Результат интеллектуальной деятельности: СПОСОБ БЕСПОРИСТОГО ТВЁРДОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области нанесения гальванических покрытий на изделия из чугунов и сталей.
Известен способ электролитического нанесения покрытия, включающий непрерывное осаждение материала на изделии из раствора и его пластическое деформирование прижимами, причем пластическое деформирование осаждаемого материала прижимами осуществляют периодически с интервалом, который выбирают из условия:
Ti=(0,49…0,01)To,
где Ti - интервал между периодами пластического деформирования осаждаемого материала;
0,49 - максимальное значение интервала в долях общего времени осаждения;
0,01 - минимальное значение интервала в долях общего времени осаждения;
To - общее время осаждения материала (патент №2280107, МПК C25D 5/22, опубл. 20.07.2006 г.).
Общим признаком с заявляемым способом является непрерывное осаждение материала на изделии из раствора.
Признаком, препятствующим получению технического результата заявляемого способа, является пластическое деформирование прижимами, что требует наличие дополнительного оборудования.
Наиболее близким по технической сущности и достигаемому эффекту является способ нанесения гальванических покрытий, включающий последовательное осаждение слоя покрытия из электролита при прямой полярности тока, удаление части этого покрытия при обратной полярности и заключительное осаждение покрытия при прямой полярности тока, причем на электролит в течение всего процесса воздействуют ультразвуковыми колебаниями, отличающийся тем, что дополнительно возбуждают ультразвуковые колебания резонансной частоты в покрываемом изделии, при этом используют электролит, содержащий ультрадисперсную фазу (патент №2075557, МПК C25D 15/00, C25D 5/20, опубл. 20.03.1997).
Общим признаком с заявляемым способом является последовательное осаждение слоев покрытия из электролита при прямой полярности тока.
Признаками, препятствующими получению технического результата заявляемого способа, является последовательное осаждение слоя покрытия из электролита при прямой полярности тока, удаление части этого покрытия при обратной полярности и заключительное осаждение покрытия при прямой полярности тока, причем на электролит в течение всего процесса воздействуют ультразвуковыми колебаниями, при этом дополнительно возбуждают ультразвуковые колебания резонансной частоты в покрываемом изделии, при этом используют электролит, содержащий ультрадисперсную фазу.
В заявляемом способе обратная полярность тока не применяется, удаление части покрытия осуществляется за счет плавного увеличения тока прямой полярности с минимально возможного до рабочего;
- процесс ведется без воздействия на электролит ультразвуковых колебаний;
- электролит не содержит ультрадисперсную фазу.
Задача изобретения
Унификация и снижение себестоимости технологии хромирования деталей из чугунов и сталей за счет экономии производственных площадей и упрощения силового оборудования.
Технический результат заключается в получении беспористых хромовых покрытий с повышенной (от 1000 HV) микротвердостью и удовлетворительной адгезией на подложках из чугунов и сталей.
Технический результат достигается тем, что способ беспористого твердого хромирования деталей из чугунов и сталей включает последовательное осаждение слоев покрытия из электролита при прямой полярности тока, причем изделие прогревают и подвергают катодной обработке при плотности катодного тока 100-150 А/дм2 и температуре 70-75°C в той же ванне при непрерывной циркуляции электролита, по окончании обработки плотность тока снижают до 32 А/дм2 и хромирование продолжают до достижения толщины покрытия в 8-10 мкм, далее ток прерывают, дают проток холодной воды через теплообменник и проводят охлаждение электролита до температуры 45-50°C, по достижении заданной температуры на изделие подают минимальный катодный ток с постепенным подъемом токов до плотности 45-50 А/дм2, по достижении расчетных токов процесс ведется до получения требуемой толщины.
Установка, с помощью которой осуществляют способ, показана на схеме.
Установка состоит:
1 - ванна;
2 - аноды;
3 - деталь;
4 - нагреватель;
5 - циркуляционный насос;
6 - водяной теплообменник.
Изделие из чугуна или стали монтируется на подвеске и проходит ряд стандартных операций по подготовке поверхности (обезжиривание, травление), затем изделие погружается в ванну 1 с замкнутым циклом с электролитом хромирования следующего состава:
Хромовый ангидрид - (200-250) г/л
Серная кислота - (2-2,5) г/л
Добавка (ЭкоТех-4101) с содержанием солей стронция - 50 мл/л
Ванна содержит в себе циркуляционный насос 5, водяной теплообменник 6 (нагрев/охлаждение), аноды 2 из свинцового сплава ССу.
Изделие прогревается в электролите хромирования. После прогрева изделие подвергается катодной обработке при плотности катодного тока 100-150 А/дм2 и температуре 70-75°C в той же ванне при непрерывной циркуляции электролита. По окончании обработки плотность тока снижается до 32 А/дм2 и хромирование продолжается до достижения толщины покрытия в 8-10 мкм. Далее ток прерывают, дается проток холодной воды через теплообменник и проводится охлаждение электролита до температуры 45-50°C. По достижении заданной температуры на изделие подается минимальный катодный ток с постепенным подъемом токов до плотности 45-50 А/дм2. По достижении расчетных токов процесс ведется до получения требуемой толщины.
Процесс хромирования любых чугунов и сталей (в т.ч. азотированных) проводится в электролите одного состава и в одной ванне без применения анодной межслойной обработки.
Способ беспористого твердого хромирования деталей из чугуна и стали, включающий последовательное осаждение слоев покрытия из электролита при прямой полярности тока, отличающийся тем, что деталь прогревают и подвергают катодной обработке при плотности катодного тока 100-150 А/дм и температуре 70-75°C в той же ванне при непрерывной циркуляции электролита, по окончании катодной обработки плотность тока снижают до 32 А/дм и продолжают хромирование до достижения толщины покрытия 8-10 мкм, далее без подачи тока проводят охлаждение электролита до температуры 45-50 °C посредством теплообменника с протоком холодной воды, а по достижении заданной температуры на деталь подают минимальный катодный ток с постепенным подъемом плотности до 45-50 А/дм и проводят хромирование до получения требуемой толщины покрытия.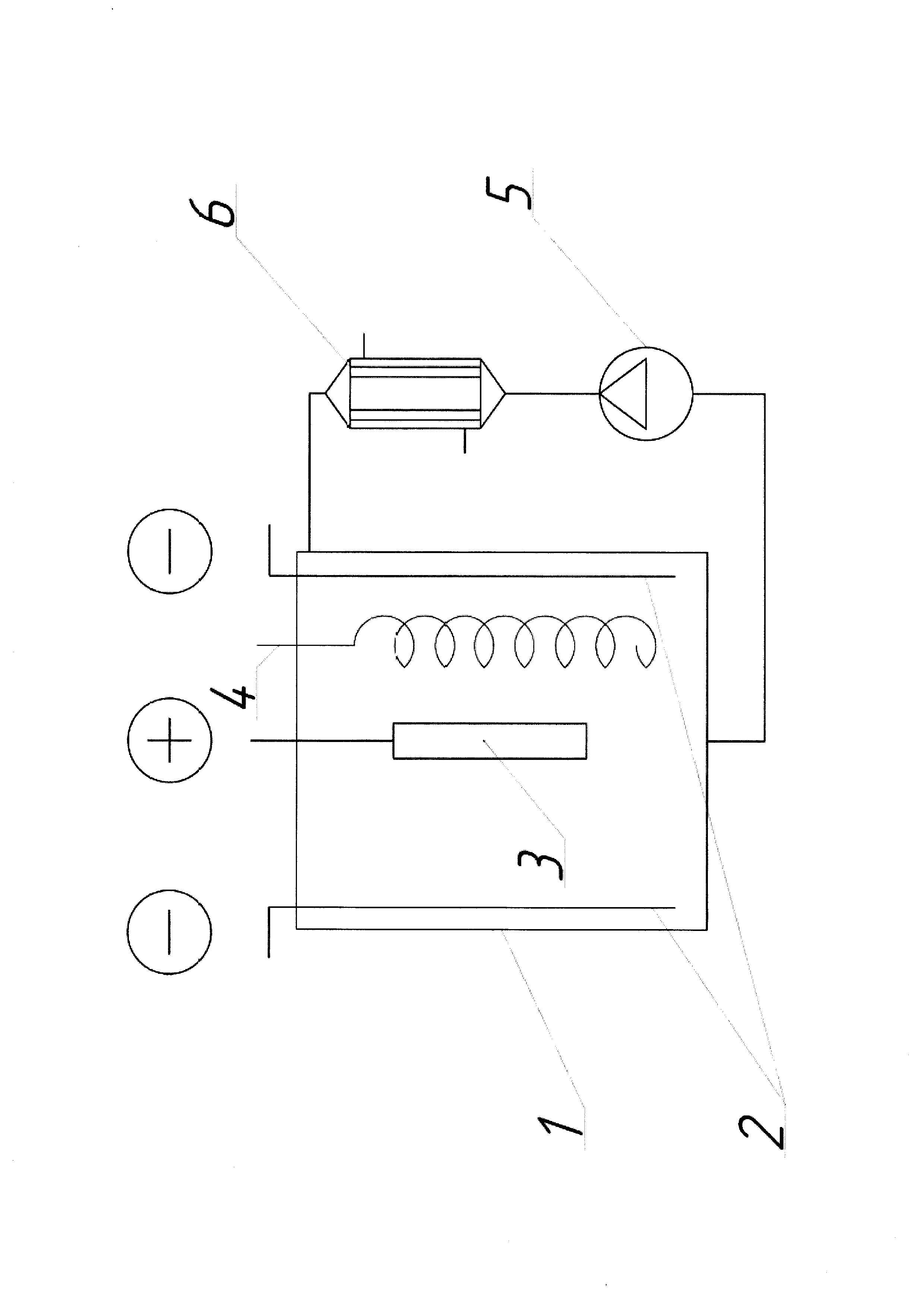
Способ локального хромирования крупногабаритных изделий
Способ локального хромирования крупногабаритных изделий
Жидкость для химической конверсионной обработки и способ химической конверсионной обработки с ее использованием
Способ газовой, низкотемпературной нитроцементации инструмента из высокохромистых штамповых сталей (слои насыщения от 0,08 мм до 0,15 мм) с минимальным карбонитридным высокоазотистым поверхностным слоем в вакуумных печах

