Результат интеллектуальной деятельности: РАДИОПРОЗРАЧНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ ИЗДЕЛИЙ ИЗ КЕРАМИКИ, СИТАЛЛА, СТЕКЛОКЕРАМИКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области производства защитных покрытий для изделий радиотехнического назначения из керамики, ситалла, стеклокерамики и других материалов, работающих в условиях больших силовых и тепловых нагрузок, например, в авиационной и ракетно-космической технике.
Хорошо известно применение неорганических материалов (керамики, ситаллов, стеклокерамики) для изготовления изделий радиотехнического назначения - антенные обтекатели, радиопрозрачные окна, различные вставки в авиации и ракетной технике (Е.И. Суздальцев. Радиопрозрачные высокотермостойкие материалы XXI века. "Огнеупоры и техническая керамика" №3, стр. 42-50, 2002 г.). Недостатком этих материалов и изделий является их хрупкость, сравнительно низкая ударная прочность, а в ряде случаев изделия из этих материалов не выдерживают и резких перепадов температур.
С целью повышения стойкости материалов, изделий при высоких температурах на них наносят защитные неорганические покрытия, которые существенно повышают эксплуатационные свойства изделий (Ф.Я. Бородай, Т.М. Евдокимова. Эффективность применения неорганической теплозащиты ситалла. "Жаропрочные неорганические материалы", стр. 306-312, 1974 г.).
К покрытию предъявляется целый комплекс требований: оно должно иметь низкую теплопроводность, хорошие диэлектрические характеристики в широком интервале температур, более высокую по сравнению с керамическими материалами изделий стойкость к ударным механическим и тепловым нагрузкам, а также хорошую технологичность при нанесении покрытий заданной толщины (от 0,5 до 5,0 мм) на сложнопрофильных изделиях.
Известен состав и способ нанесения покрытия на изделия из высококремнеземистой керамики, содержащий оксид кремния, стеклосвязку на основе SiO2 и добавку в виде порошков тетраборида кремния и оксида железа (авторское свидетельство СССР №1759816, кл. C04B 35/14, 41/87, 1992). Покрытие наносят по керамической технологии из водной суспензии кистью, валиком или пульверизатором, а обжигают при температурах 900-1200°C. Недостатком такого технического решения является сложность нанесения толстых покрытий (более 1,0 мм), высокая температура спекания, которая отрицательно влияет на свойства подложки из ситалла и стеклокерамики и др. Кроме того, наличие в структуре покрытия Fe2O3 ухудшает радиотехнические свойства покрытия.
Известно также, что с целью упрочнения пористого покрытия в керамическую массу покрытия вводят минеральную вату (стекловолокно), а в качестве низкотемпературного отвердителя вводится фосфатная связка (авторское свидетельство СССР №1296554, кл. C04B 38/08, 1987 г.). При этом минеральное волокно измельчалось, гранулировалось и существенного упрочнения не обеспечивало. Кроме того, фосфатное связующее разрушает практически все виды стекловолокнистой компоненты начиная с температуры выше 400°C.
В работе (С.С. Солнцев, В.А. Розененкова, Н.А. Миронова. Термоармирующие покрытия для теплозащитных материалов и квазипластичной керамики. "Стекло и керамика" №4, с. 31-33, 2007) для защиты стекловолокна в материале покрытия рекомендовано нанесение на поверхности волокна керамического термоармирующего покрытия (ТАП) из элементоорганических полимеров. Недостатком такой технологии является необходимость удаления углерода, т.к. углерод, оседая на поверхности пор материала покрытия, ухудшает его диэлектрические характеристики, особенно тангенс угловых потерь (tgδ).
Учитывая сложный комплекс требований к защитному покрытию для хрупких неорганических радиопрозрачных материалов и изделий, включающих упрочнение изделия, теплозащиту материала изделия (подложки), сохранение радиотехнических требований к изделию и высокую технологичность, наиболее перспективными будут покрытия из ударопрочных и радиопрозрачных волокнистых композиционных материалов на основе стеклоткани и огнеупорной связки, нанесенных на наружную или внутреннюю поверхность изделия по стеклопластиковой технологии (А.Г. Ромашин, М.Ю. Русин, Ф.Я. Бородай. Конструкционные керамические и волокнистые материалы на основе кварцевого стекла. "Новые огнеупоры" №10, стр. 13-18, 2004) - прототип. Недостатком прототипа является применение для защитного покрытия органической связки, которая при нагреве разлагается с образованием углерода, что приводит к ухудшению прочностных и радиотехнических характеристик покрытия и изделия.
Задачей настоящего изобретения является повышение огнеупорности, термостойкости, а также улучшение прочностных и диэлектрических свойств радиопрозрачного защитного покрытия и изделий в области температур выше 600°C для изделий из керамики, ситалла, стеклокерамики, других неорганических материалов. Кроме того, технология нанесения покрытия не должна ухудшать физико-технические свойства материала изделия (подложки).
Поставленная задача решается тем, что:
1. Радиопрозрачное защитное покрытие изделий из керамики, ситалла, стеклокерамики, включающее кварцевую стеклоткань, пропитанную высокотемпературным связующим с порошкообразным наполнителем, отличается тем, что покрытие включает кварцевую стеклоткань, аппретированную окислами алюминия и (или) хрома, пропитанную водным раствором связующего, состоящего из хромалюмофосфатной связки, щелочной кремнезоли и порошкообразного наполнителя дисперсностью 0,5-100 мкм из материала изделия при следующем соотношении компонентов, мас. %:
хромалюмофосфатная связка 2-10;
щелочная кремнезоль 35-45;
порошкообразный наполнитель 45-55,
а толщина покрытия составляет 0,5-5,0 мм.
2. Способ получения радиопрозрачного защитного покрытия изделий из керамики, ситалла, стеклокерамики, включающий послойную выкладку на изделие кварцевой стеклоткани, пропитанной высокотермостойким связующим с порошкообразным наполнителем, последующее вакуумирование, прессование и термообработку, отличается тем, что кварцевую стеклоткань предварительно аппретируют по «золь-гель» технологии окислами алюминия и (или) хрома, пропитывают водным раствором связующего из хромалюмофосфатной связки, щелочной кремнезоли и порошкообразного наполнителя дисперсностью 0,5-100 мкм из материала изделия при соотношении компонентов, мас. %:
хромалюмофосфатная связка 2-10;
щелочная кремнезоль 35-45;
порошкообразный наполнитель 45-55,
затем вакуумируют и прессуют при температуре 300-350°C и дополнительно термообрабатывают при температуре 400-600°C в течение 1-2 часов.
3. Радиопрозрачное защитное покрытие изделий из керамики, ситалла, стеклокерамики по пп. 1, 2, отличающееся тем, что водный раствор связующего дополнительно содержит 0,3-3,0% порошка Cr2O3, Al2O3, или SiB4.
4. Способ получения радиопрозрачного защитного покрытия изделий из керамики, ситалла, стеклокерамики по пп. 1, 2, отличается тем, что после термообработки проводят пропитку покрытия 10-30% водным раствором солей хрома, алюминия, сушат и термообрабатывают при температуре 400-600°C в течение 1-3 часов.
Исследованиями авторов установлено следующее.
Наиболее простым и надежным методом получения защитных покрытий требуемой толщины в пределах 0,5-5,0 мм на изделиях, в т.ч. и крупногабаритных из керамики, ситалла, стеклокерамики и других материалов, не теряющих своих свойств при нагреве до 400-600°C, является послойная выкладка на поверхности изделия кварцевой стеклоткани, пропитанной неорганическим фосфатным связующим заданной толщины, вакуумирование, прессование и термообработка до 600°C. С целью защиты кварцевого стекловолокна от разъедания фосфатной связкой кварцевая стеклоткань аппретирована керамическим слоем, полученным методом "золь-гель" технологии из водных растворов солей алюминия, хрома. Оптимальным составом неорганического связующего является: 2-10% хромалюмофосфатной связки (ХАФС), 35-45% щелочной кремнезоли, 45-55% порошкообразного наполнителя дисперсностью 0,5-100 мкм из материала изделия. Дериватографическими исследованиями установлено, что полная поликонденсация фосфатной связки с образованием нерастворимых в воде силикофосфатов завершается при температуре 400-600°C.
Введение порошкообразного наполнителя из материала изделия обеспечивает согласование покрытия и материала изделия по коэффициенту линейного термического расширения, диэлектрическим и др. характеристикам. Для более тонкого регулирования этих свойств, а также увеличения излучательной способности покрытия дополнительно предусматривается введение в состав связующего порошков Cr2O3, Al2O3, SiB4 в количестве 0,3-3,0%.
Введение в состав связующего щелочной кремнезоли вызвано необходимостью нейтрализации кислотности фосфатной связки. Дополнительное модифицирование и упрочнение покрытия можно осуществить путем пропитки изделия 10-30% водным раствором тех же солей хрома, алюминия, последующей сушки и термообработки при температуре 400-600°C в течение 1-2 часов. Если керамическое изделие, на которое наносится покрытие, пористое, при объемной пропитке покрытия и изделия происходит дополнительное упрочнение и материала изделия.
Примеры выполнения предложенного технического решения
Пример 1
Радиопрозрачное защитное покрытие наносили на наружную поверхность профильных конических изделий и плоские образцы из кварцевой керамики "НИАСИТ" ТУ 1-596-195-2009 методом стеклопластиковой технологии. Кварцевую ткань ТС 8/3-К-ТО ТУ 6-48-112-94 аппретировали водорастворимой солью Al(NO3)3·9H2O путем окунания тканых заготовок в 10% водный раствор соли с последующей сушкой при температуре до 100°C. Затем ткань пропитывали фосфатным связующим, состоящим из 2% хромалюмофосфатной связки Фоскон 351 ТУ 2149-150-10964029-01, 45%, кремнезоли К3-ТМ-40 ТУ 2145-008-61801487-2010 и 53% порошкового наполнителя из кварцевого стекла с размером частиц 0,5-100 мкм, полученного методом мокрого помола кварцевого стекла в шаровой мельнице при содержании дистиллированной воды 15-20%. Количество слоев ткани подбирали в зависимости от требуемой толщины покрытия. Для получения покрытия толщиной 1 мм наносили 3 слоя пропитанной ткани ТС 8/3-К-ТО, 2 мм - 6 слоев и т.д. При получении изделий сложного профиля формование покрытия осуществляли вакуумным прессованием с откачкой летучих и воды с нагревом до температуры 350°C выдержке 1 ч, затем изделия термообрабатывали при температуре 600°C в течение 2 ч.
Для увеличения излучательной способности в связующее вводили 0,3% порошка тетраборида кремния SiB4 ТУ 6-09-5166-84 и перемешивали в шаровой мельнице до однородной массы. Получение требуемой консистенции для пропитки ткани регулировали введением дистиллированной воды. Связующее с порошкообразным наполнителем наносили на каждый слой ткани кисточкой, шпателем или специальным приспособлением.
После нанесения и зашкуривания покрытия с целью дополнительного упрочнения покрытия и изделия проводили пропитку 30% водным раствором солей алюминия или хрома с последующей сушкой и термообработкой при температуре 600°C в течение 2 часов.
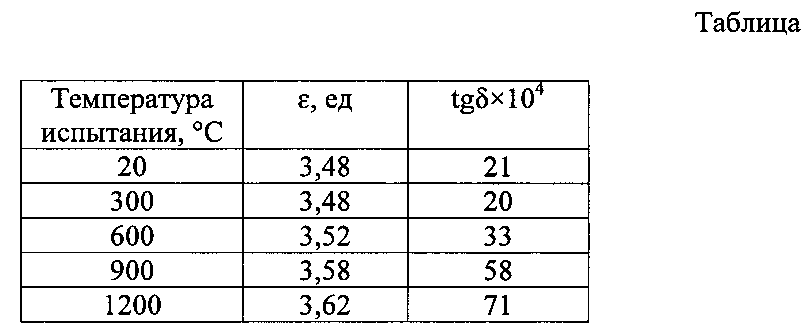
Испытания образцов и изделий из кварцевой керамики с предложенным покрытием толщиной 1-2 мм показали увеличение прочности при изгибе на 50-100%, удельной ударной вязкости в 2-5 раз с сохранением этих характеристик, а также диэлектрических свойств при температуре до 1200°C. В таблице приведены температурные зависимости диэлектрической проницаемости (ε) и тангенса угла диэлектрических потерь (tgδ) образцов кварцевой керамики с разработанным покрытием толщиной 2,0 мм.
Интегральная излучательная способность покрытия в области длин волн 1-20 мкм составляет 96-98%.
Пример 2
Защитное радиопрозрачное покрытие наносили на поверхности стеклокерамических изделий и образцов (ситаллы, стеклокерамика) с целью повышения устойчивости материала и изделий к термоудару при одностороннем нагреве.
На плоские и профильные образцы из сподуменового стеклокерамического материала ОТМ-357 ТУ 1-596-403-2000 наносили покрытия с толщиной слоя 0,5-1,0 мм аналогично примеру 1. В качестве аппрета использовали водорастворимую соль Cr(NO3)3·9H2O ГОСТ 4471-78, а для обеспечения достаточной адгезии покрытия к подложке (изделию) было взято 5% хромалюмофосфатной связки ФОСКОН 351, 45% кремнезоли К3-ТМ-40. Для согласования с материалом изделия по КТР и ε в качестве наполнителя взят измельченный мокрым способом до тонины 0,5-100 мкм сподуменовый ситалл того же состава в количестве 50%, а для увеличения излучательной способности покрытия и дополнительного согласования по ε покрытия и подложки в состав связующего вводили порошок оксида хрома Cr2O3 ТУ 6-09-4272-84 в количестве 3% и электрокорунда 3% ТУ 3988-075-00224450-99 от твердой фазы. Упрочнение покрытия осуществляли пропиткой 20% водным раствором соли хрома, применяемой для аппретирования кварцевой ткани. Термообработку покрытия осуществляли при температуре 500°C в течение 1 часа.
Испытания свойств исходного материала и материала с покрытием толщиной 0,5-1,0 мм показали улучшение (стабилизацию) диэлектрических характеристик при нагреве до 1000°C: Δε20-1000°C≤3% вместо Δε20-900°C≤6%; tgδ≤0,02 при 1000°C вместо tgδ≤0,06 при 700°C. Удельная ударная вязкость находилась в пределах 5-10 кДж/м2 вместо 2,2±0,3 кДж/м2 согласно ТУ на материал ОТМ-357. Образцы и изделия из стеклокерамики ОТМ-357 с предложенным покрытием толщиной 1 мм выдерживают темповый нагрев до 1200°C со скоростью нагрева 120°C/сек и более.
Пример 3
Радиопрозрачное защитное покрытие наносили на внутренней поверхности профильных образцов изделий из нитридкремниевой керамики ОТМ 904 с целью снижения температуры под изделием. В качестве ткани использовалась кварцевая стеклоткань объемного плетения ЦТМЗкв ТУ 6-19-391-88. Аппретирование ткани осуществляли смесью водных растворов солей хрома и алюминия в пропорции 1:1. После сушки при температуре до 100°C ткань пропитывали неорганическим связующим, состоящим из 10% хромалюмофосфатной связки ФОСКОН 351, 40%, кремнезоли КЗ-ТМ-40 (или КЗ-ТМ-30) и 50% порошка Si3N4 ТУ 2УССР 036-48-72. После выкладки ткани производили вакуумирование и контактное прессование при нагреве до температуры 300°C, затем изделие термообрабатывали в течение 3 часов при температуре 400°C. Высокая пористость покрытия на ткани объемного плетения позволила увеличить теплозащитные свойства слоя покрытия. Теплопроводность покрытия находится в пределах 0,4-0,6 Вт/(м·K), что на порядок ниже, чем теплопроводность керамического изделия. Толщина покрытия составляет 4-5 мм.
Разработанное радиопрозрачное защитное покрытие, представленное в примерах 1, 2, 3, прошло также испытание на термоциклирование в интервале температур от -60 до +300°C в количестве 15 циклов и односторонний кинетический нагрев до 1300°C при скорости нагрева до 120°C/сек.
Предложенное покрытие и способ его получения существенно повышает устойчивость керамических и стеклокерамических тонкостенных изделий к силовым и тепловым нагрузкам, обеспечивает сохранение радиотехнических свойств изделий в широком интервале рабочих температур, улучшает теплозащиту изделий и снижает температуру внутри изделия.
Способ изготовления емкостей для термообработки сыпучих материалов
Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления
Способ ультразвуковой обработки изделий из стеклокерамики
Способ изготовления формообразующего пуансона
Способ вакуумноплотной пайки керамики с металлами и неметаллами
Способ статических испытаний керамических обтекателей
Способ определения диэлектрических свойств деструктирующих материалов при нагреве
Способ изготовления гипсовых форм для литья керамических изделий
Катод рентгеновской трубки
Способ соединения керамического изделия с металлическим шпангоутом
Способ изготовления гипсовых форм для литья керамических изделий
Способ получения изделий из стеклокристаллического материала литийалюмосиликатного состава
Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий
Способ механической обработки крупногабаритных керамических изделий конической формы
Способ механической обработки внутренней поверхности керамических изделий
Способ получения олигоорганосилоксанов различного строения
Способ обезгаживания и активирования газопоглотителя в рентгеновской трубке и катод рентгеновской трубки для его осуществления
Вакуумный пост для изготовления электровакуумного прибора

