Результат интеллектуальной деятельности: ВОДОДИСПЕРГИРУЕМЫЙ НЕТКАНЫЙ МАТЕРИАЛ
Вид РИД
Изобретение
Данное изобретение относится к области нетканых текстильных продуктов и применимо для изготовления нетканого материала, особенно нетканых продуктов общего назначения, для различных видов применения, таких как для использования в домашнем хозяйстве, для персонального ухода и в гигиенических целях. В частности, данное изобретение применимо для производства салфеток и обтирочных тканей.
Влажные или импрегнированные салфетки находят широкое применение в различных областях. Например, нетканые материалы используются для очистки и могут быть импрегнированы восками или другими очищающими растворами. Влажные салфетки также используются для персонального ухода и могут содержать детергенты, отдушки или даже косметические лосьоны или кремы.
Эти продукты обычно изготавливаются из исходных материалов на основе целлюлозы (100% целлюлозы или в любом случае с высоким содержанием целлюлозы), таких как вискоза, хлопок и т.п., которые обладают абсорбирующими свойствами.
Высокая способность к абсорбции необходима ткани для того, чтобы быть увлажненной и удерживать достаточно большое количество раствора вещества желательного типа (детергента, косметического средства и т.д.).
Волокна вышеуказанного исходного материала являются обычно гидросцепленными или прочно связанными и смачиваются раствором детергента и/или отдушки, так что они могут быть упакованы готовыми для применения.
Экологические соображения, однако, могут препятствовать применению этих продуктов. Когда материал, использованный для изготовления салфеток, не является биологически разлагаемым, они не могут быть размыты, так что они должны удаляться в качестве твердотельных отходов. Это является непрактичным во многих случаях.
Поэтому целью данного изобретения является создание нетканого материала, в котором устранены вышеуказанные недостатки.
Другой целью данного изобретения является способ изготовления указанного нетканого материала.
Другой целью данного изобретения являются продукты, такие как салфетки и обтирочные ткани, изготовленные из нетканого материала по данному изобретению.
Другие характеристики и преимущества этого изобретения будут лучше поняты из представленного ниже подробного описания некоторых вариантов его осуществления, которые представлены в виде неограничивающих примеров, в которых:
Фиг.1 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии с первым вариантом осуществления;
Фиг.2 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии со вторым вариантом осуществления;
Фиг.3 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии с третьим вариантом осуществления;
Фиг.4 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии с четвертым вариантом осуществления;
Фиг.5 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии с пятым вариантом осуществления;
Фиг.6 показывает схематический вид сбоку устройства для изготовления нетканого материала по данному изобретению в соответствии с шестым вариантом осуществления;
Фиг.7 показывает график, представляющий результаты теста на диспергируемость для удаления отходов по канализации (тест с вращением трубы («Tipping Tube»)).
Нетканый материал по данному изобретению представляет собой многослойный материал, содержащий два внешних слоя, изготовленных из непрерывных нитей из водорастворимого или вододиспергируемого полимера, и по меньшей мере один внутренний слой - из водопоглощающего размываемого материала. В предпочтительном варианте осуществления материал по данному изобретению представляет собой трехслойный материал, содержащий один внутренний слой указанного водопоглощающего материала, один верхний слой из указанных непрерывных нитей из водорастворимого или вододиспергируемого полимера и один нижний слой из указанных непрерывных нитей из водорастворимого или вододиспергируемого полимера.
Нетканый материал по данному изобретению является сухим материалом. Термин «сухой материал», как использовано в данном документе, означает, что материал по данному изобретению изготавливается в соответствии с технологиями и способами в сухом состоянии, т.е. такими, которые не включают использование воды. В частности, не выполняется связывание посредством гидросцепления. Содержание воды в материале по данному изобретению может быть обусловлено количеством воды, которое обычно содержится в материалах самих по себе или абсорбировано ими из окружающей среды.
В предпочтительном варианте осуществления сухой материал по данному изобретению имеет содержание воды менее чем 10% по массе или менее чем 5% по массе.
В одном из вариантов осуществления указанный водопоглощающий материал содержит целлюлозные волокна или изготовлен из них. Предпочтительно, указанные целлюлозные волокна имеют длину, которая может варьироваться от величины, по существу равной 0, т.е. целлюлозного порошка, до 2,5 мм, предпочтительно от 1 до 2 мм.
В одном из вариантов осуществления указанный водорастворимый или вододиспергируемый полимер выбран из поливинилового спирта (PVA), карбоксиметилцеллюлозы, гуаровой смолы, альгината (также называемого альгиновой кислотой), крахмала, сложного сополиэфира и их смесей.
Поливиниловый спирт является водорастворимым, биологически разлагаемым синтетическим полимером, имеющим плотность между 1,19 и 1,31 г/см3 и температуру плавления 230°C.
Карбоксиметилцеллюлоза представляет собой производное целлюлозы с карбоксиметильными группами, связанными с некоторыми из гидроксильных групп звеньев глюкопиранозы. Она является водорастворимой и разлагаемой.
Гуаровая смола представляет собой галактоманнан природного происхождения и является биологически разлагаемой.
Альгинат представляет собой вододиспергируемый анионный полисахарид, имеющий плотность 1,601 г/см3.
Вододиспергируемые сложные сополиэфиры являются синтетическими продуктами, разработанными Eastman Chemical. Они могут быть использованы в видах применения нетканых материалов, например, как описано в US 6087550. Эти полимеры являются коммерчески доступными.
Непрерывные нити будут предпочтительно иметь диаметр между 0,5 дтекс и 6,7 дтекс, предпочтительно диаметр между 0,9 и 2,5 дтекс, более предпочтительно примерно 2 дтекс.
В одном из вариантов осуществления нетканый материал по данному изобретению содержит дополнительные сухие вещества, такие как, однако не ограничиваясь ими: сухие средства для домашнего хозяйства, или сухие средства для персонального ухода, или сухие средства для наружного медицинского применения и/или микрокапсулы для медленного высвобождения одного или нескольких таких веществ.
Неограничивающими примерами веществ для применения в домашнем хозяйстве являются: сухие детергенты и поверхностно-активные вещества, воски для керамического или деревянного пола, воски для поверхностей деревянной мебели, дезинфицирующие средства для поверхности, антибактериальные, противовирусные и/или противогрибковые средства для использования в домашнем хозяйстве, паст для полировки металла или дерева и очистные средства в общем.
В одном из вариантов осуществления сухим детергентом является альфа-олефин (C14-C16) сульфонат натрия.
Неограничивающими примерами веществ для персонального ухода являются: средства для личной гигиены и/или санитарной обработки, кремы или воски для кожи, кремы для загара, солнцезащитные средства, средства для отпугивания насекомых, дезодоранты, отдушки, антибактериальные, противовирусные и/или противогрибковые средства, средства для удаления макияжа и косметические средства в общем.
Неограничивающими примерами сухих средств для наружного медицинского применения являются: дезинфицирующие средства для кожи, антибактериальные, противовирусные и/или противогрибковые средства для кожи, заживляющие средства и в общем любые лекарственные средства, которые могут быть использованы для наружного применения, или дезинфицирующие средства для медицинских учреждений, оборудования или приборов.
Термином «сухое вещество» в данном документе обозначается вещество, имеющее содержание воды менее чем 10%, предпочтительно менее чем 5%.
Нетканый материал по данному изобретению может также содержать суперабсорбирующие волокна (SAF) и/или порошок суперабсорбирующих полимеров (SAP).
Суперабсорбирующие полимеры обычно получают полимеризацией акриловой кислоты, смешанной с гидроксидом натрия в присутствии инициатора, чтобы образовать натриевую соль полиакриловой кислоты. Также используются другие материалы, такие как полиакриламидный сополимер, сополимер этиленмалеинового ангидрида, сшитая карбоксиметилцеллюлоза, сополимеры поливиниловых спиртов, сшитые полиэтиленоксиды и привитые сополимеры крахмала и полиакрилонитрила и многие другие. Их обычно получают супензионной полимеризацией или полимеризацией в растворе. SAP и SAF являются коммерчески доступными.
Несколько видов добавок может быть также добавлено к нетканому материалу, например: добавки, улучшающие смазочные свойства, чтобы придать гладкость и облегчить обработку, антистатические добавки, чтобы предотвратить повреждение электростатическими токами, которые могут ухудшать качество продукта или, в худшем случае, уменьшать производительность машины; гидрофильные добавки; противовспенивающие добавки, чтобы устранить возможность образования пены во время использования.
Нетканый материал по данному изобретению обычно имеет отношение масса/поверхность (базовая масса) в интервале между 30 и 100 г/м2, предпочтительно более чем 40 и менее чем 60 г/м2.
Нетканый материал по данному изобретению может быть изготовлен способом, который включает:
a) укладывание первого слоя из нитей, изготовленных по технологии «спанбонд» из водорастворимого или вододиспергируемого полимера, как указано выше;
b) укладывание на слой, полученный на стадии a), слоя из водопоглощающих волокон, как указано выше;
c) укладывание другого слоя из указанных нитей, изготовленных по технологии «спанбонд»;
d) связывание отдельных слоев и/или многослойного материала в сухом состоянии с предоставлением одной или нескольких стадий связывания.
Способ может также включать одну или несколько стадий уплотнения или предварительного уплотнения единственных слоев непрерывных нитей и/или многослойного материала перед одной или несколькими стадиями связывания.
Способ будет обычно содержать конечную стадию наматывания нетканого материала, чтобы получить рулон материала.
Указанные нити, изготовленные по технологии «спанбонд», могут быть получены в одной производственной линии с формированием нетканого материала по данному изобретению, или, в качестве альтернативы, они изготавливаются в отдельной производственной линии.
Указанные нити, изготовленные по технологии «спанбонд», могут быть получены посредством экструзии через фильеры указанных выше полимерных материалов таким образом, чтобы образовать непрерывные нити. Эти нити на выходе из фильер сталкиваются со струей сжатого воздуха, что вызывает их удлинение и приобретение электростатического заряда таким образом, что это вызывает взаимное отталкивание нитей, обусловливая их неупорядоченное падение на ленту конвейера. Непрерывная нить может быть получена способом прядения посредством прядильной машины с числом прядильных отверстий от 1 до 5, предпочтительно с 2-3 отверстиями.
Уплотнение перед связыванием отдельных слоев и/или многослойного нетканого материала может быть выполнено посредством пропускания слоистого материала через два валка уплотнителя, станка для тиснения или каландра.
Следует заметить, что под термином «уплотнитель» или «станок для тиснения» в данном документе понимается устройство, известное само по себе, которое обладает лишь функцией изменения поверхности полотна нетканого материала, чтобы достигнуть небольшого уплотнения (предварительного уплотнения) и в дополнение к этому, в случае станка для тиснения, формирования таким образом рельефных узоров, надписей или рисунков. Другими словами, уплотнитель обычно имеет назначение выполнять предварительное уплотнение, фактически небольшое, в то время как станок для тиснения обычно имеет назначение выполнять предварительное уплотнение и декорирование, тем самым увеличивая толщину полотна. Напротив, обычный каландр, хотя и обладает сходной общей структурой, имеет базовое назначение уплотнять и частично связывать нити, образующие нетканый материал, при одновременной минимизации или хотя бы поддержании толщины полотна.
Один из двух валков в обычном каландре является гравированным, т.е. он имеет ребра в виде точек или прерывистых линий, равномерно чередующихся с канавками. В частности, ребра имеют высоту в интервале между 0,4 и 0,6 мм, свободную головную часть с контактной поверхностью для нитей 0,88 мм2 и такое распределение, что они покрывают 19-23% поверхности валка. Следует заметить, что указанная комбинация свойств соответствует значительному уплотнению нетканого полотна.
В одном из вариантов осуществления нетканый материал по данному изобретению представляет собой структуру из связанных полотен, которая содержит более чем одно полотно, предпочтительно, от 3 до 9 полотен. При числе полотен в интервале, указанном выше, достигается более однородная структура текстильного изделия и, соответственно, максимизированное пространственное расположение нитей, что приводит в результате к максимизированной поверхности контакта нить-вода. Таким образом, капли воды адсорбируются структурой внутри меньших пространств, являющихся следствием случайного распределения нитей.
Стадия связывания отдельных слоев или многослойного материала может быть выполнена посредством так называемого способа сухой укладки. Процедура сухого укладывания может включать предоставление полотна, содержащего от 5 до 30 масс.% двухкомпонентных волокон, и подачу его в сушилку, в которой материал подвергается воздействию температур между 120 и 200°C в течение времени обычно в интервале между 3 и 15 секундами. Высокая температура плавит полимер с низкой температурой плавления в двухкомпонентных волокнах, образуя, таким образом, точки связывания на всем протяжении полотна. Этот способ, известный как связывание воздухом, является выходным, если желательна более мягкая и более толстая структура полотна, особенно если используются двухкомпонентные волокна, расположенные рядом.
В другом варианте осуществления данного изобретения отдельные слои или многослойный материал связываются хорошо известным способом химического связывания. В этом случае структура полотна обрабатывается, например, печатным методом, нанесением порошка или пены, твердотельной формой латексного полимера или связующего, в количествах в интервале от 5 до 60 масс.%. Обработанная таким образом структура полотна затем отверждается, например термообработкой. Подходящие связующие выбираются из бутадиен-стирольного каучука, виниловых сополимеров, винилацетата, акрилатов, модифицированных стиролом или винилакрилатов, поливинилхлорида. Составы связующего могут также содержать такие ингредиенты, как поверхностно-активные вещества (чтобы улучшить адгезию связующего, стабильность и способность к преобразованию в пену); внешние сшивающие агенты; противовспениватели (чтобы минимизировать вспенивание в процессе); водоотталкивающие средства; соли (чтобы придать низкую способность к горению и чтобы придать антистатические свойства); загустители (чтобы регулировать реологию жидкого связующего); катализаторы (чтобы промотировать отверждение и сшивание); кислоты и основания (чтобы регулировать pH связующего); красители и пигменты; наполнители (чтобы уменьшить клейкость связующего и снизить затраты); оптические отбеливатели (чтобы увеличить белизну); сшивающие добавки (чтобы обеспечить смазывание).
В другом варианте осуществления связывание отдельных слоев или многослойного материала выполняется иглопробивным способом. Материал механически спутывается посредством множества крючковых металлических игл, которые механически перемещаются быстрым возвратно-поступательным образом вперед и назад через полотно, в направлении, по существу перпендикулярном плоскости полотна. Это перемещение крючковых игл вызывает спутывание нитей и волокон внутри полотна с соседними нитями и волокнами, создавая полотно со сцепленной прочной структурой.
В соответствии с вариантом осуществления данного изобретения может являться подходящим небольшое замедление растворения или диспергирования в воде нетканого материала, чтобы улучшить удобство его применения, когда материал, в некоторых видах применения, увлажняется, однако без ухудшения его способности к размыванию после использования.
В этом варианте осуществления нетканый материал, полученный, как описано выше, обрабатывается гидрофобными веществами.
Предпочтительно материал импрегнируется раствором производного жирной кислоты в неводном органическом растворителе. В типичном варианте осуществления используется раствор стеароилхлорида в толуоле. Стеароилхлорид (CAS [112-76-5]) используется в виде смеси C18H35ClO и C16H31ClO.
Эта стадия импрегнирования может, например, включать пропитку погружением нетканого материала в раствор производного жирной кислоты на время от 5 от 60 с и его сушку при примерно 100°C в течение от 5 до 30 минут.
Обработанный таким образом нетканый материал будет содержать от 0,5 до 10 масс.%, предпочтительно от 0,6 до 5 масс.%, гидрофобного вещества.
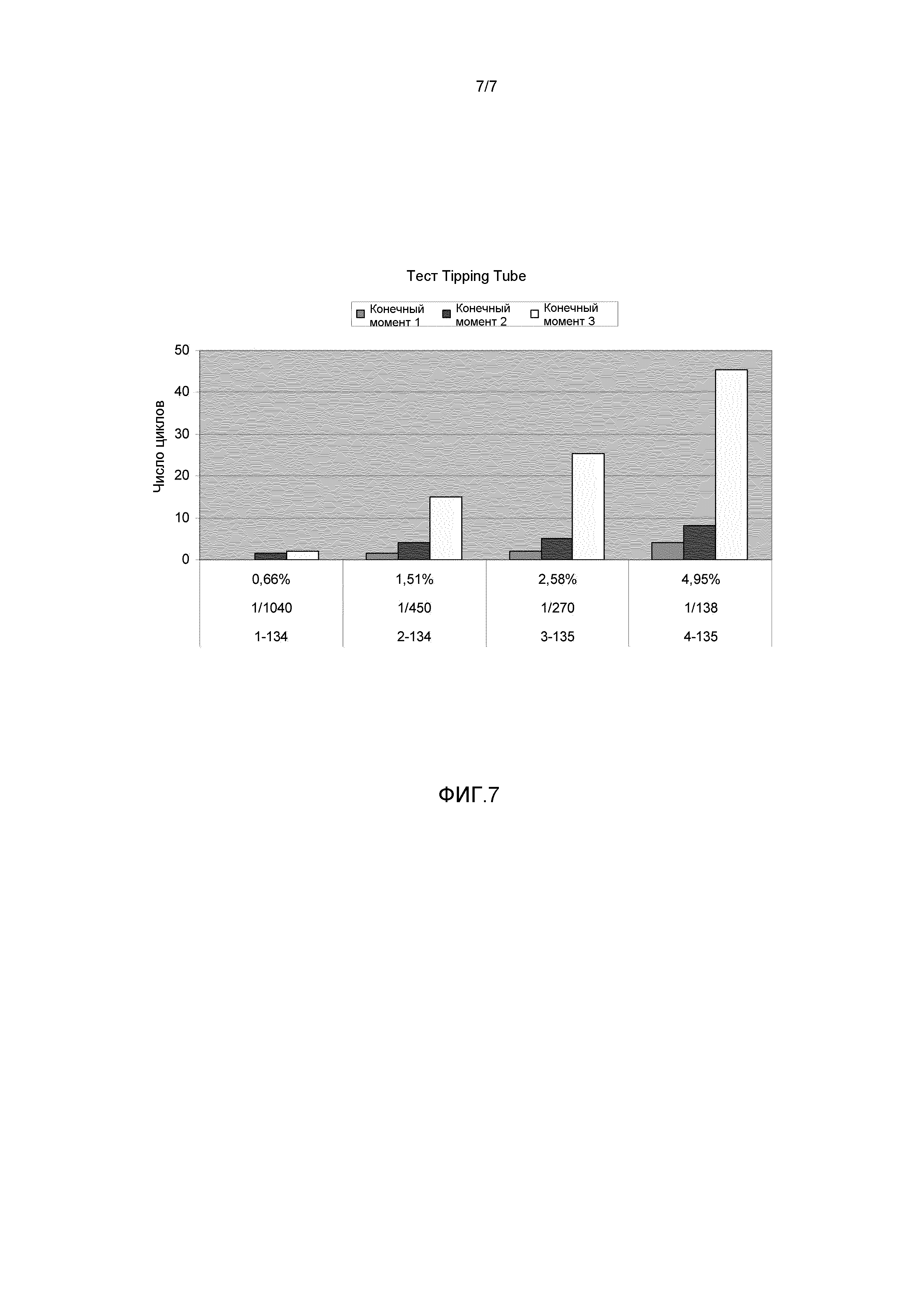
Был проведен эксперимент, чтобы определить, улучшает ли эта обработка устойчивость материала к растворимости или диспергируемости в воде (тест Tipping Tube).
Полотно вводили в пластиковую трубу, наполненную 700 мл воды. Трубу подвергали 240 круговым вращениям. Число вращений регистрировали для трех моментов:
1-й конечный момент: образцы разделяются на кусочки 1×1 см;
2-й конечный момент: образцы разделяются на кусочки 5×5 мм;
3-й конечный момент: образцы полностью диспергируются.
Результаты представлены на Фиг.7.
Как можно видеть, гидрофобная обработка значительно увеличивает устойчивость образца к диспергированию в воде.
Способ по данному изобретению может также включать одну или несколько стадий добавления к отдельным слоям и/или к нетканому материалу, перед или после стадии связывания, дополнительных веществ, указанных выше.
Отдельные слои или материал могут быть импрегнированы указанным веществом любым известным способом. В частности, может быть выгодным образом использована подача вещества на полотно посредством подходящих сопел. Для кремов и восков может быть выгодным образом использовано нанесение расплава, вследствие высокой вязкости форм таких веществ.
В варианте осуществления способ по данному изобретению включает одну или несколько следующих заключительных стадий, известных сами по себе, для того, чтобы улучшить или добавить дополнительные характеристики конечного продукта: окрашивание или финишная обработка, оказывающая влияние на химическую природу, такая как антипилинговая обработка и гидрофильная обработка, антистатическая обработка, улучшение огнестойкости, в основном механическая обработка, такая как ворсование, декатирование, отделка на наждачной машине.
Данное изобретение будет теперь дополнительно описано посредством типичных вариантов осуществления, при ссылках на сопроводительные чертежи. Чертежи не показывают блоков для добавления вышеуказанных дополнительных веществ, однако указанные блоки являются обычными и могут быть расположены в любом месте вдоль производственной линии, предпочтительно перед последней стадией связывания.
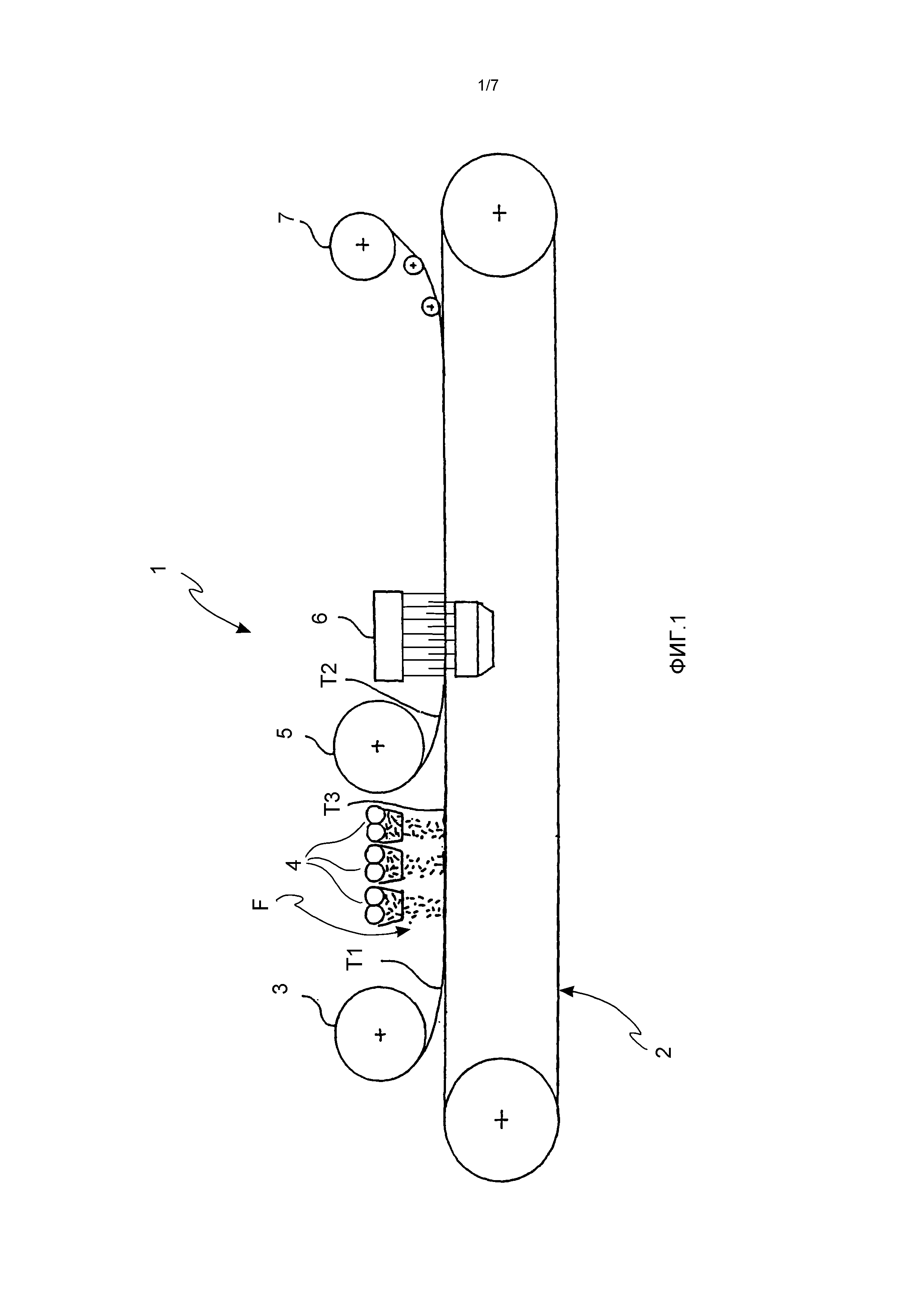
На Фиг.1 показан первый вариант осуществления производственной линии 1 для изготовления материала по данному изобретению.
На транспортирующее средство 2, типично ленту конвейера, с подающей бобины 3 разматывается слой T1 уплотненных непрерывных нитей, изготовленных по технологии «спанбонд».
Затем, на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 4, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон разматывается второй слой T2 уплотненных непрерывных нитей, изготовленных по технологии «спанбонд», и укладывается на предшествующие слои, после чего трехслойный материал пропускается через средство 6 для сухого связывания (в примере на Фиг.1 иглопробивное средство).
В заключение связанный нетканый материал наматывается на приемную бобину 7.
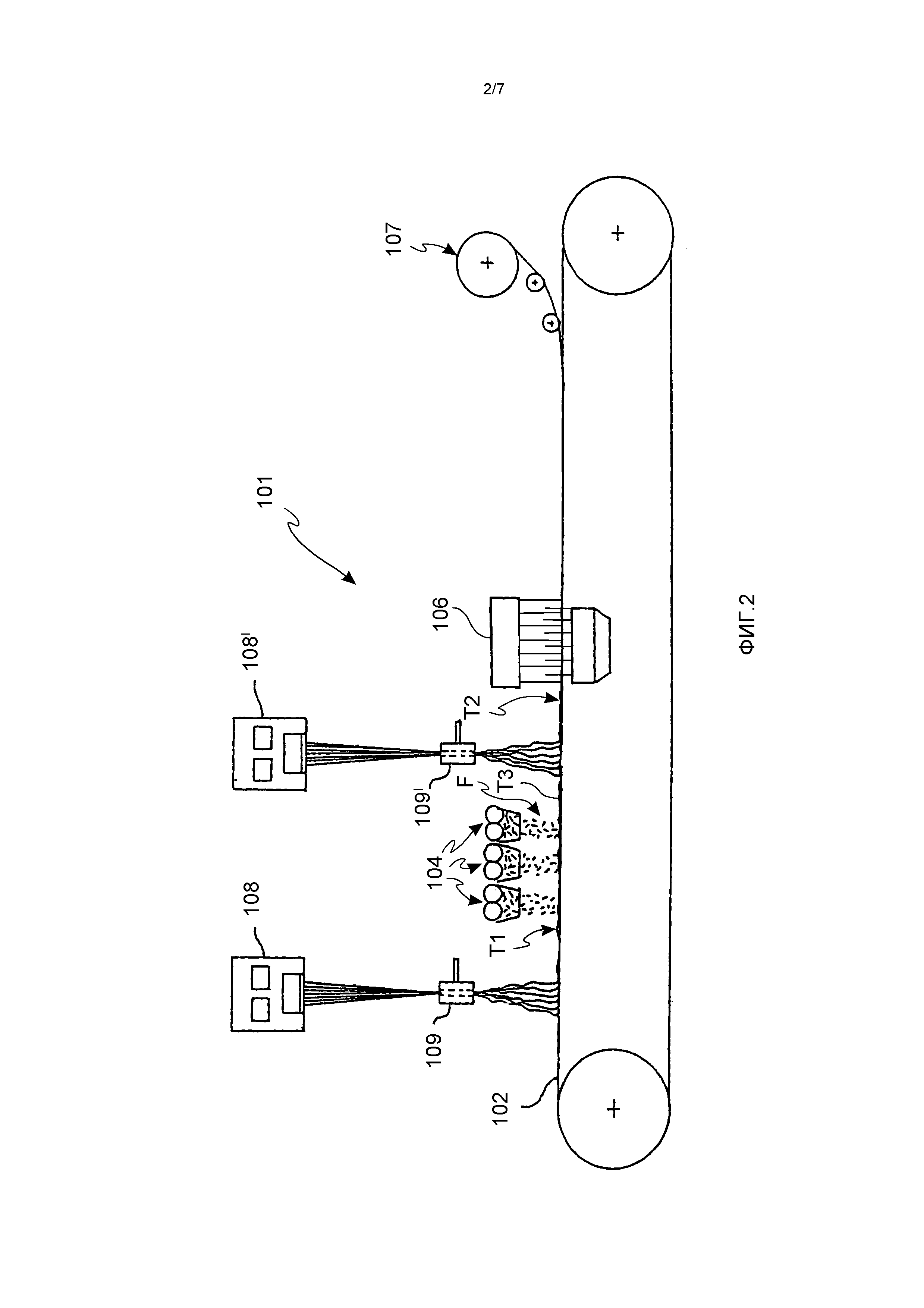
Фиг.2 показывает другой вариант осуществления, в котором трехслойный материал получают изготовлением в линии непрерывных нитей по технологии «спанбонд».
На транспортирующее средство 102, типично ленту конвейера, укладывается слой T1 непрерывных нитей, изготавливаемых по технологии «спанбонд», после их экструзии через фильеру 108, объединенную с отсасывающим вентилятором 109, в соответствии с обычным методом.
Затем на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 104, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон второй слой T2 непрерывных нитей, изготавливаемых по технологии «спанбонд», экструдируется из второй фильеры 108' с отсасывающим вентилятором 109' и укладывается поверх предшествующих слоев.
Трехслойный материал затем пропускается через средство 106 для сухого связывания (в примере на Фиг.2 иглопробивное средство) и в заключение наматывается на приемную бобину 107.
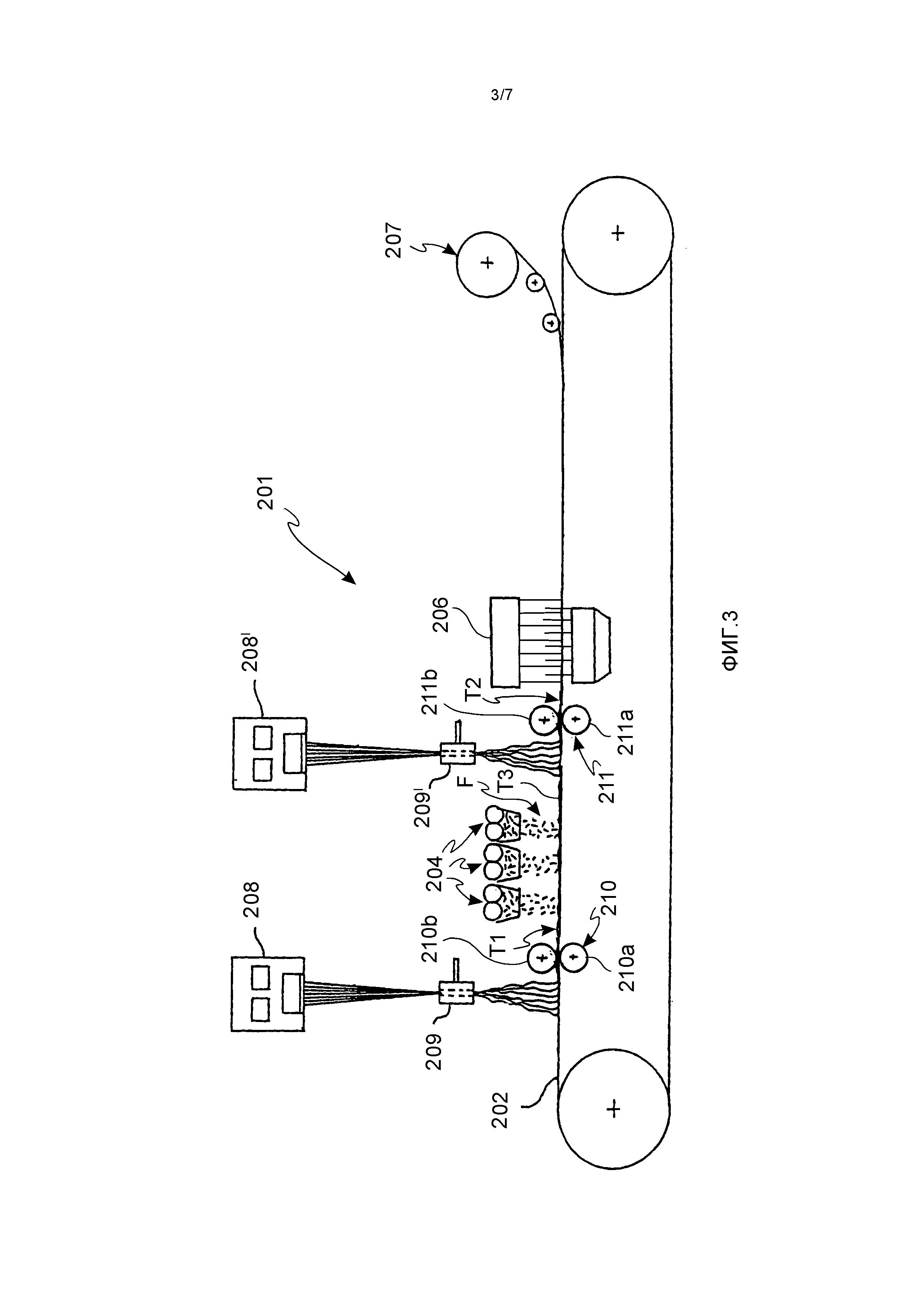
Фиг.3 показывает другой вариант осуществления, который отличается от варианта осуществления на Фиг.2 в том, что, после осаждения как первого слоя T1, так и второго слоя T2 непрерывных нитей, изготовленных по технологии «спанбонд», предусматриваются средства для уплотнения или предварительного уплотнения.
На транспортирующее средство 202, типично ленту конвейера, укладывается слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», после их экструзии через фильеру 208, объединенную с отсасывающим вентилятором 209, в соответствии с обычным методом.
Указанный слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», поддерживаемый транспортирующим средством 202, пропускается через первое средство 210 для уплотнения или предварительного уплотнения, содержащее два валка 210a, 210b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоя T1. Это средство 210 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
Затем на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 204, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон второй слой T2 непрерывных нитей, изготавливаемых по технологии «спанбонд», экструдируется из второй фильеры 208' с отсасывающим вентилятором 209' и укладывается поверх предшествующих слоев.
Указанный слоистый материал, поддерживаемый транспортирующим средством 202, пропускается через второе средство 211 для уплотнения или предварительного уплотнения, содержащее два валка 211a, 211b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоистого материала. Это средство 211 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
Трехслойный материал затем пропускается через средство 206 для сухого связывания (в примере на Фиг.3 иглопробивное средство) и в заключение наматывается на приемную бобину 207.
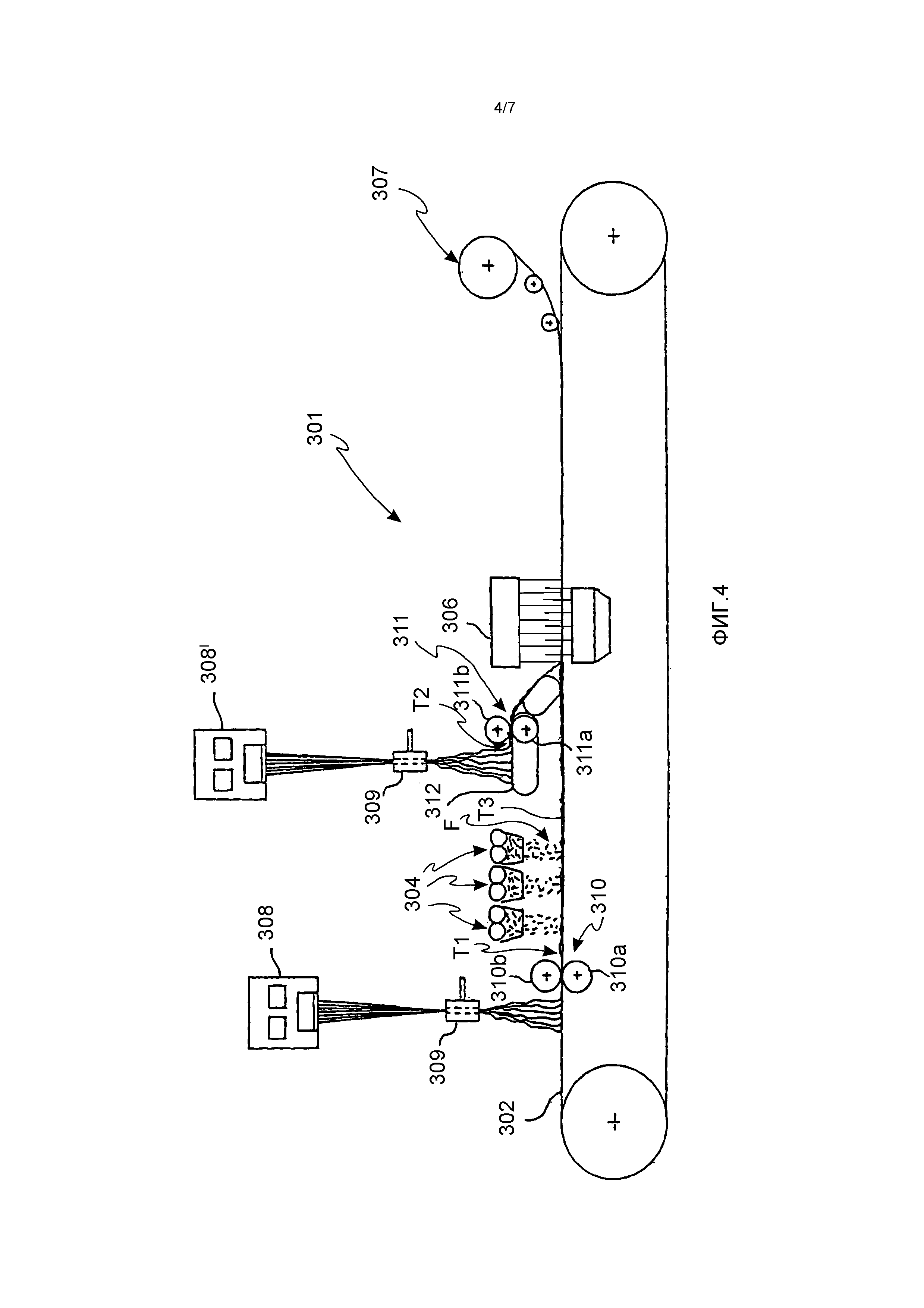
Еще один вариант осуществления, показанный на Фиг.4, отличается от варианта осуществления на Фиг.3 в том, что второй слой непрерывных нитей, изготовленных по технологии «спанбонд», уплотняется или предварительно уплотняется независимым образом перед укладыванием его поверх других слоев нетканого материала.
На транспортирующее средство 302, типично ленту конвейера, укладывается слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», после их экструзии через фильеру 308, объединенную с отсасывающим вентилятором 309, в соответствии с обычным методом.
Указанный слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», поддерживаемый транспортирующим средством 302, пропускается через первое средство 310 для уплотнения или предварительного уплотнения, содержащее два валка 310a, 310b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоя T1. Это средство 310 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
Затем на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 304, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон, второй слой T2 непрерывных нитей, изготавливаемых по технологии «спанбонд», экструдируется из второй фильеры 308' с отсасывающим вентилятором 309' и укладывается поверх транспортирующего средства 312, расположенного над транспортирующим средством 302, переносящим уже осажденные слои T1 и T3. Указанное транспортирующее средство 312 объединено со средством 311 для уплотнения или предварительного уплотнения 311, аналогичным тем, что описаны выше и содержащим два валка 311a, 311b уплотнителя, станка для тиснения или каландра. Второй слой T2 непрерывных нитей, изготовленных по технологии «спанбонд», таким образом уплотняется или предварительно уплотняется и затем укладывается поверх предшествующих слоев, проходящих ниже него.
Полученный таким образом слоистый материал, поддерживаемый транспортирующим средством 302, затем пропускается через средство 306 для сухого связывания (в примере на Фиг.4 иглопробивное средство) и в заключение наматывается на приемную бобину 307.
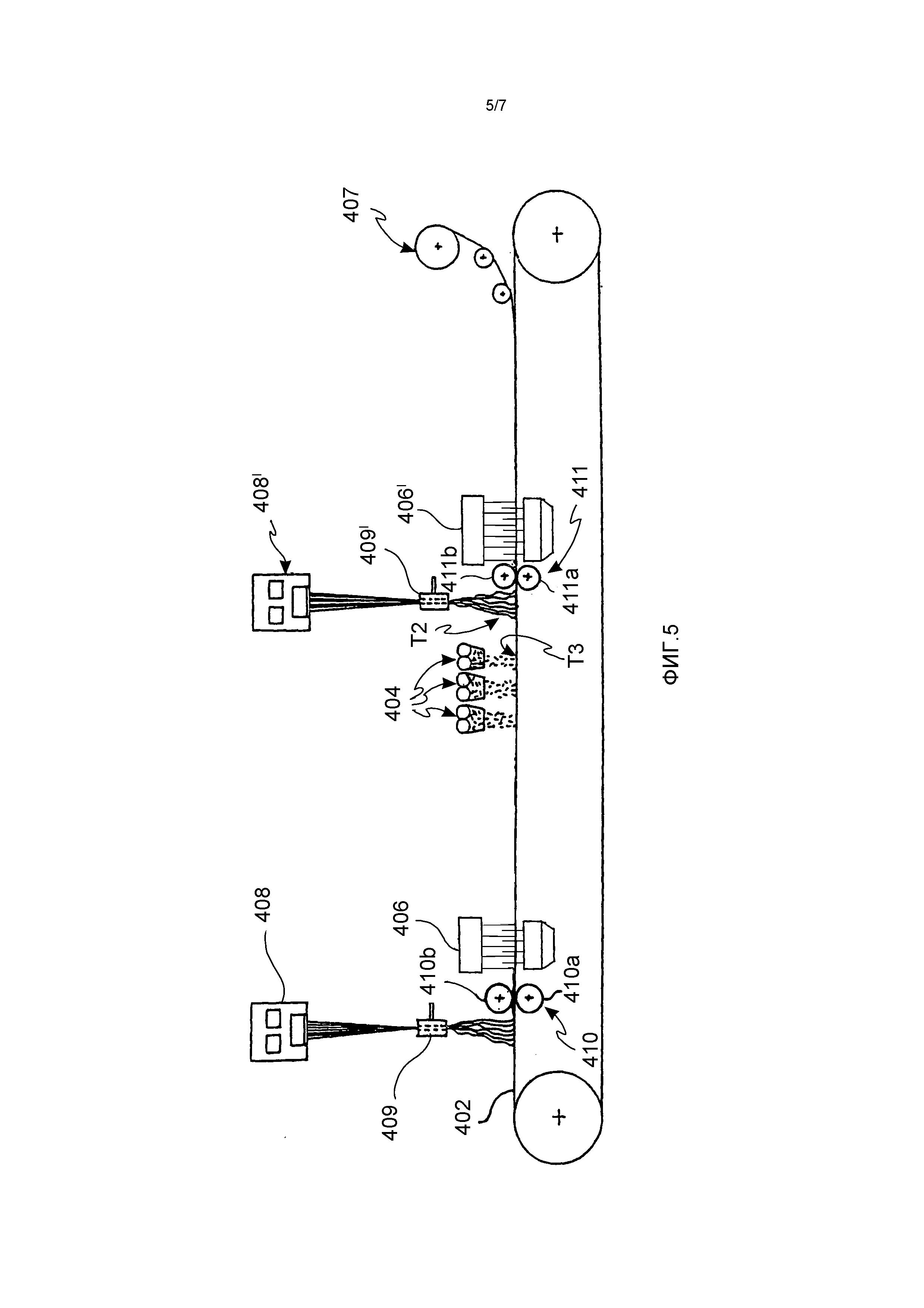
Вариант осуществления, показанный на Фиг.5, отличается от варианта осуществления на Фиг.3 в том, что первый слой T1 непрерывных нитей, изготавливаемых по технологии «спанбонд», связывается перед осаждением других слоев.
На транспортирующее средство 402, типично ленту конвейера, укладывается слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», после их экструзии через фильеру 408, объединенную с отсасывающим вентилятором 409, в соответствии с обычным методом.
Указанный слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», поддерживаемый транспортирующим средством 402, пропускается через первое средство 410 для уплотнения или предварительного уплотнения, содержащее два валка 410a, 410b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоя T1. Это средство 410 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
После уплотнения или предварительного уплотнения слой T1 связывается пропусканием его через средство 406 для сухого связывания (в примере на Фиг.5 иглопробивное средство).
Затем на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 404, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон второй слой T2 непрерывных нитей, изготавливаемых по технологии «спанбонд», экструдируется из второй фильеры 408' с отсасывающим вентилятором 409' и укладывается поверх предшествующих слоев.
Указанный слоистый материал, поддерживаемый транспортирующим средством 402, пропускается через второе средство 411 для уплотнения или предварительного уплотнения, содержащее два валка 411a, 411b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоистого материала. Это средство 411 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
Трехслойный материал затем пропускается через второе средство 406' для сухого связывания (в примере на Фиг.5 иглопробивное средство) и в заключение наматывается на приемную бобину 407.
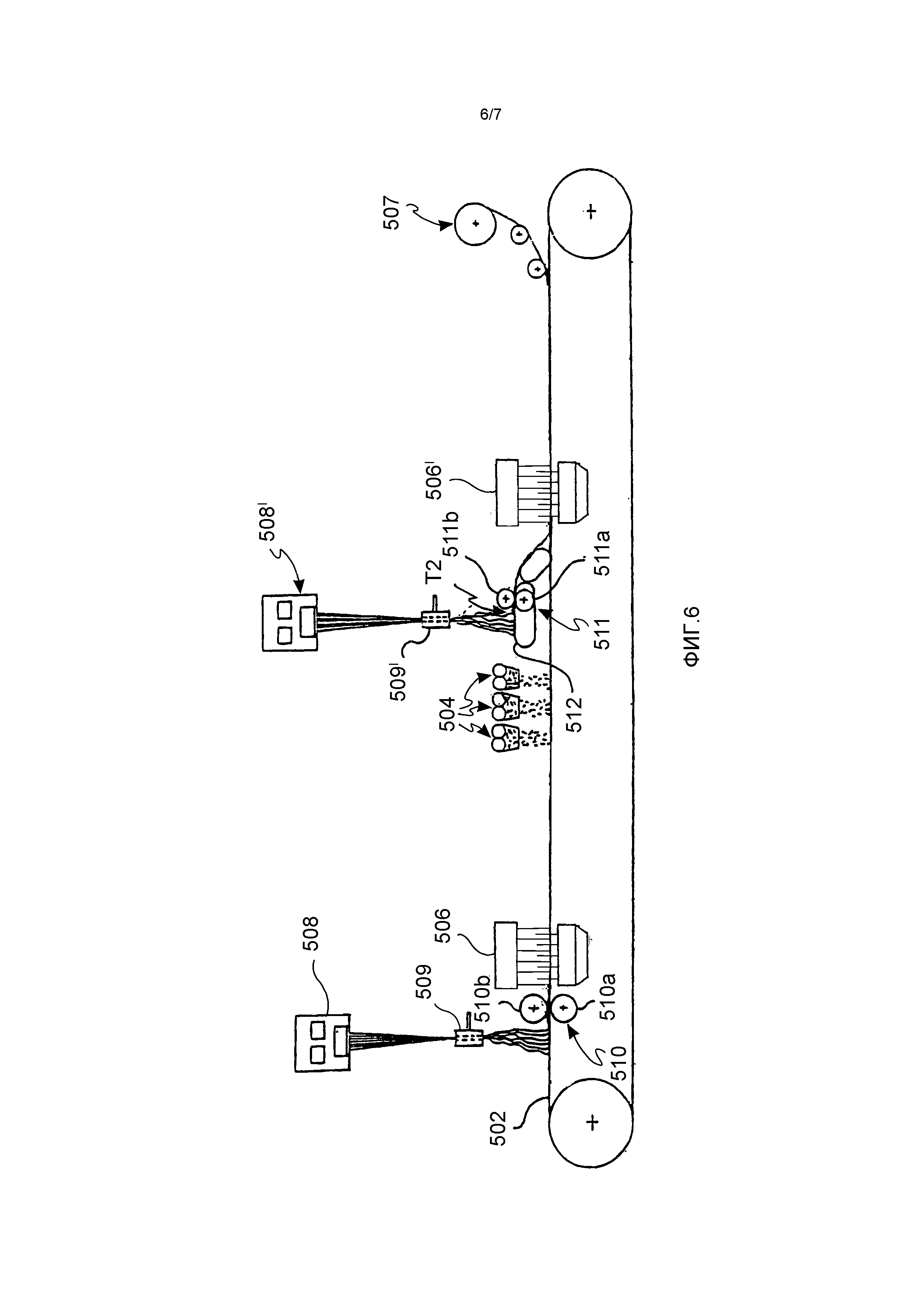
Вариант осуществления, показанный на Фиг.6, отличается от варианта осуществления на Фиг.5 в том, что первый слой T1 непрерывных нитей, изготавливаемых по технологии «спанбонд», связывается перед осаждением других слоев.
На транспортирующее средство 502, типично ленту конвейера, укладывается слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», после их экструзии через фильеру 508, объединенную с отсасывающим вентилятором 509, в соответствии с обычным методом.
Указанный слой T1 непрерывных нитей, изготовленных по технологии «спанбонд», поддерживаемый транспортирующим средством 502, пропускается через первое средство 510 для уплотнения или предварительного уплотнения, содержащее два валка 510a, 510b, спаренных таким образом, чтобы обеспечить возможность прессования между ними указанного слоя T1. Это средство 510 для уплотнения или предварительного уплотнения представляет собой уплотнитель, станок для тиснения или каландр, как указано выше.
После уплотнения или предварительного уплотнения слой T1 связывается пропусканием его через средство 506 для сухого связывания (в примере на Фиг.6 иглопробивное средство).
Затем на указанный слой T1 укладываются водопоглощающие волокна F, типично целлюлозные волокна, посредством подходящего распределяющего средства 504, чтобы образовать слой T3.
После осаждения указанных водопоглощающих волокон, второй слой T2 непрерывных нитей, изготавливаемых по технологии «спанбонд», экструдируется из второй фильеры 508' с отсасывающим вентилятором 509' и укладывается поверх транспортирующего средства 512, расположенного над транспортирующим средством 502, переносящим уже осажденные слои T1 и T3. Указанное транспортирующее средство 512 объединено со средством 511 для уплотнения или предварительного уплотнения 311, аналогичным тем, что описаны выше и содержащим два валка 511a, 511b уплотнителя, станка для тиснения или каландра. Второй слой T2 непрерывных нитей, изготовленных по технологии «спанбонд», таким образом уплотняется или предварительно уплотняется и затем укладывается поверх предшествующих слоев, проходящих ниже него.
Полученный таким образом слоистый материал, поддерживаемый транспортирующим средством 502, затем пропускается через второе средство 506' для сухого связывания (в примере на Фиг.6 иглопробивное средство) и в заключение наматывается на приемную бобину 507.
Данное изобретение также включает продукты для домашнего хозяйства или персонального ухода, изготовленные из нетканого материала по данному изобретению. Неограничивающими примерами таких продуктов являются ткани, обтирочный материал, салфетки и подобные материалы.
Эти продукты являются сухими или по существу сухими, поэтому они должны быть увлажнены перед применением. Когда продукт был использован, он может быть удален в качестве отходов и размыт без затруднений, поскольку материалы, из которых он сделан, являются водорастворимыми или вододиспергируемыми и в основном биологически разлагаемыми.
В варианте осуществления данного изобретения продукты по данному изобретению являются водорастворимыми или вододиспергируемыми при комнатной температуре, т.е. в основном при 25°C или ниже.
Ламинированный нетканый материал с высоким содержанием целлюлозы
Продукты из нетканых материалов с улучшенными свойствами переноса
Ламинированный нетканый материал с высоким содержанием целлюлозы
Продукты из нетканых материалов с улучшенными свойствами переноса

