Результат интеллектуальной деятельности: СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА С ОБОЛОЧКОЙ ИЗ ВЫСОКОХРОМИСТОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к атомной энергетике и может быть использовано для изготовления тепловыделяющих элементов (твэлов) энергетических реакторов.
Известен способ герметизации тепловыделяющих элементов, при котором сварка осуществляется путем оплавления торца оболочки совместно с заглушкой неплавящимся электродом в среде защитных газов (патент США №3045108).
Недостатком данного способа является то, что дуга зажигается путем контакта электрода на цилиндрический выступ заглушки, при этом в сварочную ванну попадают включения вольфрама, что может снижать прочность и, соответственно, качество сварного соединения.
Известен также способ герметизации твэлов методом сварки плавлением, при котором к оболочке из нержавеющей стали марки 1X18H10T с одного конца приваривают заглушку из того же материала, что и оболочка твэла, проводят снаряжение топливом, после чего к другому концу оболочки приваривают вторую заглушку, тем самым герметизируют твэл с топливом (в книге: авторы А.Г. Самойлов, B.C. Волков, М.И. Солонин "Тепловыделяющие элементы ядерных реакторов", М., Атомэнергоиздат, 1996 г., аналог). В этом способе представлены все основные технологические операции, необходимые для герметизации твэлов, при этом используют осциллятор для зажигания дуги.
В последние годы при изготовлении твэлов для реакторов на быстрых нейтронах в связи с повышением требований обеспечения их эксплуатационных характеристик (доза облучения, коррозионно-эррозионное воздействие теплоносителя и его температура) в качестве материала оболочки твэлов используют высокохромистые стали ферритно-мартенситного класса следующих марок: ЭИ-852, ЭП-823, ЭП-900.
Наиболее близким является способ герметизации твэлов с оболочкой из высокохромистой стали, при котором с одного конца оболочки приваривают заглушку из того же материала, что и оболочка твэла, проводят снаряжение топливом, а затем к другому концу оболочки приваривают вторую заглушку, образуя узел сварного соединения, после чего проводят отпуск сварных швов для устранения в них закалочных структур (в книге "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под редакцией Ф.Г. Решетникова кн. 2, Энергоатомиздат, 1995 г., прототип).
Основным недостатком способа сварки сталей этого класса является склонность их к образованию закалочных структур и холодных трещин, возникающих через определенное время после проведения процесса сварки.
Недостатком способа является то, что для получения качественных сварных соединений данного типа сталей необходима дополнительная операция, а именно отпуск сварных швов, который проводят при температуре 740-760°C в течение 20-30 мин, с минимально возможным временем между операциями сварки и последующего отпуска. Проведение операции послесварочного отпуска требует определенных затрат и усложняет технологию изготовления тепловыделяющего элемента, особенно при отпуске сварного шва, герметизирующего твэл сварного шва после снаряжения его топливом.
Техническим результатом является повышение надежности герметизации тепловыделяющих элементов ядерного реактора с оболочками из высокохромистых сталей за счет получения качественного сварного соединения оболочки с заглушкой без последующей термической обработки сварного шва, что упрощает технологический процесс его изготовления.
Технический результат достигается в способе герметизации тепловыделяющих элементов ядерного реактора, включающем сварку одного конца оболочки с заглушкой, выполненных из высокохромистой стали, снаряжение тепловыделяющего элемента топливом, приварку к другому концу оболочки второй заглушки, отличающемся тем, что используют моделирование процесса сварки на геометрической плоской модели узла сварного соединения, с помощью компьютера рассчитывают площади каждого из соединяемых материалов в металле шва до и после сварки, изменяя при этом геометрические размеры толщины оболочки, ширины буртика заглушки и глубины проплавления при различных режимах сварки, с последующим исследованием металла шва путем структурного анализа, и, исходя из рассчитанной площади соединяемых материалов, определяют необходимое соотношение объемов материалов оболочки и заглушки для формирования в металле шва ферритной фазы
 ,
,
где: V1 - объем материала ферритного класса;
V2 - объем материала ферритно-мартенситного класса.
Используют оболочку из ферритно-мартенситной стали и заглушку из ферритной стали.
Аргонодуговую сварку осуществляют при токе 14-20 A, скорости 12-15 м/час, напряжении дуги 9-10 B и расходе аргона 7-8 л/мин.
Соотношение объемов материалов ферритного класса к ферритно-мартенситному классу в металле сварного шва, составляющее ≥ 0,18, обосновывается тем, что выше или равно этому значению в литой зоне шва образуется ферритная фаза, не склонная к образованию холодных трещин и не требующая отпуска сварного соединения; если меньше, то необходимая ферритная фаза не образуется, что приводит к необходимости термической обработки металла шва сварного соединения.
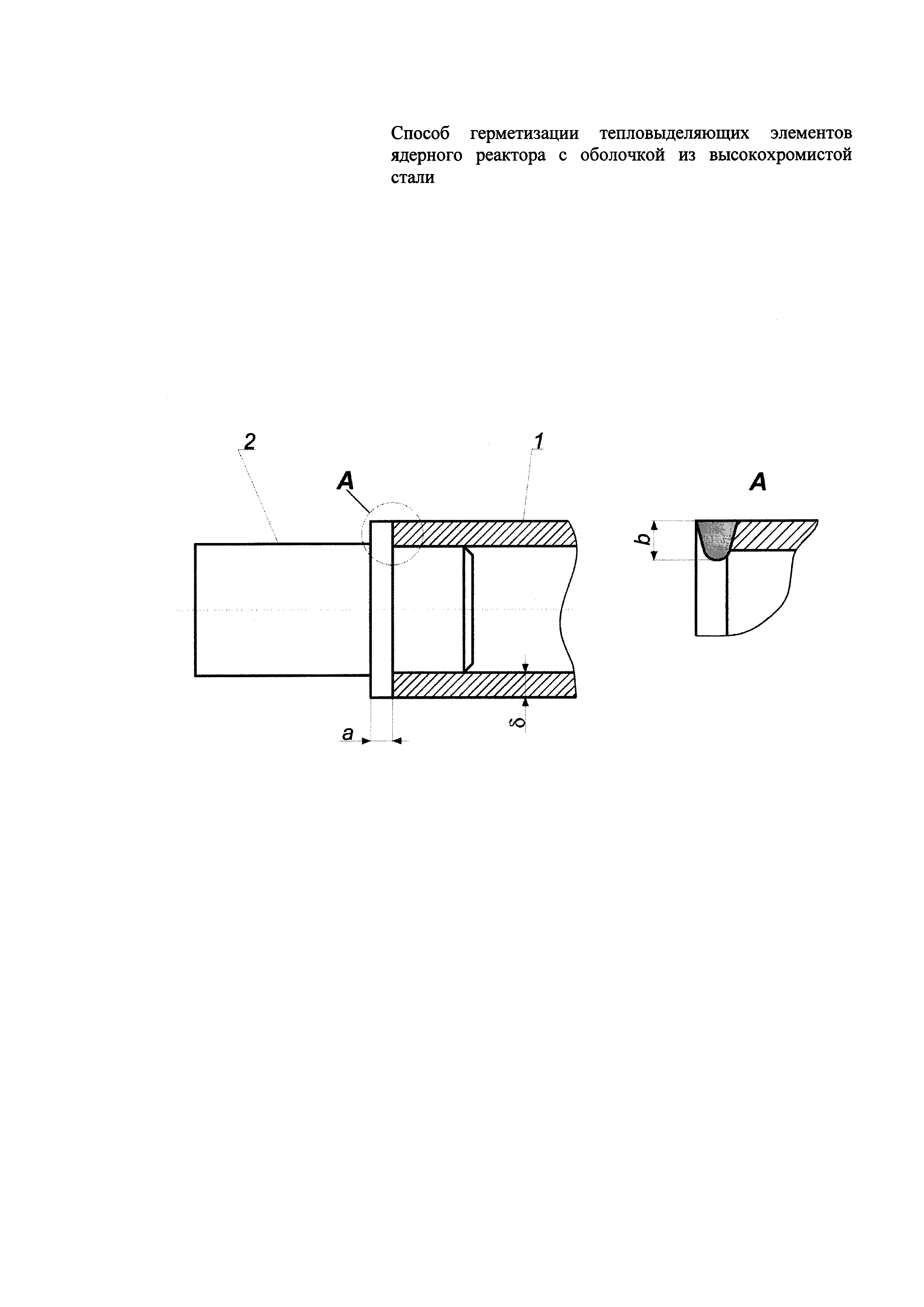
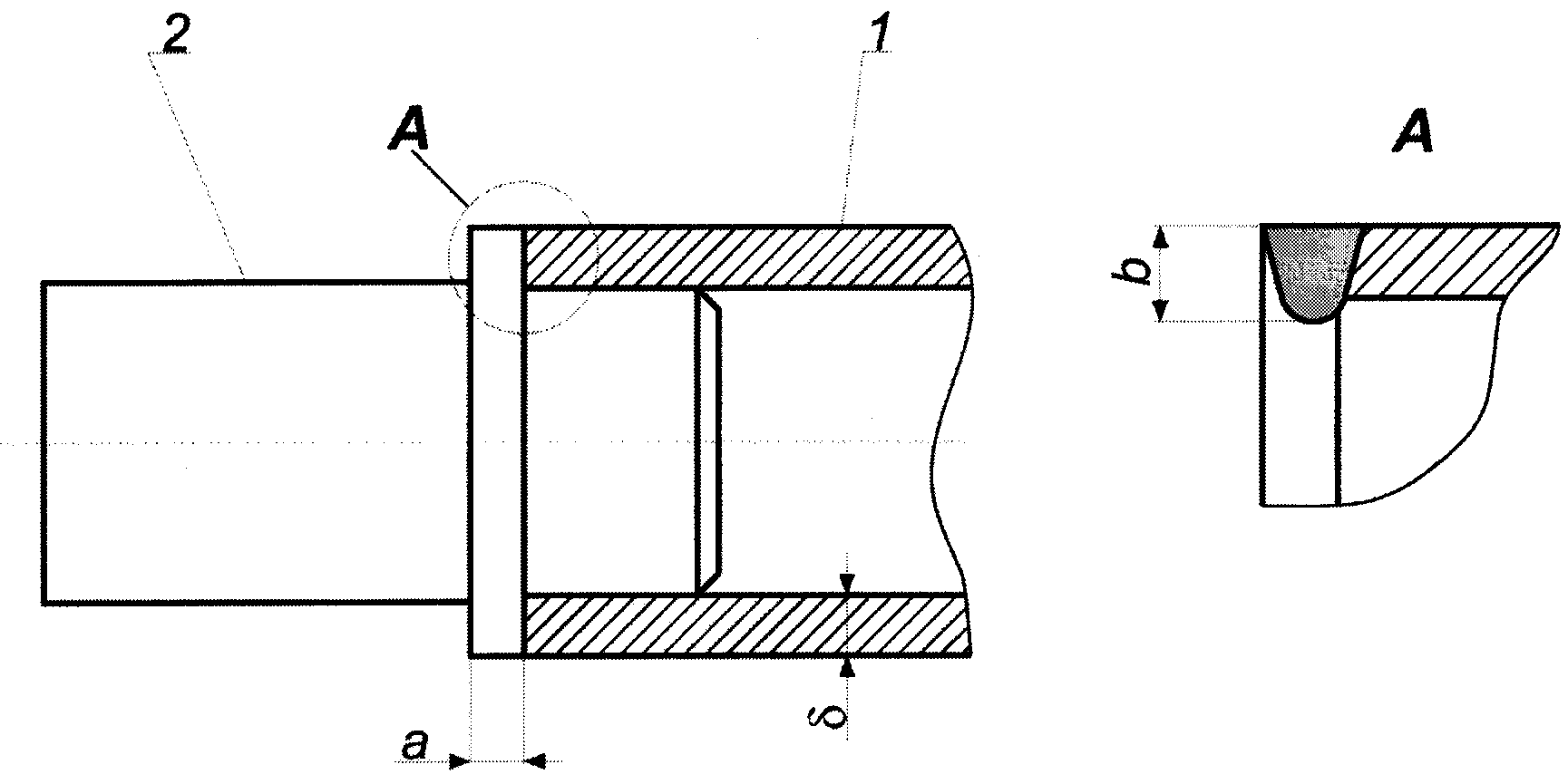
На чертеже представлена конструкция узла сварного соединения, которая включает в себя оболочку 1 из стали ферритно-мартенситного класса и заглушку 2 из стали ферритного класса.
Пример выполнения.
Способ герметизации тепловыделяющих элементов ядерного реактора включает сварку одного конца оболочки с заглушкой, выполненных из высокохромистой стали, снаряжение тепловыделяющего элемента топливом, приварку к другому концу оболочки второй заглушки.
Моделирование процесса сварки при различных технологических параметрах: ширине буртика а, толщине оболочки δ и заданной глубине проплавления b, проводилось на геометрической плоской модели узла сварного соединения до и после сварки, с дальнейшим определением методом структурного анализа получаемых в сварных соединениях фаз, что позволило произвести расчет соотношения площадей сталей различного класса, участвующих в образовании металла шва, для получения в ней ферритной фазы.
Определение площади материалов различного класса осуществлялось на шлифах сварных соединений с учетом их доли в образовавшемся металле шва, которое проводилось с помощью компьютерной программы JpSquare (LProSoft), а образовавшаяся в металле шва фаза определялась путем структурного анализа. Объем образовавшейся в металле шва фазы пропорционален его площади на геометрической плоской модели узла сварного соединения. Исходя из рассчитанной площади соединяемых материалов определяют необходимое соотношение объемов материалов оболочки и заглушки для формирования в металле шва ферритной фазы
,
где: V1 - объем материала ферритного класса;
V2 - объем материала ферритно-мартенситного класса.
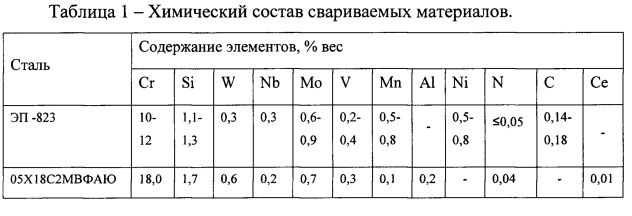
Способ герметизации осуществляли методом аргонодуговой сварки с использованием оболочки из стали ферритно-мартенситного класса марки ЭП-823 ⌀ 9,3 мм с толщиной стенки 0,5 мм.
В качестве материала заглушки применялась сталь ферритного класса 05Х18С2ВФАЮ, ширина буртика в заглушке составляла 0,8 мм, его диаметр соответствовал диаметру оболочки (см. чертеж).
Химический состав используемых при сварке сталей представлен в таблице 1.
Механические свойства применяемых сталей представлены в таблице 2.
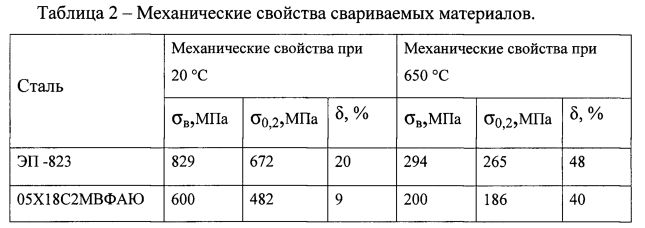
Проведенные испытания стали 05Х18С2МВФАЮ показали, что она обладает достаточно высокими механическими свойствами, а также является перспективной с точки зрения коррозионной стойкости в свинцовом теплоносителе (Патент 2238345 РФ "Сталь для элементов активной зоны атомных реакторов со свинцовым теплоносителем" / Велюханов В.П., Зеленский Г.К., Иолтуховский А.Г., Леонтьева-Смирнова М.В., Митин B.C., Соколов Н.Б., Русанов А.Е., Троянов В.М.; заявитель и патентообладатель Российская Федерация в лице Федерального агентства по атомной энергии, ОАО «ВНИИНМ»; опубл. 20.10.2004.)
Режим сварки оболочки из стали ЭП-823 с заглушкой из стали 05Х18С2 ВФАЮ:
|
По разработанной технологии изготовлены имитаторы твэлов.
Проведенные металлографические исследования сварных соединений по выбранным режимам сварки показали, что соотношения объема ферритной фазы к объему ферритно-мартенситной фазы составляет от 0,46 до 0,51.
Испытания на механическую прочность показали, что разрыв образцов происходит по оболочке имитаторов твэлов. Предел прочности по оболочке составляет 818 МПа.
Проведены коррозионные испытания сварных соединений в свинцовом теплоносителе в течение 4000 часов. Установлено, что коррозионная стойкость сварных соединений сохраняется на уровне коррозионной стойкости оболочки твэла.
Проведенные испытания сварных соединений на герметичность гелиевым течеискателем масс-спектроскопическим методом при комнатной температуре показали, что все швы герметичны.
Использование предлагаемого способа герметизации твэлов с оболочкой из высокохромистой стали позволит повысить качество сварного соединения оболочки с заглушкой и значительно упростить технологию их герметизации.

Устройство для крепления модуля бланкета на вакуумном корпусе термоядерного реактора
Ядерный реактор на быстрых нейтронах с тяжелым жидкометаллическим теплоносителем
Способ радиолокации с изменением несущей частоты от импульса к импульсу
Способ прецизионных измерений амплитуды гармонических колебаний сверхнизких и звуковых частот при сильной зашумленности сигнала
Фазовращатель
Коллиматор нейтронов
Система встроенного контроля бортового ретранслятора
Регулятор массового расхода воздуха
Интерактивный веб-тренажер обучения
Угловой патрубок электрического соединителя кабеля
Материал датчика для эпр дозиметрии ионизирующих излучений
Установка для переработки шлакового расплава и способ переработки шлакового расплава в этой установке
Способ изготовления дистанционирующих решеток для тепловыделяющей сборки ядерного реактора

