Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАТРАВОК
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способам литейного производства с кристаллизацией расплава из затравки, и может найти применение для изготовления затравок, используемых для литья монокристаллических изделий, например рабочих лопаток турбин газотурбинных двигателей с заданной кристаллографической ориентацией и повышенными требованиями по ресурсу и рабочей температуре.
Известен способ получения затравок для литья монокристаллических изделий из никелевых жаропрочных сплавов с заданной кристаллографической ориентацией, включающий отливку монокристаллической заготовки затравок с произвольной кристаллографической ориентацией, определение положения плоскости с заданной кристаллографической ориентацией, составляющей максимальный угол с осью заготовки, нанесение на заготовку метки положения этой плоскости на торце заготовки и резку заготовки на затравки под найденным углом с расположением плоскости резания параллельно указанному положению плоскости с заданной кристаллографической ориентацией (см. патент РФ №1822375, кл. B22D 27/04, 1993 г.).
Анализ известного способа показывает, что при его осуществлении перед установкой в литейную форму необходимо наносить метки на поверхность каждой затравки вручную. Поскольку затравка имеет обычно цилиндрическую форму, для указания положения азимута необходимо выполнять дополнительную трудоемкую операцию - маркировать выбранное азимутальное кристаллографическое направление каждой затравки путем нанесения вручную метки (риски) на их поверхность, что при массовом производстве существенно повышает трудоемкость осуществления способа и снижает качество получаемых данным способом отливок вследствие невысокой точности указания азимутального ориентирования положения затравки.
Известен способ получения монокристаллических изделий из никелевых жаропрочных сплавов с заданной кристаллографической ориентацией, включающий отливку монокристаллической заготовки для затравок произвольной кристаллографической ориентации, травление отлитой заготовки для выявления ее макроструктуры, определение ориентации заготовки как угла между ее геометрической осью и нормалью к плоскости выбранной кристаллографической ориентации, резку заготовки на затравки под найденным углом с расположением плоскости реза параллельно плоскости выбранной кристаллографической ориентации, травление торцов затравок для выявления макроструктуры и нанесение на торцы затравок меток, соответствующих кристаллографическим ориентациям, лежащим в плоскости реза.
Для получения изделия полученную приведенным выше способом затравку устанавливают в затравочный карман литейной формы таким образом, чтобы торец затравки был расположен вдоль геометрической оси изделия, а кристаллографическую ориентацию изделия задают совмещением метки заданной кристаллографической ориентации с геометрической осью изделия, после чего осуществляют отливку изделия (см. патент РФ №2492025, кл. B22D 27/04, 2013 г.) - наиболее близкий аналог).
Анализ известного способа показывает, что он также предусматривает маркировку заданного кристаллографического направления в плоскости каждой отдельной затравки вручную с той же низкой точностью нанесения метки, определяющей заданное кристаллографическое направление затравки. Совмещение нанесенной на затравку метки «на глаз» с меткой на поверхности затравочного кармана литейной формы, куда помещают затравку, не гарантирует затравку от азимутальных смещений - поворотов вокруг нормали к плоскости затравки, и во многом зависит от индивидуального мастерства и сноровки оператора (плавильщика). В целом точность установки затравок в затравочный карман литейной формы мала. Это снижает качество получаемых изделий, особенно при их массовом производстве. При установке затравки в форму визуально известным способом опытный плавильщик допускает отклонение от заданного азимута до 5-10°.
Техническим результатом настоящего изобретения является разработка способа изготовления монокристаллических затравок, обеспечивающего повышение точности ориентирования затравок отливок за счет точной установки их в затравочном кармане литейной формы и снижающего трудоемкость изготовления затравок путем исключения ручной операции нанесения метки, обозначающей кристаллографическое направление затравки.
Указанный технический результат достигается тем, что в способе изготовления монокристаллических затравок, включающем литье заготовок затравок цилиндрической формы, резку заготовок на затравки, на поверхности которых имеются метки, соответствующие направлению определенной кристаллографической ориентации, новым является то, что метки выполняют на образующей заготовки в процессе ее литья вдоль оси цилиндра, проводят кристаллографический анализ отлитых заготовок, по результатам анализа отбирают заготовки, у которых положение меток совпадает с заданным азимутальным кристаллографическим направлением структуры заготовки, и осуществляют резку отобранных заготовок на затравки, причем метки выполняют в виде продольных выступов или пазов параллельно оси заготовки.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
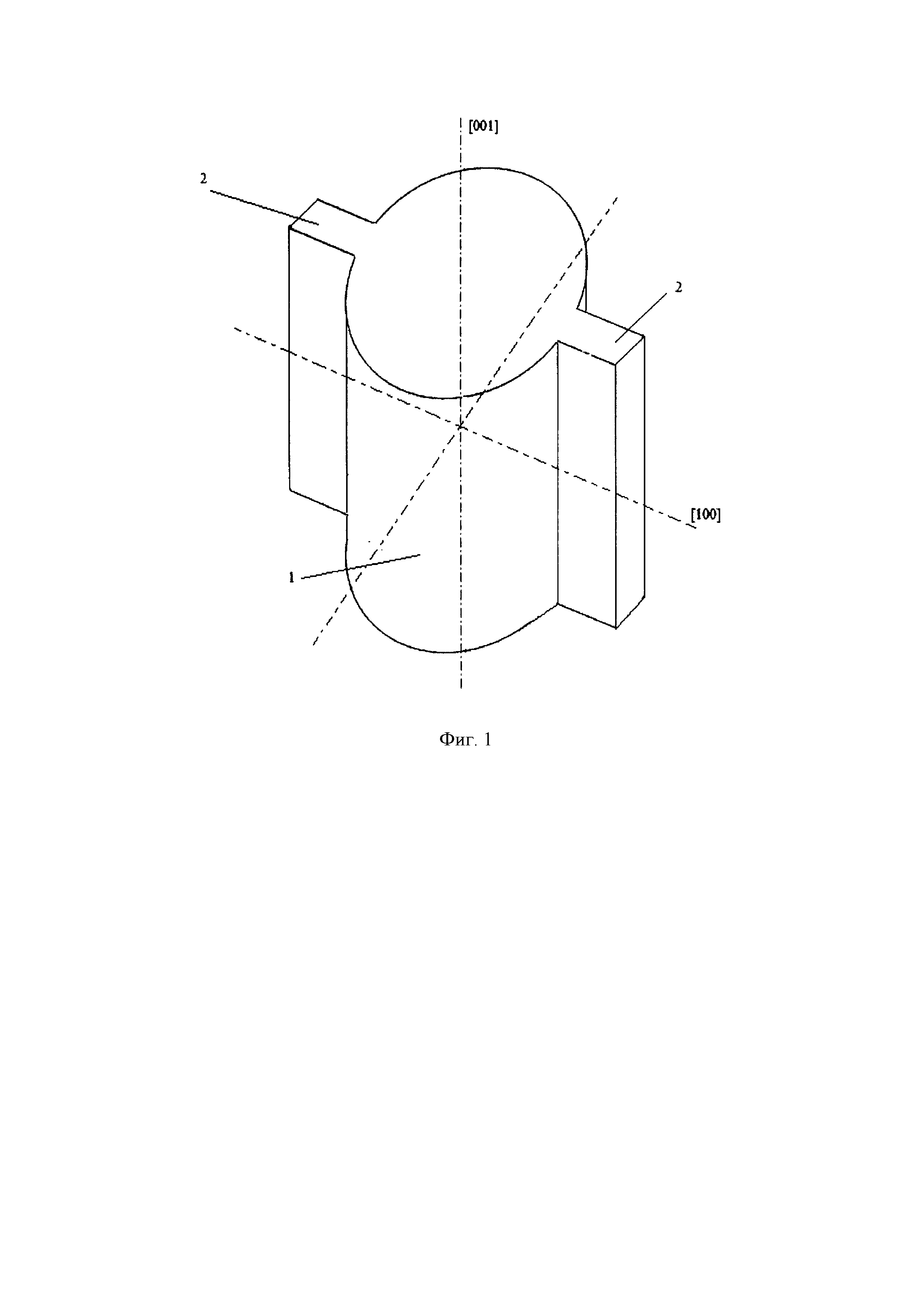
- на фиг. 1 - заготовка для получения затравок, аксонометрическая проекция;
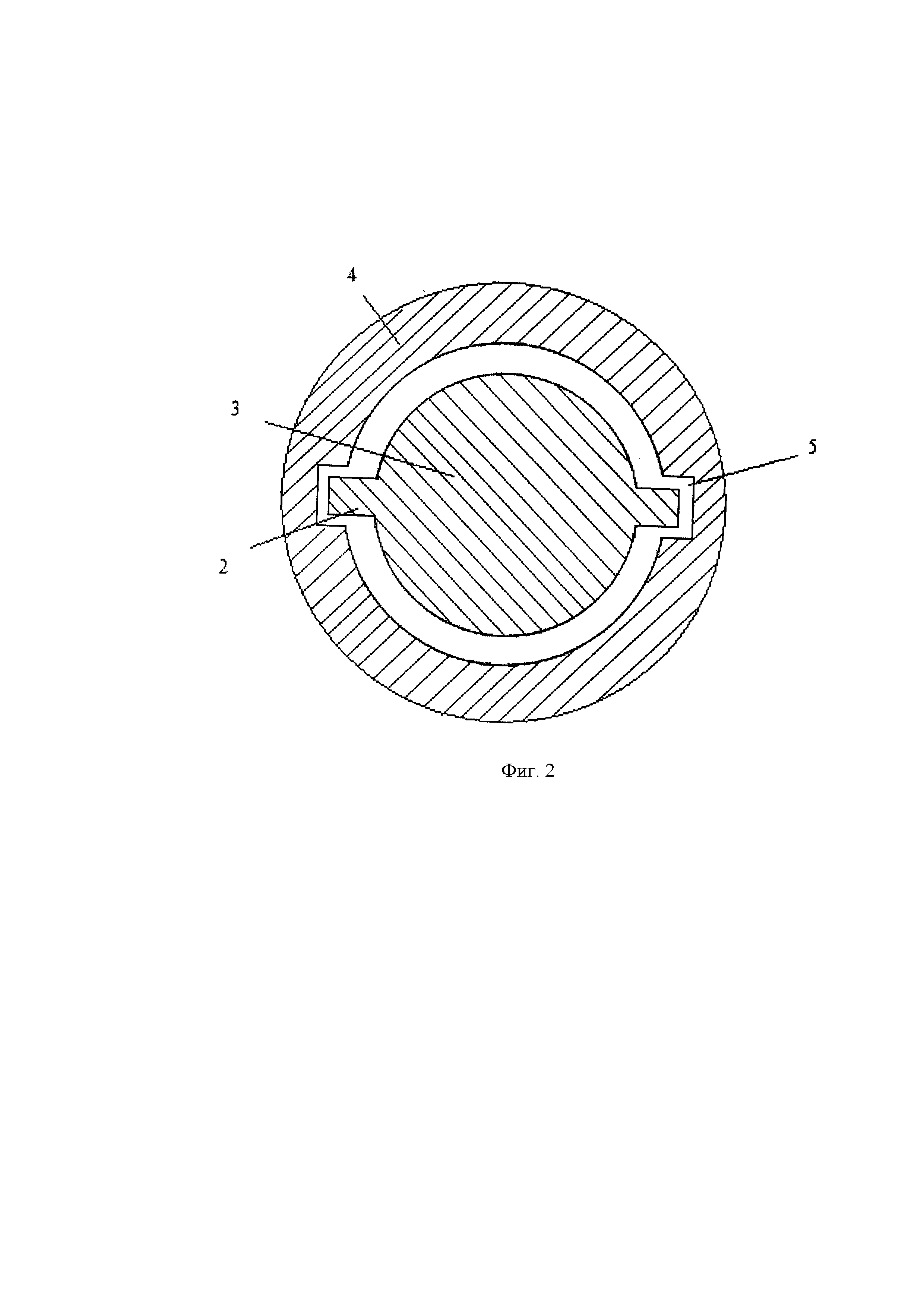
- на фиг. 2 - помещенная в литейную форму затравка, разрез;
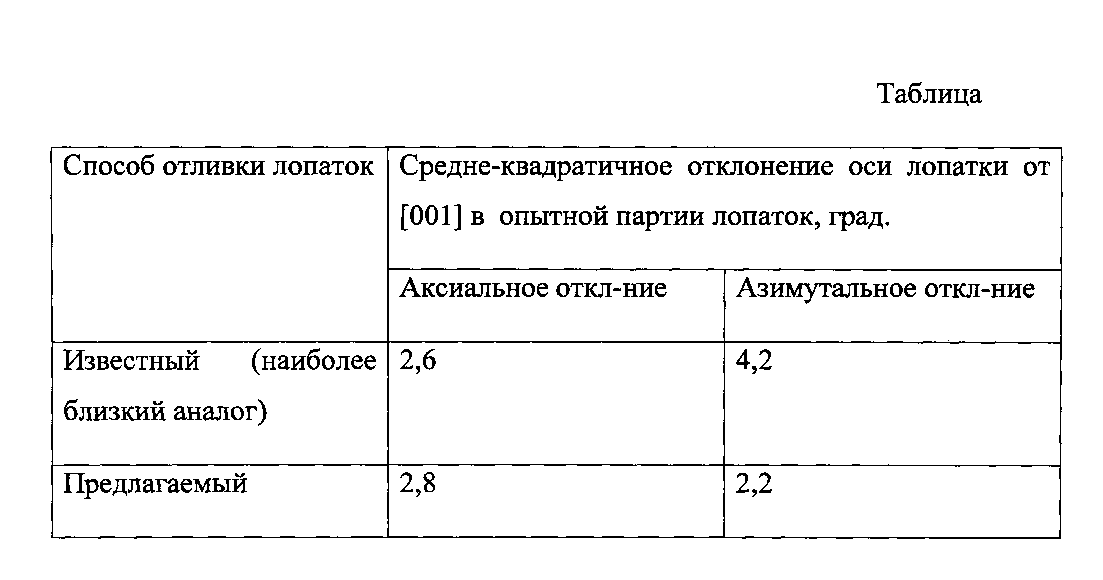
- таблица - точностные параметры ориентации монокристаллических лопаток заявленным способом и способом - наиболее близким аналогом.
Заявленный способ осуществляют следующим образом.
Для реализации заявленного способа отливают партию заготовок 1 для затравок. Получение заготовок для затравок не представляет сложностей для специалистов и осуществляется по известным технологиям с использованием стандартного оборудования. Данные заготовки имеют форму цилиндра с отформованными на ней в процессе литья одной или двумя метками 2. Метка (метки) расположена(ы) на образующей цилиндрической заготовки вдоль ее оси. Метки могут быть конструктивно реализованы на заготовке различным образом, например в виде одного выступа или двух диаметрально расположенных на образующей заготовки продольных выступов 2. Для получения этих выступов в литейной форме заготовок для затравок формируют одну или две расположенные диаметрально канавки и в этих формах отливают цилиндрические стержни затравок с соответствующими выступами, имеющими первоначально случайную азимутальную ориентацию (например, [100] на фиг. 1). Метки могут быть выполнены в виде одного или двух диаметрально расположенных продольных пазов на образующей заготовки для затравок. Данные пазы формируются выступами, которые выполняют на литейной модели.
В дальнейшем описание заявленного способа будет раскрыто для конструкции затравки, у которой метки выполнены в виде двух диаметрально расположенных продольных выступов 2 на образующей заготовки 1. Сущность заявленного способа не меняется при выполнении меток иным описанным выше образом.
При диаметре заготовки и затравок 10 мм и ширине выступов затравки и пазов формы 0,2-0,3 мм точность их азимутального совмещения предлагаемым способом составляет 0,5-1°, что значительно точнее, чем при использовании известного способа - наиболее близкого аналога. В этом состоит преимущество предлагаемого способа в отношении метрологии. Операция установки полученной заявленным способом затравки в затравочный карман значительно более производительна, чем известным.
Далее из партии отлитых стержней 1 отбирают те, у которых заданное кристаллографическое направление, например [100] (фиг. 1), параллельное элементам микроструктуры - дендритам на торцевых поверхностях, параллельно отрезку прямой, проходящей через оба ребра на боковой поверхности. При этом используется ранее установленный факт: дендриты в литой структуре граничат с друг с другом по плоскости (100), а их направление на поперечном срезе совпадает с направлением [100]. При отборе отлитых стержней допускается отклонение от параллельности на 5-10°.
Отбор осуществляют проведением кристаллографического анализа заготовки, который осуществляют известным образом с помощью известных средств, например использованием стандартного рентгеновского или металлографического оборудования. Стержни для затравок, не прошедшие процедуру отбора, направляются на переплавку.
Отобранные описанным выше образом заготовки 1, у которых «носителем» азимутальной ориентации заданного кристаллографического направления являются метки (выступы 2), разрезают (например, алмазным кругом) на затравки 3. Предварительно уточняют аксиальную ориентацию заготовки, устанавливают последнюю в отрезном станке под углом плоскости реза к основанию заготовки, равным измеренному значению аксиального отклонения нормали к искомой кристаллографической плоскости от оси заготовки, и далее выполняют операции резки.
Полученные затравки готовы к использованию.
Предложенный способ исключает ручные операции выполнения меток. Они формируются на заготовке в процессе ее отливки.
Отбор заготовок, у которых заданное кристаллографическое направление совпадает с направлением выступов (меток), производится на стандартном оборудовании, что позволяет произвести практически полную отбраковку некондиционных заготовок с высокой производительностью и точностью.
Для отливки изделий, например рабочих лопаток турбин газотурбинного двигателя, полученную заявленным способом затравку 3 помещают в затравочный карман литейной формы 4. В затравочном кармане литейной формы выполнены метки 5 (фиг. 2), например риски, полоски краски, пазы. Метки 5 выполнены ориентированными относительно азимутальной ориентации монокристаллического изделия, например, при изготовлении рабочих лопаток турбин газотурбинных двигателей - относительно длинной стороны замка лопатки или в направлении оси двигателя. Оптимальное азимутальное положение меток литейной формы определяется предварительными исследованиями или расчетным путем.
Необходимая азимутальная и аксиальная ориентация затравок в затравочном кармане литейной формы, в основном, зависит от конструкции изделия и довольно подробно описана в технической литературе (см., например, Шалин Р.Е., Светлов И.Л., Толораия В.Н. и др. Монокристаллы никелевых жаропрочных сплавов. М., Наука, 1997 г.).
Наличие меток в виде выступов или пазов на боковой поверхности заготовки для затравок 1 и последующее размещение полученных из нее затравок с ответными метками - пазами или выступами затравочного кармана литейной формы - обеспечивает устойчивую азимутальную ориентацию полученных в ней отливок. При этом гарантируется единый азимут всех затравок, полученных из данной заготовки, что способствует повышению качества изделий, а также обеспечивает получение изделий с практически одинаковыми техническими характеристиками. При этом отпадает необходимость в азимутальной разметке торцевых поверхностей каждой затравки, что заметно снижает трудоемкость контроля и последующего их монтажа в литейной форме.
Сущность заявленного способа будет более понятна из приведенного ниже примера его реализации при изготовлении затравок для литья монокристаллических рабочих лопаток турбин газотурбинных двигателей с заданной кристаллографической ориентацией.
Для реализации заявленного способа из сплава Ni+30% W отливали 24 заготовки (две формы по 12 штук в каждой) для затравок, имеющих цилиндрическую форму длиной 150 мм диаметром 10 мм. На заготовках метки формировали в виде двух продольных диаметрально расположенных выступов, параллельных оси цилиндра. Ось заготовки параллельна кристаллографическому направлению [001].
Далее металлографически с использованием микроскопа при увеличении × 24 отобрали заготовки, у которых кристаллографическое направление [100] - направление длинной оси дендритов на поперечном срезе совпадает с направлением выступов. Из 24 отлитых заготовок отобраны 2 отливки с отклонением азимутального направления не более 1,5°.
Отобранные кондиционные заготовки разрезали на затравки абразивным диском на отрезном станке, устанавливая заготовку в суппорте станка под углом к ее оси, равным ранее измеренному углу отклонения оси от [001]. После резки затравки травили в смеси плавиковой и азотной кислот. Затем проверяли ориентацию полученных затравок на рентгеновском дифрактометре ДРОН-3м с точностью 0,1°. Всего из двух заготовок получено 40 затравок с заданным азимутом.
Для отливки лопаток полученные затравки помещали в затравочный карман литейной формы лопатки, совмещая выступы затравки с пазами в затравочном кармане, что автоматически обеспечило заданное азимутальное положение затравки в затравочном кармане. Отливку лопаток проводили по традиционно используемой технологии отливки.
В результате было отлито 24 лопатки, их кристаллографическая ориентация определена на автоматизированном дифрактометре ДРОН-3м при съемке рентгеновских линий (004) - аксиальное отклонение от [001] и (024) - азимутальное отклонение заданного направления от [100].
Результаты контроля лопаток представлены в таблице.
Из приведенной таблицы очевидно почти двукратное повышение точности азимутального ориентирования при использовании разработанного способа по сравнению с известным.
Способ радиационной дефектоскопии
Радионуклидный источник излучения для радиационной гамма-дефектоскопии
Способ производства пеноматериалов и конвейерная линия для его осуществления
Способ получения жаростойкого покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Шихта для керамического материала
Состав для получения карбидного барьерного покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической структурами
Способ черновой обработки деталей в виде тел вращения
Способ отладки ограничителя температуры газа за турбиной газотурбинного двигателя
Способ ремонта механизма управления направляющим аппаратом компрессора двухконтурного газотурбинного двигателя
Способ радиационной дефектоскопии
Радионуклидный источник излучения для радиационной гамма-дефектоскопии
Способ производства пеноматериалов и конвейерная линия для его осуществления
Способ получения жаростойкого покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Шихта для керамического материала
Состав для получения карбидного барьерного покрытия на детали из безуглеродистого жаропрочного никелевого сплава
Способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической структурами
Способ черновой обработки деталей в виде тел вращения
Способ отладки ограничителя температуры газа за турбиной газотурбинного двигателя
Способ ремонта механизма управления направляющим аппаратом компрессора двухконтурного газотурбинного двигателя

