Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ КЕРАМОМАТРИЧНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к способам получения композиционных материалов, а именно многофункциональных композиционных материалов с керамической матрицей из карбонитрида кремния, сформированной на основе пористого армирующего каркаса, выполненного изуглеродных тканей или волокон в виде нитей, пучков или слоистых филаментов непрерывной или дискретной структуры, а также к процессам, различное сочетание и последовательность реализации которых при соответствующих режимах технологических воздействий обеспечивает повышение экологической безопасности и технико-экономической эффективности реализации способа.
Предлагаемые композиционные материалы предназначены для применения в силовых теплонагруженных деталях летательных аппаратов, камерах сгорания изделий и оборудования ракетной, авиационной техники, внешних поверхностях многоразовых космических аппаратов, а также для изготовления деталей и сборочных единиц оборудования энергетической, электронной, нефтяной и других отраслей промышленности, работающих при повышенных температурах в химически активных средах.
В настоящее время известны различные способы получения керамоматричных композиционных материалов (ККМ). Наибольшее распространение в России и за рубежом получили жидкофазные технологии силицирования из расплава кремния углерод - углеродных композиционных материалов и технологии химического осаждения газовой фазы (ХОГФ), где основным реагентом для получения карбидокремниевой матрицы является метилтрихлорсилан (CH3SiCl3). [Lacombe A., Bonnet С. Ceramic Matrix Composites, key materials for future space plane technologies // 2-nd Inter. AerospacePlanesConf. (Orlando, Oct. 29-31). 1990. - P. 1-14].
К недостаткам способа получения карбидокремниевой матрицы из метилтрихлорсилана (МТС) следует отнести применение в процессе ХОГФ летучих взрывоопасных, коррозионноактивных, ядовитых исходных компонентов (МТС и метана) и, как следствие, образование побочных экологически опасных хлорсодержащих продуктов (HCl, SiHCl3, SiCl4 и др.). Это вызывает необходимость соблюдения специальных мер безопасности при утилизации не прореагировавшего исходного реагента и отходов технологического процесса, применения в оборудовании специальных высокотемпературных коррозионностойких материалов и мер по их защите, повышенной квалификации и дополнительной защиты персонала, что требует существенных материальных и энергетических затрат на их реализацию.
Кроме этого, процесс разложения МТС или смеси МТС и метана протекает с образованием примесей из углерода и кремния, что ухудшает прочностные и окислительные свойства ККМ. Процессы получения композиционных материалов с карбидокремниевой матрицей из газовой фазы других хлорсиланов или хлорида кремния SiCl4 характеризуется теми же недостатками, что и процесс осаждения из МТС.
Известен разработанный в России, экологически безопасный способ осаждения карбида кремния в пористые тела из газовой фазы, содержащей монометилсилан (CH3SiH3). Способ обеспечивает получение композиционных материалов однородных по составу и физико-механическим характеристикам, позволяет снизить температуру и упростить аппаратурное оформление процесса ХОГФ. [Тимофеев А.Н., Богачев Е.А., Габов А.В., Абызов A.M., Смирнов Е.П., Персии М.И. Способ получения композиционного материала. Патент РФ №2130509, приоритет от 26.01.1998 г.].
Повышенную стойкость к термоциклическим нагрузкам среди керамоматричных композиционных материалов имеют материалы с матрицей из карбонитрида кремния. Это обусловлено сочетанием двух факторов: во-первых, карбонитрид кремния по критерию Кинджери (в зарубежной литературе «FOM-FigureofMerit») имеет значительно (от 3 до 10 раз) более высокую стойкость к термоудару, что позволяет ему в меньшей степени накапливать дефекты при каждом цикле «нагрев-охлаждение»; во-вторых, карбонитрид кремния, химически осажденный из газовой фазы, не претерпевает фазовых превращений до температур не менее 1400°C, что так же позволяет карбонитридокремниевой матрице не приобретать новых микродефектов в процессе эксплуатации. [Riedel R. Handbook of ceramic hard materials. Hoboken (NJ): WILEY-VCH, 2000. Vol. 2. 476 p., Lee J.Y.. Fabrication of SiCN thin film on substrate and measurement of sheetresistive // University of Colorado at Boulder. URL: www.colorado.edu/engineering/MCEN/MCEN5208/lit_lee.pdf (дата обращения: 01.12.2008)].
Общим недостатком реализации процесса ХОГФ является продолжительное время формирования керамических матриц, составляющее, как правило, от 600 до 1200 часов при низком коэффициенте использования предкерамических газообразных соединений (не более 10%).
Для сокращения технологического времени применяют нестационарное тепловое поле, локализуя зону химической реакции, или увеличивают подачу реагентов. Такие подходы снижают экономическую эффективность технологического процесса и усложняют конструктивное исполнение технологического оборудования.
Известен импульсный метод подачи газовой смеси в химический реактор. Метод отличает существенно более высокий выход керамической фазы из исходного прекурсора, но при этом значительно, более чем в два раза, увеличивается длительность технологического процесса химического осаждения. [Naslain RR; Pailler R; Bourrat X. et al. Synthesis of highly tailored ceramic matrix composites by pressure-pulsed CVI. // Solid State Ionics, 2001. - Vol. 141. - P. 541-548].
Последние два десятилетия активно развиваются жидкофазные методы формирования керамических матриц из предкерамических полимеров, которые отличаются более высокой экономичностью и скоростью формирования матричного материала по сравнению с процессами ХОГФ.
В патенте ЕР №1063210 В1 (опубликован 15.10.2003 г.) предложен способ производства ККМ, включающий в себя процесс формирования тканей из неорганических волокон, обработку поверхности волокон, обеспечивающий формирование слоя покрытия на поверхности указанных тканей, а также получение матрицы, сформированной на их основе. Указанный процесс формирования матрицы состоит из этапа полимерной сшивки для образования сополимера, состоящего из поликарбосилана (ПКС) и полиметилсилана (ПМС). Они сшиваются вместе путем выдержки смеси органических полимеров в течение заданного времени при температуре от 573 К до 723 К, которая ниже чем температура пиролиза обоих полимеров. Далее реализуют процесс пропитки полимером для введения смеси сополимера внутрь материала, затем следует стадия пиролиза в инертной атмосфере для завершения предшествующих процессов.
К основным недостаткам предложенных способов следует отнести то, что получаемые керамоматричные композиционные материалы имеют матрицу из карбида кремния, характеризуются более низкими физико-механическими характеристиками и окислительной стойкостью по сравнению с материалами, матрица которых получена в процессе ХОГФ. [Colombo, P., Mera, G., Riedel, R. and  , G. D. (2013) Polymer-Derived Ceramics: 40 Years of Research and Innovation in Advanced Ceramics, in Ceramics Science and Technology Volume 4: Applications (eds R. Riedel and I.-W. Chen), Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany].
, G. D. (2013) Polymer-Derived Ceramics: 40 Years of Research and Innovation in Advanced Ceramics, in Ceramics Science and Technology Volume 4: Applications (eds R. Riedel and I.-W. Chen), Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany].
В патенте США №7012035 (опубликован 14.03.2006 г.) раскрыт способ получения материала из волокнистого керамического композита, выполненного из: а) плотной ткани или пучка трехмерных ориентированных волокон с высокой термической проводимостью, б) кристаллической матрицы β-карбида кремния, который получен в процессе химического осаждения из газовой фазы на волокна; в) матричный компонент β-карбида кремния в процессе пропитки и пиролиза накапливается в порах тканевой структуры; г) будущий компонент β-карбида кремния получают в процессе химического осаждения в порах и трещинах материала, полученного в предшествующем процессе пиролиза.
Основными отличиями и недостатками указанного способа являются применение высокотеплопроводных волокон, которые отличаются пониженными физико-механическими свойствами и тем, что матрица композиционного материала состоит только из карбида кремния. В результате получают материал, имеющий низкую прочность при растяжении, низкую стойкость к ударным механическим и тепловым нагрузкам, что ограничивает его использование в деталях газотурбинных, ракетных двигателей, на внешних поверхностях многоразовых космических аппаратов, деталях химической аппаратуры.
Наиболее близким аналогом первого варианта заявленного способа является способ получения керамоматричных композиционных материалов (US 5459114, кл. С04В 35/58, опубл. 17.10.1995 г.), в котором в объеме пористого армирующего каркаса, выполненного из углеродной ткани, формируют керамическую матрицу из карбонитрида кремния путем химического осаждения из газовой фазы с последующей многократной (2 раза и более) пропиткой полимером (полисилазаном) с полимеризацией и пиролизом (ППП).
Однако предложенный способ имеет следующие существенные недостатки. При реализации указанного способа используются известные сочетания и последовательности проведения технологических воздействий. В описании способа и в примерах его реализации не содержится сведений о параметрах: начальной плотности каркаса, объемного содержания армирующего наполнителя в зависимости от стадии насыщения и т.п., и режимах проведения процессов. В связи с этим весьма затруднительно прогнозировать технико-эксплуатационные характеристики получаемых композиционных материалов и, соответственно, функциональное назначение изделий и область их применения.
Наиболее близким аналогом второго варианта заявленного способа является способ получения высоконаполненного керамоматричного композиционного материала по патентному документу США №2011/0071014 А1 (опубликован 24.03.2011 г.), включающий в себя: образование заготовки матрицы из неоксидной керамики и непрерывных керамических волокон с внешним покрытием; частичное насыщение заготовки полимером в процессе пропитки с последующей полимеризацией и пиролизом (ППП); донасыщение заготовки химическим осаждением из газовой фазы (ХОГФ) до плотности не менее 95% от теоретической. При этом безоксидная керамика выбирается из группы, состоящей из карбидкремниевой, нитридкремниевой, карбонитридкремниевой керамики или их смеси. Заготовка композита пропитывается смолой с последующим ее разложением до тех пор, пока не образуется композит необходимой плотности, преформа насыщается из газовой фазы для повышения плотности и снижения пористости керамоматричного композиционного материала с конечной плотностью не менее 90% от теоретической.
Однако в предложенном способе имеются следующие существенные недостатки, среди которых низкая экологическая безопасность процессов получения матричного материала в связи с использованием в процессе химического осаждения из газовой фазы в качестве предкерамического прекурсора хлорсодержащего газа - метилтрихлорсилана (CH3SiCl3). В результате разложения данного газа происходит реакция с образованием соляной кислоты (HCl), которая имеет третью степень опасности. Кроме того, предложенный способ предполагает использование армирующего каркаса из карбидокремниевых волокон, отличающихся пониженными по сравнению с углеродным волокном физико-механическими характеристиками, предлагается только одна комбинация процессов ХОГФ и ППП создания окислительностойкой матрицы, что ограничивает возможности управления функциональными свойствами и стоимостью конечного композиционного материала.
Наиболее близким аналогом третьего варианта заявленного способа является способ, раскрытый в патенте ЕР 1702908 (кл. С04В 35/80, опубл. 26.03.2014 г.). Известный способ предназначен для получения композиционных материалов на основе волокон, в том числе углеродных, и матрицы, в состав которой могут входить карбид кремния или нитрид кремния, а также различные сочетания матричных фаз. Способ предусматривает создание структуры из основных и вспомогательных волокон, химическое осаждение матричного материала из газовой фазы, несколько циклов полимерной пропитки-полимеризации-пиролиза. После этого может быть осуществлена дополнительная операция ХОГФ для уплотнения матрицы. При этом указывается, что прочность композиционного материала при высоких температурах увеличивается по мере увеличения соотношения углеродного волокна. Так, в предложенном варианте реализации способа в целях снижения потери прочности керамического композиционного материала при высоких температурах и предотвращения от разрушения матричной фазы объемная доля углеродного волокна в композиционном материале должна составлять приблизительно 70%.
К основным отличиям и недостаткам предлагаемого способа следует отнести то, что получаемые керамоматричные композиционные материалы (ККМ) имеют матрицу из карбида кремния, характеризуются более низкими физико-механическими характеристиками и окислительной стойкостью по сравнению с материалами, матрица которых получена в процессе ХОГФ. Кроме этого, к существенным недостаткам способа получения карбидокремниевой матрицы следует отнести применение в процессе ХОГФ летучих взрывоопасных, коррозионноактивных, ядовитых исходных компонентов (МТС и метана) и, как следствие, образование побочных экологически опасных хлорсодержащих продуктов (HCl, SiHCl3, SiCl4 и др.).
Кроме этого, процесс разложения МТС или смеси МТС и метана протекает с образованием примесей из углерода и кремния, что ухудшает прочностные и окислительные свойства ККМ. Процессы получения композиционных материалов с карбидокремниевой матрицей из газовой фазы других хлорсиланов или хлорида кремния SiCl4 характеризуются теми же недостатками, что и процесс осаждения из МТС.
Техническим результатом патентуемых вариантов реализации способа является получение керамоматричных композиционных материалов различного функционального назначения, обладающих в зависимости от области применения и условий эксплуатации требуемыми значениями плотности в пределах 1,8…2,1 г/см3.
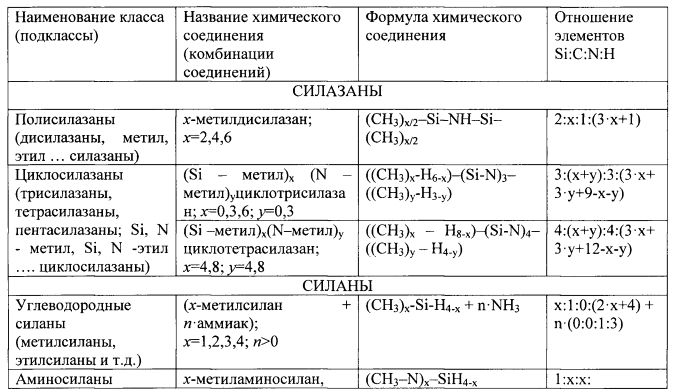
Карбонитрид кремния получают из силазанов или силанов в соответствии с таблицей.
 Заявленный технический результат достигается в результате реализации способа получения многофункциональных керамоматричных композиционных материалов, характеризующегося тем, что в объеме пористого армирующего каркаса, выполненного из углеродных тканей или волокон в виде нитей, пучков и слоистых филаментов непрерывной или дискретной структуры, формируют керамическую матрицу из карбонитрида кремния различными методами, обусловленными вариативностью сочетаний и последовательностей реализации процесса химического осаждения из газовой фазы (ХОГФ) и процесса многократной цикловой пропитки каркаса предкерамическим полимером с последующей полимеризацией и пиролизом (ППП), При этом сочетания и последовательности реализации процессов характеризуются своим количественным вкладом и режимами технологических воздействий каждого из них в формирование керамической матрицы материалов различного функционального назначения с учетом установленных требований к уровню их физико-механических, физико-химических свойств и эксплуатационных характеристик. При этом химическое осаждение проводят в газо-вакуумных печах при температуре 500…900°C и давлении 50…500 Па, а многократную цикловую пропитку каркаса предкерамическим полимером и последующую полимеризацию и пиролиз реализуют в вакуум-компрессионых печах при температуре до 1600°C и давлении до 20 МПа.
Заявленный технический результат достигается в результате реализации способа получения многофункциональных керамоматричных композиционных материалов, характеризующегося тем, что в объеме пористого армирующего каркаса, выполненного из углеродных тканей или волокон в виде нитей, пучков и слоистых филаментов непрерывной или дискретной структуры, формируют керамическую матрицу из карбонитрида кремния различными методами, обусловленными вариативностью сочетаний и последовательностей реализации процесса химического осаждения из газовой фазы (ХОГФ) и процесса многократной цикловой пропитки каркаса предкерамическим полимером с последующей полимеризацией и пиролизом (ППП), При этом сочетания и последовательности реализации процессов характеризуются своим количественным вкладом и режимами технологических воздействий каждого из них в формирование керамической матрицы материалов различного функционального назначения с учетом установленных требований к уровню их физико-механических, физико-химических свойств и эксплуатационных характеристик. При этом химическое осаждение проводят в газо-вакуумных печах при температуре 500…900°C и давлении 50…500 Па, а многократную цикловую пропитку каркаса предкерамическим полимером и последующую полимеризацию и пиролиз реализуют в вакуум-компрессионых печах при температуре до 1600°C и давлении до 20 МПа.
Указанные выше диапазоны являются по сути границами эффективного протекания процессов диффузии предкерамической газовой фазы в пористое тело и типичны для большинства процессов ХОГФ. Эффективное уплотнение пористого тела из газовой фазы силазанов и силанов протекает в диапазоне температур 500-900°C в зависимости от химического состава и ряда технологических факторов. При температурах ниже 500°C скорость роста конденсированной фазы имеет крайне низкие значения, так как не происходит полного разложения предкерамической молекулы. Это приводит к увеличению времени осаждения и получению керамической матрицы с повышенным содержанием примесей. При высоких температурах (выше 1100-1200°C) скорость химической реакции разложения основного компонента газовой фазы, участвующего в образовании конденсированной керамической фазы, становится чрезвычайно большой и делает невозможным проникновение молекул в пористый каркас. Как правило, низкие значения давления (ниже 10 Па) процесса ХОГФ приводят к существенному увеличению времени процессов уплотнения, так как скорость уплотнения напрямую зависит от концентрации основных компонентов газовой фазы. Кроме того, при относительно низких давлениях процессов ХОГФ возрастают требования к герметичности и внутреннему газовыделению оборудования. Высокие значения давления (примерно выше 1000 Па) не используются в процессах уплотнения пористых тел по двум основным причинам. Первая - невозможность организации при высоких давлениях требуемых скоростей подвода исходной газовой фазы и отвода газообразных продуктов ее разложения из пористого каркаса, что влияет на равномерность уплотнения пористого каркаса и состав конденсированной фазы. Вторая - повышение вероятности перехода процесса из гетерогенной обрасти процесса ХОГФ, в которой возможен рост конденсированной фазы на твердых поверхностях пористого тела, к гомогенной области процесса ХОГФ, при которой твердый продукт образуется в виде порошка во всем объеме печи, и уплотнение пористого каркаса не происходит.
1. Первый вариант реализации способа (ХОГФ + 2-3 цикла ППП) заключается в том, что в объеме пористого армирующего каркаса, выполненного из углеродных тканей или волокон в виде нитей, пучков или слоистых филаментов непрерывной или дискретной структуры (2D, 2D+1, 3D), формируют керамическую матрицу из карбонитрида кремния путем заполнения межфиламентных и межпучковых пор в процессе ХОГФ до плотности 1,45…1,85 г/см3, в зависимости начальной плотности каркаса, объемного содержания армирующего наполнителя и стадии насыщения. Далее для максимально равномерного заполнения пористого объема керамической фазой остаточная пористость заполняется в процессе реализации двух-трех циклов ППП. В результате получают материал плотностью не менее 2,1 г/см3, что составляет не менее 95% от теоретической.
Данный вариант обеспечивает получение керамоматричных материалов с высокими физико-механическими, физико-химическими, теплофизическими свойствами и эксплуатационными характеристиками, что обеспечивает возможность их применения при изготовлении особо ответственных деталей и узлов оборудования и авиационной техники.
2. Второй вариант реализации способа (3-4 цикла ППП + ХОГФ) характеризуется тем, что в объеме пористого армирующего каркаса, выполненного из углеродных тканей или волокон в виде нитей, пучков или слоистых филаментов непрерывной или дискретной структуры (2D, 2D+1, 3D), формируют керамическую матрицу из карбонитрида кремния путем осуществления по меньшей трех-четырех циклов ППП до плотности композиционного материала 1,35…1,65 г/см3 в зависимости от начальной плотности каркаса, объемного содержания армирующего наполнителя и стадии насыщения. Затем для максимально равномерного заполнения пористого объема керамической фазой и повышения окислительной стойкости материала остаточную и приповерхностную пористость заполняют керамикой, сформированной из газовой фазы (ХОГФ) на основе смеси монометилсилана с добавлением азотсодержащего прокурсора (аммиака или азота), до конечной плотности композиционного материала не более 1,85 г/см3.
Связь начальной (стартовой) плотности каркаса (1,0±0,15 г/см3) с необходимым количеством проведения 3-х или 4-х циклов ППП для достижения необходимой плотности показана в таблице 1.
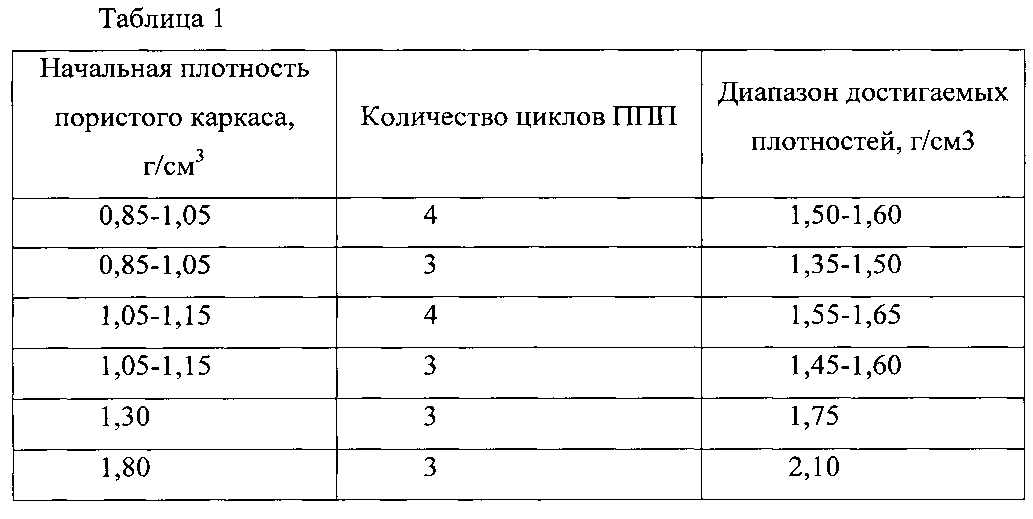
Реализация данного варианта получения керамоматричных композиционных материалов обеспечивает возможность изготовления деталей и узлов изделий, не воспринимающих значительных механических нагрузок в процессе эксплуатации, но имеющих достаточно высокую окислительную стойкость в агрессивных средах.
3. Третий вариант реализации способа (ХОГФ + 3 цикла ППП + ХОГФ) заключается в том, что в объеме пористого армирующего каркаса, выполненного из углеродных тканей или волокон в виде нитей, пучков или слоистых филаментов непрерывной или дискретной структуры (2D, 2D+1, 3D), формируют керамическую матрицу из карбонитрида кремния путем заполнения межфиламентных и межпучковых пор в процессе осаждения из газовой фазы (ХОГФ) смеси монометилсилана и аммиака (CH3SiH3+NH3) в непрерывном потоке в течение 40…100 часов при температуре 500-900°C до плотности 1,15…1,45 г/см3. Далее для максимально равномерного заполнения пористого объема керамической фазой остаточную пористость заполняют за счет осуществления не менее трех циклов ППП. В результате получают материал плотностью 1,65…1,85 г/см3, а затем осуществляют дополнительное уплотнение матрицы повторным процессом ХОГФ до плотности композиционного материала не менее 2,1 г/см3.
Данный вариант реализации способа обеспечивает высокую окислительную стойкость композиционного материала в сочетании с достаточно высокими физико-механическими характеристиками.
Процессы химического осаждения из газовой фазы во всех вариантах реализации способа проводятся в газо-вакуумных печах при температуре 500…900°C и давлении 50…500 Па.
Для обеспечения режимов формирования керамической матрицы жидкофазными методами и газовых сред требуемого состава с температурой в химическом реакторе до 900°C и давлении от 5 до 1×107 Па применяется специальная вакуум-компрессионная шахтная печь сопротивления с программным регулированием температуры. Печь предназначена для обработки материалов в вакууме или под давлением до 20 МПа при температурах до 1600°C и имеет следующие технические характеристики: скорость нагрева до 400°C/час; длительность выдержки при заданной температуре до 5 часов; натекание в газо-вакуумный контур не более 5·10-4 Па×м3/с; равномерность температуры в изотермической зоне ±5°C.
Карбонитрид кремния во всех вариантах осуществления способа получают из силазана, или силана, или смеси монометилсилана и аммиака. При этом в качестве силана используют углеводородные силаны: метилсилан, этилсилан; в качестве силазанов - полисилазаны: дисилазан, метилсилазан, этилсилазан или циклосилазаны: трисилазан, тетрасилазан, пентасилазан или Si, N-метилциклосилазан и Si, N-этилциклосилазан.
Примеры реализации способа по предложенным вариантам получения многофункциональных керамоматричных композиционных материалов.
1. Способ получения керамоматричного композиционного материала по варианту 1 (ХОГФ + 2-3 цикла ППП), обеспечивающий наиболее высокие функциональные характеристиками изделий относительно их механической прочности, теплостойкости и окислительной стойкости, реализуется в результате технологических воздействий в две стадии. На первой стадии уплотнение углерод - углеродного пористого армирующего каркаса непрерывной структуры (2D+1) (плотность порядка 1,05 г/см3, открытая пористость порядка 32%), выполненного на основе ткани УТ-900-3К-240 ЭД, кокса фенольной смолы и частично уплотненный пиролитическим углеродом из газовой фазы метана, осуществляется в процессе ХОГФ, обеспечивающего наибольшей вклад в заполнение пористого объема матрицы. Длительность процесса ХОГФ составляет не более 550 часов и проводится при температуре 500-900°C и давлении 50-500 Па. При этом плотность композиционного материала увеличивается до порядка 1,80 г/см3, а открытая пористость уменьшается до 8%. На второй стадии производится дальнейшее доуплотнение матрицы с применением метилсилазана в результате реализации трех циклов ППП, что составляет не более 24 часов технологического времени. Таким образом, общее технологическое время формирования карбонитридокремниевой матрицы не превышала 574 часов, а окончательная плотность композиционного материала увеличилась до 2,10 г/см3 при открытой пористости порядка 1,5%.
2. Для получения керамоматричного композиционного материала по варианту 2 (3-4 цикла ППП + ХОГФ), используемого при изготовлении менее механически нагруженных и работающих в окислительных средах изделий, уплотнение пористого армирующего каркаса непрерывной структуры 2D (плотность порядка 1,05 г/см3, открытая пористость порядка 32%), сформированного на основе ткани УТ-900-3К-240-ЭД и кокса фенольной смолы, проводится в две стадии.
Первоначально карбонитрид кремния формируют на пористом армирующем каркасе путем трехкратной цикловой пропитки предкерамическим полимером (олигоорганосилазаном) с последующей его полимеризацией и пиролизом (ППП) в азотсодержащей среде при температуре более 600°C и давлении до 0,8 МПа. При этом технологическое время проведения процесса при 4-х циклах ППП составляет примерно 32 часа. Плотность материала при этом составляет порядка 1,50 г/см3. Окончательное уплотнение матрицы проводится химическим осаждением из газовой фазы монометилсилана с аммиаком (ХОГФ) в диапазоне температур 500-900°C и давлении 50-500 Па в течение примерно 70 часов до достижения плотности композиционного материала порядка 1,75 г/см3 и открытой пористости порядка 1,5%. Пределы прочности при растяжении и сжатии такого керамоматричного композиционного материала составляют соответственно не менее 100 МПа и 140 МПа; а предел пропорциональности - не менее 35 МПа. Общее технологическое время формирования карбонитридокремниевой матрицы составило 132 часа; максимальное время уплотнения может достигать 190 часов.
3. Для получения керамоматричного композиционного материала с повышенными функциональными характеристиками по варианту 3 (ХОГФ + 3 цикла ППП + ХОГФ) использовали углерод - углеродный пористый армирующий каркас непрерывной структуры 2D+1 (плотность порядка 1,1 г/см3, открытая пористость порядка 30%), выполненный на основе ткани УТ-900-3К-240-ЭД, кокса фенольной смолы и частично уплотненный пиролитическим углеродом из газовой фазы метана. Уплотнение пористого каркаса карбонитридом кремния производили в результате технологических воздействий в три стадии. Первоначально карбонитрид кремния осаждали из газовой смеси монометилсилана и аммиака (CH3SiH3+NH3) в непрерывном потоке в диапазоне температур 500-900°C и давлении 50-500 Па в течение порядка 100 часов. Процесс химического осаждения из газовой фазы (ХОГФ) проводится до преимущественного закрытия межфиламентной пористости и обеспечивает значение плотности порядка 1,35 г/см3. На второй стадии проводили три цикла пропитки предкерамическим полимером (олигоорганосилазаном) с последующей полимеризацией и пиролизом в азотсодержащей среде при температуре более 600°C и давлении до 0,8 МПа. На данной стадии технологическое время проведения процесса составило 24 часа. Плотность материала при этом повысилась до порядка 1,75 г/см3. На третьей стадии для закрытия приповерхностной пористости проводили химическое осаждение из газовой (ХОГФ) смеси монометилсилана и аммиака в диапазоне температур 500-900°C и давлении 50-500 Па в течение 60 часов. Финишная плотность керамоматричного композиционного материала при этом составила 2,1 г/см3 при открытой пористости менее 1%.
Реализация данного варианта получения ККМ позволяет сократить технологическое время на 20-25% по сравнению с процессом получения керамической матрицы только химическим осаждением из газовой фазы (ХОГФ). Пределы прочности при растяжении и сжатии такого материала составляют не менее 130 МПа и 170 МПа соответственно, а предел пропорциональности - 42 МПа.
После проведения испытаний в воздушной среде 120 циклов (нагрев до 1050°C за 40 секунд - выдержка в течение 20 минут - охлаждение до 20°C в пределах 150…200 секунд) снижение предела прочности при растяжении составляет не более 4,5%; а предела пропорциональности - 4,7%. Это более чем в 2 раза превышает окислительную стойкость традиционного C/SiC материала и более чем на 20% физико-механические характеристики КМ типа C/SiC после аналогичных испытаний.
При работе до 1050°C деградация свойств материала будет меньше, чем в представленном примере. При температурах выше 1050°C - соответственно больше. При этом тенденция в преимуществе композиционного материала с SiCN матрицей до 1400°C по сравнению с композиционным материалом с матрицей SiC будет сохраняться.
Общее технологическое время формирования карбонитридокремниевой матрицы составило 324 часа; максимальное время уплотнения может достигать 374 часов.
Способ определения координат навигационных спутников
Способ изготовления пористого каркаса-основы композиционного материала
Способ получения олигоборсилазанов
Способ идентификации параметров навигационных спутников с компенсацией погрешностей навигационного приемника
Оптоэлектронный компромиссный сумматор
Веретено
Способ изготовления объемно армированного композиционного материала
Способ изготовления объемно армированного композиционного материала
Аппарат магнитной активации жидкостей
Магнитный активатор
Способ дистанционного мониторинга позиционирования транспортных средств
Измеритель модуля скорости
Способ гирокомпасирования с применением датчика угловой скорости
Устройство для сортировки семян
Способ повышения точности позиционирования подвижных объектов
Оптический аналого-цифровой преобразователь
Способ изготовления гибкого замкнутого кольцевого высокотемпературного уплотнения вала
Способ капсулирования семян для аэросева
Устройство для аэросева семян
Устройство для дискретной подачи семян

