ниже, для завершения обезуглероживания.
[0041] После обезуглероживания в установке для вакуумной дегазации к стальному составу добавляются желаемые добавки для раскисления и десульфурации. Чтобы сформировать десульфурирующий шлак, также добавляются желаемые комбинации извести, доломитовой извести, силикомарганца, ферросиликомарганца (FeSiMn) и других флюсов. Добавки выбираются так, чтобы управлять и ограничивать количество алюминия в шлаке и в стали. Добавки добавляются к стальному составу в разливочном ковше через бункер уравнивания давления в желаемые моменты времени процесса. Добавление раскисляющих добавок под вакуумом может быть реактивным. Перед добавлением раскисляющих добавок уровень вакуума может быть установлен приблизительно между 20 и 150 мм рт. ст. (приблизительно 25 и 200 миллибар), как это необходимо для конкретного состава добавок.
[0042] Как только желаемые добавки поданы из бункера, крышка резервуара помещается в ее рабочее положение. Пористые пробки открываются, и начинается вакуумирование резервуара. Уровень вакуума понижается до величины меньше чем приблизительно 5 мм рт. ст. для десульфурации и дегазации, снижающих содержание по меньшей мере серы, азота, кислорода и водорода. Альтернативно, десульфурация и дегазация могут проводиться при давлении от 0,2 до 2 мм рт. ст. Время доведения вакуума до 2 мм рт. ст. обычно составляет менее 7 минут, в зависимости частично от термической предыстории резервуара. Время, необходимое для завершения стадии десульфурации и дегазации, может составить приблизительно 20 минут.
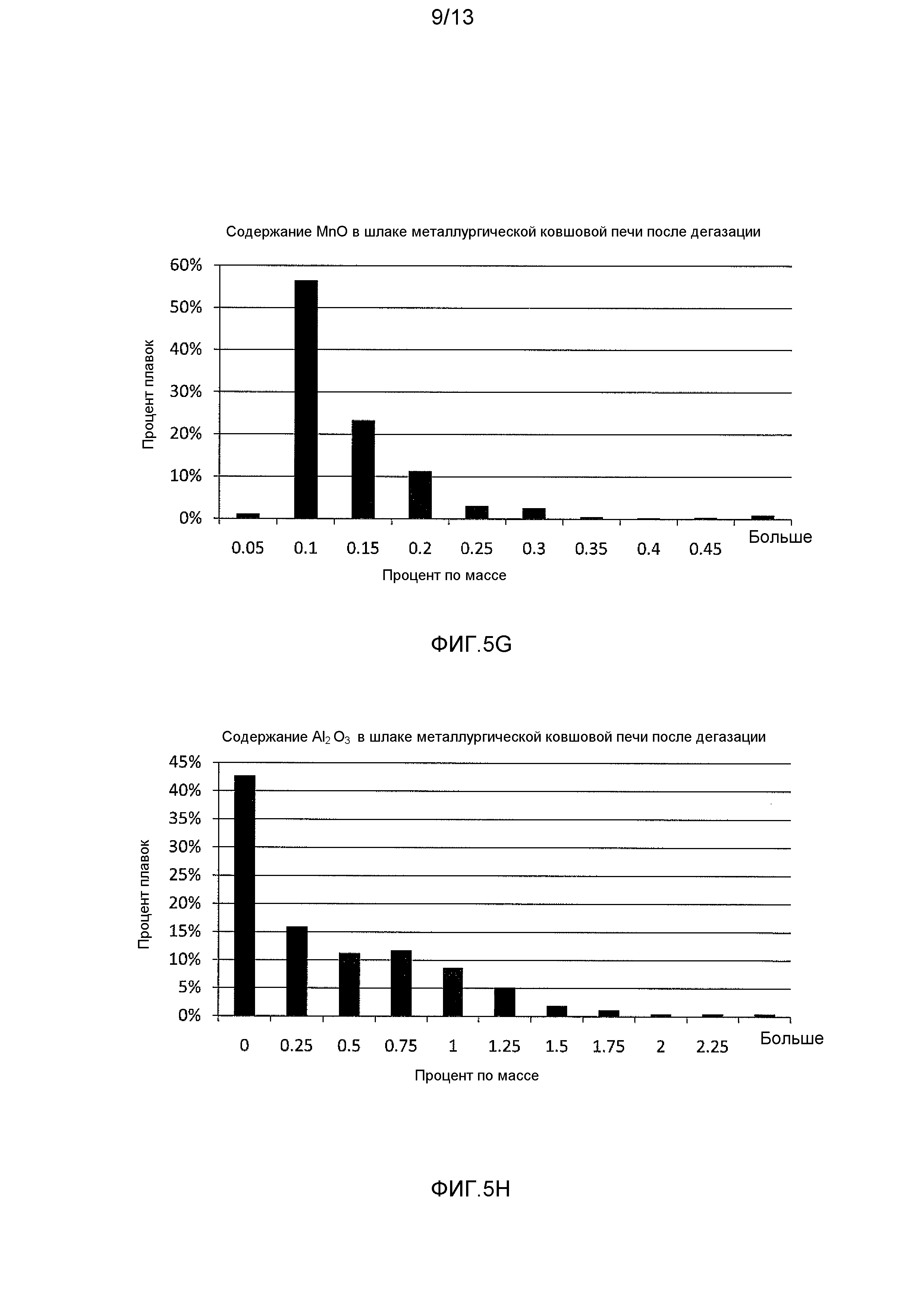
[0043] В раскрытом варианте осуществления во время десульфурации и дегазации к разливочному ковшу может быть применено перемешивание. Стадия перемешивания включает в себя барботирование инертного газа с расходом от 0,1 до 1,0 стандартных кубических футов в минуту на тонну жидкого металла в плавке в течение времени от 10 до 40 минут. Стадия перемешивания может снизить содержание серы в расплавленной стали до величины менее 30 частей на миллион, и альтернативно до величины менее 10 частей на миллион, содержание азота - до величины менее 50 частей на миллион, активность кислорода - до величины менее 15 частей на миллион, и содержание водорода - до величины менее 3 частей на миллион. Активность кислорода в расплавленной стали, измеренная после дегазации, имеет более низкое значение, чем в способах десульфурации для раскисленной кремнием стали предшествующего уровня техники.
[0044] В качестве примера, Фиг. 5A-5Н показывают измеренные количества компонентов шлака для множества плавок после стадии десульфурации и дегазации.
[0045] Затем разливочный ковш может быть транспортирован к металлургической ковшовой печи (LMF) для дополнительного легирования и нагрева до необходимых температур литья. В металлургическую ковшовую печь могут быть добавлены дополнительные кондиционеры шлака для снижения обратной передачи серы в сталь во время вдувания кислорода. Перед вдуванием кислорода может быть добавлен кальций для уничтожения шлака.
[0046] После того, как желаемые легирующие элементы добавлены и шлак кондиционирован, в металлургическую ковшовую печь к расплавленной стали может быть добавлен кислород для получения желаемых свойств стали. Кислород добавляется однократно, чтобы обеспечить уровень активного кислорода вплоть до 70 частей на миллион.
[0047] Кислород может быть добавлен к расплавленной стали посредством вдувания газообразного кислорода через фурму. Альтернативно, газообразный кислород может быть добавлен к стали через одну или более пористых пробок. В этой альтернативе кислород может быть добавлен в смеси с аргоном или другим инертным газом через пористую пробку. В еще одной альтернативе кислород может быть добавлен к расплавленной стали путем добавления оксидов металлов, таких как оксиды железа, оксиды марганца, оксиды молибдена или другие оксиды, или их комбинации, для обеспечения желаемого состава стали оксиды металлов могут быть добавлены однократно в виде порошка оксида в проволоке с сердцевиной, подаваемом в расплавленную сталь посредством типичного механизма подачи проволоки, известного в данной области техники. В настоящей заявке оксиды металлов могут альтернативно быть введены через фурму. Несущий газ, такой как аргон, может быть подан вместе с окисным порошком через фурму для того, чтобы доставить порошкообразные оксиды через фурму. Введение оксидов в виде проволоки может быть полезным для применений, требующих меньших количеств кислородной добавки, тогда как введение оксидов через фурму может обеспечить большее количество оксидных добавок.
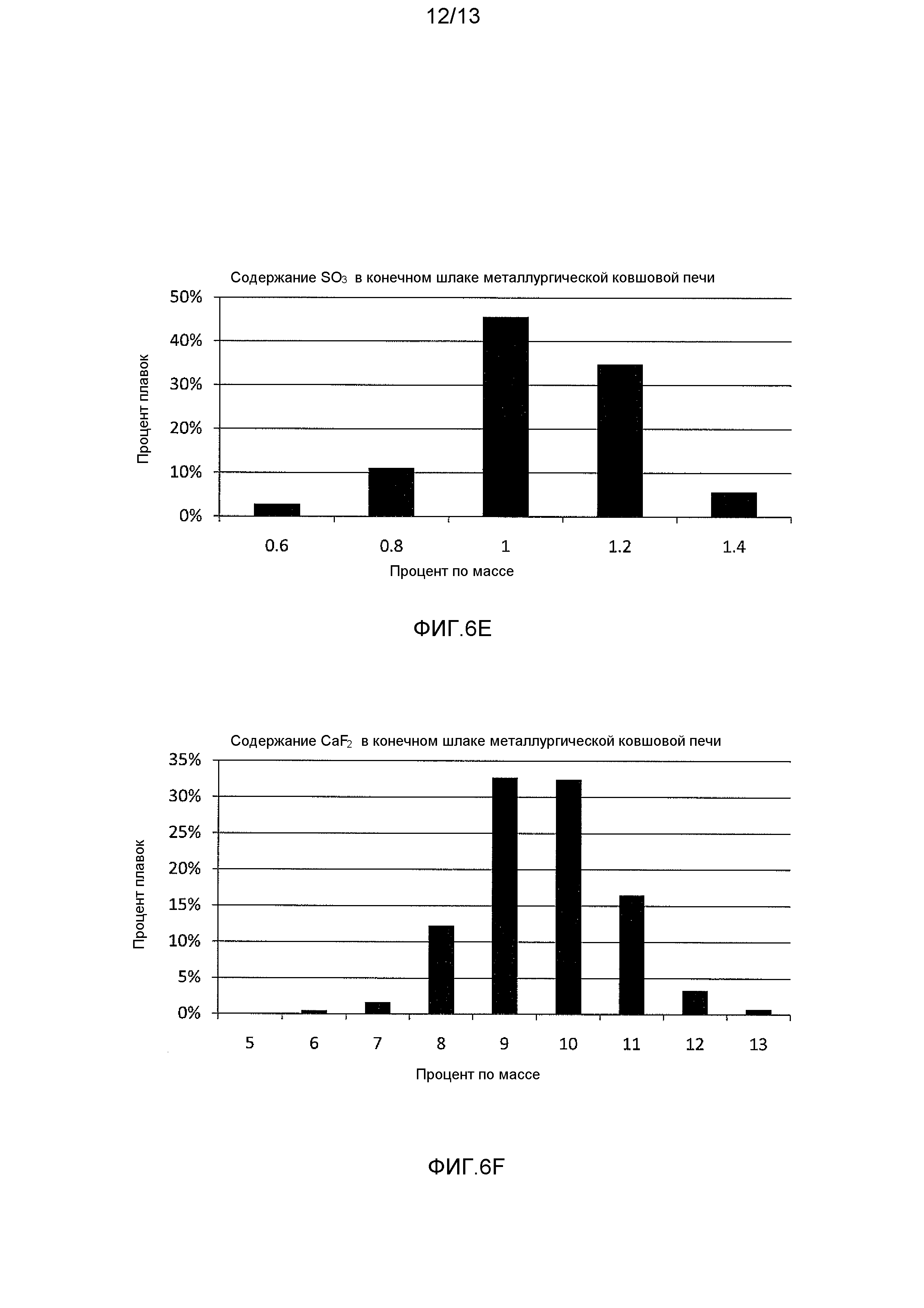
[0048] В раскрытом варианте осуществления после стадии десульфурации и дегазации шлаковая композиция включает в себя CaO в количестве приблизительно от 50 до 70% по массе, SiO2 в количестве приблизительно от 20 до 28% по массе, CaF2 в количестве приблизительно от 5 до 15% по массе, MgO в количестве не более 8% по массе, Al2O3 в количестве не более 1% по массе и комбинацию FeO+MnO в количестве не более 2% по массе, где общее количество CaO+CaF2+SiO2+MgO составляет по меньшей мере 85% шлаковой композиции по массе. Шлаковая композиция может включать в себя менее 4,0% трехокиси серы. Настоящая шлаковая композиция является обычно жидкостью под вакуумом. В качестве примера Фиг. 6A-6Н показывают измеренное количество компонентов шлака для множества плавок после обработки в металлургической ковшовой печи.
[0049] В раскрытом варианте осуществления, в то время как в шлаковой композиции допускается ограниченное количество алюминия (обычно не больше чем 1% Al2O3 по массе), для большинства применений не существует никакой целесообразности в добавлении алюминия в шлаковую композицию. Содержание алюминия в стали составляет менее 0,01% по массе, и может составлять меньше чем 0,002% по массе. Отношение марганца к кремнию в стали может составлять приблизительно от 3,5 до 6. Отношение марганца к сере составляет более 200. В дополнение к этому, расплавленная сталь имеет активность кислорода в диапазоне от 15 до 70 частей на миллион.
[0050] В то время как изобретение было проиллюстрировано в чертежах и подробно описано в предшествующем описании, их следует считать иллюстративными, а не ограничивающими по своему характеру, понимая при этом, что показаны и описаны только предпочтительные варианты осуществления, и что желательно защитить все изменения и модификации, которые находятся в пределах идеи изобретения.
Тонкая литая полоса с добавкой микролегирующих и способ ее изготовления
Выявление и сокращение дефектов в тонкой литой полосе
Горячекатаная тонкая литая полоса и способ ее изготовления
Высокопрочный тонкий литой полосовой продукт и способ его изготовления
Продукт в виде тонкой литой горячекатаной полосы и способ ее получения
Способ и устройство для регулирования скачка температуры в литой полосе
Низкозатратное получение низкоуглеродистой, низкосернистой и низкоазотистой стали с применением обычного сталеплавильного оборудования
Способ непрерывного литья тонкой полосы
Литая лента с низкой шероховатостью поверхности, способ и устройство для ее изготовления
Способ и установка для интегрированного мониторинга и контроля плоскостности полосы и профиля полосы
Тонкая литая полоса с добавкой микролегирующих и способ ее изготовления
Выявление и сокращение дефектов в тонкой литой полосе
Устройство для литья полосы с позиционированием литейных валков
Горячекатаная тонкая литая полоса и способ ее изготовления
Высокопрочный тонкий литой полосовой продукт и способ его изготовления
Продукт в виде тонкой литой горячекатаной полосы и способ ее получения
Способ и устройство для регулирования скачка температуры в литой полосе
Низкозатратное получение низкоуглеродистой, низкосернистой и низкоазотистой стали с применением обычного сталеплавильного оборудования

