Результат интеллектуальной деятельности: Химическое осаждение из газовой фазы фторуглеродных полимеров
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу формирования фторуглеродного полимера на поверхности детали, в частности к способу формирования фторуглеродного полимера на поверхности детали с применением пористого нагревательного элемента.
УРОВЕНЬ ТЕХНИКИ
Блочный политетрафторэтилен, также известный как, например, PTFE, (CF2)n и Teflon™, наносят на кромки лезвия для уменьшения усилия реза и улучшения характеристик при бритье. При одном способе нанесения PTFE на бритвенное лезвие на кромки лезвия из пистолета-распылителя распыляют взвешенные мелкие частицы Teflon™. Кромки лезвия затем запекают для обеспечения расплавления Teflon™, что приводит к его распределению по и адгезии к кромкам лезвия.
Химическое осаждение из газовой фазы (CVD) - это другой способ, применяемый для изготовления пленок PTFE на поверхностях детали. При процессе химического осаждения из газовой фазы Teflon™ полимеризуется в вакуумной системе, начиная с газовых частиц. Существует множество способов расщепления газовых частиц на реакционноспособные частицы CF2, необходимые для построения цепи PTFE. Указанные способы включают химическое осаждение из газовой фазы с помощью радиочастотной и микроволновой плазмы, электронно-циклотронного резонанса, лазеров, а также термохимическое осаждение из газовой фазы. В случае термохимического осаждения из газовой фазы применяют нагреваемую проволоку или массив нагреваемых проволок с относительно большими промежутками между проволоками. Во время процесса термохимического осаждения из газовой фазы газовые частицы вступают в контакт с нагреваемыми проволоками, при этом газовые частицы расщепляются на реакционноспособные частицы. Реакционноспособные частицы затем полимеризуются на поверхности основы. Количество реакционноспособных частиц будет определять количество твердого полимера, осаждаемого на поверхности основы. Количество столкновений газовых частиц с нагреваемыми проволоками будет определять скорость осаждения реакционноспособных частиц на поверхности основы. Относительно небольшие площади поверхностей нагреваемых проволок ограничивают скорость осаждения реакционноспособных частиц на поверхности основы.
Поэтому существует необходимость в увеличении скорости осаждения реакционноспособных частиц на поверхности основы во время процесса химического осаждения из газовой фазы.
Существует потребность в увеличении площади поверхности нагреваемого элемента, который вступает в контакт с газовыми частицами во время процесса химического осаждения из газовой фазы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу формирования фторуглеродного полимера на поверхности детали. Способ включает стадии, на которых: пропускают исходный газ через пористый нагревательный элемент, имеющий температуру, достаточную для расщепления исходного газа с целью образования реакционноспособных частиц, включающих (CF2)n, где n=1 или 2 радикала, и избирательным образом стимулирующих полимеризацию CF2, при этом реакционноспособные частицы находятся вблизи поверхности детали, на которой должен быть сформирован фторуглеродный полимер; и поддерживают температуру поверхность детали ниже, чем температура пористого нагревательного элемента для стимулирования осаждения и полимеризации (CF2)n, где n=1 или 2 радикала, на поверхности детали.
Исходный газ может быть выбран из группы, включающей гексафторпропеноксид (HFPO, CF3CF(O)CF2), C2F4, C3F8, CF3H, CF2H2, CF2N2, CF3COCF3, CF2ClCOCF2Cl, CF2ClCOCFCl2, CF3COOH, CF2Br2, CF2HBr, CF2HCl, CF2Cl2 и CF2FCl; C3F6, C3F4H2, C3F2Cl4, C2F3Cl3, C3F4Cl2; (CF3)3PF2, (CF3)2PF3, (CF3)PF4; (CF3)3P, (CF3)2P-P(CF3)2 и (CF3)2PX и CF3PX2, где X - это F, Cl или H, при этом предпочтителен HFPO.
Пористый нагревательный элемент может содержать материал с порами диаметром от приблизительно 0,01 до приблизительно 1000 микрометров. Пористый нагревательный элемент может содержать материал, выбранный из группы, включающей керамику, металлы, сплавы и интерметаллические соединения. Пористый нагревательный элемент может содержать материал, выбранный из группы, содержащей карбид кремния, ниобий, феррохром, графит, хромоникель и нержавеющую сталь. Температура пористого нагревательного элемента составляет более приблизительно 150°C, и при этом этап поддержания температуры поверхности детали содержит поддержание температуры поверхности детали на уровне менее приблизительно 150°C.
Поры пористого нагревательного элемента могут быть расположены упорядоченным образом. Поры пористого нагревательного элемента могут быть расположены хаотичным образом.
Пористый нагревательный элемент может нагреваться посредством пропускания электрического тока через материал пористого нагревательного элемента в случае проводящей керамики и металлов, посредством индукционного нагрева в случае металлов или посредством применения внешнего источника тепла для поддержания повышенных температур для источника нагрева. Применение внешнего источника тепла требует значительной теплопроводности, поэтому наиболее подходящими являются металлические пористые материалы.
Деталь может содержать бритвенное лезвие, хирургические иглы и скальпели, оптические волокна, линзы и электронные проводники.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Несмотря на то, что настоящее описание завершается формулой изобретения, конкретно указывающей и четко заявляющей объект изобретения, который рассматривается как образующий настоящее изобретение, можно полагать, что изобретение будет более понятно из следующего описания, приведенного в сочетании с прилагаемыми чертежами.
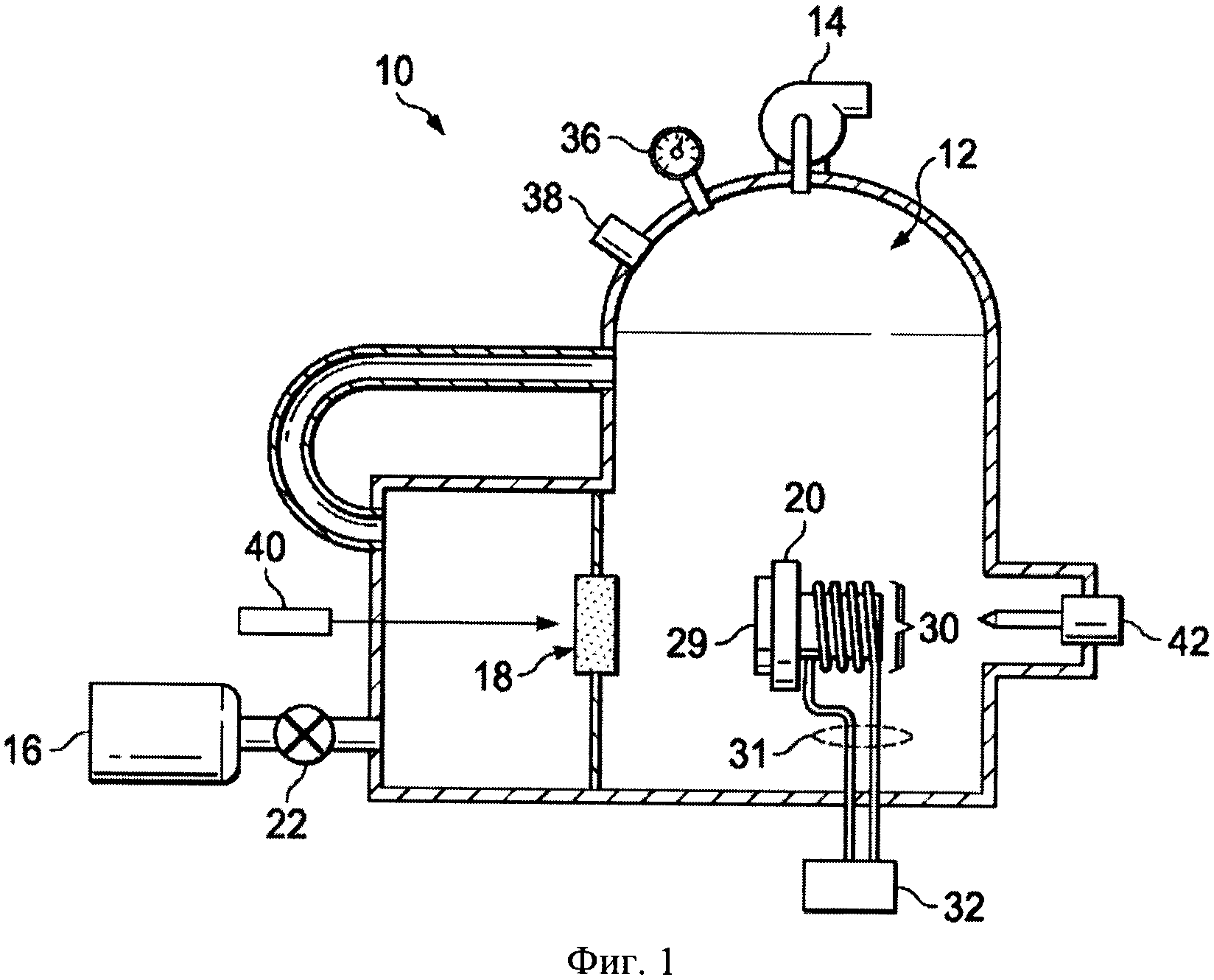
Фиг. 1 - схематическое изображение вакуумной камеры, пригодной для осуществления процессов осаждения, предлагаемых настоящим изобретением.
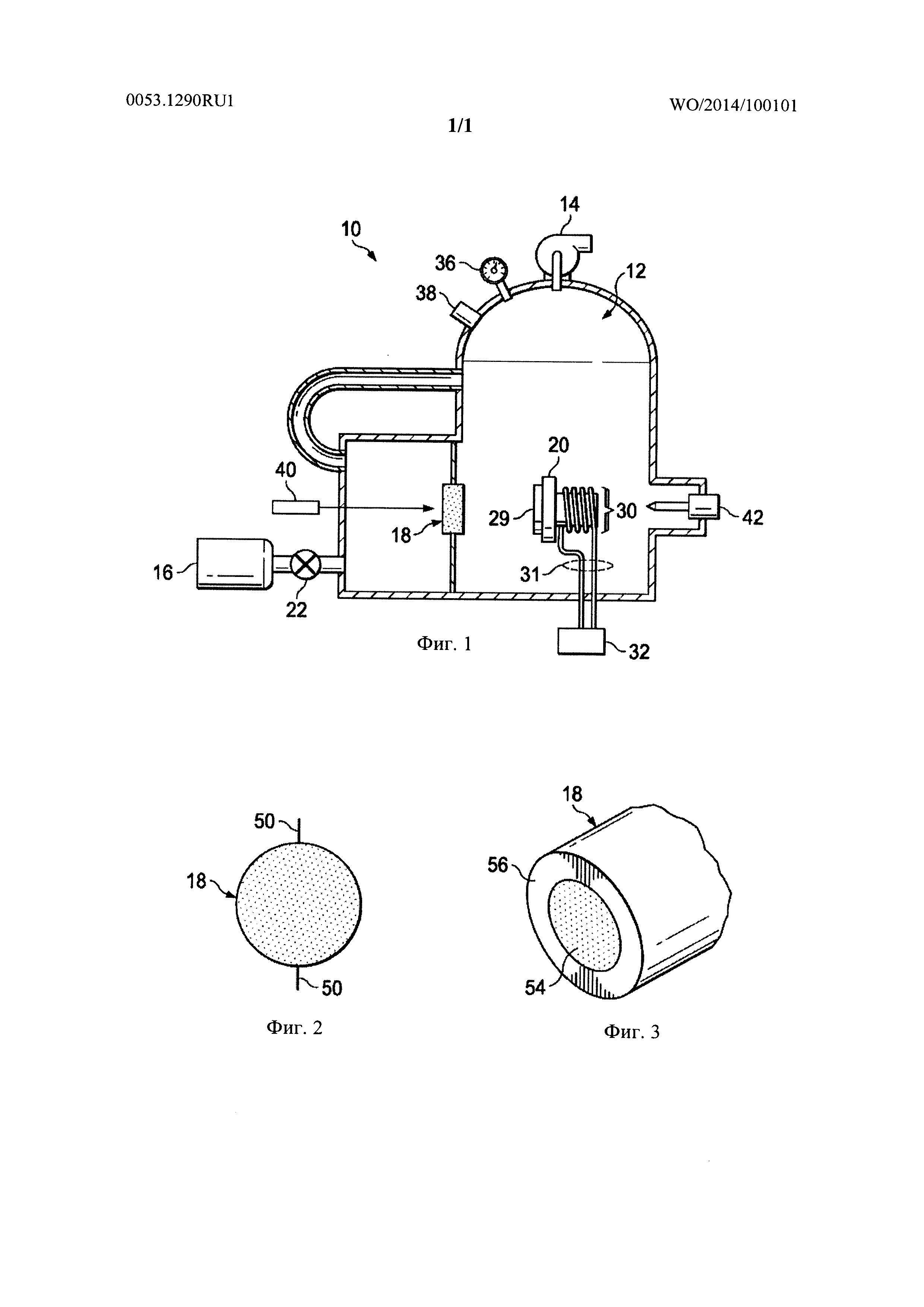
Фиг. 2 - схематическое изображение пористого нагревательного элемента согласно настоящему изобретению.
Фиг. 3 - схематическое изображение другого пористого нагревательного элемента согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Способ осаждения тонкой полимерной пленки, предлагаемый настоящим изобретением, обеспечивает возможность адаптации химической композиции осаждаемых пленок для получения тонких пленок на основе фторуглеродного полимера, характеризующихся стехиометрией и свойствами материалов, подобными блочному PTFE. Тонкая пленка, получаемая в результате осуществления способа согласно настоящему изобретению, характеризуется улучшенными свойствами материала по сравнению с существующими на данный момент тонкими пленками, которые обычно не соответствуют свойствам материала блочного PTFE.
Согласно настоящему изобретению деталь, покрываемая подобной PTFE тонкой пленкой, подвергается воздействию (CF2)n, где n=1 или 2 радикала, в условиях химического осаждения из газовой фазы (CVD). Для осуществления способа осаждения может быть задействована система осаждения, подобная схематически показанной на фиг. 1. Специалистам в данной области будет понятно, что альтернативно могут быть использованы другие стандартные системы осаждения. Пример системы 10 осаждения включает воздухонепроницаемую вакуумную камеру 12, выполненную из стали, насос 14, источник 16 исходного газа, пористый нагревательный элемент 18, держатель 20 детали.
Предпочтительно предусмотрен регулятор 22 расхода для обеспечения управления потоком газа из источника 16 исходного газа в камеру 12. Держатель 20 детали предпочтительно охлаждают посредством системы охлаждения, включающей, например, контур 30 охлаждения, соединенный с охлаждающим змеевиком 31, и терморегулятор 32, что позволяет пользователю устанавливать и поддерживать требуемую температуру поверхности посредством, например, водяного охлаждения.
Насос 14 предусмотрен для доведения давления в камере до желаемого. Мониторинг давления в камере осуществляют, например, с помощью манометра 36. Также предпочтительно предусмотрен порт 38 анализа, обеспечивающий возможность мониторинга пользователем хода процесса осаждения. Также может быть предусмотрен датчик 40 для мониторинга температуры пористого нагревательного элемента 18. Для мониторинга массы частиц внутри камеры 12 может быть предусмотрен масс-спектрометр 42.
Пористый нагревательный элемент 18 предусмотрен в некотором положении относительно поступающего потока исходного газа от источника 16 исходного газа таким образом, что поступающий поток исходного газа направляется через пористый нагревательный элемент 18; где газ пиролизуется с целью получения реакционноспособных осаждаемых частиц. Нагревательный элемент 18 может нагреваться до температуры свыше 150°C посредством, например, резистивного нагрева. В этом случае может быть предусмотрен источник постоянного или переменного напряжения для подачи напряжения нагрева на пористый нагревательный элемент 18. На фиг. 2 показан пористый нагревательный элемент 18, имеющий электрические контакты 50 для подсоединения пористого нагревательного элемента 18 к источнику питания. На фиг. 3 показан другой пористый нагревательный элемент 18. В такой конструкции центральный пористый сердечник 54 окружен нагревательным элементом 56. В этом случае для нагревательного элемента 18 предпочтительно использование материалов, характеризующихся достаточной проводимостью, например металлов.
Пористый нагревательный элемент 18 предпочтительно содержит материал, содержащий поры диаметром от приблизительно 0,01 до приблизительно 1000 микрометров и более предпочтительно содержащий поры диаметром от приблизительно 1 до приблизительно 50 микрометров. Пористый нагревательный элемент 18 может представлять собой материал, выбранный из группы, включающей керамику, металлы, сплавы, интерметаллические соединения, а также сочетания этих материалов. Пористый нагревательный элемент 18 может представлять собой материал, выбранный из группы, включающей карбид кремния, алюминий, ниобий, феррохром, хромоникель, графит и нержавеющую сталь.
Способ осаждения согласно настоящему изобретению обеспечивает гибкое однородное фторуглеродное покрытие, которое может быть нанесено на широкое разнообразие деталей, включая сложные трехмерные геометрии. Плоские основы, например стандартные, микротехнологические подложки или другие плоские детали, также могут обрабатываться по отдельности или группой. Примеры основ, которые могут быть покрыты, включают провода, нейронные зонды, биомедицинские устройства, бритвенные лезвия, хирургические иглы, скальпели, оптические волокна, линзы и электронные проводники.
При способе с одной основой основа 29 удерживается на держателе 20. При способе с группкой основ множество основ 29 может удерживаться на держателе 20.
Осаждение тонкой пленки на основе фторуглеродного полимера, обеспечиваемой настоящим изобретением, также может осуществляться применительно к цилиндрическим объектам, таким как тонкие цилиндрические детали. Например, соединительные провода для интегральных схем, электропровода для кардиостимуляторов и других биомедицинских устройств, а также в целом любая проводящая структура, для которой может быть желательно наличие подобного PTFE покрытия, может быть покрыта с помощью способа осаждения, предлагаемого настоящим изобретением. Например, одножильный стальной или медный провод или скрученные многожильные провода, например скрученная заполняющая проволока, используемые в проводах кардиостимуляторов, могут быть обработаны с помощью указанного способа.
Специалистам в данной области будет понятно, что различные другие поддерживающие конструкции могут быть задействованы для удерживания цилиндрической детали в ходе процесса осаждения. Например, в случае покрывания длинных сплошных участков проводов могут быть предусмотрены приемные и раздающие катушки для обеспечения сплошного покрытия. В данном случае катушки предпочтительно являются управляемыми таким образом, чтобы отрезок провода протягивался через осаждаемую плазму на протяжении заданных интервалов, соответствующих желаемой толщине покрытия с постоянной скоростью, или в соответствии с другой желаемой схемой управления.
Детали, имеющие геометрию, отличающуюся от цилиндрической, а также имеющие различную топологию, также охватываются способом осаждения согласно настоящему изобретению. Например, катетерные вставки, нейронные зонды, трубки, стержневидные детали, а также другие трехмерные детали, имеющие множество поверхностей, могут также охватываться настоящим изобретением.
Трубки, отличающиеся от полимерных, а также трубчатые детали могут быть покрыты с помощью способа, предлагаемого настоящим изобретением. Способы осаждения, предлагаемые настоящим изобретением, особенно хорошо подходят для осуществления осаждения на тонкостенных трубках, например на трубках, характеризующихся толщиной стенки, находящейся в пределах от приблизительно 1/128 дюйма до 1/4 дюйма.
Специалистам в данной области будет понятно, что для удерживания в камере специфического покрываемого объекта может быть задействована поддерживающая конструкция. Кроме того, переориентация покрываемого объекта и его поддерживающей конструкции может быть обеспечена посредством, например, ручной переориентации во время процесса осаждения, или при этом удерживающее кольцо для вращающегося провода, описанного выше, может быть выполнено в виде механизма, выполненного за одно целое с поддерживающей конструкцией. Способы ориентации основы и объекта, обычно используемые в промышленных способах осаждения из газовой фазы, могут соответственно быть задействованы в настоящем изобретении для улучшения однородности осаждения.
По мере того как исходный газ проходит через пористый нагревательный элемент 18, исходный газ расщепляется с образованием реакционноспособных частиц, включающих (CF2)n, где n=1 или 2 радикала, и избирательно стимулирующих полимеризацию CF2. Реакционноспособные частицы находятся вблизи поверхности 29 детали, на которой требуется формирование фторуглеродного полимера. Температуру поверхности 29 детали поддерживают ниже температуры пористого нагревательного элемента 18 для стимулирования осаждения и полимеризации (CF2)n, где n=1 или 2 радикала, на поверхности 29 детали. Температуру поверхности 29 детали поддерживают посредством охлаждаемого держателя 20 детали.
При рассмотрении условий обработки становится понятно, что в условиях химического осаждения из газовой фазы (CVD) происходит множество сложных физических явлений и взаимодействий. Например, продолжительность пребывания в камере молекулы газа, плотность газа/давление в камере, а также скорость потока газа, состав исходного газа, а также геометрия реакционной камеры - все эти факторы непосредственно влияют на химические процессы, происходящие в ходе процесса химического осаждения из газовой фазы. Кроме того, геометрия поверхности покрываемой детали, а также химический состав детали и температура детали - все эти факторы оказывают влияние на природу процесса химического осаждения из газовой фазы. Таким образом, специалистам в данной области будет понятно, что различные технологические параметры могут регулироваться в широких пределах для достижения любых из множества условий процесса осаждения. Предпочтительно различные параметры контролируются таким образом, чтобы процесс осаждения оптимизировался для заданной геометрии, состава и применения детали.
Независимо от выбранных технологических параметров начальный этап стимуляции адгезии может быть задействован перед осуществлением процесса осаждения для улучшения и стимуляции адгезии осаждаемых частиц на заданную структуру. Например, усилитель адгезии может быть нанесен выдавливанием на плоскую основу или нанесен посредством распыления на сложный геометрический объект. Альтернативно, усилитель адгезии может быть нанесен посредством осаждения из газовой фазы на месте в камере осаждения непосредственно перед процессом осаждения пленки на основе фторуглеродного полимера. Специалистам в данной области будет понятно, что примеры подходящих усилителей адгезии включают 1H, 1H, 2H, 2H-перфтордецилтриэтоксисилан; 1H, 1H, 2H, 2H-перфтороктилтриэтоксисилан; 1H, 1H, 2H, 2H-перфторалкилтриэтоксисилан; перфтороктилтрихлоросилан; все классы винилсиланов, а также другие усилители адгезии. В качестве предварительной обработки поверхности также может быть использовано плазменное травление или плазмохимическая обработка поверхности.
Тем не менее, было обнаружено, что продолжительные процессы плазменного травления, абляции и осаждения приводят к распределению частиц CFX; при этом для изготовления подобной PTFE пленки желательны только CF2 группы. Способ согласно настоящему изобретению обеспечивает возможность получения газа, содержащего преимущественно частицы CF2, таким образом уменьшая часть других фрагментов в получаемой в результате пленке. Исходный газ, применяемый в ходе процесса осаждения, также выбирают таким образом, чтобы максимизировать количество реакционноспособных частиц CF2. В частности, исходный газ выбирают таким образом, чтобы продукт распада при газоплазменной фазе представлял собой преимущественно CF2. Примеры мономеров для использования в качестве исходного газа при осуществлении осаждения включают C2F4, C3F8, CF3H, CF2H2, CF2N2 (дифтордиаксирин), CF3COCF3, CF2ClCOCF2Cl, CF2ClCOCFCl2, CF3COOH, дифторгалометаны, такие как CF2Br2, CF2HBr, CF2HCl, CF2C12, и CF2FCl; дифторциклопропаны, такие как C3F6, C3F4H2, C3F2Cl4, C2F3Cl3 и C3F4Cl2; трифторметилфторфосфаны, такие как (CF3)3PF2, (CF3)2PF3, и (CF3)PF4; или соединения на основе трифторметилфосфина, такие как (CF3)3P, (CF3)2P-P(CF3)2, (CF3)2PX и CF3PX2, где X - это F, Cl или Н. Также могут быть использованы и другие мономеры.
Одним предпочтительным мономером является гексафторпропиленоксид (CF3CF(O)CF2 или HFPO). HFPO характеризуется сильно напряженным эпоксидным кольцом, что обеспечивает простое осуществление реакций раскрытия цикла с нуклеофилами. Было обнаружено, что пленки, осаждаемые с использованием HFPO в условиях химического осаждения из газовой фазы согласно настоящему изобретению, в результате представляют собой полимерные пленки, характеризующиеся высоким содержанием CF2, и содержащие малую часть, или не содержащие кислорода вообще.
При выборе составляющих исходного газа также следует принимать во внимание любые незначительные количества загрязняющих веществ, которые могут быть включены в пленку, осаждаемую из исходного газа. Например, использование HFPO в качестве мономера исходного газа в результате может привести к включению незначительного количества кислорода в осаждаемую пленку. Таким образом, если включение незначительного количества кислорода недопустимо для осаждаемой пленки, предпочтительным является мономер исходного газа, отличающийся от HFPO. Специалистам в данной области будет понятно, что при выборе мономера исходного газа также предпочтительно следует принимать во внимание и другие технологические параметры.
Скорость потока мономера исходного газа находится в пределах от 1 см3/мин до 200 см3/мин, при этом скорость потока, составляющая приблизительно 30 см3/мин, является предпочтительной для мономера HFPO. Инертные газы, такие как азот или аргон, могут быть добавлены к мономеру исходного газа; однако предпочтительно мономер HFPO не содержит инертного газа.
В ходе процесса осаждения давление в вакуумной камере для осаждения может быть установлено в пределах от приблизительно 1 миллиторра до 50 торр, при этом предпочтительным является давление, составляющее приблизительно 1 торр. Изменение давления может в результате обеспечивать значительное изменение концентраций реакционноспособных частиц CFX. Было обнаружено, что увеличение давления обеспечивает увеличение концентраций реакционноспособных частиц CFX, включая концентрации CF2, что предпочтительно для изготовления подобных PTFE пленок. Повышенные концентрации реакционноспособных частиц в результате обеспечивают, соответственно, более высокие скорости осаждения.
Деталь, на которую осаждается пленка, в ходе осаждения удерживается при температуре от приблизительно -40°C до +200°C; предпочтительно температуру поддерживают на уровне менее приблизительно 25°C. Температура, поддерживаемая в ходе осаждения пленки, может представлять собой важный фактор для определения конечной температурной устойчивости пленки, производимой с помощью данного способа осаждения. Пленки, осаждаемые при относительно высоких температурах детали, в некоторых применениях могут быть относительно более устойчивыми к нагреву. Это является критическим свойством при использовании пленок, например, в качестве промежуточного слоя в микротехнологических процессах, в качестве промежуточного слоя в диэлектрических материалах в микротехнологических процессах; при этом такие пленки предпочтительно могут выдерживать термическую обработку, связанную с процессами металлизации, следующими после их осаждения.
Нагреватель 18 и основа 29 предпочтительно пространственно разнесены на расстоянии от приблизительно 0,5 см до приблизительно 30 см. В приведенном в качестве примера способе, описанном в настоящем описании, расстояние предпочтительно составляет приблизительно 5 см.
В способе осаждения, предлагаемом настоящим изобретением, этапы термического постосаждения могут осуществляться на месте в камере осаждения. Например, для снятия напряжений в пленке, пассивирования свободных связей или улучшения температурной устойчивости после осаждения может применяться отжиг/запекание на воздухе или в азоте или другом инертном газе. Такой отжиг может осуществляться при температуре от приблизительно 50°C до приблизительно 400°C.
Тонкие пленки на основе фторуглеродного полимера, осаждаемые в соответствии с настоящим изобретением, можно охарактеризовать как гладкие однородные покрытия, характеризующиеся достаточной гибкостью для выдерживания механического изгибания трехмерной детали, например провода, на который они осаждаются. Пленки характеризуются свойствами материалов, очень похожими на свойства блочного PTFE, таким образом обеспечивая широкое разнообразие применений пленок, которые до настоящего момента обеспечивали лишь неоптимальные результаты.
В частности, соотношение фтора и углерода (соотношение F/C) в пленках, обеспечиваемых настоящим изобретением, предпочтительно находится в диапазоне от приблизительно 1,1 до приблизительно 2,2; при этом такой богатый фтором состав в результате обеспечивает многие из широко известных свойств блочного PTFE. Часть CF2 в пленках, обеспечиваемых настоящим изобретением, составляет более приблизительно 50% и предпочтительно более приблизительно 60%. Также плотность свободных связей в пленках, обеспечиваемых настоящим изобретением, является очень низкой, предпочтительно менее приблизительно 1018/см3. Пленки также характеризуются низкой плотностью поперечных связей полимера, составляющей менее приблизительно 35%, и предпочтительно менее приблизительно 18%. В результате этого обеспечивается повышенная эластичность, что в свою очередь обеспечивает снятие напряжений в пленках и обеспечивает способность пленок выдерживать физические воздействия и влияние окружающих условий, таких как биологические среды. Пленки, обеспечиваемые настоящим изобретением, также характеризуются диэлектрической постоянной в пределах от 1,4 до 1,95. Эти значения значительно ниже, чем диэлектрическая постоянная, характерная для производимых ранее пленок, при изготовлении которых предпринимались попытки воспроизведения диэлектрических свойств блочного PTFE.
Размеры и значения, раскрытые в данном описании не следует понимать, как строго ограниченные указанными точными численными значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как "40 мм", следует понимать как "приблизительно 40 мм".
Все документы, процитированные в подробном описании настоящего изобретения в соответствующих частях, включены в настоящее описание посредством ссылки; цитирование любого документа не является допущением того, что он является прототипом настоящего изобретения. Также в том случае, если любое значение или определение какого-либо термина в данном документе противоречит любому значению или определению такого же термина в документе, включенном в настоящий посредством ссылки, значение или определение, присвоенное такому термину в данном документе, должно иметь приоритетное значение.
Хотя были проиллюстрированы и описаны конкретные воплощения данного изобретения, специалистам в данной области будет очевидно, что могут быть выполнены различные другие изменения и модификации без отклонения от сущности и объема данного изобретения. Таким образом, приложенной формулой изобретения предполагается охватить все такие изменения и модификации, входящие в объем данного изобретения.
Комбинированное устройство для бритья и подравнивания
Набор для бритья
Безопасная бритва с подогревом
Композиции для ухода за кожей
Бритвенные приборы и картриджи
Гребенчатый защитный элемент для подравнивающего лезвия бритвенного прибора
Структура вспомогательного средства для бритья для системы для влажного бритья
Формованные компоненты
Устройство для удаления волос
Устройство для удаления волос с дозированием жидкости
Комбинированное устройство для бритья и подравнивания
Набор для бритья
Безопасная бритва с подогревом
Композиции для ухода за кожей
Бритвенные приборы и картриджи
Гребенчатый защитный элемент для подравнивающего лезвия бритвенного прибора
Картриджи для бритвенного прибора с перфорированными лезвийными сборками
Бритвенные приборы и картриджи для бритвенных приборов с уменьшенным совокупным расстоянием между лезвиями
Структура вспомогательного средства для бритья для системы для влажного бритья
Механизмы фиксации рукояток и картриджей бритвенных приборов

