Результат интеллектуальной деятельности: СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к способам формования изделий из композиционных материалов, в частности к методам уплотнения композиционного материала, и может быть использовано для получения конструкций в авиационной и космической технике.
В патенте РФ №2372195 С1 от 21.03.2008 описан способ формования изделий сложной конфигурации, при котором в матрице (пресс-форме) производят набор изделия из полимерных композиционных материалов, затем внутреннюю полость детали заполняют компаундом, полимеризуют компаунд и производят отверждение детали.
Данный способ требует предварительного изготовления пуансона перед формованием изделия и введения дополнительной операции полимеризации компаунда, что увеличивает трудоемкость и производственный цикл изготовления.
Наиболее близким к изобретению является комбинированный способ формования, описанный в учебном пособии «Полимерные композиционные материалы: структура, свойства и технология. Учеб. пособ. - 4-е испр. и доп. изд. / Под ред. А.А. Берлина. - М.: ЦОП «Профессия»; 2014 - 522-523 с.». Способ сочетает термокомпрессионное и автоклавное формование, при котором в форму с препрегом помещают вкладыши из резины, выполняющие роль уплотняющих элементов, герметично упаковывают и проводят режим формования в автоклаве. В результате уплотнение материала при отверждении происходит за счет внешнего давления и термического расширения резины.
Недостатками данного способа формования является большая трудоемкость и длительный цикл изготовления, обусловленные необходимостью предварительного изготовления вкладышей и дополнительных приспособлений для их формования, а также необходимость использования энергоемкого оборудования (автоклава) для обеспечения давления формования.
Задачей предлагаемого изобретения является снижение трудоемкости, энергоемкости и сокращение производственного цикла за счет исключения предварительного изготовления вкладышей и дополнительных приспособлений для их формования, а также возможности использования менее энергоемкого оборудования.
Способ формования изделий из композиционного материала, включающий выкладку пропитанного связующим волокнистого материала в углубление технологической оснастки и использование уплотняющих элементов из терморасширяющейся резины для создания давления формования, упаковку, нагревание, подачу давления, охлаждение отвержденного изделия и извлечение его из оснастки, отличается тем, что объем углубления технологической оснастки выполнен равным или больше объема неуплотненного пропитанного связующим волокнистого материала, формирующего изделие, уплотняющий элемент выполнен из невулканизированной терморасширяющейся резины в виде полосы, перекрывающей углубление технологической оснастки, а давление на резиновый элемент передается через жесткую цулагу, перекрывающую полосу из невулканизированной резины, которая в процессе нагрева и подачи давления через цулагу частично заполняет углубление технологической оснастки, уплотняя пропитанный связующим волокнистый материал и создавая давление формования при его отверждении.
Объем углубления технологической оснастки целесообразно выполнять превышающим объем неуплотненного пропитанного связующим волокнистого материала, формирующего изделие, не более чем на 10%.
Уплотняющий элемент может перекрывать углубление не менее чем на 5 мм с каждой стороны.
Жесткая цулага, перекрывающая полосу из невулканизированной резины, может быть выполнена таким образом, что отношение площади жесткой цулаги, перекрывающей полосу из невулканизированной резины, к площади этой полосы равно отношению давления, необходимого для формования изделия, к давлению, прилагаемому к жесткой цулаге в процессе отверждения изделия.
Выполнение объема углубления технологической оснастки равным или больше объема неуплотненного пропитанного связующим волокнистого материала, формирующего изделие, с использованием уплотняющего элемента, выполненного из невулканизированной терморасширяющейся резины в виде полосы, перекрывающей углубление технологической оснастки, при передаче давления на резиновый элемент через жесткую цулагу, перекрывающую полосу из невулканизированной резины, которая в процессе нагрева и подачи давления через цулагу частично заполняет углубление технологической оснастки, уплотняя пропитанный связующим волокнистый материал и создавая давление формования при его отверждении, позволяет снизить трудоемкость и сократить производственный цикл изготовления за счет исключения операций по предварительному изготовлению вкладышей и использования дополнительных приспособлений для их формования, а также снизить энергоемкость изготовления за счет возможности исключения энергоемкого оборудования (автоклава).
Выполнение объема углубления технологической оснастки превышающим объем неуплотненного пропитанного связующим волокнистого материала, формующего изделие, не более чем на 10% позволяет при обеспечении необходимого давления формования облегчить выкладку изделия, что снижает трудоемкость изготовления.
Обеспечение перекрытия уплотняющим элементом углубления не менее чем на 5 мм с каждой стороны позволяет облегчить установку уплотняющих элементов, что снижает трудоемкость изготовления.
Использование жесткой цулаги, перекрывающей полосу из невулканизированной резины, таким образом, что отношение площади жесткой цулаги, перекрывающей полосу из невулканизированной резины, к площади этой полосы равно отношению давления, необходимого для формования изделия, к давлению, прилагаемому к жесткой цулаге в процессе отверждения изделия, позволяет в процессе формования создать давление на материал в несколько раз больше, чем на цулагу, что исключает необходимость использования энергоемкого оборудования (автоклава), снижая энергоемкость изготовления.
Изобретение поясняется чертежами.
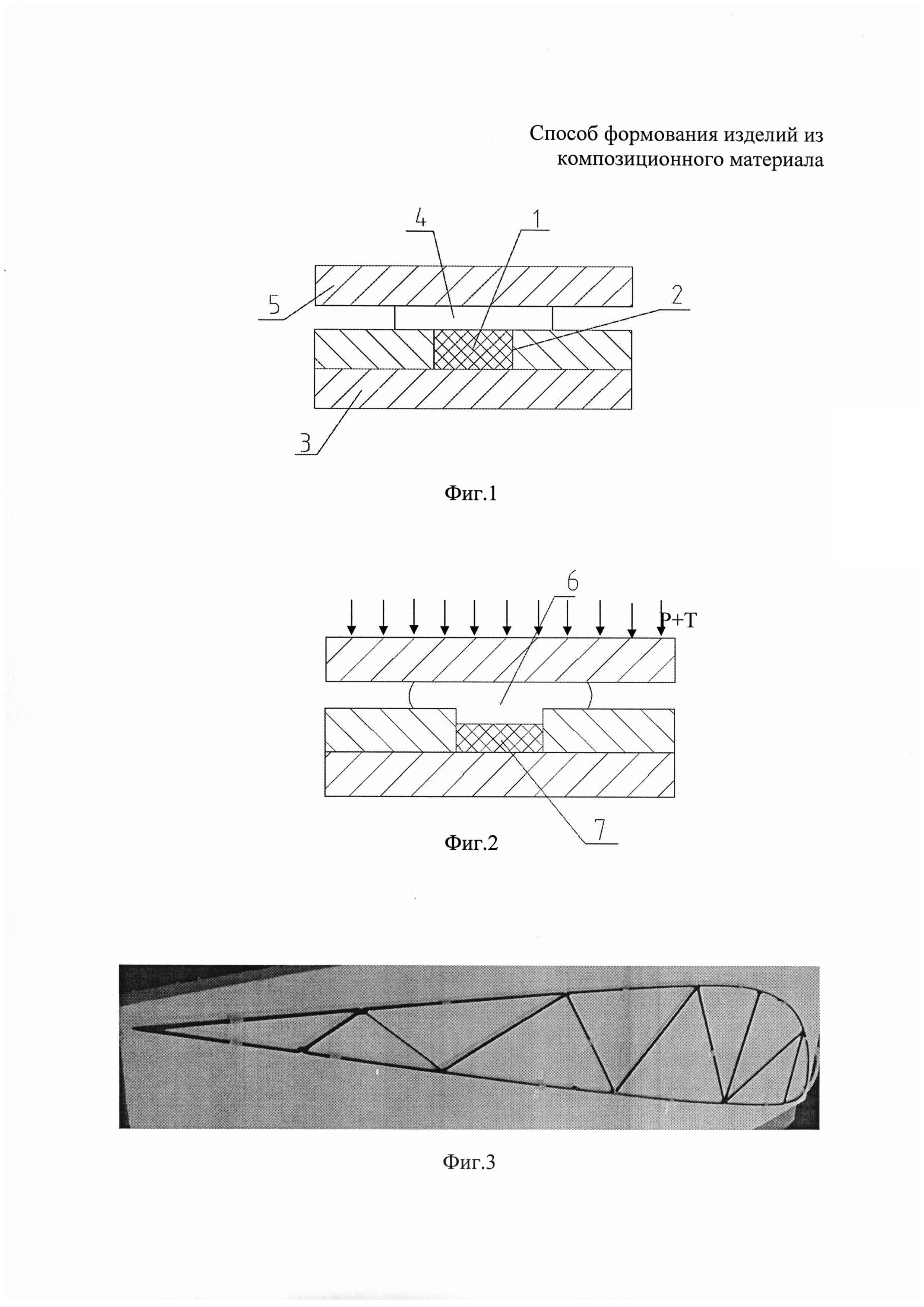
На фиг. 1 представлена схема основных элементов, предназначенных для реализации предлагаемого способа, перед формованием.
На фиг. 2 представлена схема основных элементов, предназначенных для реализации предлагаемого способа, в процессе формования.
На фиг. 3 представлено изделие, отформованное по предлагаемому способу
Способ осуществляется в следующей последовательности.
Выкладывают пропитанный связующим волокнистый материал 1 в углубление 2 технологической оснастки 3. Углубление технологической оснастки 3 перекрывают уплотняющим элементом 4, выполненным из невулканизированной терморасширяющейся резины в виде полосы. Затем устанавливают жесткую цулагу 5, перекрывающую полосу невулканизированной резины, герметично упаковывают оснастку и проводят формование изделия. При формовании давление на уплотняющий элемент осуществляется через жесткую цулагу. В процессе нагрева Т и подачи давления Р происходит частичное заполнение углубления оснастки резиной с образованием формующего резинового вкладыша 6, который уплотняет волокнистый материал 1 и создает давление при отверждении изделия 7.
Пример
Предлагаемый способ формования изделий из композиционных материалов реализован при изготовлении нервюр, представляющих профилированную ферменную структуру, для беспилотного летательного аппарата. В углубления 6×3 мм и 6×2 мм металлической оснастки выкладывали углеродный волокнистый материал HTS-40, пропитанный эпоксидным связующим Araldite 8615 / Aradur 8615. По контуру углубления выкладывали полосы из невулканизированной резины ИРП-1399 шириной 15 мм и толщиной 3 мм. Поверх резины устанавливали жесткую металлическую плиту площадью, превышающей суммарную площадь полос из невулканизированной резины в 5 раз. Далее производили упаковку в вакуумный мешок и отверждали в печи при температуре 150±5С° и вакуумном давлении 0,8…1 атм, после чего производили распрессовку и извлекали изделие.
Предложенный способ формования изделий из композиционных материалов позволяет снизить трудоемкость, энергоемкость и сократить производственный цикл изготовления за счет исключения предварительного изготовления вкладышей и дополнительных приспособлений для их формования, а также возможности использования менее энергоемкого оборудования.
Способ теплового нагружения обтекателей ракет
Способ испытания керамических оболочек
Способ теплопрочностных испытаний керамических обтекателей
Антенный обтекатель (варианты)
Антенный обтекатель
Способ контроля качества узла соединения керамического обтекателя
Способ адаптивной механической обработки керамических изделий на специальных станках с чпу
Широкополосный антенный обтекатель
Способ пеленгации и широкополосный пеленгатор для его осуществления
Способ повышения надежности крепления датчика температуры к поверхности керамических материалов
Способ изготовления армированной волокнами композиционной структуры

