Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА
Вид РИД
Изобретение
Изобретение относится к области металлургии, к способам получения высокопрочного чугуна, может быть использовано при производстве изделий с высоким пределом прочности.
Известны высокопрочные чугуны с шаровидной и вермикулярной формой графита [1], имеющие предел прочности σB=600-700 МПа, пластичность δ до 8%, ударную вязкость КС до 60 Дж/см2.
Недостаток [1] в том, что чугуны имеют низкий, не удовлетворяющий современным требованиям, предел прочности, не превышающий σB=600-700 МПа, что ограничивает область их применения.
Известен способ получения чугуна с шаровидным графитом [2] следующего химического состава, масс. %: углерод 3,23-4,08; кремний 2,76-3,89; марганец 0,20-0,47; молибден 0,15-0,48; алюминий 0,02-0,08; магний 0,02-0,05; барий 0,03-0,10; кальций 0,008-0,018; редкоземельные металлы (РЗМ) 0,02-0,06; железо и примеси - остальное. Плавку чугуна ведут в индукционных электропечах. При модифицировании используют чугунную решетку, пригружающую модифицирующую смесь, содержащую масс. %: силикобарий 9,0-10,5; плавиковый шпат 12-15; лигатура - остальное. Лигатура (лигатура в металлургии - вспомогательные сплавы) содержит, масс. %: кремний 45-55; магний 6-9; кальций 3-7; РЗМ 3-8; алюминий 1-3; железо - остальное. Общее количество смеси - 2,8-3,5% от массы чугуна, а масса решетки - 1,5-2,0% от массы чугуна. При термообработке отливок проводят гомогенизирующий отжиг при 950-1000°С в течение 3-5 часов, ферритизирующий отжиг путем охлаждения с печью до 780-720°С, выдержки при этой температуре 2,5-3,0 часа и последующего медленного охлаждения с печью до 650-600°С. Затем проводят быстрое охлаждение на воздухе или в воде до комнатной температуры и искусственное старение путем нагрева до 350-420°С, с выдержкой 2-3 часа. Техническим результатом является повышение пластичности, ударной вязкости при сохранении повышенной прочности.
Недостаток [2] в том, что для получения половинчатого чугуна требуется выполнение сложной термической обработки, заключающейся в предварительном графитизирующем отжиге чугуна. Кроме того, чугун по [2] обладает низкими значениями механических свойств: предел прочности σB=560-610 МПа; условный предел текучести σ0,2=420-450 МПа; ударная вязкость KCU220°C=150-179 Дж/см2; твердость по Бринеллю НВ=277-286. Недостатки ограничивают область применения чугуна по способу [2].
Известен способ получения аустенитно-бейнитного чугуна с применением двойной нормализации отливок [3], сущность этого способа заключается в том, что термической обработке подвергают чугун с шаровидным графитом, содержащий, масс. %: углерод 3,0-3,4; кремний 1,8-2,3; марганец 0,3-0,5; никель 0,6-1,2; молибден 0,3-0,7; медь 0,3-0,7; магний 0,04-0,09; сера 0,01-0,02; фосфор 0,06-0,08; железо - остальное; с суммарным содержанием легирующих элементов (Mn, Ni, Mo, Cu) - 1,7-2,4 масс. %, при этом формирование бейнитной матрицы обеспечивают путем первой нормализации на воздухе от температур 940-960°С после выдержки 1,5-2,5 ч, второй нормализации путем нагрева до температур 790-810°С со скоростью 100-200°С/ч с выдержкой 1,5-2,0 ч и охлаждением струей сжатого воздуха и отпуска при температуре 250-300°С с выдержкой 2-4 ч. При этом достигаются следующие механические свойства: σB=684-888 МПа; δ=4,2-7,2%; KCU20°C ≈ 110 Дж/см2; НВ=311-388.
Недостаток [3] в том, что при производстве аустенитно-бейнитного чугуна используется сложная технология термической обработки, приводящая к высокой себестоимости продукции. Недостаток ограничивает область применения чугуна по способу [3].
Наиболее близким к заявленному техническому решению, прототипом, является способ получения отливок из половинчатого чугуна с аустенитно-бейнитной структурой [4], включающий выплавку, легирование, инокулирующее модифицирование чугуна, получение отливки в песчано-глинистой форме, извлечение ее из формы при температуре 900-1000°С, перемещение в печь с температурой 950-1000°С и выдержку в течение 10-30 мин, после выдержки закаливают в изотермической ванне при температуре 300-320°С в течение 1,0-1,5 ч, при этом используют чугун следующего химического состава, (в масс. %): углерод (С) - 3,2-3,4; кремний (Si) - 3,0-3,3; марганец (Мn) - 0,3-0,4; магний (Mg) - 0,04-0,07; молибден (Мо) - 1,5-1,7; никель (Ni) - 2,2-2,6; сера (S) - 0,010-0,012; фосфор (Р) - 0,06-0,08; железо (Fe) - остальное.
Недостатком прототипа [4] является сложность технической реализации процессов получения отливки в песчано-глинистых формах, связанная с извлечением отливок из форм при высоких температурах (950-1000°С), удалением (очисткой) с отливок формовочной смеси и последующего переноса их (отливок) в нагревательные печи. Другими недостатками [4] являются: использование для закалки чугуна в изотермической ванне экологически вредных веществ; плохая обрабатываемость деталей вследствие образования в структуре карбидов из-за повышенного содержания молибдена в составе чугуна; неоднородность структуры в отливках, получаемых в процессе кристаллизации в песчано-глинистых формах; недостаточно высокая прочность (σB<1000МПа). Эти недостатки существенно ограничивают область применения прототипа [4].
Целью заявляемого изобретения является расширение области применения чугуна, разработка способа получения высокопрочного чугуна с шаровидным графитом и аустенитно-бейнитной структурой с пределом прочности σB>1200 МПа путем бейнитной закалки из литого состояния без дополнительной термической обработки.
Цели достигают тем, что для получения высокопрочного чугуна, его (чугун) выплавляют в индукционной электропечи, расплав при сливе в ковш модифицируют с получением в отливках графитных включений глобулярной формы, при заливке в металлическую форму (кокиль) расплав в ковше дополнительно подвергают инокулирующему модифицированию, отливки после кристаллизации извлекают из формы при температуре плюс 900-1000°С, перемещают в печь с температурой 950-1000°С, выдерживают в печи в течение 10-30 минут, затем применяют изотермическую закалку на установке в псевдокипящем дисперсном карборундовом слое в области аустенито-бейнитного превращения при температуре +300°С в течение 60 мин с последующим охлаждением на воздухе; при этом используют чугун, содержащий, масс. %: углерод (С) - 2,5-3,2; кремний (Si) - 1,5-2,5; алюминий (А1) - 7,2-9,0; марганец (Мn) - 0,7-0,75; магний (Mg) - 0,04-0,06; молибден (Мо) - 0,7-1,2; никель (Ni) - 0,48-0,52; медь (Cu) - 0,49-0,52; сера (S) - 0,01-0,012; фосфор (Р) - 0,06-0,08; железо (Fe) - остальное.
Заявляемый высокопрочный чугун получают, например, следующим путем.
Выполняют плавку высокопрочного чугуна, например - в индукционной печи МГП - 52 с кислой футеровкой, на шихте, состоящей из литейных чугунов ГОСТ 805-80, стального лома и боя графитизированных электродов. Легирование чугуна Si (кремний), Аl (алюминий), Мn (марганец), Мо (молибден), Ni (никель), Cu (медь) осуществляют соответствующими ферросплавами в печи за 10-15 минут до выпуска металла (медь М2 (99,9 масс. % - медь (Cu), остальное примеси), ГОСТ 859-78, никель, НЗ (никеля (Ni), масс. % более 98,6%, остальное кобальт (Со) - 0,7; углерод (С) - 0,1; сера (S) - 0,03; медь (Cu) - 0,6;) ГОСТ 849-70). Инокулирующее модифицирование осуществляют в ковше при температуре 1450 - 1470°С модификатором ЖКМК-4Р следующего химического состава масс. %: кремний (Si) - 49,6; кальций (Са) - 9,5; магний (Mg) 8,6; редкоземельные металлы (РЗМ) - 4,7; железо (Fe) - остальное. В качестве флюса применяют криолит К2 (ГОСТ 10561-73). Графитизирующее модифицирование осуществляют ферросилицием ФС - 75 (ГОСТ 1415-78). Затем в ковш известным способом [4], с помощью кварцевого «колокольчика», вводят модификатор ЖКМК-4Р. Получение отливок осуществляют в металлической форме (кокиле), которые (отливки) извлекают из формы после кристаллизации при температуре 900-1000°С, затем перемещают в печь с температурой 950-1000°С и выдерживают в печи в течение 10-30 минут. В результате получают отливки чугуна с глобулярным графитом и аустенитной структурой предлагаемого химического состава.
После выдержки в камерной печи электросопротивления в интервале температур 950-1000°С отливки чугуна переносят в установку «псевдокипящего» слоя и осуществляют изотермическую закалку.
В зависимости от предъявляемых к продукту (чугуну) условий изотермическую закалку осуществляют при различных температурах, например указанных далее, с результатами, приведенными в Таблице.
Изотермическая закалка чугунов осуществлялась при температурах 300°С, 350°С и 380°С с выдержкой 30, 60 и 120 минут. Нагрев рабочей среды (карборунда) до указанных температур осуществляют за счет прокачки сжатого воздуха через нагревательные элементы электросопротивления (трубчатая печь). Температуру в рабочем пространстве контролируют, например, хромель-алюмелевыми термопарами.
На Фиг. приведена Таблица, где представлены результаты исследований влияния продолжительности и температуры изотермической выдержки в пределах 300-380°С на механические свойства аустенито-бейнитных чугунов. При исследовании влияния режимов изотермической закалки чугуна в псевдокипящем слое отливались клиновидные образцы толщиной 55 мм (ГОСТ 7293-85). Установлено, что повышение температуры изотермической выдержки в интервале 300-380°С при закалке чугуна приводит к снижению прочности на 21%; пластичности на 3,5% и ударной вязкости на 20%. При этом твердость в чугунах практически не изменяется (Фиг.). Увеличение изотермической выдержки при охлаждении в псевдокипящем слое более 60 мин практически не влияет на твердость и другие механические свойства алюминиевых аустенито-бейнитных чугунов. Максимальные характеристики по прочностным свойствам (σВ, σ0,2) получают при изотермической закалке в псевдокипящем слое аустенитно-бейнитного чугуна при изотермической выдержке при температуре 300°С в течение 60 мин по режиму №1 (Фиг. ).
Механические испытания чугунов при статических нагрузках проводили на универсальной разрывной машине. Твердость (НВ) определяли, согласно ГОСТ 24805-81, на приборе Бринелля; ударную вязкость, согласно ГОСТ 9454-78, на маятниковом копре.
Заявляемый способ позволяет получать алюминиевый аустенитно-бейнитный чугун с глобулярным графитом со следующими максимальными механическими характеристиками: предел прочности σB=1220 МПа (у прототипа σB<1000 МПа); условный предел текучести σ0,2=960МПа; пластичность δ=4,6%; твердость НВ=415; ударную вязкость КС=72 Дж/см2.
Полученные высокие показатели прочностных свойств аустенитно-бейнитного чугуна по заявляемому способу достигнуты за счет рационального содержания легирующих элементов: алюминия, кремния, никеля и меди, а также карбидообразующего молибдена в сочетании с марганцем. Выполнение изотермической закалки чугуна в подвижном «псевдокипящем» слое обеспечивает равномерное охлаждение чугуна, способствующее повышению однородности его (чугуна) структуры. Осуществление заявляемого способа позволяет получать чугун с существенно лучшими, по сравнению с прототипом, характеристиками, производить продукцию с лучшими потребительскими свойствами.
Приведенные примеры осуществления предлагаемого изобретения показывают его полезность для получения высокопрочного чугуна. Применение заявляемого способа способствует получению высокопрочного чугуна с шаровидной формой графита. Способ может быть использован при производстве изделий с высоким пределом прочности.
Кроме того, по сравнению с прототипом процесс получения высокопрочного чугуна по заявляемому способу обладает существенно лучшим природоохранным свойством. В прототипе [4] изотермическую закалку изделий из чугуна осуществляют в соляных ваннах, применение которых (ванн) связано с использованием экологически вредных расплавов солей, что впоследствии (после завершения закалки) требует выполнения операции удаления солей с поверхности изделий. В заявляемом способе для изотермической закалки применяют (вместо солевых ванн) установки с псевдокипящим дисперсным карборундовым слоем, что обеспечивает более совершенный технологический процесс получения высокопрочного аустенитно-бейнитного чугуна и существенно способствует сохранению окружающей природной среды, улучшению экологической обстановки.
Предлагаемое изобретение удовлетворяет критериям новизны, так как при определении уровня техники не обнаружены средства, которым присущи признаки, идентичные (совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, перечисленным в формуле изобретения, включая характеристику назначения.
Заявляемый способ имеет изобретательский уровень, поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками данного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат.
Заявленное техническое решение можно реализовать в производственных условиях машиностроительных предприятий. Это соответствует критерию «промышленная применимость», предъявляемому к изобретениям.
Источники информации
1. Горшков А.А. Справочник по изготовлению отливок из высокопрочного чугуна. - Киев: Машгиз, 1960. - 302 с.; Александров Н.Н. Высокопрочные чугуны для отливок. - М. Машиностроение, 1982. - 222 с.
2. Патент РФ №2267542, МПК(2006.01) С21С 1/10, C21D 5/00. Приоритет от 09.07.2004. Опубликовано 01.10.2006. Описание патента.
3. Патент РФ №2449043, МПК(2006.01) С22С 37/10, C21D 5/00. Приоритет от 12.04.2010. Опубликовано 27.04.2012. Описание патента.
4. Патент РФ №2250268, МПК7 С21С 1/10, С22С 37/04, C21D 5/00. Приоритет от 24.07.2003. Опубликовано 20.04.2005. Описание патента.
Способ получения высокопрочного чугуна, включающий выплавку и легирование чугуна в индукционной печи, графитизирующее и инокулирующее модифицирование, заливку модифицированного чугуна в форму, получение отливки с последующим ее извлечением после кристаллизации из формы при температуре 900-1000°С, перемещение отливки в печь с температурой 950-1000°С и выдержку в печи в течение 10-30 минут, с последующей изотермической закалкой при температуре 300-320°С в течение 60 минут и охлаждением на воздухе, отличающийся тем, что легирование осуществляют алюминием, кремнием, никелем, медью, молибденом и марганцем, графитизирующее и инокулирующее модифицирование проводят в ковше, используют металлическую форму в виде кокиля, после выдержки в печи получают отливку чугуна с шаровидным графитом и аустенитно-бейнитной структурой следующего химического состава, мас.%:углерод (С) 2,5-3,2кремний (Si) 1,5-2,5алюминий (Al) 7,2-9,0марганец (Mn) 0,70-0,75магний (Mg) 0,04-0,06молибден (Мо) 0,7-1,2никель (Ni) 0,48-0,52медь (Cu) 0,49-0,52сера (S) 0,010-0,012фосфор (P) 0,06-0,08железо (Fe) остальное,при этом изотермическую закалку полученной отливки проводят в псевдокипящем дисперсном карборундовом слое в области аустенитно-бейнитного превращения.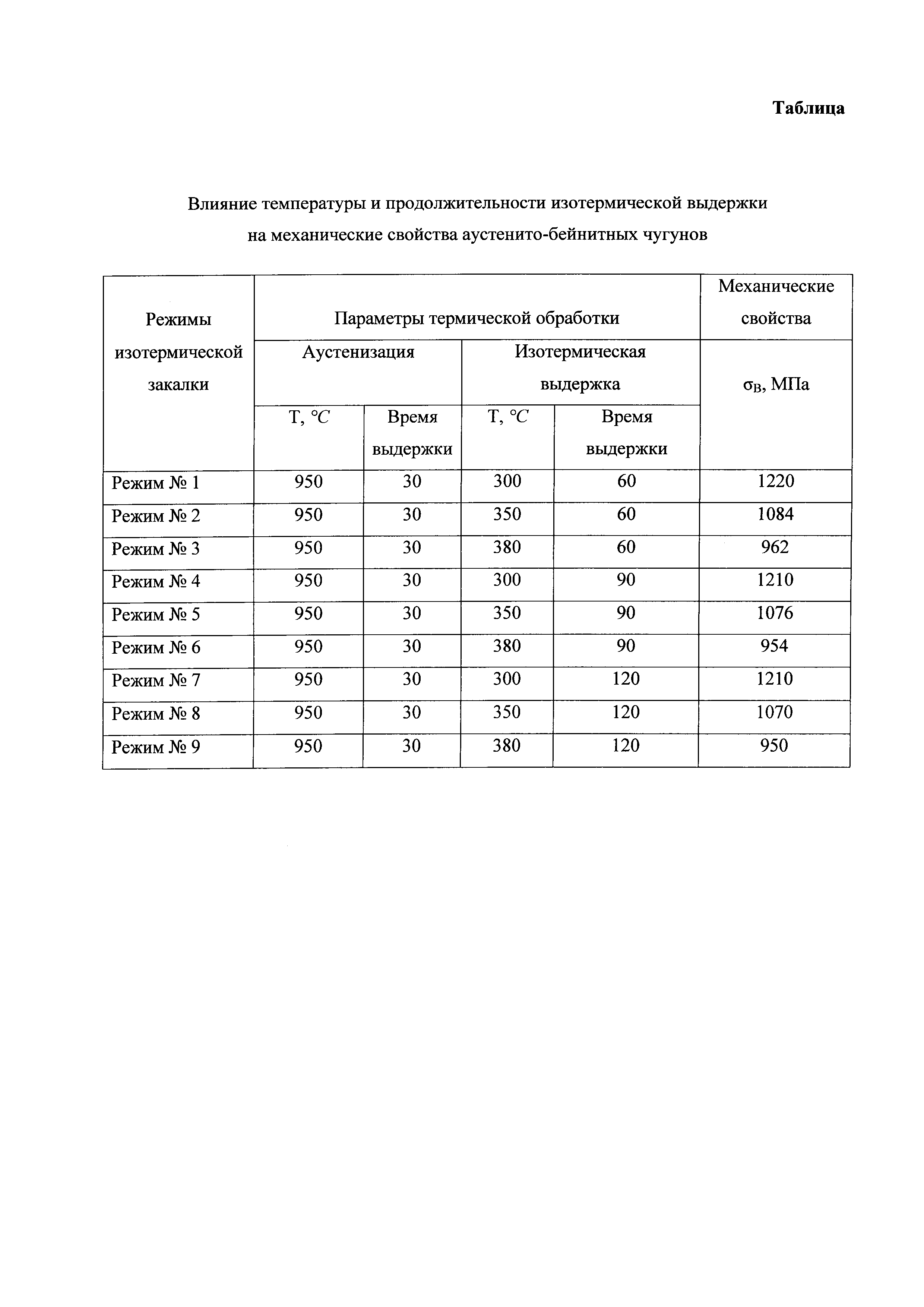
Способ и устройство получения мелкодисперсных аэрозолей с предотвращением засорения форсунок
Струйно-центробежный способ получения потоков крупнозернистых суспензий
Способ и устройство для приготовления многокомпонентной смеси потоков быстрополимеризующихся жидкостей под воздействием атмосферы
Автоматизированный способ и устройство для приготовления изделий из быстрополимеризующихся жидкостей
Способ восстановления рабочей гравюры штампового инструмента
Способ восстановления рабочей гравюры штампового инструмента

